回流焊温度要求1
文件名称
炉温测试技术员文件编号REV A/1.1 图
(一)
图
(二)
图
(三)
度误差在50MM 内为正常。
拟制张福海日期审核批准日期温度要求2、设置温度与实际温度误差在±5℃内为正常,设置速度与实际速 日 期注
意
事
项五、如客户有特殊要求,则按客户要求为准。
1、正常生产时,每24小时测一次炉温曲线,每6小时检查一次炉温, 每生产新产品或更改不同曲线时要先测好炉温曲线,方可过炉。三、胶水板(图例二)1、温度大于150℃时间在3-4分钟之间。
2、峰值温度:150-170℃。
3、运输速度:500-600MM/MIN 四、要根据回焊后实际的焊接效果来设置合理的温度曲线。
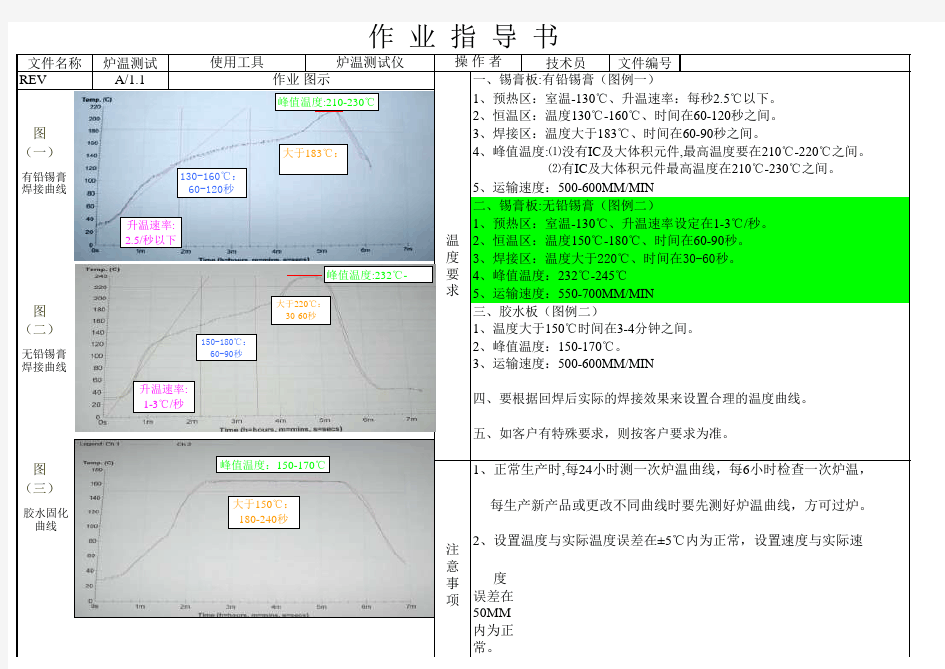
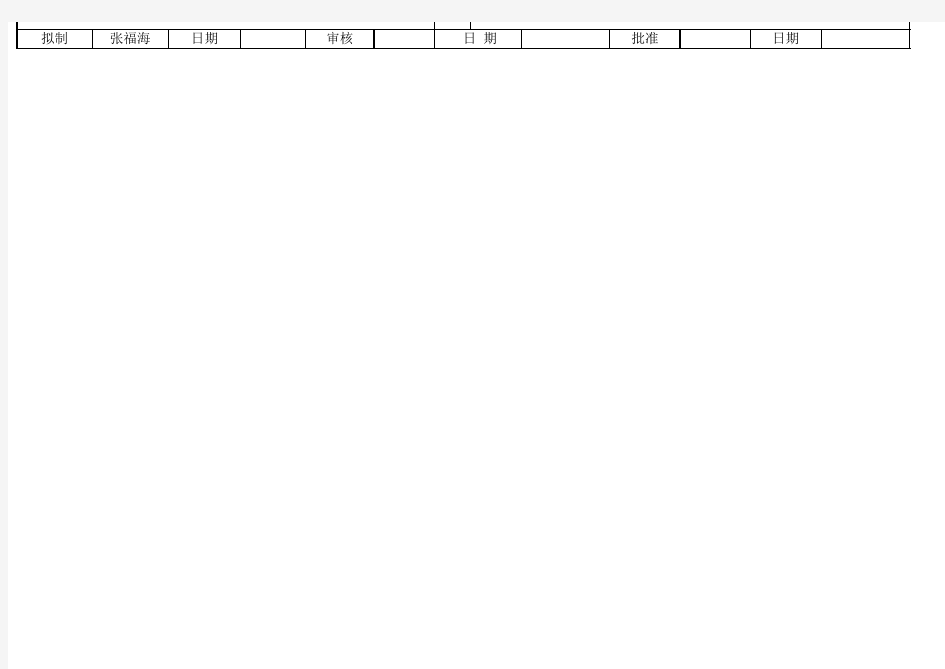
二、锡膏板:无铅锡膏(图例二)1、预热区:室温-130℃、升温速率设定在1-3℃/秒。2、恒温区:温度150℃-180℃、时间在60-90秒。3、焊接区:温度大于220℃、时间在30-60秒。4、峰值温度:232℃-245℃5、运输速度:550-700MM/MIN 1、预热区:室温-130℃、升温速率:每秒2.5℃以下。2、恒温区:温度130℃-160℃、时间在60-120秒之间。3、焊接区:温度大于183℃、时间在60-90秒之间。4、峰值温度:⑴没有IC 及大体积元件,最高温度要在210℃-220℃之间。 ⑵有IC 及大体积元件最高温度在210℃-230℃之间。5、运输速度:500-600MM/MIN 使用工具炉温测试仪
操 作 者作业 图示
一、锡膏板:有铅锡膏(图例一)柏尼电子科技有限公司
作 业 指 导 书
大于183℃:峰值温度:210-230℃130-160℃:
升温速率:
大于150℃:180-240秒峰值温度:150-170℃升温速率:150-180℃:60-90秒大于220℃:30-60秒峰值温度:232℃-
有铅锡膏胶水固化
曲线无铅锡膏
焊接曲线