PCB电镀沉铜药水控制工艺

平板现行工艺参数及其控制范围、监测频次
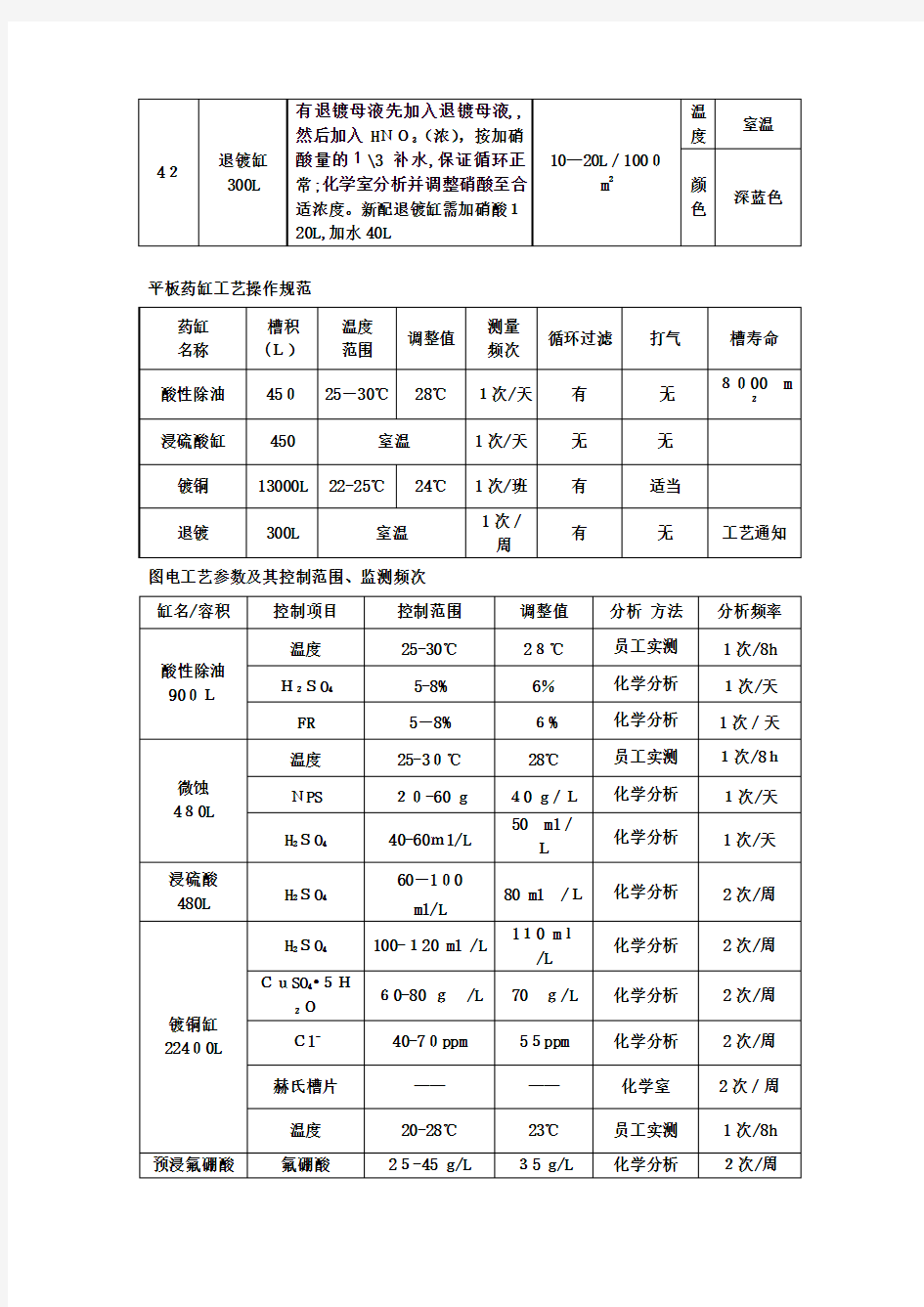
平板现行开缸及补充、换缸要求
平板药缸工艺操作规范
图电工艺参数及其控制范围、监测频次
图电开缸及补充、换缸要求
图电药缸工艺操作规范
4.2.3沉铜线各药水缸工艺控制要求:(罗门哈斯药水体系)
4.2.6开缸规范
4.2.6.2 开缸方法
说明:
1)除微蚀、预浸、浸酸外,其他各缸开缸后化学分析并根据分析结果进行调整,
但凹蚀缸KMnO4减K2MNO4浓度≥40g/l时不作额外补充。
4. 2.7药水颜色及循环过滤要求
4.2.8沉铜自动添加药水准备及自动添加频次设置
1)自动添加药水备料(满量生产)
沉铜液880A每天需备料1—2桶
沉铜液880E每天需备料10L
甲醛每天需备料15L
氢氧化钠每天需配制含300g/L的溶液100L,每桶(50L)配制时先加半桶DI水,加入N aOH 15㎏搅拌均匀,补充DI水,再搅拌均匀,待冷却后使用。
自动添加桶液位低于1/4时必须及时补充药剂
4.2.1 各个药水控制范围
4.2.3 自动加药系统控制(说明蚀刻自动添加原理及添加量)
蚀刻段:比重达到设定值(例如:1.193)时,开始自动添加蚀刻子液
PH值低于设定值时,开始自动添加氨水
PH值高于设定值时,开始自动添加氯化铵
自动添加药水流量、添加频次每周由工艺确认、调整,每周对比重值、PH值设定、校准,由工艺负责。
备注:A.电镀后经补黑油的板件,干膜较难退下,可根据实际情况,适当降低退膜速度。
B. 孤立线路易夹膜的板件应适当降低退膜速度。
C. 对于有平板加厚要求的板件,可根据实际情况适当降低蚀刻速度,一般比相应控制范围降低0.2-0.4m/min。
5.0蚀刻液配制
4. 1.3 工艺参数控制
露铜点:指冲板时刚好能把干膜全部洗掉所走过的距离,?此距离占整显影段的百分率, 例如走在中间时停止,然后观察板面露铜的部分,若只有一半即为50%。
4.1.5 干膜存放
4.1.6 生产参数测量频次