汽车变速器齿轮座工艺及工装夹具设计
摘 要
本次设计的主要内容是汽车变速器齿轮座工艺及工装夹具的设计。齿轮座主要是与齿轮、轴承等零件配对使用,其主要加工表面及控制位置为
025
.003.040--φ大头外圆和
35018.0002.0Φ++小头外圆。由零件要求分析可知,保证025.003.040--φ大头外圆和35018.0002.0Φ++小头外
圆尺寸的同时应该尽量保证其同轴度,这对于后工序装配和总成使用上来说都有重要影响。所以,工序安排时,采取以
025
.003.040--φ大头外圆粗定位夹紧加工后,对35018
.0002
.0Φ++小头外圆进行车削、磨削加工同时成型。因大头外圆和小头外圆的表面粗糙度分别为Ra1.6和Ra0.8,可通过粗车、精车、磨削加工来满足。对于钻、绞015.00
86++H φ孔时,
主要以齿轮座的小头外圆定位,控制其自由度,以达到加工出来的产品满足要求并且一致性好的目的。本文的研究重点在于通过对齿轮座的工艺性和力学性能分析,对加工工艺进行合理分析,选择确定合理的毛坯、加工方式、设计高效、省力的夹具,通过实践验证,最终加工出合格的齿轮座零件。 【关键词】汽车变速器齿轮座、工艺、定位
Abstract
This paper is abute automated devices that can mimic the human hand and arm movements to do something ,aslo can according to a fixed procedure to moving objects or control tools. It can replace the heavy labor in 025
.003.040--φ order to achieve the
productionmechanization
35018.0002.0Φ++
and automation, and can work in dangerous working
environments to protect the personal safety,025
.003.040--φ
Therefore widely 35018
.0002.0Φ++
used in
machine building,metallurgy, electronics, light industry and atomic energy sectors.This article is mainly
025
.003.040--φof the pneumatic manipulator the overall design,
35018
.0002.0Φ++and
pneumaticdesign. This mechanism of manipulator includes cylinders and claws and connectors 015.00
86++H φparts, it can move according to the due track on the movement
ofgrabbing, carrying and unloading. The pneumatic part of the design is primarily to choose the right valves and design a reasonable pneumatic control loop, by controlling and regulating pressure, flow and direction of the compressed air to make it get the necessary strength, speed and changed the direction of movement in the prescribed procedure work.It can replace the heavy labor in order to achieve the production mechanization and automation, and can work in dangerous working environments to protect the personal safety, Therefore widely used in machine building, metallurgy, electronics, light industry and atomic .
【关键词】pneumatic manipulator 、cylinder 、pneumatic loop
目 录
一、绪 论 ............................................................... 1 1.1课题的背景 ......................................................... 2 1.2夹具的发展史 ....................................................... 2 二、零件的分析 .. (2)
2.1、零件的作用 ....................................................... 3 2.2、零件的工艺分析 ................................................... 3 三、确定毛坯,绘制毛坯图、零件图 .. (5)
3.1、确定毛坯的制造形式及材料 ......................................... 5 3.2、机械加工余量、工序尺寸及毛坯尺寸的确定 ........................... 5 四、工艺规程设计 (7)
4.1、定位基准的选择 ................................................... 7 4.2、制定工艺路线 ..................................................... 7 4.3、选择加工设备及刀、夹、量具 ...................................... 10 4.4 确定切削用量及基本工时 .......................................... 10 4.4.1粗车大头外圆及端面 ........................................... 10 4.4.2粗车小头外圆及端面 ........................................... 10 4.4.3精车大头外圆及端面 ........................................... 10 4.4.4精车小头外圆及端面 ........................................... 10 4.4.5车∮32沟槽 ................................................... 10 4.4.6磨018.0002
.0632++k φ外圆 (10)
4.4.7钻92φ-直孔 ................................................... 24 4.4.8钻大端面2-M8螺纹孔底孔8.6φ,攻M8牙,钻、绞∮
5.8,∮6H8直孔 24 4.4.9钻32φ-油孔 ................................................... 25 五、钻孔夹具的设计 ...................................... 错误!未定义书签。
5.1定位基准的选择 (28)
5.2切削力的计算与夹紧力分析 (10)
5.3夹紧元件及动力装置确定 (10)
5.4夹紧装置的设计 (10)
5.5夹具操作的简要说明 (10)
参考文献 (30)
结论 (31)
致谢 (32)
一、绪论
本文首先对齿轮座的零件进行分析,通过对齿轮座进行的研究和分析,描述了它的毛坯制造形式、机械加工余量、基准选择、工序尺寸和毛坯尺寸的确定,以及切削用量和工时的计算等相关内容。为了提高劳动生产率,降低劳动强度,保证加工质量,与指导老协商后,觉得用夹具比较合适。
在这次毕业设计中,根据课题所给的零件图、技术要求,通过查阅相关资料和书籍,了解和掌握了的机械加工工艺和编程的一般方法和步骤,并运用这些方法和步骤进行了齿轮座的机械加工工艺及夹具设计。整个设计的指导思想“简便、高效、经济”。力求生产处符合要求的产品。
1.1课题背景
随着科学技术的发展,各种新材料、新工艺和新技术不断涌现,机械制造工艺正向着高质量、高生产率和低成本方向发展。各种新工艺的出现,已突破传统的依靠机械能、切削力进行切削加工的范畴,可以加工各种难加工材料、复杂的型面和某些具有特殊要求的零件。数控机床的问世,提高了更新频率的小批量零件和形状复杂的零件加工的生产率及加工精度。特别是计算方法和计算机技术的迅速发展,极大地推动了机械加工工艺的进步,使工艺过程的自动化达到了一个新的阶段。
“工欲善其事,必先利其器。”
工具是人类文明进步的标志。自20世纪末期以来,现代制造技术与机械制造工艺自动化都有了长足的发展。但工具(含夹具、刀具、量具与辅具等)在不断的革新中,其功能仍然十分显著。机床夹具对零件加工的质量、生产率和产品成本都有着直接的影响。因此,无论在传统制造还是现代制造系统中,夹具都是重要的工艺装备。
1.2夹具的发展史
夹具在其发展的200多年历史中,大致经历了三个阶段:第一阶段,夹具在工件加工、制造的各工序中作为基本的夹持装置,发挥着夹固工件的最基本功用。随着军工生产及内燃机,汽车工业的不断发展,夹具逐渐在规模生产中发挥出其高效率及稳定加工质量的优越性,各类定位、夹紧装置的结构也日趋完善,夹具逐步发展成为
机床—工件—工艺装备工艺系统中相当重要的组成部分。这是夹具发展的第二阶段。这一阶段,夹具发展的主要特点是高效率。在现代化生产的今天,各类高效率,自动化夹具在高效,高精度及适应性方面,已有了相当大的提高。随着电子技术,数控技术的发展,现代夹具的自动化和高适应性,已经使夹具与机床逐渐融为一体,使得中,小批量生产的生产效率逐步趋近于专业化的大批量生产的水平。这是夹具发展的第三个阶段,这一阶段,夹具的主要特点是高精度,高适应性。可以预见,夹具在不一个阶段的主要发展趋势将是逐步提高智能化水平。
二、零件的分析
2.1、零件的作用
题目所给的零件是齿轮座,而齿轮座一般是起到连接齿轮和轴承的零件,上面钻或铰有直孔或者是螺纹孔,其作用是用来与其它部件进行连接的,在汽车变速器中,齿轮座的应用非常广泛,而本课题的任务就是”汽车变速器齿轮座工艺及工装夹具的设计”。
2.2、零件的工艺分析
(1)以主视图为主要加工表面的加工面。
这一组加工表面包括: 齿轮座的大头孔
025
.003.040--φ小头孔35018
.0002.0Φ++的车削加工,两个端面的倒角的车削加
工,2-∮3直孔的钻削加工,532X φ沟槽的车削加工。其中大小头孔的表面粗糙度要求分别为m Ra μ6.1和m Ra μ8.0,2-∮3直孔的表面粗糙度为m Ra μ5.12,532X φ沟槽的表面粗糙度为m Ra μ5.12。
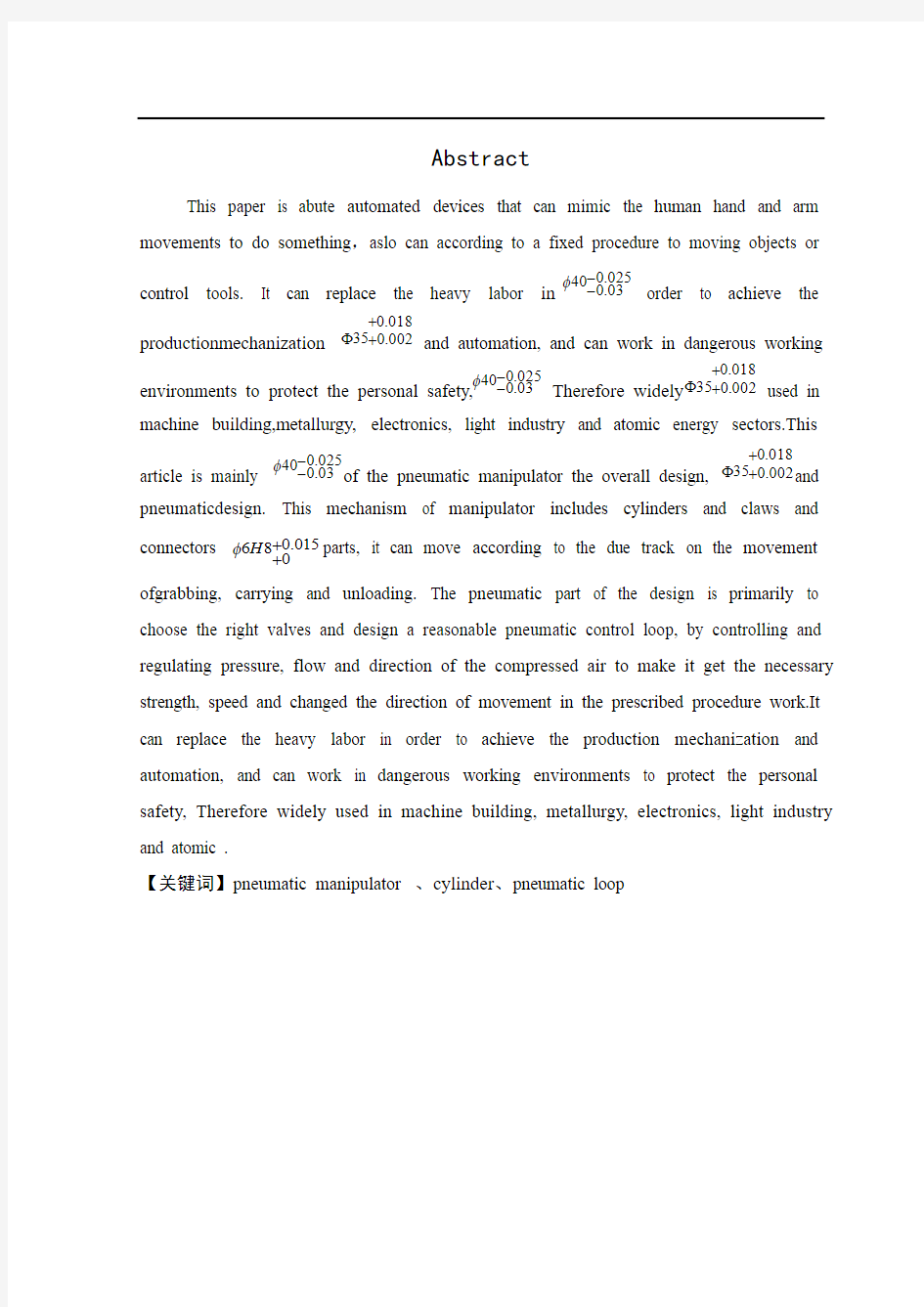
(2)以左视图为主要加工表面的加工面。
这一组加工表面包括:
92φ-孔的钻削加工,2-M8螺纹孔的加工,孔的钻、铰加工86,8.5H φφ。
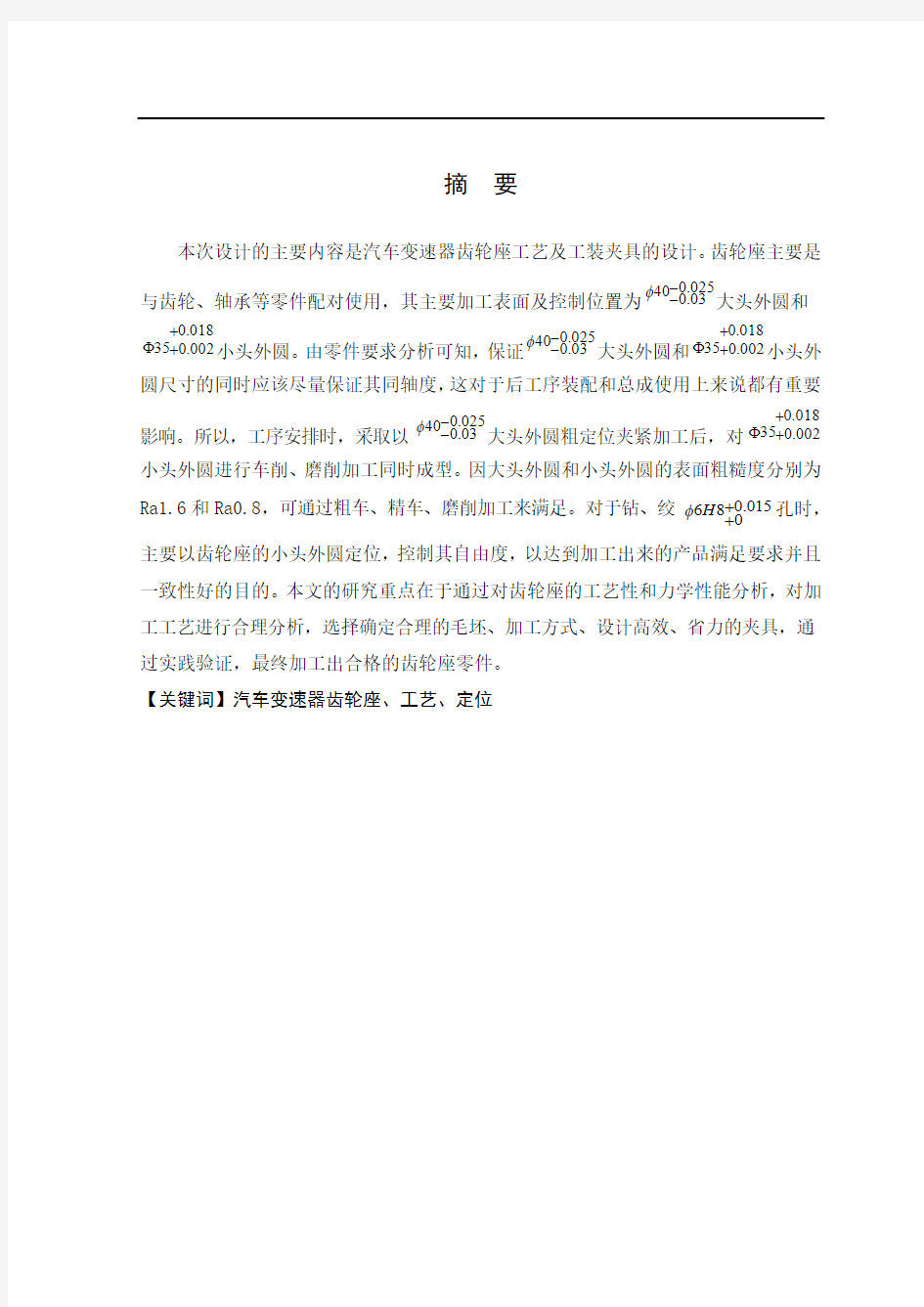
以下是该齿轮座的零件图。
图1-1 齿轮座零件主视图
图1-2 齿轮座图左视图
三、确定毛坯,绘制毛坯图、零件图
3.1、确定毛坯的制造形式及材料
“齿轮座”零件材料采用45#钢锻造。材料为45#钢,需表面电镀处理,生产类型为大批量生产,采用锻造毛坯。
由于零件尺寸不大,结构比较复杂,因此我们采用直接气割下料的形式,从而提高劳动生产率,降低成本。
3.2、机械加工余量、工序尺寸及毛坯尺寸的确定
3.2.1、大头外圆
025
.0
03
.0
40--
φ
的加工余量
根据工序要求,齿轮座大头外圆的加工分粗、精车加工。各工步余量如下:
粗车:参照《实用机械制造工艺设计手册》表7-23。其余量值规定为2.1~6.5mm,现取2.5mm。表7-27粗铣平面时厚度偏差取-0.28mm。
精车:参照《实用机械制造工艺设计手册》表7-24。其余量值规定为0.8~1.0mm,现取1mm。
毛坯的基本尺寸为40+2.5+2.5=45mm。
根据《实用机械制造工艺设计手册》表2-5,锻件尺寸公差等级选用CT7,可得毛坯尺寸公差为1.6mm。
毛坯的名义尺寸为:40+2.5+2.5=45mm
毛坯最小尺寸为:45-0.8=44.2mm
毛坯最大尺寸为:45+0.8=45.8mm
粗车后最大尺寸为:45.8-1-1=43.8mm
精车后最小尺寸为:44.2-1-1=42.2mm
精车后尺寸与零件图尺寸相同,即
025
.0
03
.0
40--
φ
mm。
3.2.2、小头外圆35018 .0 002 .0
Φ+
+的加工余量
根据工序要求,该孔的加工分为粗车、精车、磨削三个工序完成,各工序余量如下:
粗车:参照《实用机械制造工艺设计手册》表7-13,其余量值为2.5mm;
精车:参照《实用机械制造工艺设计手册》表7-13,其余量值为0.3mm。
毛坯的基本尺寸分别为:
毛坯基本尺寸为φ35+2.5+2.5=φ40;
根据《实用机械制造工艺设计手册》表2-5,45#钢尺寸公差等级选用CT7,可得毛坯尺寸公差为1.1mm。
毛坯名义尺寸为φ35+2.5+2.5=φ40;
毛坯最大尺寸为φ40+0.55=φ40.55;
毛坯最小尺寸为φ40-0.55=φ39.45;
磨削后尺寸与零件图尺寸相同,即35018 .0 002 .0
Φ+
+;
4、工艺规程设计
4.1、定位基准的选择
4.1.1、粗基准的选择
粗基准选择应当满足以下要求:
A、保证各重要支承孔的加工余量均匀;
B、保证齿轮座的内壁有一定的间隙。
为了满足上述要求,应选择齿轮座的主要面作为定位基准。即以齿轮座的两个端面作为粗基准来限制工件的四个自由度,再以另一个面作为定位基准来限制第五个自由度。这样就能够很好地保证工件的定位,从而达到了加工各个工序的目的。
4.1.2、精基准的选择
从保证齿轮座孔与孔、孔与平面、平面与平面之间的位置。精基准的选择应能保证齿轮座零件在整个加工过程中基本上都能用统一的基准定位。
从齿轮座零件图分析可知,它的顶平面与各主要支承孔平行而且占有的面积较大,适于作精基准使用。但用一个平面定位仅仅能限制工件的三个自由度,如果使用典型的一面两孔定位方法,则可以满足整个加工过程中基本上都采用统一的基准定位的要求。
至于前后端面,虽然它是齿轮座箱体的装配基准,但因为它与齿轮座箱体的主要支承孔系垂直。如果用来作精基准加工孔系,在定位、夹紧以及夹具结构设计方面都有一定的困难,所以不予采用。
4.2、制定工艺路线
对于大批量生产的零件,一般总是首先加工出统一的基准。齿轮座体加工的第一个工序也就是加工统一的基准。
具体安排是先以底面作为定位基准来加工顶面,然后已经铣削好的顶面为基准来
加工底面。第二个工序是铣削加工齿轮座零件的四侧端面及倒角C3。由于顶平面加工完成后一直到齿轮座体加工完成为止,除了个别工序外,都要用作定位基准。
后续工序安排应当遵循先面后孔的原则。先粗、精加工平面,再粗、精加工孔系。因切削力较大,也应该在粗加工阶段完成。
按上述原则亦应先精加工平面再加工孔系,但在实际生产中这样安排不易于保证孔和端面相互垂直。
因此,实际采用的工艺方案是先精加工支承孔系,然后以支承孔用可胀心轴定位来加工端面,这样容易保证零件图纸上规定的端面全跳动公差要求。各螺纹孔的攻丝,由于切削力较小,可以安排在粗、精加工阶段后分散进行。
加工工序完成以后,将工件清洗干净。清洗是在c ?-9080的含0.4%—1.1%苏打及0.25%—0.5%亚硝酸钠溶液中进行的。清洗后用压缩空气吹干净。保证零件内部杂质、铁屑、毛刺、砂粒等的残留量不大于mg 200。
根据以上分析过程,现初步拟定齿轮座加工工艺路线如下; 方案一: 锻造毛坯,
对毛坯进行时效处理,确定并在毛坯上画出各孔的位置, 喷涂油漆,
工序1:粗车大头外圆及端面 工序2:粗车小头外圆及端面 工序3:精车大头外圆及端面 工序4:精车小头外圆及端面 工序5:车∮32沟槽 工序6:磨
018
.0002.0632++k φ外圆
工序7:钻92φ-直孔
工序8:钻大端面2-M8螺纹孔底孔8.6φ,攻M8牙,钻、绞∮5.8,,6H8直孔 工序9:钻32φ-油孔。 工序10:清洗加工零件。
工序11:检查零件。
工序12:入库。
方案二:
锻造毛坯,
对毛坯进行时效处理,确定并在毛坯上画出各孔的位置, 喷涂油漆,
工序1:精车大头外圆及端面
工序2:精车小头外圆及端面
工序3:粗车大头外圆及端面
工序4:粗车小头外圆及端面
工序5:车∮32沟槽
工序6:磨
018
.0
002
.0
6
32+
+
k
φ
外圆
工序7:钻9
2φ-直孔
工序8:钻大端面2-M8螺纹孔底孔8.6φ,攻M8牙,钻、绞∮5.8,,6H8直孔工序9:钻3
2φ-油孔。
工序10:清洗加工零件。
工序11:检查零件。
工序12:入库。
方案三:
锻造毛坯,
对毛坯进行时效处理,确定并在毛坯上画出各孔的位置,
喷涂油漆,
工序1:精车大头外圆及端面
工序2:精车小头外圆及端面
工序3:粗车大头外圆及端面
工序4:粗车小头外圆及端面
工序5:车∮32沟槽
工序6:磨
018
.0002.0632++k φ外圆
工序7:清洗加工零件。 工序8:检查零件。 工序9:入库。
工序10:清洗加工零件。 工序11:检查零件。 工序12:入库。
有上述几种零件加工工艺路线方案分析确定,首先分别经粗、精车加工大小头孔外圆面及端面,以及车削532X φ沟槽,磨小头外圆,钻92φ-直孔,钻大端面2-M8螺纹孔底孔8.6φ,攻M8牙,钻、绞∮5.8,6H8直孔等等。
其中,方案二的工艺路线虽能方便工人安装加工,但在装夹加工过程中会对零件已加工好表面造成破坏,造成零件损失;方案三,能加工出所要的零件,但加工时对零件的装夹和拆卸较频繁,时间耽搁较长,生产率下降;所以,综合选定,方案一可用。
4.3、选择加工设备及刀、夹、量具
由图样分析,该图样需要车削大小头外圆的轮廓,在这里我们在车轮廓时选用
YG8-20×30车刀。而钻削加工时我们可以选择锥柄麻花钻,量具可选用0--150mm 为
75-100mm 的测量游标卡尺,外径千分尺,游标深度卡尺等。 4.4 确定切削用量及基本工时 4.4.1粗车大头外圆及端面
本工序为粗车大头外圆及端面的工序,在这里,我们选择车床CA6140作为车削设备,加工刀具选择硬质合金端车刀(外圆车刀)mm d w 400= ; (1)粗车
车削深度p a :mm a p 3=
每齿进给量f a :根据实际工况,我们通过《实用机械工艺简明手册中》,取
Z mm a f /25.0=
车削速度V :参照《实用机械工艺简明手册中》表,取s m V /4=
机床主轴转速n :min /191400
14.360
4100010000r d V n ≈???==
π,取min /200r n = 实际车削速度V ':s m n
d V /19.460
1000200
40014.31000
0≈???=
=
'π
进给量f V :s mm Zn a V f f /67.1160/2001425.0≈??== 工作台每分进给量m f :min /2.700/67.11mm s mm V f f m === 即
700.2/min
3.5/200/min
mm mm r r =
εa :根据实际工况,我们通过《实用机械工艺简明手册中》2.4-81,mm a 240=ε 被切削层长度l :由毛坯尺寸可知mm l 341=
刀具切入长度1l :mm a D D l 42)3~1()(5.0221=+--=ε 刀具切出长度2l :取mm l 22= 走刀次数为1 机动时间1j t :min 55.02
.7002
42341211≈++=++=
m j f l l l t 4.4.2粗车小头外圆及端面
本工序为粗车小头外圆及端面的工序,在这里,我们选择车床CA6140作为车削设备,加工刀具选择硬质合金端车刀(外圆车刀)mm w d 300= ; (1)粗车
车削深度p a :mm a p 3=
每齿进给量f a :根据实际工况,我们通过《实用机械工艺简明手册中》,取
Z mm a f /25.0=
车削速度V :参照《实用机械工艺简明手册中》表,取s m V /4= 机床主轴转速n :min /191400
14.360
4100010000r d V n ≈???==
π,取min /200r n = 实际车削速度V ':s m n
d V /19.460
1000200
40014.31000
0≈???=
=
'π
进给量f V :s mm Zn a V f f /67.1160/2001425.0≈??== 工作台每分进给量m f :min /2.700/67.11mm s mm V f f m === 即
700.2/min
3.5/200/min
mm mm r r =
εa :根据实际工况,我们通过《实用机械工艺简明手册中》2.4-81,mm a 240=ε 被切削层长度l :由毛坯尺寸可知mm l 341=
刀具切入长度1l :mm a D D l 42)3~1()(5.0221=+--=ε 刀具切出长度2l :取mm l 22= 走刀次数为1 机动时间1j t :min 24.02.7002
42341211≈++=++=
m
f l l l j t
4.4.3精车大头外圆及端面 机床:CA6140车床
刀具:硬质合金钢刀具YG3X 精车大头外圆
025
.003.040--φ及端面
通过查表可知,车孔深度为mm a p 2=;
查表可知,由于刀杆伸出长度为mm 200,切削深度为mm 2。所以我们可以知道,车刀的进给量r mm f /6.0=;
切削速度V :通过查找相关设计手册和规范,可知:min /15/25.0m s m V == 由表可知,机床主轴转速的计算公式为:min /5.6079
14.315
100010000r d V n ≈??==
π,有m i n /60r n =mm 5.55φ
于是就有机床的切削速度:s m n
d V /25.060
100060
7914.31000
0≈???=
='π
=
36/min
0.6/60/min
mm mm r r =
计算每分钟进给量:m in /36606.0mm fn f m =?==
切削的长度l 的计算:mm l 19= 计算刀具的切入长度1l :mm tg tgk a l r
p 4.52302
)3~2(1≈+?
=
+=
计算刀具的切出长度2l :mm l 5~32= 有mm l 42= 计算行程次数:1=i 计算机动时间:min 79.0136
4
4.519211≈?++=++=
m j f l l l t 4.4.4精车小头外圆及端面 机床:CA6140车床
刀具:硬质合金钢刀具YG3X 精车大头外圆
025
.003.040--φ及端面
通过查表可知,车孔深度为mm a p 2=;
查表可知,由于刀杆伸出长度为mm 200,切削深度为mm 2。所以我们可以知道,车刀的进给量r mm f /6.0=;
切削速度V :通过查找相关设计手册和规范,可知:min /15/25.0m s m V == 由表可知,机床主轴转速的计算公式为:min /5.6079
14.315
100010000r d V n ≈??==
π,有m i n /60r n =mm 5.55φ
于是就有机床的切削速度:s m n
d V /25.060
100060
7914.31000
0≈???=
='π
=
36/min
0.6/60/min
mm mm r r =
计算每分钟进给量:m in /36606.0mm fn f m =?== 切削的长度l 的计算:mm l 19= 计算刀具的切入长度1l :mm tg tgk a l r
p 4.52302
)3~2(1≈+?
=
+=
计算刀具的切出长度2l :mm l 5~32= 有mm l 42=
计算行程次数:1=i 计算机动时间:min 79.0136
4
4.519211≈?++=++=m j f l l l t 4.4.5车∮32沟槽
通过查表可知,车孔深度为mm p a 10=;
查表可知,由于刀杆伸出长度为mm 130,切削深度为mm 5.1。于是就有:车刀的进给量r mm f /3.0=;
切削速度V :通过查找相关手册可知min /15/25.0m s m V == 由表可知,机床主轴转速的计算公式为:min /5.6079
14.315
100010000r d V n ≈??==
π,有m i n /60r n =mm 5.55φ
于是就有机床的切削速度:s m n d V /36.060
1000607914.31000
0≈???=='π
=
36/min
0.6/60/min
mm mm r r =
计算每分钟进给量:m in /36606.0mm fn f m =?== 切削的长度l 的计算:mm l 23=
计算刀具的切入长度1l :mm tg r
tgk p a l 72302)3~2(1
≈+?
=+=
计算刀具的切出长度2l :mm l 5~32= 有mm l 62= 计算行程次数:1=i
计算机动时间:min 97.0136
44.519211
≈?++=++=m
f l l l j t
4.4.6磨
018
.0002.0632++k φ外圆
切削深度p a :mm a p 1=
进给量f :根据切削深度mm a p 1=,再参照文献[7]表2.4-66。因此确定进给量
r mm f /4.0=
切削速度V :参照文献[7]表2.4-66,取min /21/35.0m s m V ==
机床主轴转速n :min /6.8380
14.321
100010000r d V n ≈??==
π,取min /84r n = 实际切削速度V ':s m n
d V /35.060
100084
8014.31000
0≈???=
=
'π
工作台每分钟进给量m f :m in /6.33844.0mm fn f m =?== 被切削层长度l :mm l 19= 刀具切入长度1l :mm tg tgk a l r
p 4.52302
)3~2(1≈+?
=
+=
刀具切出长度2l :mm l 5~32= 取mm l 42= 行程次数i :1=i 机动时间1j t :min 85.016
.334
4.519211≈?++=++=m j f l l l t 4.4.7钻92φ-直孔
本工序为92φ-直孔,已知工件材料45#,锻件。 在这里,机床的选用: 选用钻床Z3050,功率P=1.5kw ; 钻头的选择: 选用?9麻花钻 材料为高速钢 钻头基本参数为:10α=;30β=; 1)钻削进给量的选择
查《机械制造工艺设计手册》表3—42有 0.9/f mm r = 2)钻削速度的选择
查《机械制造工艺设计手册》表3—42有 0.35/21/min v m s m ==
所以m r X X d v n /85.23828
14.32110001000===π
3)计算切削深度
p
a
mm d ap 142/282
===
4)钻削扭矩的计算
查《机械制造工艺设计手册》表3—36有
0M Cmd xmfym =
3
10m m
y x m m M C d f k -=?
式中: 225.631.9
0.8m m m C X y ===
所以,
103
m m
y x m m M C d f
k =?-
1.90.83
225.63220.351034.59.N m -=???=
5)计算轴向力
查《机械制造工艺设计手册》表3—36有
轴向力
...f
F X Y F F F C d F K = 式中 588.61
0.8
F F F C X Y ===
所以 ;28.576835.0286.588N X X F ==
因零件材料为HB=150,查《机械制造工艺设计手册》表3—36有
0.6
0.6
1500.94
190190m F HB K K ??
??
==== ?
?????
所以,实际的切削扭矩和轴向力分别为:
34.590.9432.52.55910.945255.5M N m F N =?==?=
6)计算切削功率
因为304/min 5.1/n r r s == 查《机械制造工艺设计手册》表3—36有
3 5.13
2102 3.1435.6510n m P M π--=?=???
汽车车轮轮罩焊装夹具设计
摘要 焊装作为汽车生产过程的四大工艺之一,焊接质量的高低对轿车车身尺寸的影响至关重要,可以说,在车身制造过程中,焊装是关键工序,是整个车身制造的核心,白车身焊接质量的优劣决定了整车的制造质量。焊接夹具是保证车身焊接质量的最重要因素,焊接夹具的主要作用就是保证所有焊接冲压件之间的相对位置以及焊接件的尺寸精度,合理的夹具设计、焊点规划、焊钳选择,可以确保焊接质量,降低生产成本,提高生产效率。 本文首先分析了汽车车轮轮罩焊装夹具设计的必要性和可行性;然后围绕车轮轮罩焊装夹具设计这一核心,通过对汽车焊装生产线、汽车焊装夹具的结构特点进行分析,归纳了焊装夹具的设计步骤和要点;重点对汽车车轮轮罩进行焊装工艺分析,研究了汽车车轮轮罩焊装夹具正确的夹紧位置及定位设计方式;最终完成汽车车轮轮罩焊装夹具的结构设计。 关键词:汽车;轮罩;焊接;夹具;设计
ABSTRACT Welding production process as a vehicle one of the four processes, the level of welding quality on body size of car is essential, can be said that the manufacturing process in the body, welding is the key process is the core of the whole body manufacturing, white body determines the merits of quality welding vehicle manufacturing quality.Welding fixture is guarantee body welding quality most important factor, the main role of welding fixture to ensure that all welding is the relative position between the stamping and welding parts for dimensional accuracy, and reasonable fixture design, solder joint planning, welding clamp selection, to ensure weld quality, reduce production costs and increase productivity. Firstly, this paper analyzes the automobile wheel cover design of welding fixture necessity and feasibility; Then around the wheel cover on the core welding fixture design, welding production line of automobile, car welding fixture to analyze the structural characteristics, summarizes the steps and welding fixture design elements; Focus on the car hood for welding wheel analysis of the technology of automobile wheel cover clamp welding fixture correct location and orientation design approach; Finally completed the car wheel covers the structural design of welding fixture. Key words: Automobile; Wheel Casing; Welding ; Jig; Design
焊接工装夹具设计指导书
材料成型及控制课程设计 (焊接部分——焊接工装夹具设计) 指导书
重庆大学材料学院材料成型及控制系 第一章焊接工装夹具及其在生产中的作用 焊接工装夹具就是将焊件进行准确定位和可靠夹紧,便于焊件进行装配和焊接、保证焊接结构精度方面要求的工艺装置。在现代焊接结构生产中,积极推广和使用与产品结构相适应的工装夹具,对提高产品质量,减轻焊接工人的劳动强度,加速焊接生产实现机械化、自动化进程等诸方面起着非常重要的作用。 焊接工装夹具的主要作用有以下几方面: 1)准确、可靠地定位和夹紧,可以减轻甚至取消下料和装配时的划线工作。减小制品的尺寸偏差,提高了零件的精度和互换性。
2)有效地防止和减小焊接变形。 3)使工件处于最佳的施焊位置,焊缝的成形性优良,工艺缺陷明显降低,焊接速度得以提高。 4)以机械装置取代手工装配零部件时的定位、夹紧及工件翻转等繁重工作,改善了工人的劳动条件。 5)可以扩大先进工艺方法和设备的使用范围,促进焊接结构生产机械化和自动化的综合发展。 —个完整的焊接工装夹具,一般由定位器、夹紧机构和夹具体三部分组成。夹具体(底板)起工作平台的作用,在其台面上开有安装槽、孔,用来安放和固定各种定位器和夹紧器件,有时还用于焊件的支承。其中,定位是夹具结构设计的关健问题,定位方案一旦确定,则其它组成部分的总体配置也基本随之而定。 第二章工件的定位及常用定位器 自由物体在空间直角坐标系中有六个自由度,即沿Ox、Oy、Oz 三个轴向的相对移动和三个绕轴的相对转动。要使工件在夹具中具有准确和确定不变的位置,则必须限制这六个自由度。工件的六个自由度均被限制的定位称为完全定位;工件被限制的自由度少于六个,但仍能保证加工要求的定位称为不完全定位。在焊接生产中,为了调整和控制不可避免产生的焊接应力与变形,有些自由度是不宜限制的,故可采用不完全定位的方法。在焊接夹具设计中,按加工要求应限制
汽车变速器齿轮的加工工艺
汽车变速器齿轮的加工工艺 齿轮是机械传动中应用极为广泛的零件之一。汽车同步器变速器齿轮起着改变输出转速传递扭矩的作用,所以加工齿轮的要求相对要严格一些。 标签:齿轮毛坯设计;加工工艺路线;工艺性分析;加工的余量及其公差;磨齿夹具 变速器齿轮转速较高,温度和压力也很大。负责着发动机动力输出的重任,是变速器中非常重要的部分,还需要承受较大的外力,必须有一定的抗冲击能力,正由于变速器齿轮这种特殊的工作状态,变速器的齿轮必须有较高的强度刚度,而且在高速工作中,需要能承受循环载荷的能力足够。 1.1齿轮的技术要求 A齿面的粗糙度Ra0.8.精度IT5~IT6;内孔尺寸中φ70 有配合要求,故其表面粮糙度要求也比较高Ra0.4,精度等级IT7; 油槽顶面也有粗糙度Ra0.8的要求,故在设计时要加入光整加工工序(公差等级参考《几何量工公差的与测量技术》P17); 其他表面粗糙度要求Ra3.2。为IT10-IT12级精度,精车加工表面即可保证。 1.零件表面要进行渗碳淬火,使表面硬度达到650-800HV; 2.以A齿根部为准,渗碳层深度为0.4-1.0mm; 3.心部硬度为513HV; 4.强力喷丸处理(磨齿后); 1.2齿轮材料的切削加工性于严重而于 在设计汽车变速器传动齿轮时,常用的加工材料有:20CrMnTi、20CrMo、20CrMnVB,40Cr、40MnB、45号钢等,在本论文中选用20CrMnTi。 20CrMnTi是渗碳钢,渗碳钢通常为含碳量为0.17%到0.24%的低碳钢。汽车上多用其制造传动齿轮。其淬透性较高,在保证淬透情况下,具有较高的强度和韧性,特别是具有较高的低温冲击韧性。20CrMnTi表面渗碳硬化处理用钢。 1.3齿轮的加工工艺分析 1)零件的内腔与外形应尽量采用统一的几何类型和尺寸尤其是加工面转接
汽车焊接夹具设计基础
汽车车体焊接夹具设计基础 一、概念 汽车车体(BODY)大约由1000件以上的部件构成,大部分为铁皮。这些铁皮大多以点焊的方式结合在一起。焊接和时候必须把每个部件固定在规定的位置,这种有定位功能紧固功能的工具就叫夹具(JIG,治具)。制造车体的专用夹具叫车体夹具(车体设备)。 二、分类 动力源:手动夹具、气动夹具、电动夹具; 用途:通用夹具、专用夹具、组合夹具; 构造:固定式夹具、移动式夹具、悬挂式夹具; 设备:夹具、电焊机械、机器人、专用生产钱。 三、功能 A:精确定位; B:夹紧; C:引导; D:使用便捷; E:改善工作条件,降低产品成品。 四、设计流程 工件数模处理(WORK 预处理)→根据仕样书检讨定位夹紧位置→GUN插入→设计(2D、3D)→客户承认(相应出现的仕样变更和修改)→出图(2D)→提出购入品→精度表、回路图、节拍图 五、番线的作用 番线就是空间位置的号码线。 车身基准坐标(0线)是前车轴中心以及车宽的中心线。 下面主要介绍日本三大车系的番线表示方法: 丰田:左右都是用正数表示(当左右有差异的时候,仕样书上用RH/LH指示); 本田:左右都是用正数表示(当左右有差异的时候,仕样书上用BR/BL指示); 日产:车前进方向左侧用正数,右侧用负数。
六、夹具设计 车体夹具的定位原理:六点定 任何物体在在空间都有六个自由度。车体工件定位是用夹具将工件置于正确位置,也就是消除要件相对于夹具的六个自由度;定位方法一般用点、线、面的接触来实现。 我们常用的定位基本元件有: A、托块和压块; B、LOCATOR PIN(销); C、V 槽和导向挡块。 1、常规夹具的部品名称;
汽车座椅骨架的焊接夹具毕业设计说明书
汽车座椅骨架的焊接夹具毕业设计说明书 公司内部档案编码:[OPPTR-OPPT28-OPPTL98-OPPNN08]
摘要 本文研究的是汽车座椅骨架的焊接夹具设计问题,要求使工件定位迅速,装夹迅速,省力,减轻焊件装配定位和夹紧时的繁重体力劳动。实现机械化,使焊接条件较差的空间位置焊缝变为焊接条件较好的平焊位置,劳动条件的改善,同时也有利于提高焊缝的质量。 本文首先分析了汽车座椅骨架焊装夹具设计的必要性和可行性;然后围绕座椅骨架焊装夹具设计这一核心,通过对汽车焊装生产线、汽车焊装夹具的结构特点进行分析,归纳了焊装夹具的设计步骤和要点;重点对汽车座椅骨架夹具的设计,包括基准面的选择,定位器的设计,夹具体设计,夹紧装置的设计。其中,基准面的选择是根据总成件的大小,确定基板的尺寸,然后从标准件库选出合适的基板;定位器的设计是保证焊件在夹具中获得正确装配位置的零件和部件,应利用先装好的零件作为后装配零件某一基面上的定位支撑点,可以减少定位器的数量,提高装配精度;夹具体的设计是通过控制焊件角变形的夹紧力计算和控制焊件弯曲变形的夹紧力计算来确定的,通过公式计算得出拘束角变形所需的单位长度(焊缝)夹紧力q为N,阻挡弯曲变形所需的夹紧力q为208711N,再根据焊件形状、尺寸来完成夹具体的设计。 夹紧装置的设计是本文设计的重中之重,这次设计的主要核心是通过气缸来改善传统手动夹紧的的繁重体力消耗以提高生产效率。根据要求,设计气缸主要是对工件的夹紧,所以应该选择双作用气缸。本文通过公式的计算确定一种缸径D为50mm,另一种缸径D为75mm。合理的气缸选择,合理的气动原理思路,极大地提高了生产效率和产品质量。
汽车变速器设计
汽车变速器设计 机械式手动变速器对比于自动变速器,其结构简单,体积小,造价成本低,方便装配和维修,传动效率高等优点,在今天依旧很受青睐。变速器的设计对汽车动力性,燃料经济性,换挡操纵的可靠和轻便性,传输的平稳与效率等有着直接的影响。随着汽车工业的发展,轿车变速器的设计趋势是加大其传输功率与重量比,并有着更加良好的性能和更小的装配空间。本设计是以一汽大众捷达变速器的数据为基础,在已有的发动机输出转矩,转速及最高车速,最大爬坡度等条件下,主要对变速器的齿轮结构参数以及轴的结构尺寸等进行设计计算,并对其传动方案和结构形式进行设计,同时对操纵机构和同步器进行设计,提高汽车的整体性能和燃油经济性。 1 绪论 1.1 选题的目的和意义 变速机构是除了发动机以外在汽车上的第二个重要机构,它的好坏会直接影响到车子的动力性和燃油经济性,其次,对于驾驶员来说,乘坐的舒适性也与汽车在换挡时的冲击量有关。车载人员的舒服与适应度和操作稳定度,很大一部分取决于变速器是否优良。 手动变速器在质量和参数上的改进会使汽车在燃油经济性和换挡平顺性方面有进一步的提高。 在轿车或货车部件的运行状态中,变速器主要有以下三个任务: 1.使其传动比率发生改变,包括传动时的转速和转矩,这样可以让汽车在耗油率较低的状态下运行。 2.在发动机输出转动力矩状态不发生变化情况中,让其可以倒退运行; 3.挂入空挡的状态下,汽车在不行驶的条件下保持发动机运转,且不进行动力传输,也可以挂入不同的档位,进行不同传动比的动力传输。 变换档位必须用手拨动拨叉完成,动力传递的比值发生变化,从而达到变速的目的。通俗来说,就是在驾驶过程中,我们踏下离合踏板时,才可拨得动变速杆。
汽车同步器变速器齿轮工艺规程(经典)
摘要 (1) 第1章齿轮零件的分析 (2) 1.1齿轮的工作状态分析及工作条件 (2) 1.2齿轮的结构分析 (2) 1.3齿轮技术条件分析 (2) 1.3.1齿轮表面精度与粗糙度 (2) 1.3.2表面间的位置精度 (3) 1.3.3齿轮的其他技术要求 (3) 1.4齿轮材料的切削加工性 (4) 1.5齿轮零件图尺寸标注分析 (4) 1.6齿轮的加工工艺分析 (4) 第2章齿轮毛坯的设计 (5) 2.1毛坯种类的确定 (5) 2.2毛坯的工艺要求 (5) 2.2.1毛坯加工余量与公差 (5) 2.2.2拔模斜度 (6) 2.2.3圆角半径 (6) 第3章齿轮工艺规程设计 (8) 3.1工艺路线的制定 (8) 3.1.1加工方法的选择 (8) 3.1.2加工阶段的划分 (8) 3.1.3定位基准的选择 (9) 3.1.4热处理工序的安排 (9) 3.1.5辅助工序的安排 (9) 3.2工艺规程的设计 (10) 3.3有关工序机床、夹具、量具的选择说明 (12) 3.3.1机床的选择 (12) 3.3.2切削刀具的选择 (12) 3.3.3量具的选择 (12)
3.3.4夹具的选择 (12) 3.3.5各工序机床、夹具、刀具、量具汇总 (13) 第4章磨孔及端面夹具设计 (15) 4.1专用机床夹具设计的基本要求和步骤 (15) 4.1.1对专用机床夹具设计的要求 (15) 4.1.2专用机床夹具的设计步骤 (16) 4.1.3专用机床夹具的制造精度 (17) 4.2磨孔及端面夹具的选择 (17) 4.3磨孔及端面夹具工作原理简介 (18) 4.4夹具零件的设计与选择 (18) 4.4.1主要部件设计 (18) 4.4.2其他部件的选择 (19) 总结 (21) 参考文献 (22)
焊接工装夹具应用讲解
焊接工装夹具应用讲解
焊接工装夹具及其在生产中的运用 焊接工装夹具就是将焊件准确定位和可靠夹紧,便于焊件进行装配和焊接、保证焊件结构精度方面要求的工艺装备。在现代焊接生产中积极推广和使用与产品结构相适应的工装夹具,对提高产品质量,减轻工人的劳动强度,加速焊接生产实现机械化、自动化进程等方面起着非常重要的作用。 在焊接生产过程中,焊接所需要的工时较少,而约占全部加工工时的2/3以上的时间是用于备料、装配及其他辅助的工作,极大的影响着焊接的生产速度。为此,必须大力推广使用机械化和自动化程度较高的装配焊接工艺装备。 焊接工装夹具的主要作用有以下几个方面: (1)准确、可靠的定位和夹紧,可以减轻甚至取消下料和划线工作。减小制品的尺寸偏差,提高了零件的精度和可换性。
(2)有效的防止和减轻了焊接变形。 (3)使工件处于最佳的施焊部位,焊缝的成型性良好,工艺缺陷明显降低,焊接速度得以提高。 (4)以机械装置代替了手工装配零件部位时的定位、夹紧及工件翻转等繁重的工作,改善了工人的劳动条件。 (5)可以扩大先进的工艺方法的使用范围,促进焊接结构的生产机械化和自动化的综合发展。 夹具设计的基本要求 (1)、工装夹具应具备足够的强度和刚度。夹具在生产中投入使用时要承受多种力度的作用,所以工装夹具应具备足够的强度和刚度。 (2)、夹紧的可靠性。夹紧时不能破坏工件的定位位置和保证产品形状、尺寸符合图样要求。既不能允许工件松动滑移,又不使工件的拘束度过大而产生较大的拘束应力。
(3)、焊接操作的灵活性。使用夹具生产应保证足够的装焊空间,使操作人员有良好的视野和操作环境,使焊接生产的全过程处于稳定的工作状态。 (4)、便于焊件的装卸。操作时应考虑制品在装配定位焊或焊接后能顺利的从夹具中取出,还要制品在翻转或吊运使不受损害。 (5)、良好的工艺性。所设计的夹具应便于制造、安装和操作,便于检验、维修和更换易损零件。设计时还要考虑车间现有的夹紧动力源、吊装能力及安装场地等因素,降低夹具制造成本。 一、夹具设计任务 1、焊接产品(复合件)“撑杆焊接组合”的产品图 撑杆焊接组合由撑杆、喇叭支座、螺母M6和发动机衬管构成;撑杆的材料是20钢,喇叭支座的材料是10钢,发动机衬管的材料是35钢,
汽车变速器设计报告
汽车变速器设计报告 姓名: 学号:
目录 一、1轴总成的创建 (1)1轴轴体 (2)1轴轴承 (3)同步锁环 (4)1轴总成 二、中间轴总成 (1)中间轴主体部分 (2)常啮合齿轮 (3)五档齿轮 (4)中间轴轴承 (5)中间轴总成 三、2轴总成 (1)2轴轴体 (2)5档齿轮、5档齿轮接合齿圈、2轴同步齿轮、接合套(3)螺母 (4)2轴总成 四、箱体箱盖总成及其二维工程图 五、变速箱装配总成及爆炸图。
通过对车辆数字化技术课程的学习,我们对数字化设计技术及汽车行业相关软件有了一些了解,这对我们的专业素养有很大的提升。在本次作业中,对一款完整的五档汽车变速箱的结构组成及工作原理进行了充分学习,使用Creo软件对此款变速箱的主体及五档部分结构进行了简略三维模型的创建。 本人主要分1轴总成、中间轴总成、2轴总成、箱体箱盖总成等几个部分对该变速器进行三维模型的创建。 一、 1 轴总成的创建 1轴总成大致有以下几个部分构成:1轴轴体、1轴轴承、同步锁环。 (1)1轴轴体 首先,选定平面草绘出该平面,进行旋转操作,即可得到1轴主体部分。然后合并已绘制好的1轴齿轮、1轴接合齿圈 (2)1轴轴承 草绘如图,旋转得到轴承内圈。 同理绘制轴承外圈,滚珠,并将三部分合并,得到1轴球轴承模型。 (3)同步锁环
(4)建立装配文件,将以上三个部分按位置装配,得到1轴总成。 二、中间轴总成 中间轴总成大致分为以下几部分:中间轴主体、常啮合齿轮、五档齿轮、中间轴轴承等。(1)中间轴主体 首先草绘此截面,进行扫描操作,然后进行倒角处理,得到中间轴主体部分。 (2)常啮合齿轮。针对齿轮,以此齿轮为例,详细记录一下建模过程如下。 ①设置齿轮参数。新建文件后进入三维实体建模的环境。然后选择菜单栏中“工具/参数” 选项,将齿轮的各参数依次添加到参数例表对话框中,如图1所示 ②创建基本草绘曲线。选取FRONT为草绘平面,单击“草绘”按钮进入二维草绘模式。 然后绘制4个任意尺寸的同心圆。分别为181.50mm,183.50mm,196mm,206mm
《变速箱齿轮设计》word文档
4.4 变速箱齿轮设计方法 4.4.1 变速箱齿轮的设计准则: 由于汽车变速箱各档齿轮的工作情况是不相同的,所以按齿轮受力、转速、噪声要求等情况,应该将它们分为高档工作区和低档工作区两大类。齿轮的变位系数、压力角、螺旋角、模数和齿顶高系数等都应该按这两个工作区进行不同的选择。 高档工作区:通常是指三、四、五档齿轮,它们在这个区内的工作特点是行车利用率较高,因为它们是汽车的经济性档位。在高档工作区内的齿轮转速都比较高,因此容易产生较大的噪声,特别是增速传动,但是它们的受力却很小,强度应力值都比较低,所以强度裕量较大,即使削弱一些小齿轮的强度,齿轮匹配寿命也在适用的范围内。因此,在高档工作区内齿轮的主要设计要求是降低噪声和保证其传动平稳,而强度只是第二位的因素。 低档工作区:通常是指一、二、倒档齿轮,它们在这个区内的工作特点是行车利用率低,工作时间短,而且它们的转速比较低,因此由于转速而产生的噪声比较小。但是它们所传递的力矩却比较大,轮齿的应力值比较高。所以低档区齿轮的主要设计要求是提高强度,而降低噪声却是次要的。 在高档工作区,通过选用较小的模数、较小的压力角、较大的螺旋角、较小的正角度变位系数和较大的齿顶高系数。通过控制滑动比的噪声指标和控制摩擦力的噪声指标以及合理选用总重合度系数、合理分配端面重合度和轴向重合度,以满足现代变速箱的设计要求,达到降低噪声、传动平稳的最佳效果。而在低档工作区,通过选用较大的模数、较大的压力角、较小的螺旋角、较大的正角度变位系数和较小的齿顶高系数,来增大低档齿轮的弯曲强度,以满足汽车变速箱低档齿轮的低速大扭矩的强度要求。以下将具体阐述怎样合理选择这些设计参数。 4.4.2 变速箱各档齿轮基本参数的选择: 1 合理选用模数: 模数是齿轮的一个重要基本参数,模数越大,齿厚也就越大,齿轮的弯曲强度也越大,它的承载能力也就越大。反之模数越小,齿厚就会变薄,齿轮的弯曲强度也就越小。对于低速档的齿轮,由于转速低、扭矩大,齿轮的弯曲应力比较大,所以需选用较大的模数,以保证其强度要求。而高速档齿轮,由于转速高、扭矩小,齿轮的弯曲应力比较小,所以在保证齿轮弯曲强度的前提下,一般选用较小的模数,这样就可以增加齿轮的齿数,以得到较大的重合度,从而达到降低噪声的目的。 在现代变速箱设计中,各档齿轮模数的选择是不同的。例如,某变速箱一档齿轮到五档齿轮的模数分别是:3.5;3;2.75;2.5;2;从而改变了过去模数相同或模数拉不开的状况。 2合理选用压力角:
汽车变速箱加工工艺
汽车变速箱加工工艺 1.齿轮加工的主要设备及齿轮材料与加工方法 2.变速箱箱体与齿轮轴的机械加工工艺过程 3.变速箱离合器壳等压铸生产线设备 4.齿轮变速箱装配流水线 5.汽车齿轮加工的发展趋势 一、齿轮加工的主要设备及齿轮材料与加工方法 1、变速箱齿轮的材料选择: a、选材的原则:零件材料的选择应根据零件的使用性能要求及加工工艺 性能、经济成本要求进行选择: 1)、使用性能要求:使用性能是指零件在正常使用状态下,材料应具备的性能,是保证零件工作安全可靠、经久耐用的必要条件。零件在选材时,首先要根据零件的工作条件和失效形式,正确判断所要求的使用性能,再根据主要的使用性能指标来选择合适的材料。 变速箱齿轮位于汽车传动部分,用于传递扭矩与动力、调整速度的作用。 的几何尺寸、使用寿命要求,就能确定出零件应具有的主要力学性能指标。 2)、加工工艺性能要求: 变速箱齿轮常用的加工工艺路线为: 下料→锻造→正火→粗、半精切削加工→渗碳→淬火、低温回火→喷丸处理→加工花键→磨端面→磨齿→最终检验
在保证使用性能的前提下,应尽可能选用价格低、货源足、加工方便、总 成本低的材料。 b、材料的选择:根据以上使用性能和加工工艺、加工成本的综合要求,可基本确定为低C%合金结构钢:即我们常用的合金渗碳钢。从目前我国汽车制造厂常用的金属材料来看,汽车变速箱齿轮多采用20Cr Mn Ti。 2、齿轮加工工艺 (一)齿轮常用加工工艺流程 锻造制坯→正火→车削加工→滚、插齿→剃齿→热处理→磨削加工→修整(二)各种齿轮加工方法 齿轮加工原理有成形法和展成法两种。常见加工方法有滚齿加工、插齿加工、剃齿加工、珩齿加工和磨齿加工等 1)滚齿加工 a)滚齿机 Y3150E型滚齿机是如图10-3所示Y3150E型滚齿机是一种中型通用滚齿机,主要用于加工直齿和斜齿圆柱齿轮,也可以采用手动径向切入法加工蜗轮 b)加工直齿圆柱齿轮 根据展成法原理用滚刀加工齿轮时,必须严格保持滚刀与工件之间的运动关系。因此,滚齿机在加工直齿圆柱齿轮时的工作运动有: 主运动:就是滚刀的旋转运动(r/min)。 展成运动:就是滚刀的旋转运动和工件的旋转运动的复合运动,即滚刀与工件间的啮合运动 两者之间应准确的保持一对啮合齿轮副的传动关系。 轴向进给运动:就是滚刀沿工件轴线方向作连续进给运动,在工件的整个齿宽上切出齿形。 C)滚齿加工的特点:适应性好;生产效率高;齿轮齿距误差小;齿轮齿廓表面粗糙度较差;主要用于直齿圆柱齿轮、斜齿圆柱齿轮和蜗轮。 2)插齿加工 插齿加工是按展成原理加工齿轮的. Y5132型插齿机主要由床身、立柱、刀架、插齿刀、主轴、工作台、床鞍等部件组成。 加工直齿圆柱齿轮时所需运动:主运动、展成运动、圆周进给运动、径向切入运动、让刀运动。 插齿加工的特点:齿形精度高;获得的齿廓表面粗糙度较细;有利于提高工件的齿形精度和减小表面粗糙度;工件公法线长度变动量较大;生产率低;加工斜齿轮很不方便,且不能加工蜗轮。 3)剃齿加工
汽车焊接工装夹具设计
汽车焊接工装夹具设计 汽车焊接工装的设计概述 汽车车身夹具的设计是一门经验性很强的综合性技术,在设计时首先要确定生产纲领,熟悉产品结构,了解变性特点,把握制件及装配精度,通晓工艺要求。只有做到这些,才能对焊接夹具进行全方位的设计。 一、六点定则在车身焊装夹具上的应用 在设计车身焊装夹具时,常有两种误解:一是认为六点定则对薄板焊装夹具不适用;二是看到薄板焊装夹具上有超定位现象。产生这种误解的原因是把限制六个方向运动的自由度理解为限制六个方向的自由度,这种限制不仅依靠夹具的定位夹紧装置,而且依靠制件之间的相互制约的关系。只有正确认识了薄板冲压件焊装生产的特点,同时又正确理解了六点定则,才能正确应用这一原则。 从定位原则看,支撑对薄板来说是必不可少的,可消除由于工件受夹紧力作用而引起的变形。超定位使接触点不稳定,产生装配位置上的干涉,但在调整夹具时只要认真修磨支撑面,其超定位引起的不良后果是可以控制在允许范围内的。 上世纪八十年代,车身焊接使用的夹具形式大量是从冲压模具的定位面截切而来的,即在车身冲压零件的型腔上定位,被称为“定位块”。其具有的特点为:定位面积大、设计及制造周期长成本高的特 点。随着工装制造水平与检测手段的提高,车身焊接夹具的定位转化为定位板定位,板厚在16、20、25几档中选用,整个夹具本体改为焊接合件,在制造、装配上都缩短了周期,相对降低了成本。定位块与定位板相比较,二者有如下特点:1、定位块是加工件,其余支撑部分为铸铁件,定位块在装配调整后再配作定位销。在外观上它有两种式样:大面积的定位块、小面积的气动或手动压头;大面积的定位块、大面积的气动或手动压头。前者造成定位块加工复杂,产生车身零件压紧
焊接工装夹具设计说明书
课程设计 课程名称:焊接工艺与工装课程设计 设计题目:“长江750B摩托车”侧停支架焊接工艺与工装设计 专业:焊接技术与工程班级: 姓名:学号: 评分:指导教师(签名): 2013 年 1 月 18 日
长江750摩托车”侧停支架焊接工艺与工装设计 学生姓名:班级: 指导老师: 摘要:在“长江750B摩托车侧停支架”的焊接中,焊接的夹具在施焊的过程中必不可少,良好的焊接夹具可以保证焊接尺寸的准确性,保证焊接过程的快速稳定,以保证零件和产品的质量,并以提高生产效率。焊接工装设计是生产准备工作的重要内容之一,也是焊接生产工艺设计的主要任务之一,焊接工装夹具就是将焊件准确定位和可靠夹紧,便于焊件进行装配和焊接、保证焊件结构精度方面要求的工艺装备。在现代焊接生产中积极推广和使用与产品结构相适应的工装夹具,对提高产品质量,减轻工人的劳动强度,加速焊接生产实现机械化、自动化进程等方面起着非常重要的作用。 关键词:焊接;设计;侧停支架
目录 1 序言 (1) 1.1 焊接工装夹具的运用 (1) 1.2 焊接工装夹具设计的基本要求 (1) 2 夹具设计任务 (3) 2.1 焊接产品(复合件)“长江750B摩托车侧停支架”的产品图 (3) 2.2 焊接产品“侧停支架”连接的重点技术要求分析 (3) 3 侧停支架焊接组合装焊夹具装焊方案 (4) 4 主要零件设计的说明 (4) 4.1 底板 (4) 4.2 插销机构 (4) 4.3 螺旋夹紧机构 (4) 4.4 V型块 (6) 4.5 钩形夹管器 (6) 4.6 非标准主要零件的设计 (7) 5 夹具的装配 (7) 5.1 夹具的操作步骤 (7) 5.2 夹具使用注意事项 (7) 6 本次课程设计小结 (8) 参考文献 (9) 致谢 (10) 附录A 工艺规程路线单 (11) 附录B 焊接工艺规程 (12)
某型汽车手动变速箱的仿真设计
1 绪论 1.1研究的意义 现代汽车一般采用往复活塞式内燃机提供动力,而汽车在起步、加速、上坡等等过程中,其需要的扭矩和速度都在发生很大的变化,但是发动机的转矩和转速变化范围较小,另外,发动机是只能是朝着一个方向,不能单独实现倒档功能,所以一个性能好的发动机必须配备性能优良匹配的变速器才能使车辆的性能很好的体现出来,变速器的主要功能为: (l)在复杂工况下,通过改变汽车传动比,从而使发动机传到驱动轮上的转矩和转速发生改变,使发动机时刻处于最有利的工况下工作; (2)实现汽车的倒退行驶; (3)可以中断动力传输。 随着近年来车辆密度的不断增大,车辆对操作性、动力性,经济性,环保等方面的要求越来越高,这些都离不开变速器技术方面的发展,研究与发动机优配,工作效率高,操作方便,工作可靠的变速器的意义就十分重大了。 1.2变速器的分类和发展趋势 1.手动变速器 手动变速器,驾驶者通过操作变速箱操作杆来控制不同齿轮组的啮合,根据不同道路行驶工况下汽车速度和扭矩的大小,通过换挡操作杆控制轴上的不同大小齿轮的啮合,从而得到不同的转速比,使发动机在有利的工况下工作。由于锁止机构和互锁机构的作用,驾驶人在换挡时,必须要先踩下离合器踏板,而在变速箱处于某一档位下工作时,不能自动跳到另一档位。手动挡汽车对驾驶人驾驶技术要求较高,但其对汽车的操纵感强,更有驾驶的乐趣,而且相对而言更加省油一点。手动变速箱根据档位可以分为四档,五档变速箱等等,现在市场上常见的手动变速箱是中间轴式五档变速箱。 2.自动变速器 自动变速器可以根据节气门踏板的变化自动进行变速,不需要人为操纵变速杆的动作,减少了驾驶人开车途中的很多频繁的换挡操作,它是通过液压油路控制对应的行星齿轮机构进行变速。目前市场上最常见的自动变速器是液力自动变
使用CATIA设计汽车焊接夹具的流程教学教材
基于CATIA汽车焊装夹具设计流程 1 Project文档Directory的预备 1.1创建Project Directory 具体位置请向你的System Administrator问询。其目录结构,如图1.1所示: 图1.1 文档目录结构 1.2 文件名命名规则 ◆工件:工位代号—UNIT号—零件序号(与相应图纸图号相比,少项目代号) 例:FW002L-00-00 ——FW002L工位的GA FW002L-01-00 ——FW002L工位的U01 FW002L-01-01——FW002L工位U01的零件01 ◆标准件:名称与标准件号一致。但若文件内容更改,文件名也要作相应修改。 ◆外购件:名称与样本订购编号一致。气缸后面加“_ 实际应用行程” ◆国标件:国标号_型号例:GB93-87_8 代表弹簧垫圈8
2 CATIA 设计过程中的工作环境 如图2.1所示,设计所涉及的模块包括: 2.1零部件设计 做基本PART 的设计,对某个PART 一般设计和修改时所在的工作状态。 2.2装配件设计 在对PRODUCT 操作和修改时所在的工作状态。可以完成装配和新建产品和零部件。 2.3草图绘制器 图2.1 CATIA 主要模块
当新建文件时要先画草图再拉伸,当在PART下画草图时自动进入该状态。按工作台按钮自动退出。 2.4工程图绘制 做二维图时所在的状态。新建DRAWING时自动进入。 2.5线框和曲面设计/创成式外形设计 是在操作PART时的一种状态,可以和零部件设计状态互换,当一些操作在零部件设计状态下不能完成时可以在该状态下完成。如画圆、作曲面的有关操作时。 3设计步骤 3.1 新建PRODUCT文件为工位总成 图3.1 新建产品对话框
焊接工装夹具设计说明书
焊接工装夹具设计说明书
课程设计 课程名称:焊接工艺与工装课程设计 设计题目:“长江750B摩托车”侧停支架焊接工艺与工装设计 专业:焊接技术与工程班级: 姓名:学号: 评分:指导教师(签名): 2013 年 1 月 18 日
长江750摩托车”侧停支架焊接工艺与工装设计 学生姓名:班级: 指导老师: 摘要:在“长江750B摩托车侧停支架”的焊接中,焊接的夹具在施焊的过程中必不可少,良好的焊接夹具可以保证焊接尺寸的准确性,保证焊接过程的快速稳定,以保证零件和产品的质量,并以提高生产效率。焊接工装设计是生产准备工作的重要内容之一,也是焊接生产工艺设计的主要任务之一,焊接工装夹具就是将焊件准确定位和可靠夹紧,便于焊件进行装配和焊接、保证焊件结构精度方面要求的工艺装备。在现代焊接生产中积极推广和使用与产品结构相适应的工装夹具,对提高产品质量,减轻工人的劳动强度,加速焊接生产实现机械化、自动化进程等方面起着非常重要的作用。 关键词:焊接;设计;侧停支架
目录 1 序言 (1) 1.1 焊接工装夹具的运用 (1) 1.2 焊接工装夹具设计的基本要求 (1) 2 夹具设计任务 (3) 2.1 焊接产品(复合件)“长江750B摩托车侧停支架”的产品图 (3) 2.2 焊接产品“侧停支架”连接的重点技术要求分析 (3) 3 侧停支架焊接组合装焊夹具装焊方案 (4) 4 主要零件设计的说明 (4) 4.1 底板 (4) 4.2 插销机构 (4) 4.3 螺旋夹紧机构 (4) 4.4 V型块 (6) 4.5 钩形夹管器 (6) 4.6 非标准主要零件的设计 (7) 5 夹具的装配 (7) 5.1 夹具的操作步骤 (7) 5.2 夹具使用注意事项 (7) 6 本次课程设计小结 (8) 参考文献 (9) 致谢 (10) 附录 A 工艺规程路线单 (11) 附录 B 焊接工艺规程 (12)
变速箱齿轮热处理工艺设计
1. 齿轮热处理概述 (1) 2. 零件图 (2) 3. 零件的服役条件、性能要求及技术指标 (3) 4. 材料选择 (4) 4.1零件用途 (4) 4.2材料比较 (4) 4.3 材料化学成分及合金元素的作用 (5) 4.4 材料的相变点 (5) 5. 齿轮加工制作工艺 (6) 5.1传统的齿轮材料的工艺路线: (6) 5.2 淬火工艺设计 (6) 5.3 其他热处理工艺 (8) 6. 参考文献 (15)
1. 齿轮热处理概述 众所周知,齿轮是机械设备中关键的零部件,它广泛的用于汽车、飞机、坦克、轮船等工业领域。它具有传动准确、结构紧凑使用寿命长等优点。齿轮传动是近代机器中最常见的一种机械振动是传递机械动力和运动的一种重要形式、是机械产品重要基础零件。它与带、链、摩擦、液压等机械相比具有功率范围大,传动效率高、圆周速度高、传动比准确、使用寿命长、尺寸结构小等一系列优点。因此它已成为许多机械产品不可缺少的传动部件,也是机器中所占比例最大的传动形式。由于齿轮在工业发展中的突出地位,使齿轮被公认为工业化的一种象征. 得益于近年来汽车、风电、核电行业的拉动,汽车齿轮加工机床、大规格齿轮加工机床的需求增长十分耀眼。据了解,随着齿轮加工机床需求的增加,近年来涉及齿轮加工机床制造的企业也日益增多。无论是传统的汽车、船舶、航空航天、军工等行业,还是近年来新兴的高铁、铁路、电子等行业,都对机床工具行业的快速发展提出了紧迫需求,对齿轮加工机床制造商提出了新的要求。据权威部门预测2012 年将达到200 万吨。但我国齿轮的质量与其他发达国家的同类产品相较还是具有一定的差距,主要表现在齿轮的平均使用寿命、单位产品能耗、生产率这几方面上。本设计是在课堂学习热处理知识后的探索和尝试,其内容讨论如何设计齿轮的热处理工艺,重点是制定合理的热处理规程,并按此设计齿轮的热处理方法。 零件图
汽车变速器操纵盖工艺及工装夹具设计
摘要 本次设计的主要内容是操纵盖加工工艺规程及 2.0 9 4+ + -φ孔钻孔夹具 的设计。操纵盖主要是用在汽车变速器上面,其主要加工表面及控制位置为 长度为97的底部大端面和 2.0 9 4+ + -φ以及8 25H φ。由零件要求分析可知, 保证 2.0 9 4+ + -φ孔的精度尺寸的同时应该尽量保证其与底部大端面的垂直 度,这对于后工序装配和总成使用上来说都有重要影响。所以,工序安排时, 采取以97的底部大端面粗定位夹紧加工后,对 2.0 9 4+ + -φ孔进行钻削加工同 时成型。因其粗糙度为Ra12.5,可通过钻、绞孔来满足。对于钻8 25H φ孔时,主要以操纵盖的97的底部大端面定位,控制其自由度,以达到加工出来的产品满足要求并且一致性好的目的。本文的研究重点在于通过对操纵盖的工艺性和力学性能分析,对加工工艺进行合理分析,选择确定合理的毛坯、加工方式、设计高效、省力的夹具,通过实践验证,最终加工出合格的操纵盖零件。 【关键词】操纵盖加工工艺夹具设计夹具
Abstract The connecting rod is one of the main driving medium of diesel engine, this text expounds mainly the machining technology and the design of clamping device of the connecting rod. The precision of size, the precision of profile and the precision of position , of the connecting rod is demanded highly , and the rigidity of the connecting rod is not enough, easy to deform, so arranging the craft course, need to separate the each main and superficial thick finish machining process. Reduce the function of processing the surplus , cutting force and internal stress progressively , revise the deformation after processing, can reach the specification requirement for the part finally . 【Keyword】Connecting rod Deformination Processing technology Design of clamping device
汽车焊装夹具设计
汽车焊装夹具设计
主要内容 工艺分析流程 夹具三维建模 ?二维转图及尺寸标注 零件加工流程 气路分析 学习体会 2011年11月17 2
在开始进行夹具设计前需要进行工艺分析条件注入,要求我们完成以下几个工作内容: 1、根据数模|、产品图、参考车工艺进行焊接SE分析,编制焊接工艺流程并提出定位孔并编MLP、 MCP; 2、根据设计纲领、数模|、产品图、参考车工艺、焊接工艺流程,初步确定夹具数量; 3、根据工艺路线、夹具数量进行工艺平面布置图 的设计; 4、初选焊钳图库; 5、工位节拍、安全管理及详细工艺方案; 6、物流要求。 夹具公司根据整车厂提供资料将完成夹具的设计制造,如下图所示 2011年11月17 3
2011年11月17 4 数模 焊接图、涂胶图等装配数模夹具清单 确定工件摆放姿态焊钳选型、建模 初编工艺卡 指导生产 焊点分析 建模完成焊接操作性检查修改焊钳模型二维图检查确定装焊顺序 计算动作节拍 MLP 、MCP 生产线节拍 二维出图加工制造
其中动作时间的计算参考标准如下: 1、装件时间:小件2秒,大件5秒; 2、夹紧、松开时间:每级2秒; 3、夹具举升、旋转时间:各5秒; 4、滑台平移(气动):根据平移距离按平均0.1米/ 秒的速度计算;(一般行程0.5米) 5、输送线升降时间:根据升降高度按平均0.1米/秒 的速度计算:(一般行程0.5米) 6、输送线前进、后退时间:根据升降高度按平均8 米/分钟的速度计算;(一般升降高度4米) 2011年11月17 5
焊接时间的参考计算; 1、点焊:3——5秒每点,根据焊接部位、焊钳大小 操作方便性确定。一般中小夹具:每点4秒,地板 大焊钳工位每点5秒,侧围补焊、车身补焊每点3秒。 换枪时间5秒。以上包括焊枪移动时间。 2、弧焊:连续焊10毫米/秒 3、凸焊螺母、植钉:5秒/个 4、涂胶:连续涂胶20毫米秒,涂胶胶点2秒点。 2011年11月17 6
汽车白车身焊接夹具的结构设计
汽车白车身焊接夹具的结构设计 汽车工业装备是最近兴起并迅猛发展的一个新兴行业。其实在这之前它也存在着,但由于汽车制造厂的车型更换没有现在这么的频繁,种类这么的多样化,且车型更换时变化最大的就是白车身。这就要求其对应的焊装线能跟上汽车车型和种类的变换。在这种情况下突出了焊装线在汽车生产和制造中的作用,使得人们越来越重视它。在汽车焊接流水线上,真正用于焊接操作的工作量仅占30%~40%,而60%~70%为工件的辅助和装夹工作。因为工件的装夹是在焊接夹具上完成的,所以夹具在整个焊接流程中起着重要作用。 在焊接过程中,合理的夹具结构,有利于合理安排流水线生产,便于平衡工位时间,降低非生产用时节降低生产成本。对于具有多种车型的企业,比如说一汽、沈汽、上汽等。如能科学地考虑共用或混型夹具,还有利于建造混型流水线,提高生产效率。 为提高我们汽车焊接夹具的设计水平,对汽车焊接夹具原理、结构及设计方法、原则有一个更深入的了解,在此把我自己的一些见解和经验与大家一起探讨。 一、汽车焊接工艺特点 (一)白车身的材料与结构 汽车焊接材料主要是低碳钢的冷轧钢板,镀锌钢板等。它们可焊性好,适宜大多数的焊接方法,但由于是薄板件,因而刚性差、易变形。在结构上,焊接散件大多数是具有空间曲面的冲压成形件,形状、结构复杂。有些型腔很深的冲压件,除存在因刚性差而引起的变形外,还存在回弹变形。这都是在夹具设计构成中应该考虑的问题。
(二)焊接方法 汽车焊接方法主要有CO2气体保护焊和电阻焊。CO2气体保护焊应用范围较广,且对夹具结构要求不十分严格。主要注意防止焊接产生的飞溅。相应采取的措施有主要有夹具表面镀铜、主要夹紧定位部件包铜皮、加装保护盖板等措施。 电阻焊是在汽车白车身焊接中主要采用的一种焊接方法。对夹具要求严格,尤其是多点焊和机器人点焊。要求焊接夹具对工件定位准确,操作方便且焊接牢固可靠。 (三)焊接工艺流程 汽车焊接的基本特征就是单个零件到部件再到总成的一个组合再组合的过程。从零件到白车身焊接总成的每一个过程,既相互独立,又相互联系,因此组件的焊接精度决定着部件总成的焊接精度,最后影响和决定着车身焊接总成的焊接精度与质量,这就要求相互关联的组件、部件及车身焊接总成夹具的定位基准应具有统一性和继承性,只有这样才能保证最终产品质量,即使出现质量问题也易于分析原因,便于纠正和控制。 白车身的焊接过程以流水线生产为主,所以夹具设计应有利于流水线的布置和设计,同时也考虑给生产管理提供方便。 (四)可操作性 我们这里讲的科操作性就是指焊接夹具的使用操作是否方便灵活。一台焊接夹具不仅要保证工件的定位准确,夹紧牢固可靠。还要保证操作者能方便的把零件摆放到夹具上定位夹紧,方便的操作焊枪进行焊接,方便的取出工件。我总结为“三个方便”。要实现这三个方便就要从整体去考