机械类(焊接方面)外文翻译
水下焊接技术发展史
水下焊接技术是开发海洋、开采海底石油以及组装、维修诸如采油平台、输油管线和海底仓等大型海洋结构的关键技术之一, 也是舰船应急修理、海上救助、桥梁架设等工作的必要技术手段。核电是世界电力发展的趋势,在核电站内部,核反应堆压力容器(RPV)因为长期在水中工作,容易受到应力腐蚀裂纹的破坏,核电结构修复时,会遇到很多挑战。为了减少工作人员所受的核辐射,经常会采用水下焊接方法。水下焊接的分类一般将水下熔焊分为三大类: 湿法、干法和局部干法。其中干法又可以分为高压干法水下焊接和常压干法水下焊接。局部干法则包括排水罩式、高压水帘式、钢刷式、移动气箱式和等离子弧MIG 局部干法等。采用的焊接方法一般有药皮焊条焊接, GTAW,GMWA以及FCAW 。水下焊接除熔焊之外还有爆炸焊和FSW ( friction stitch welding 摩擦叠焊) , 这两种方法都属于固相连接技术。以下为水下焊接的发展历程:
1 水下湿法焊接技术
1802 年, 一位名叫Humphrey的学者指出电弧能够在水下连续燃烧, 即指出了水下焊接的可能性, 然而其实际应用却是在100 多年以后, 在不可能把结构物移到陆地上进行焊接的情况下才做到的。1917 年,英国海军船坞的焊工采用水下焊接的方法来封堵位于轮船水下部分漏水的铆钉缝隙, 这是水下焊接的首次应用。第一篇正式发表的关于水下焊接研究工作的论文, 是在1933 年由Hibshrman 和Jensen 共同完成的。1932 年, Khrenov 发明了厚药皮水下专用焊条,在焊条外表面涂有防水层, 使水下焊接电弧的稳定性得到了一定程度的改善。到第二次世界大战结束时, 水下焊接技术在打捞沉船等方面已经占有重要地位。1971 年, Humble 石油公司对墨西哥湾钻采平台的水下焊接修理工作是水下焊接技术第一次应用于海洋石油工程。1985 年产生了第一批经过认可的潜水焊工,并制定了水深小于100m 的水下湿法焊接工艺。1987 年, 水下湿法焊接技术在核电厂不锈钢管道的修理工作中得到应用。上世纪90 年代, 随着要求修理的水下工程结构的增多以及船坞修理成本的增加,湿法焊接技术得到了进一步的发展。水下焊条的发展对水下湿法焊接的应用起着重要的作用。英国Hydroweld 公司发展了多种水下焊条,取得了很好的实用效果。美国专利焊条—7018`s 焊条药皮上有一层铝粉, 水下焊接时能产生大量的气体,避免焊缝金属受到侵蚀。德国Hanover 大学基于渣-气联合保护对熔滴过渡过程的影响和保护机理研制开发了
双层自保护药芯焊条。通常水下湿法焊接的水深不超过100 m, 目前努力的方向是实现200 m水深湿法焊接技术的突破。早在上世纪50 年代, 水下湿法焊条电弧焊就已经在我国得到应用。上世纪60 年代我国开始自行开发水下专用焊条。华南理工大学研制的水下焊条在30 m水深以内可以获得良好的焊接性能。
2 水下干法焊接技术
●水下高压干法焊接技术
高压干法水下焊接的设想是1954 美国首先提出的, 1966 年正式用于生产, 主要用于海底管道的修复。目前最大使用水深在300 m 左右。该焊接方法中, 气室底部是开口的, 通入气压稍大于工作水深压力的气体, 把气室内的水从底部开口处排出, 焊接是在干的气室中进行的。一般采用MIG 焊或TIG 焊,是当前水下焊接中质量最好的方法之一, 基本上可达到陆上焊缝的水平。上世纪70 年中期, 无人高压焊接研究装置开发成功。德国、挪威、美国、英国都在上世纪90 年代开始此类研究并建立了无人高压焊接研究中心。从上世纪80 年代中期开始, 一些研究中心就开始研究300~500 m 水深的GTAW 自动焊接系统和工艺, 或者是检验500~1000 m水深替换性焊接技术的适应性了。现在法国、德国、挪威、美国的高压焊接研究中心的实验舱作业压力都可以达到相当于1000 m 水深。从上世纪90 年代开始石油公司的作业已经开始进入更深的水域。第一个在这种水深下进行作业的公司应该是巴西石油公司(即巴西国家石油公司) , 其在亚马孙盆地的作业水深达到 1 000 m。在我国, 随着海洋石油工业的发展, 迫切需要开发具有自主知识产权的高压干法焊接技术。在2002 年的国家“863”计划中就有关于水下高压干法焊接技术的研究项目。由中国海洋石油工程公司、北京石油化工学院、石油大学、上海交通大学、哈尔滨工程大学联合研发设计的最大焊接水深为60 m。目前, 项目基本完成, 即将进行海试。
●水下常压干法焊接技术
水下高压干法焊接的焊接质量虽然较好, 但其局限性较大, 尤其是随着水深的增加, 电弧周围的气压不断增加, 容易破坏电弧的稳定性而产生焊接缺陷。而且在没有达到焊接全自动化的情况下, 需要潜水焊工的辅助操作, 如果水深超过潜水极限或者潜水成本过高则无法实施。在技术水平还无法解决这些问题的时候, 为了克服水下高压干法焊接的不足, 1977 年制造出水下常压干法焊接设备。1977年, 法国LPS公司首先采用这种方法在北海水深150 m 处成功地焊接了直径426 mm的海底管道。我国目前还没有水下常压干法焊接设备。
3 水下局部干法焊接技术
水下局部干法焊接技术有很多方法。上世纪70年代后期, 哈尔滨焊接研究所在上海海难救助打捞局和天津石油勘探局的协助下, 开发了水下局部排水CO2 气体保护焊接技术, 简称LD- CO2 焊接法, 属于排水罩式局部干法, 采用此方法可以完成多项水下施工任务。高压水帘式是由日本应用的一种方法, 为了克服水帘式的一些缺点, 日本又将其发展为钢刷式。移动气箱式于1968 年由美国首先提出, 后由美英跨国公司应用于生产。法国最近还研究了一种旋罩式的水下局部干法焊接技术。另外, 等离子弧MIG 局部干法水下焊接也是一种很有前途的局部干法焊接技术。
4 水下固相连接技术
●爆炸焊
在上世纪70 年代后期, 位于福内斯巴罗的英国水下管道工程公司研制成功了1 套完整的管道修补系统, 首次采用了爆炸焊技术。
●摩擦叠焊
英国焊接研究所( TWI) 在上世纪80 年代中期开发了 1 套用于水下环境的螺柱摩擦焊系统。该系统已经在相当于600 m 水深的压力下进行试验, 结果表明焊接效果不受水深影响, 而且业已证明, 该系统可以有效地使用ROV (水下作业机器人)。最近的发展是试图把水下摩擦焊由螺柱摩擦焊扩展到具有缝合焊缝的摩擦叠焊。目前北京石油化工学院已经开始了此方面的研究工作并获得了国家自然科学基金的支持。
5 水下焊接技术在21 世纪的发展趋势
虽然上述各种水下焊接方法自从其出现以来,都依靠其各自的优势在特定的方面得到了应用。但从目前来看水下焊接的研究还不能完全满足水下焊接施工的要求未来应从以下几个方面做重点研究:
(1)从焊接冶金和保证焊接质量的角度看,干法水下焊接是最为有利的,所以,近年来高压干法水下焊接技术得到了进一步的发展,但仍然不能满足实际的需求。目前,对于高压电弧的理论研究还不十分完整,如何采用多信息融合技术达到对焊接过程的智能监控也已成为高压干法焊接领域的新课题。
(2)由于水下焊接机器人工作环境的特殊性,增加了水下焊接机器人的应用难度。未来水下焊接机器人应该能够完成焊缝的预处理、焊接及焊缝检测工作,因此,要努力做好包括水下机器人的精确定位技术、机器人手臂的运动控制技术、
基于视觉传感系统的焊缝空间位置的检测、跟踪以及水下焊接质量控制等几个方面的工。
(3)焊接模拟技术的出现及发展使焊接技术正在发生着由经验到科学,由定性到定量的飞跃。近年来,焊接数值模拟技术不断向深度、广度发展,但对水下焊接的模拟研究还比较滞后,应重视和加快这方面的数值模拟研究。
(4)采用计算机仿真技,比在实际物理模型上的安装、调试、试验等工作量要小得多,并且周期短,投资少,显示出许多优点。近年来,它在焊接工艺的制定、焊接设备的研制以及控制系统的改进等方面的研究中都有应用。通过焊接仿真,有助于构思新方案,并能提前发现存在的问题,这也是以后应当研究的一个领域。
随着水下焊接新需求的出现以及科学技术的发展,新的水下焊接方法和焊接手段将会不断地涌现并显示它们的独特优势。展望未来,迈向高科技领域的水下焊接技术必将取得更大辉煌。
施工组织设计外文翻译
摘要: 建筑工程在施工过程中,施工组织方案的优劣不仅直接影响工程的质量,对工期及施工过程中的人员安全也有重要影响。施工组织是项目建设和指导工程施工的重要技术经济文件。能调节施工中人员、机器、原料、环境、工艺、设备、土建、安装、管理、生产等矛盾,要对施工组织设计进行监督和控制,才能科学合理的保证工程项目高质量、低成本、少耗能的完成。 关键词: 项目管理施工组织方案重要性 施工组织设计就是对工程建设项目整个施工过程的构思设想和具体安排,是施工组织管理工作的核心和灵魂。其目的是使工程速度快、质量好、效益高。使整个工程在施工中获得相对的最优效果。 1.编制施工组织设计重要性的原因 建筑工程及其施工具有固定性与流动性、多样性与单件性、形体庞大与施工周期长这三对特点。所以,每一建筑工程的施工都必须进行施工组织设计。这是因为:其它一般工业产品的生产都有着自己固定的、长期适用的工厂。而建筑施工具有流动性的特点,不可能建立这样的工厂,只能是当每一个建筑工程施工时,建立一个相应的、临时性的,如同工厂作用性质的施工现场准备,即工地。施工单件性特点与施工流动性特点,决定了每一建筑工程施工都要选择相应的机具和劳动力组织。选择施工方法、拟定施工技术方案及其劳动力组织和机具配置,统称为施工作业能力配置。施工周期的特点,决定了各种劳动力、机具和众多材料物资技术的供应时间也比较长,这就产生了与施工总进度计划相适应的物资技术的施工组织设计内容。由此可见,施工组织设计在项目管理中是相当重要的。 2.施工组织设计方案的重要性 建筑产品作为一种商品,在项目管理中工程质量在整个施工过程中起着极其重要的作用。工程建设项目的施工组织设计与其工程造价有着密切的关系。施工组织设计基本的内容有:工程概况和施工条件的分析、施工方案、施工工艺、施工进度计划、施工总平面图。还有经济分析和施工准备工作计划。其中,施工方案及施工工艺的确定更为重要,如:施工机械的选择、水平运输方法的选择、土方的施工方法及主体结构的施工方法和施工工艺的选择等等,均直接影响着工程预算价格的变化。在保证工程质量和满足业主使用要求及工期要求的前提下,优化施工方案及施工工艺是控制投资和降低工程项目造价的重要措施和手段。 2.1施工组织方案在很大程度上影响着工程质量,因此合理的施工组织方案不仅是确保工程顺利完成的基础,也是工程安全的依据。施工组织设计是建筑工
机械设计外文翻译-- 机械加工介绍
毕业论文(设计) 外文翻译 题目:机械加工介绍
机械加工介绍 1.车床 车床主要是为了进行车外圆、车端面和镗孔等项工作而设计的机床。车削很少在其他种类的机床上进行,而且任何一种其他机床都不能像车床那样方便地进行车削加工。由于车床还可以用来钻孔和铰孔,车床的多功能性可以使工件在一次安装中完成几种加工。因此,在生产中使用的各种车床比任何其他种类的机床都多。 车床的基本部件有:床身、主轴箱组件、尾座组件、溜板组件、丝杠和光杠。 床身是车床的基础件。它能常是由经过充分正火或时效处理的灰铸铁或者球墨铁制成。它是一个坚固的刚性框架,所有其他基本部件都安装在床身上。通常在床身上有内外两组平行的导轨。有些制造厂对全部四条导轨都采用导轨尖朝上的三角形导轨(即山形导轨),而有的制造厂则在一组中或者两组中都采用一个三角形导轨和一个矩形导轨。导轨要经过精密加工以保证其直线度精度。为了抵抗磨损和擦伤,大多数现代机床的导轨是经过表面淬硬的,但是在操作时还应该小心,以避免损伤导轨。导轨上的任何误差,常常意味着整个机床的精度遭到破坏。 主轴箱安装在内侧导轨的固定位置上,一般在床身的左端。它提供动力,并可使工件在各种速度下回转。它基本上由一个安装在精密轴承中的空心主轴和一系列变速齿轮(类似于卡车变速箱)所组成。通过变速齿轮,主轴可以在许多种转速下旋转。大多数车床有8~12种转速,一般按等比级数排列。而且在现代机床上只需扳动2~4个手柄,就能得到全部转速。一种正在不断增长的趋势是通过电气的或者机械的装置进行无级变速。 由于机床的精度在很大程度上取决于主轴,因此,主轴的结构尺寸较大,通常安装在预紧后的重型圆锥滚子轴承或球轴承中。主轴中有一个贯穿全长的通孔,长棒料可以通过该孔送料。主轴孔的大小是车床的一个重要尺寸,因此当工件必须通过主轴孔供料时,它确定了能够加工的棒料毛坯的最大尺寸。 尾座组件主要由三部分组成。底板与床身的内侧导轨配合,并可以在导轨上作纵向移动。底板上有一个可以使整个尾座组件夹紧在任意位置上的装置。尾座体安装在底板上,可以沿某种类型的键槽在底板上横向移动,使尾座能与主轴箱中的主轴对正。尾座的第三个组成部分是尾座套筒。它是一个直径通常大约在51~76mm之间的钢制空心圆柱体。
汽车专业毕业设计外文翻译
On the vehicle sideslip angle estimation through neural networks: Numerical and experimental results. S. Melzi,E. Sabbioni Mechanical Systems and Signal Processing 25 (2011):14~28 电脑估计车辆侧滑角的数值和实验结果 S.梅尔兹,E.赛博毕宁 机械系统和信号处理2011年第25期:14~28
摘要 将稳定控制系统应用于差动制动内/外轮胎是现在对客车车辆的标准(电子稳定系统ESP、直接偏航力矩控制DYC)。这些系统假设将两个偏航率(通常是衡量板)和侧滑角作为控制变量。不幸的是后者的具体数值只有通过非常昂贵却不适合用于普通车辆的设备才可以实现直接被测量,因此只能估计其数值。几个州的观察家最终将适应参数的参考车辆模型作为开发的目的。然而侧滑角的估计还是一个悬而未决的问题。为了避免有关参考模型参数识别/适应的问题,本文提出了分层神经网络方法估算侧滑角。横向加速度、偏航角速率、速度和引导角,都可以作为普通传感器的输入值。人脑中的神经网络的设计和定义的策略构成训练集通过数值模拟与七分布式光纤传感器的车辆模型都已经获得了。在各种路面上神经网络性能和稳定已经通过处理实验数据获得和相应的车辆和提到几个处理演习(一步引导、电源、双车道变化等)得以证实。结果通常显示估计和测量的侧滑角之间有良好的一致性。 1 介绍 稳定控制系统可以防止车辆的旋转和漂移。实际上,在轮胎和道路之间的物理极限的附着力下驾驶汽车是一个极其困难的任务。通常大部分司机不能处理这种情况和失去控制的车辆。最近,为了提高车辆安全,稳定控制系统(ESP[1,2]; DYC[3,4])介绍了通过将差动制动/驱动扭矩应用到内/外轮胎来试图控制偏航力矩的方法。 横摆力矩控制系统(DYC)是基于偏航角速率反馈进行控制的。在这种情况下,控制系统使车辆处于由司机转向输入和车辆速度控制的期望的偏航率[3,4]。然而为了确保稳定,防止特别是在低摩擦路面上的车辆侧滑角变得太大是必要的[1,2]。事实上由于非线性回旋力和轮胎滑移角之间的关系,转向角的变化几乎不改变偏航力矩。因此两个偏航率和侧滑角的实现需要一个有效的稳定控制系统[1,2]。不幸的是,能直接测量的侧滑角只能用特殊设备(光学传感器或GPS惯性传感器的组合),现在这种设备非常昂贵,不适合在普通汽车上实现。因此, 必须在实时测量的基础上进行侧滑角估计,具体是测量横向/纵向加速度、角速度、引导角度和车轮角速度来估计车辆速度。 在主要是基于状态观测器/卡尔曼滤波器(5、6)的文学资料里, 提出了几个侧滑角估计策略。因为国家观察员都基于一个参考车辆模型,他们只有准确已知模型参数的情况下,才可以提供一个令人满意的估计。根据这种观点,轮胎特性尤其关键取决于附着条件、温度、磨损等特点。 轮胎转弯刚度的提出就是为了克服这些困难,适应观察员能够提供一个同步估计的侧滑角和附着条件[7,8]。这种方法的弊端是一个更复杂的布局的估计量导致需要很高的计算工作量。 另一种方法可由代表神经网络由于其承受能力模型非线性系统,这样不需要一个参
土木工程外文文献翻译
专业资料 学院: 专业:土木工程 姓名: 学号: 外文出处:Structural Systems to resist (用外文写) Lateral loads 附件:1.外文资料翻译译文;2.外文原文。
附件1:外文资料翻译译文 抗侧向荷载的结构体系 常用的结构体系 若已测出荷载量达数千万磅重,那么在高层建筑设计中就没有多少可以进行极其复杂的构思余地了。确实,较好的高层建筑普遍具有构思简单、表现明晰的特点。 这并不是说没有进行宏观构思的余地。实际上,正是因为有了这种宏观的构思,新奇的高层建筑体系才得以发展,可能更重要的是:几年以前才出现的一些新概念在今天的技术中已经变得平常了。 如果忽略一些与建筑材料密切相关的概念不谈,高层建筑里最为常用的结构体系便可分为如下几类: 1.抗弯矩框架。 2.支撑框架,包括偏心支撑框架。 3.剪力墙,包括钢板剪力墙。 4.筒中框架。 5.筒中筒结构。 6.核心交互结构。 7. 框格体系或束筒体系。 特别是由于最近趋向于更复杂的建筑形式,同时也需要增加刚度以抵抗几力和地震力,大多数高层建筑都具有由框架、支撑构架、剪力墙和相关体系相结合而构成的体系。而且,就较高的建筑物而言,大多数都是由交互式构件组成三维陈列。 将这些构件结合起来的方法正是高层建筑设计方法的本质。其结合方式需要在考虑环境、功能和费用后再发展,以便提供促使建筑发展达到新高度的有效结构。这并
不是说富于想象力的结构设计就能够创造出伟大建筑。正相反,有许多例优美的建筑仅得到结构工程师适当的支持就被创造出来了,然而,如果没有天赋甚厚的建筑师的创造力的指导,那么,得以发展的就只能是好的结构,并非是伟大的建筑。无论如何,要想创造出高层建筑真正非凡的设计,两者都需要最好的。 虽然在文献中通常可以见到有关这七种体系的全面性讨论,但是在这里还值得进一步讨论。设计方法的本质贯穿于整个讨论。设计方法的本质贯穿于整个讨论中。 抗弯矩框架 抗弯矩框架也许是低,中高度的建筑中常用的体系,它具有线性水平构件和垂直构件在接头处基本刚接之特点。这种框架用作独立的体系,或者和其他体系结合起来使用,以便提供所需要水平荷载抵抗力。对于较高的高层建筑,可能会发现该本系不宜作为独立体系,这是因为在侧向力的作用下难以调动足够的刚度。 我们可以利用STRESS,STRUDL 或者其他大量合适的计算机程序进行结构分析。所谓的门架法分析或悬臂法分析在当今的技术中无一席之地,由于柱梁节点固有柔性,并且由于初步设计应该力求突出体系的弱点,所以在初析中使用框架的中心距尺寸设计是司空惯的。当然,在设计的后期阶段,实际地评价结点的变形很有必要。 支撑框架 支撑框架实际上刚度比抗弯矩框架强,在高层建筑中也得到更广泛的应用。这种体系以其结点处铰接或则接的线性水平构件、垂直构件和斜撑构件而具特色,它通常与其他体系共同用于较高的建筑,并且作为一种独立的体系用在低、中高度的建筑中。
机械类数控车床外文翻译外文文献英文文献车床.doc
Lathes Lathes are machine tools designed primarily to do turning, facing and boring, Very little turning is done on other types of machine tools, and none can do it with equal facility. Because lathes also can do drilling and reaming, their versatility permits several operations to be done with a single setup of the work piece. Consequently, more lathes of various types are used in manufacturing than any other machine tool. The essential components of a lathe are the bed, headstock assembly, tailstock assembly, and the leads crew and feed rod. The bed is the backbone of a lathe. It usually is made of well normalized or aged gray or nodular cast iron and provides s heavy, rigid frame on which all the other basic components are mounted. Two sets of parallel, longitudinal ways, inner and outer, are contained on the bed, usually on the upper side. Some makers use an inverted V-shape for all four ways, whereas others utilize one inverted V and one flat way in one or both sets, They are precision-machined to assure accuracy of alignment. On most modern lathes the way are surface-hardened to resist wear and abrasion, but precaution should be taken in operating a lathe to assure that the ways are not damaged. Any inaccuracy in them usually means that the accuracy of the entire lathe is destroyed. The headstock is mounted in a foxed position on the inner ways, usually at the left end of the bed. It provides a powered means of rotating the word at various speeds . Essentially, it consists of a hollow spindle, mounted in accurate bearings, and a set of transmission gears-similar to a truck transmission—through which the spindle can be rotated at a number of speeds. Most lathes provide from 8 to 18 speeds, usually in a geometric ratio, and on modern lathes all the speeds can be obtained merely by moving from two to four levers. An increasing trend is to provide a continuously variable speed range through electrical or mechanical drives. Because the accuracy of a lathe is greatly dependent on the spindle, it is of heavy construction and mounted in heavy bearings, usually preloaded tapered roller or ball types. The spindle has a hole extending through its length, through which long bar stock can be fed. The size of maximum size of bar stock that can be machined when the material must be fed through spindle. The tailsticd assembly consists, essentially, of three parts. A lower casting fits on the inner ways of the bed and can slide longitudinally thereon, with a means for clamping the entire assembly in any desired location, An upper casting fits on the lower one and can be moved transversely upon it, on some type of keyed ways, to permit aligning the assembly is the tailstock quill. This is a hollow steel cylinder, usually about 51 to 76mm(2to 3 inches) in diameter, that can be moved several inches longitudinally in and out of the upper casting by means of a hand wheel and screw. The size of a lathe is designated by two dimensions. The first is known as the swing. This is the maximum diameter of work that can be rotated on a lathe. It is approximately twice the distance between the line connecting the lathe centers and the nearest point on the ways, The second size dimension is the maximum distance between centers. The swing thus indicates the maximum work piece diameter that can be turned in the lathe, while the distance between centers indicates the maximum length of work piece that can be mounted between centers. Engine lathes are the type most frequently used in manufacturing. They are heavy-duty machine tools with all the components described previously and have power drive for all tool movements except on the compound rest. They commonly range in size from 305 to 610 mm(12 to 24 inches)swing and from 610 to 1219 mm(24 to 48 inches) center distances, but swings up to 1270 mm(50 inches) and center distances up
镗削加工和镗床机床工艺夹具外文文献翻译、中英文翻译、外文翻译
中国地质大学长城学院 本科毕业设计外文资料翻译 系别:工程技术系 专业:机械制造设计及其自动化 姓名:李旭 学号: 05211501 2015年 4 月 2 日
英文翻译原文: (一)镗削加工和镗床 像车床加工零件一样,镗床能在中空的工件或由钻削加工或其它工艺所加工的孔上进行内轮廓圆的加工。镗削是由那些类似车削的刀具完成的。因为镗头必须达到镗杆的全长,刀具将发生弯曲,因此,尺寸精度的保持性成为了一个重大问题。 镗杆必须有足够的刚度——刀杆是由较高弹性模量的材料制造的,比如碳化钨(硬质合金)——去减小弯曲和避免摇动和振动。镗杆被设计有减振的能力。 镗床既能加工在车床上加工的较小工件,镗铣床又能加工巨大的工件。这类机械既有立式的又有卧式的并且能够完成如:车削、车端面、切槽、和倒角。一台立式的镗床类似一台车床,但它有一根垂直的工件旋转轴。 刀具(通常用于切削的单独切削点是由M-2和M-3高速钢和C-8硬质合金制造的)被安装于能垂直运动(用于镗削和车削)和径向运动(用于车端面)并由十字导轨导向的刀头上。刀头能够旋转去加工圆锥形表面。 在卧式镗床上工件被装夹在能在水平面内两个轴向和径向上移动的工作台上,刀具被安装于能做垂直和纵向两方向上运动的主轴箱上。钻头、铰刀、螺纹刀和铣刀都能安装于机床主轴上。 镗床具有许多优良的性能,它所加工工件的直径是1m-4m(3ft-12ft),工件尺寸达到20m(60ft)的可在专用的立式镗床上加工。机床功率范围可达到150kw(200hp)。这些可用于所有运动都能编程的数字控制加工。利用这些控制,只需要很少的相关操作,并且稳定性和生产率大大提高了。镗床的切削速度和进给速度和车床比较相似。 坐标镗床是属于具有较高精度支撑的立式镗床。尽管它们可用于各类尺寸的工件加工和拥有夹紧合安装的刀具空间。它们正被多功能的数控机床取代。 镗床的设计要求:导轨的效率,类似于车削的经济型操作,另外,应该考虑以下因素: a.无论何时,应尽可能注意是加工通孔而并盲孔。(盲孔系列是指那些没有穿国工件厚度的孔) b.应该控制径向进给速率,很难去支撑径向,因为切削力引起镗杆的弯曲变形。 c.应该避免交叉的内表面加工。
外文翻译(带图)
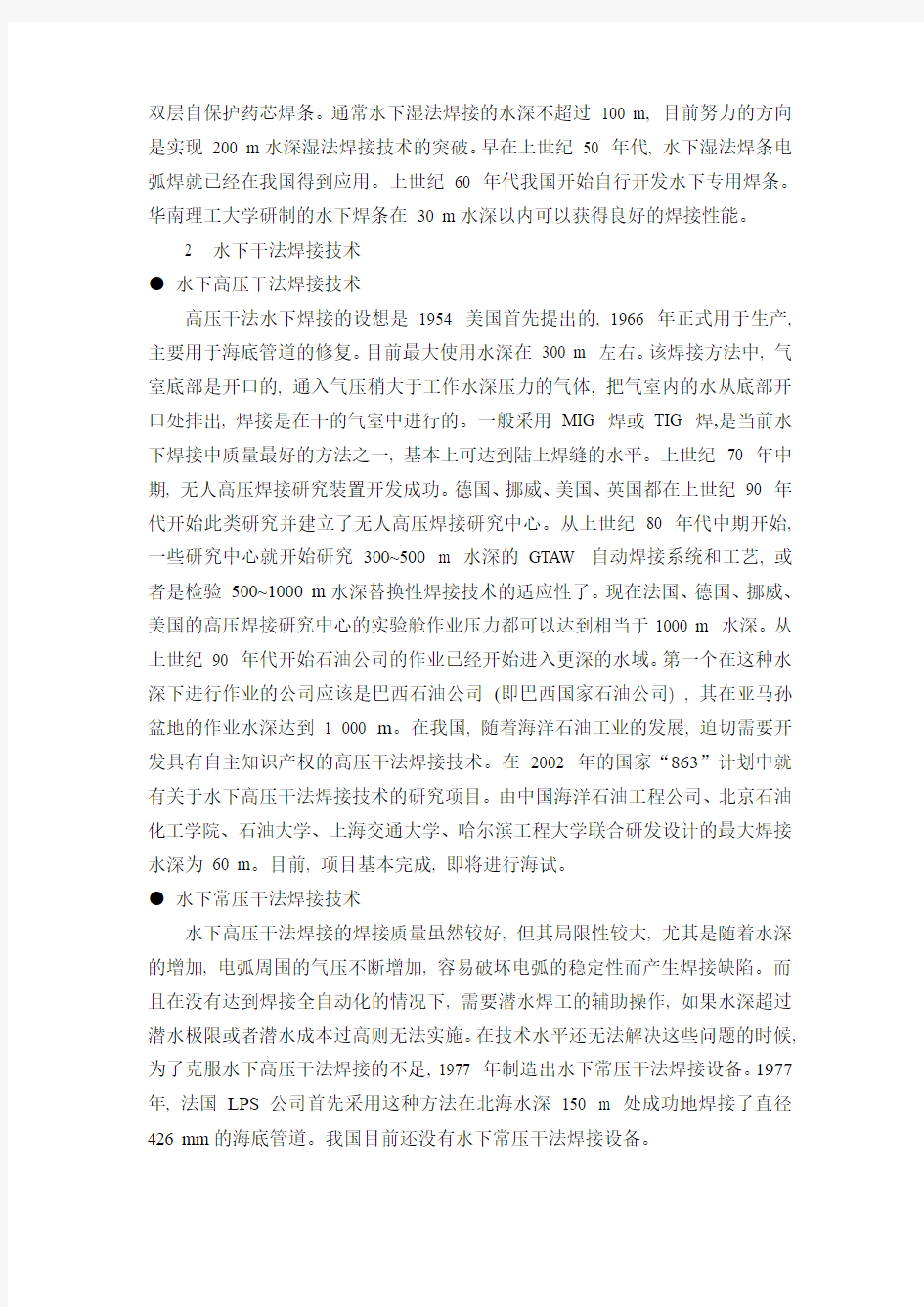
外文翻译 通常,应变计应用在两个方面:在机械和结构的实验力分析中和应用力,扭矩,压力,流量以及加速度传感器结构中。非粘贴丝式应变计通常是当作专门的转换器来使用,其结构是使用一些有预载荷的电阻丝连接成惠斯登电桥,如图4.11: 在最初的预载荷中,四根金属丝的应变和电阻在理论上是相等的,它们组成一个平衡电桥,并且e0 = 0 (参考第10章电桥电路特性)。输入端一个小的位移(满量程≈0.04 mm)将会使两根金属丝的拉力增大而使另外两根的拉力减小(假设金属丝不会变松弛),引起电阻阻值的变化,电桥失衡,输出电压与输入位移成比例。金属丝可以由砷镍、镍铬和铁镍等多种合金制造,直径约为0.03 mm,可以承受的最大应力仅为0.002 N,灵敏系数为2到4,每个桥臂的电阻为120Ω到1000Ω, 最大激励电压5到10V,满量程输出典型值为20到50mV。 粘结丝式应变计(现在主要被粘贴箔式结构的应变计取代)应用于应力分析和作为转换器。具有很细丝式敏感栅粘贴在待测试件表面,来感受应变。金属丝被埋入矩形的粘合剂中,不能弯曲从而如实地反映待测试件的压缩和拉伸应力。因为金属丝的材料和尺寸与那些非粘贴应变计相似,所以灵敏度和电阻具有了可比性。 粘贴箔式应变计采用与丝式应变计相同或类似的材料,现在主要用于多用途力分析任务及多种传感器中。 其感应元件是利用光腐蚀工艺加工成厚度小于0.0002的薄片,当其形状改变时,它具有很大的灵活性。如图4.12: 例如,这三个线形敏感栅应变计被设计成端部宽大的形状。这种局部的增大将会减小横向灵敏度,以及在测量应变沿敏感栅单元的长度方向的分量时产生的干扰输入信号。在丝式应变计中,这种端部形状也应用在纵向单元的连接处,以便增加横向抗干扰能力。并且在制造过程中也非常方便在图4.12上的全部四个应变计上焊接焊盘。
施工组织设计外文翻译
XXXXXXXXX 毕业设计(论文)外文翻译 学生姓名: 院(系): 专业班级: 指导教师: 完成日期:
施工组织设计的重要性 摘要: 建筑工程在施工过程中,施工组织方案的优劣不仅直接影响工程的质量,对工期及施工过程中的人员安全也有重要影响。施工组织是项目建设和指导工程施工的重要技术经济文件。能调节施工中人员、机器、原料、环境、工艺、设备、土建、安装、管理、生产等矛盾,要对施工组织设计进行监督和控制,才能科学合理的保证工程项目高质量、低成本、少耗能的完成。 关键词: 项目管理施工组织方案重要性 施工组织设计就是对工程建设项目整个施工过程的构思设想和具体安排,是施工组织管理工作的核心和灵魂。其目的是使工程速度快、质量好、效益高。使整个工程在施工中获得相对的最优效果。 1.编制施工组织设计重要性的原因 建筑工程及其施工具有固定性与流动性、多样性与单件性、形体庞大与施工周期长这三对特点。所以,每一建筑工程的施工都必须进行施工组织设计。这是因为:其它一般工业产品的生产都有着自己固定的、长期适用的工厂。而建筑施工具有流动性的特点,不可能建立这样的工厂,只能是当每一个建筑工程施工时,建立一个相应的、临时性的,如同工厂作用性质的施工现场准备,即工地。施工单件性特点与施工流动性特点,决定了每一建筑工程施工都要选择相应的机具和劳动力组织。选择施工方法、拟定施工技术方案及其劳动力组织和机具配置,统称为施工作业能力配置。施工周期的特点,决定了各种劳动力、机具和众多材料物资技术的供应时间也比较长,这就产生了与施工总进度计划相适应的物资技术的施工组织设计内容。由此可见,施工组织设计在项目管理中是相当重要的。 2.施工组织设计方案的重要性 建筑产品作为一种商品,在项目管理中工程质量在整个施工过程中起着极其重要的作用。工程建设项目的施工组织设计与其工程造价有着密切的关系。施工组织设计基本的内容有:工程概况和施工条件的分析、施工方案、施工工艺、施工进度计划、施工总平面图。还有经济分析和施工准备工作计划。其中,施工方案及施工工艺的确定更为重要,如:施工机械的选择、水平运输方法的选择、土方的施工方法及主体结构的施工方法和施工工艺的选择等等,均直接影响着工程预算价格的变化。在保证工程质量和满足业主使用要求及工期要求的前提下,优化施工方案及施工工艺是控制投资和降低工程项目造价的重要措施和手段。 2.1施工组织方案在很大程度上影响着工程质量,因此合理的施工组织方案 不仅是确保工程顺利完成的基础,也是工程安全的依据。施工组织设计是建筑工程设计文件的重要组成部分,是编制工程投资概预算的主要依据和编制招投标文件的
【机械类文献翻译】机床
毕业设计(论文)外文资料翻译 系部: 专业: 姓名: 学号: 外文出处:English For Electromechanical (用外文写) Engineering 附件:1.外文资料翻译译文;2.外文原文。 指导教师评语: 此翻译文章简单介绍了各机床的加工原理,并详细介绍了各机床的构造,并对方各机床的加工方法法进行了详细的描述, 翻译用词比较准确,文笔也较为通顺,为在以后工作中接触英 文资料打下了基础。 签名: 年月日注:请将该封面与附件装订成册。
附件1:外文资料翻译译文 机床 机床是用于切削金属的机器。工业上使用的机床要数车床、钻床和铣床最为重要。其它类型的金属切削机床在金属切削加工方面不及这三种机床应用广泛。 车床通常被称为所有类型机床的始祖。为了进行车削,当工件旋转经过刀具时,车床用一把单刃刀具切除金属。用车削可以加工各种圆柱型的工件,如:轴、齿轮坯、皮带轮和丝杠轴。镗削加工可以用来扩大和精加工定位精度很高的孔。 钻削是由旋转的钻头完成的。大多数金属的钻削由麻花钻来完成。用来进行钻削加工的机床称为钻床。铰孔和攻螺纹也归类为钻削过程。铰孔是从已经钻好的孔上再切除少量的金属。 攻螺纹是在内孔上加工出螺纹,以使螺钉或螺栓旋进孔内。 铣削由旋转的、多切削刃的铣刀来完成。铣刀有多种类型和尺寸。有些铣刀只有两个切削刃,而有些则有多达三十或更多的切削刃。铣刀根据使用的刀具不同能加工平面、斜面、沟槽、齿轮轮齿和其它外形轮廓。 牛头刨床和龙门刨床用单刃刀具来加工平面。用牛头刨床进行加工时,刀具在机床上往复运动,而工件朝向刀具自动进给。在用龙门刨床进行加工时,工件安装在工作台上,工作台往复经过刀具而切除金属。工作台每完成一个行程刀具自动向工件进给一个小的进给量。 磨削利用磨粒来完成切削工作。根据加工要求,磨削可分为精密磨削和非精密磨削。精密磨削用于公差小和非常光洁的表面,非精密磨削用于在精度要求不高的地方切除多余的金属。 车床 车床是用来从圆形工件表面切除金属的机床,工件安装在车床的两个顶尖之间,并绕顶尖轴线旋转。车削工件时,车刀沿着工件的旋转轴线平行移动或与工件的旋转轴线成一斜角移动,将工件表面的金属切除。车刀的这种位移称为进给。车
牛头刨床、钻床和铣削机床夹具外文文献翻译、中英文翻译、外文翻译
中国地质大学长城学院本科毕业设计外文资料翻译 系别:工程技术系 专业:机械设计制造及其自动化 姓名:路双铭 学号: 05211623 2015 年 4 月 1 日
Shapers, Drilling and Milling Machines A shapers utilizes a single-point tool on a tool holder mounted on the end of the ram. Cutting is generally done on the forward stroke. The tool is lifted slightly by the clapper box to prevent excessive drag across the work, which is fed under the tool during the return stroke in preparation for the next cut. The column houses the operating mechanisms of the shaper and also serves as a mounting unit for the work-supporting table. The table can be moved in two directions mutually perpendicular to the ram. The tool slide is used to control the depth of cut and is manually fed. It can be rotated through 90 deg, on either side of its normal vertical position, which allows feeding the tool at an angle to the surface of the table. Two types of driving mechanisms for shapers are a modified Whitworth quick-return mechanism and a hydraulic drive. For the Whitworth mechanism, the motor drives the bull gear, which drives a crank arm with an adjustable crank pin to control the length of stroke. As the bull gear rotates, the rocker arm is forced to reciprocate, imparting this motion to the shaper ram. The motor on a hydraulic shaper is used only to drive the hydraulic pump. The remainder of the shaper motions are controlled by the direction of the flow of the hydraulic oil. The cutting stroke of the mechanically driven shaper uses 220 deg. Of rotation of the bull gear, while the return stroke uses 140 deg. This gives a cutting stroke to return stroke ratio of 1.6 to 1. The velocity diagram for a hydraulic shaper shows that for most of the tool during cutting stroke is never constant, while the velocity diagram for a hydraulic shaper shows that for most of the cutting stroke the cutting speed is constant. The hydraulic shaper has an added advantage of infinitely variable cutting speeds. The principal disadvantage of this type of machine is the lack of a definite limit at the end of the ram stroke, which may allow a few thousandths of an inch variation in stroke length. A duplicating device that makes possible the reproduction of contours from a sheet-metal template is available. The sheet metal template is used in conjunction with hydraulic control. Upright drilling machines or drill presses are available in a variety of sizes and types, and are equipped with a sufficient range of apindle speeds and automatic feeds to fit the neds of most industries. Speed ranges on a typical machine are from 76 to 2025 rpm., with drill feed from 0.002 to 0.020 in.per revolution of the spindle. Radial drilling machines are used to drill workpieces that are too large or
电子 电流 外文翻译 外文文献 英文文献 高度稳压直流电源
高精度稳压直流电源 文摘:目前对于可调式直流电源的设计和应用现在有很多微妙的,多种多样的,有趣的问题。探讨这些问题(特别是和中发电机组有关),重点是在电路的经济适用性上,而不是要达到最好的性能。当然,对那些精密程度要求很高的除外。讨论的问题包括温度系数,短期漂移,热漂移,瞬态响应变性遥感和开关preregualtor型机组及和它的性能特点有关的的一些科目。 介绍 从商业的角度来看供电领域可以得到这样一个事实,在相对较低的成本下就可以可以获得标准类型的0.01%供电调节。大部分的供电用户并不需要这么高的规格,但是供应商不会为了减少客户这么一点的费用而把0.1%改成0.01%。并且电力供应的性能还包括其他一些因素,比如说线路和负载调解率。本文将讨论关于温度系数、短期漂移、热漂移,和瞬态的一些内容。 目前中等功率直流电源通常采用预稳压来提高功率/体积比和成本,但是只有某些电力供应采用这样的做法。这种技术的优缺点还有待观察。 温度系数 十年以前,大多数的商业电力供应为规定的0.25%到1%。这里将气体二极管的温度系数定位百分之0.01[1]。因此,人们往往会忽视TC(温度系数)是比规定的要小的。现在参考的TC往往比规定的要大的多。为了费用的减少,后者会有很大的提高,但是这并不是真正的TC。因此,如果成本要保持在一个低的水平,可以采用TC非常低的齐纳二极管,安装上差动放大电路,还要仔细的分析低TC绕线电阻器。 如图1所示,一个典型的放大器的第一阶段,其中CR1是参考齐纳二极管,R是输出电位调节器。
图1 电源输入级 图2 等效的齐纳参考电路 假设该阶段的输出是e3,提供额外的差分放大器,在稳定状态下e3为零,任何参数的变化都会引起输出的漂移;对于其他阶段来说也是一样的,其影响是减少了以前所有阶段的增益。因此,其他阶段的影响将被忽略。以下讨论的内容涵盖了对于TC整体的无论是主要的还是次要的影响。 R3的影响 CR1-R3分支的等效的电路如图2所示,将齐纳替换成了它的等效电压源E'和内部阻抗R2。对于高增益调节器,其中R3的变化对差分放大器的输入来说可以忽略不计,所以前后的变化由R3决定。 如果进一步假定IB << Iz;从(1)可以得到 同时,
工业工程英文文献及外文翻译
附录 附录1:英文文献 Line Balancing in the Real World Abstract:Line Balancing (LB) is a classic, well-researched Operations Research (OR) optimization problem of significant industrial importance. It is one of those problems where domain expertise does not help very much: whatever the number of years spent solving it, one is each time facing an intractable problem with an astronomic number of possible solutions and no real guidance on how to solve it in the best way, unless one postulates that the old way is the best way .Here we explain an apparent paradox: although many algorithms have been proposed in the past, and despite the problem’s practical importance, just one commercially available LB software currently appears to be available for application in industries such as automotive. We speculate that this may be due to a misalignment between the academic LB problem addressed by OR, and the actual problem faced by the industry. Keyword:Line Balancing, Assembly lines, Optimization
机床加工外文翻译参考文献
机床加工外文翻译参考文献(文档含中英文对照即英文原文和中文翻译) 基本加工工序和切削技术 基本加工的操作 机床是从早期的埃及人的脚踏动力车和约翰·威尔金森的镗床发展而来的。它们为工件和刀具提供刚性支撑并可以精确控制它们的相对位置和相对速度。基本上讲,金属切削是指一个磨尖的锲形工具从有韧性的工件表面上去除一条很窄的金属。切屑是被废弃的产品,与其它工件相比切屑较短,但对于未切削部分的厚度有一定的增加。工件表面的几何形状取决于刀具的形状以及加工操作过程中刀具的路径。 大多数加工工序产生不同几何形状的零件。如果一个粗糙的工件在中心轴上转动并且刀具平行于旋转中心切入工件表面,一个旋转表面就产生了,这种操作称为车削。如果一个空心的管子以同样的方式在内表面加工,这种操作称为镗孔。当均匀地改变直径时便产生了一个圆锥形的外表面,这称为锥度车削。如果刀具接触点以改变半径的方式运动,那么一个外轮廓像球的工件便产生了;或者如果工件足够的短并且支撑是十分刚硬的,那么成型刀具相对于旋转轴正常进给的一个外表面便可产生,短锥形或圆柱形的表面也可形成。
平坦的表面是经常需要的,它们可以由刀具接触点相对于旋转轴的径向车削产生。在刨削时对于较大的工件更容易将刀具固定并将工件置于刀具下面。刀具可以往复地进给。成形面可以通过成型刀具加工产生。 多刃刀具也能使用。使用双刃槽钻钻深度是钻孔直径5-10倍的孔。不管是钻头旋转还是工件旋转,切削刃与工件之间的相对运动是一个重要因数。在铣削时一个带有许多切削刃的旋转刀具与工件接触,工件相对刀具慢慢运动。平的或成形面根据刀具的几何形状和进给方式可能产生。可以产生横向或纵向轴旋转并且可以在任何三个坐标方向上进给。 基本机床 机床通过从塑性材料上去除屑片来产生出具有特别几何形状和精确尺寸的零件。后者是废弃物,是由塑性材料如钢的长而不断的带状物变化而来,从处理的角度来看,那是没有用处的。很容易处理不好由铸铁产生的破裂的屑片。机床执行五种基本的去除金属的过程:车削,刨削,钻孔,铣削。所有其他的去除金属的过程都是由这五个基本程序修改而来的,举例来说,镗孔是内部车削;铰孔,攻丝和扩孔是进一步加工钻过的孔;齿轮加工是基于铣削操作的。抛光和打磨是磨削和去除磨料工序的变形。因此,只有四种基本类型的机床,使用特别可控制几何形状的切削工具1.车床,2.钻床,3.铣床,4.磨床。磨削过程形成了屑片,但磨粒的几何形状是不可控制的。 通过各种加工工序去除材料的数量和速度是巨大的,正如在大型车削加工,或者是极小的如研磨和超精密加工中只有面的高点被除掉。一台机床履行三大职能:1.它支撑工件或夹具和刀具2.它为工件和刀具提供相对运动3.在每一种情况下提供一系列的进给量和一般可达4-32种的速度选择。 加工速度和进给 速度,进给量和切削深度是经济加工的三大变量。其他的量数是攻丝和刀具材料,冷却剂和刀具的几何形状,去除金属的速度和所需要的功率依赖于这些变量。 切削深度,进给量和切削速度是任何一个金属加工工序中必须建立的机械参量。它们都影响去除金属的力,功率和速度。切削速度可以定义为在旋转一周时