表面粗糙度产生的原因

表面粗糙度产生的原因
1.几何因素
由于刀具切削刃的几何形状、几何参数、进给运动及切削刃本身的粗糙度等原因,未能将被加工表面上的材料层完全干净地去除掉(只有当刀具上带有刀具的副偏角κ'r=0的修光刃、且进给量小于修光刃宽度时,理论上才不产生残留面积),在已加工表面上遗留下残留面积,残留面积的高度构成了表面粗糙度R z。
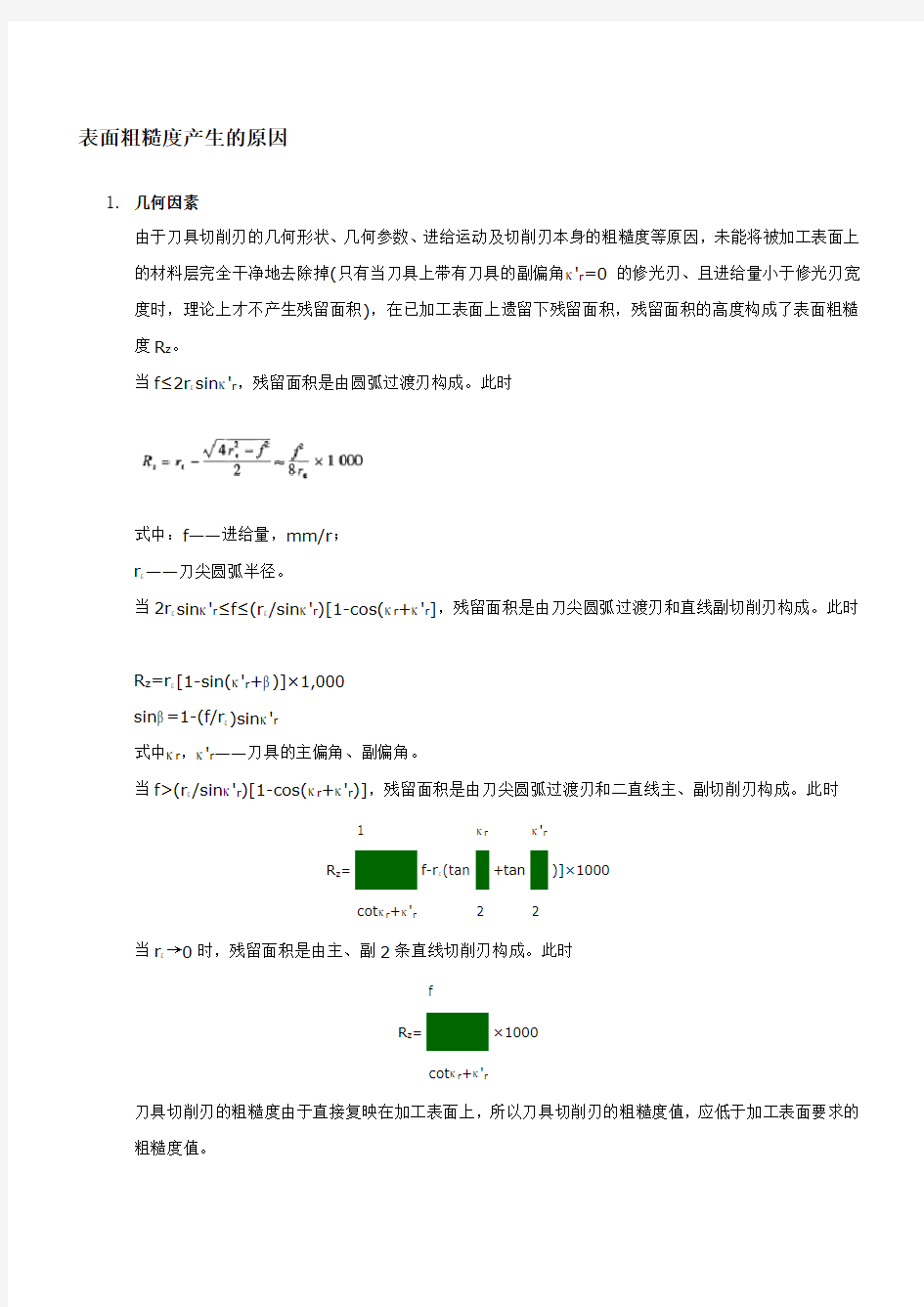
当f≤2rεsinκ'r,残留面积是由圆弧过渡刃构成。此时
式中:f——进给量,mm/r;
rε——刀尖圆弧半径。
当2rεsinκ'r≤f≤(rε/sinκ'r)[1-cos(κr+κ'r],残留面积是由刀尖圆弧过渡刃和直线副切削刃构成。此时
R z=rε[1-sin(κ'r+β)]×1,000
sinβ=1-(f/rε)sinκ'r
式中κr,κ'r——刀具的主偏角、副偏角。
当f>(rε/sinκ'r)[1-cos(κr+κ'r)],残留面积是由刀尖圆弧过渡刃和二直线主、副切削刃构成。此时
R z
1
ε
κrκ'r
1000
cotκr+κ'r 2 2
当rε→0时,残留面积是由主、副2条直线切削刃构成。此时
R z f
1000 cotκr+κ'r
刀具切削刃的粗糙度由于直接复映在加工表面上,所以刀具切削刃的粗糙度值,应低于加工表面要求的粗糙度值。
实际上加工表面的粗糙度总是大于按以上计算的残留面积的高度,只有切削脆性材料或高速切削塑性材料时,实际加工表面的粗糙度才比较接近残留面积的高度,说明影响表面粗糙度的还有其他原因。
2.积屑瘤
积屑瘤的产生,是由于切屑在切削过程中的塑性流动及刀具与切屑的外摩擦超过了内摩擦,在刀具和切屑间很大的压力作用下造成切削底层与刀具前面发生冷焊。积屑瘤对表面粗糙度的影响有两方面:①它能刻划出纵向的沟纹来;②它还会在破碎脱落时沾附在已加工表面上。其主要原因是:当积屑瘤处在生长阶段时,它与前刀面的粘结比较牢,因此积屑瘤在已加工表面上刻划纵向沟纹的可能性大于对已加工表面的沾附。当积屑瘤处于最大范围以及消退阶段,它已经不很稳定。这时它一方面虽然还时而刻划沟纹,但更多的是沾附在已加工表面上。
3.鳞刺
鳞刺是指已加工表面上鳞片状的毛刺,是用高速钢刀具低速切削时,经常见到的一种现象。鳞刺一般是在积屑瘤增长阶段的前期里形成的。甚至在没有积屑瘤的时候,以及在更低一些的切削速度范围内也有鳞刺发生。刀具的后角小的时候特别容易产生鳞刺。鳞刺对已加工表面质量有严重的影响,它往往使表面粗糙度等级降低2~4级。鳞刺的成因是前刀面上摩擦力的周期变化造成的。
4.振动
切削过程中如果有振动,表面粗糙度就会显著变大。振动是由于径向切削力F r太大,或工件系统的的刚度小而引起的。
5.其他因素
副切削刃对残留面积的挤压,使残留面积向与进给相反方向变形,使残留面积顶部歪斜而产生毛刺,加大了表面粗糙度。过渡刃圆弧部分的切削厚度是变化的,近刀尖处的切削厚度很小。当进给量小于一定限度后,这部分的切削厚度小于刃口圆弧所能切下的最小厚度时,就有部分金属未能切除,就会使表面粗糙度增大。切削脆性材料时,产生崩碎切屑,切屑崩碎时的裂缝深人到已加工表面之下,使粗糙度增大。此外,排屑状况、机床设备的精度和刚度等,也会影响已加工表面的表面粗糙度。
2 影响粗糙度的因素
1.刀具方面
a.几何参数
刀具几何参数中对表面粗糙度影响最大的是刀尖圆弧半径rε、副偏角κ'r和修光刃。
刀尖圆弧半径rε对表面粗糙度有双重影响:rε增大时,残留高度减小,另一方面变形将增加。由于前一
种影响较大,所以当刀尖圆弧半径rε增大时,表面粗糙度将降低。因此在刚度允许的条件下,增大刀尖圆弧半径rε是降低表面粗糙度的好方法。副偏角κ'r愈小,表面粗糙度愈低。但减小副偏角容易引起振动,故减小副偏角,必须视机床系统的刚度而定。当κ'r大到一定值时,副刃就不参与残留面积的组成,再增大κ'r,也不会使表面粗糙度值增加。采用一段长度稍大于进给量的修光刃(修光刃上κ'r=0)是降低表面粗糙度的有效措施,利用增加修光刃来消除残留面积是实际加工工件中常常采用的方法。前角γ0对表面粗糙度没有直接的影响,由于γ0大时对抑制积屑瘤和鳞刺有利,且增大了。可使刃口圆弧半径r
减小,所以在中、低速范围内适当增大γ0可有利于减小表面粗糙度。当v>50m/min时,γ0就基本上ε
不产生影响。
b.刀具的刃磨质量
刀刃前、后刀面,切削刃本身的粗糙度值直接影响被加工面的粗糙度。一般来说,刀刃前、后刀面的粗糙度应比加工面要求的粗糙度小1~2级。
c.刀具的材料
刀具材料与被加工材料金属分子的亲和力大时,被加工材料容易与刀具粘结而生成积屑瘤和鳞刺,且被粘结在刀刃上的金属与被加工表面分离时还会形成附加的粗糙度。因此凡是粘结情况严重,摩擦严重的,表面粗糙度都大;反之如果粘结和摩擦不严重的,表面粗糙度都小。
2.切削条件
a.切削速度v
加工塑性材料时,切削速度对积屑瘤和鳞刺的影响非常显著。切削速度较低易产生鳞刺,低速至中速易形成积屑瘤,粗糙度也大。避开这个速度区域,表面粗糙度值会减小。加工脆性材料时,因为一般不会形成积屑瘤和鳞刺,所以切削速度对表面粗糙度基本无影响。
由此可见,用较高的切削速度,既可提高生产率,同时又可使加工表面粗糙度较小。所以最重要的是发展各种新刀具材料和相应的新刀具结构,以便有可能采用更高的切削速度。
b.进给量f
从几何因素中可知,减小进给量f可以降低残留面积的高度。同时也可以降低积屑瘤和鳞刺的高度,因而减小进给量可以使表面粗糙度值减小。但进给量减小到一定值时,再减小,塑性变形要占主导地位,粗糙度值不会明显下降。当进给量更小时,由于塑性变形程度增加,粗糙度反而会有所上升。
c.切削深度a p
一般来说,切削深度对加工表面粗糙度的影响是不明显的,在实际工作中可以忽略不计。但当a p<0.0 2~0.03mm时,由于刀刃不是绝对尖锐而是有一定的圆弧半径,这时正常切削就不能进行,常挤压
滑过加工表面而切不下切屑而将在加工表面上引起附加的塑性变形,从而使加工表面粗糙度增大。所以切削加工不能选用过小的切削深度。但过大的切削深度也会因切削力、切削热剧增而影响加工精度和表面质量。
d.切削液
切削液的冷却和润滑作用,能减小切削过程的界面摩擦,降低切削区温度,从而减少了切削过程的塑性变形并抑制积屑瘤和鳞刺的生长,因此对减小加工表面粗糙度有利。
3.被加工材料
一般来说,材料韧性越好,塑性变形倾向越大,在切削加工中,表面粗糙度就越大。被加工材料对表面粗糙度的影响与其金相组织状态有关。
4.工艺系统的精度和刚度
加工后的表面粗糙度要低,必须有高运动精度的机床和高刚度的工艺系统,有较强的抗振性,否则即使有很好的刀具,选择最佳的切削用量也很难获得高质量的加工表面。
3 降低表面粗糙度的措施
如果已加工表面的走刀痕迹比较清楚,说明影响表面粗糙度的主要因素是几何因素,就应该首先考虑减小残留面积高度。减小残留面积高度的方法,首先是改变刀具的几何参数,增大刀尖圆弧半径rε和减小副偏角κ'r。采用带有κ'r=0的修光刃的刀具或宽刃精刨刀、精车刀是生产中降低加工表面粗糙度所采用的方法。不论是增大rε、减小κ'r,或用宽刃刀都要注意避免振动。减小进给量f,也能有效地减小残留面积高度,但减小进给量f会降低生产率,所以只有在改变刀具的几何参数后会引起振动或其它不良影响时才考虑减小进给量f。
如果已加工表面出现鳞刺或切削速度方向有积屑瘤引起的沟槽,那么就应从消灭积屑瘤和鳞刺着手。可采取用更低或较高的切削速度,并配合较小的进给量,可有效地抑制积屑瘤和鳞刺的生长。在中、低速切削时加大前角γ0,同时适当增大一些后角对抑制积屑瘤和鳞刺有一定的效果。改用润滑性能良好的切削液,必要时对工件先进行正火、调质等热处理,以提高硬度,降低塑性和韧性。
在现场工作中若发现零件表面粗糙度达不到技术要求,应先观察和分析表面粗糙度大的现象和原因,找出其主要的影响因素,再提出解决方法。
1、残留面积高度高(如图5 (a))
⑴当工艺系统刚性好时,由图1可知:减小主偏角和副偏角即可减小残留面积。且减小副偏角对减小表面粗糙度效果更明显。⑵当机床的刚性较好时,可增大刀尖的圆角半径。⑶减小进给量。
2、工件表面旌毛刺(如图5(b))
工件表面产生毛刺一般是因为积屑瘤和鳞刺引起的。这时可用改变切削速度的方法来抑制积屑瘤和鳞刺的产生。如果用高速钢刀来时应降低切削速度(<5m/min=,并加注切削液;而用YT15刀切削时应提高切削速度。采用高效切削液(极压切削液,10%~12%极压乳化液和离子切削液)。
刀具严重磨损和切削刃表面粗糙度大都会使工件表面产生毛刺。因此,应尽量减小前、后刀面的表面粗糙度,经常保持刀具锋利。
切削加工前对工件进行适当处理,使工件具有适宜的金相组织,低碳钢、低合金钢中应有铁素体加低碳马氏体、索氏体或片状珠光体。
3、磨损亮斑
工件表面产生亮斑或亮点,切削时又有噪音,说明刀具严重磨损,磨钝的切削刃将工件表面挤压出发亮的痕迹。使表面粗糙度变大。这时应及时进行刃磨或换刀。
4、切屑拉毛(如图5(c))
被切屑拉毛的工件表面一般是无规则的很浅的划痕。这时应选用正的刃倾角车刀,使切屑流向工件待加工表面,并采用卷屑或断屑措施。
5、振纹(如图5(d))
⑴机床方面:调整主轴间隙,提高轴承精度;调整滑板塞铁,使间隙小于0.04mm并使移动平稳轻便。⑵刀具方面:合理选择刀具几何参数,经常保持切削刃光洁和锋利。增加刀具装夹刚性。⑶工件方面:增加工件的装夹刚性,避免悬伸太长。⑷切削用量方面:选用较小的切削深度和进给量,改变或降低切削速度
。
超精密切削的主要目的是要切下一层极薄的金属层,与普通切削相比,刀具前刀面参与切削部分面积减小,而刀刃附近区域却要承担大部分的切削工作,这对所选择的刀具材料提出了更高的要求。另外,背吃刀量从几微米减小到一微米以下时,车刀的尖端会受到很大的应力作用,从而在单位面积上会产生很大的热量,使刀具尖端局部区域达到极高的温度。切削时采用的背吃刀量越小,就越要求使用的刀具耐热性能高、耐磨性强和硬度高,而金刚石刀具恰恰能够满足上述要求。因此,金刚石刀具被普遍认为是超精密加工最为理想的刀具。在超精密加工中,刀具的几何形状、振动、刀具的磨损、机床的几何运动精度和工件材料的变形等因素对超精密车削表面粗糙度具有显著的影响。
图1理想状态下形成的表面微观形貌
表面粗糙度符号
表面粗糙度符号、代号 1. 图样上所标注的表面粗糙度符号、代号是该表面完工后的要求。 2. 表面粗糙度的画法。 3. 有关表面粗糙度的各项规定应按功能要求给定。若仅需要加工(采用去除材 料的方法或不去除材料的方法)但对表面粗糙度的其他规定没有要求时,允许只注表面粗糙度符号。 4. 表面粗糙度参数和各项规定注写的位置。 a1、a2 —— 粗糙度高度参数的允许值(μm ); b —— 加工方法、镀涂或其他表面处理; c —— 取样长度(mm ); d —— 加工纹理方向符号; e —— 加工余量(mm ); f —— 粗糙度间距参数值(mm )或轮廓支撑长度率 5. 图样上表示零件表面粗糙度的符号。 b
6.当允许在表面粗糙度参数的所有实测值中超过规定值的个数少于总数的 16%时,应在图样上标注表面粗糙度参数的上限值或下限值。 7.当要求在表面粗糙度参数的所有实测值中不得超过规定值时,应在图样上 标注表面粗糙度参数的最大值或最小值。 8.表面粗糙度高度参数轮廓算术平均偏差R a值的标注见下表,R a在代号中用 数值表示(单位为微米μm),参数值前可不标注参数代号。
9.表面粗糙度高度参数轮廓微观不平度十点高度R z、轮廓最大高度R y值(单位 为微米μm)的标注见下表,前需标注出相应的参数代号。 10.取样长度应标注在符号长边的横线下面,见图1。 图1 若按GB 10610—1989第6.1条中表1、表2的有关规定选用对应的取样长度时,在图样上可省略标注。 11.若需要标注表面粗糙度间距参数轮廓的单峰平均间距S值、轮廓微观不平 度的平均间距S m值或轮廓支承长度率tp时,应注在符号长边的横线下面,
各种材料摩擦系数表分析
各种材料摩擦系数表 摩擦系数是指两表面间的摩擦力和作用在其一表面上的垂直力之比值。它是和表面的粗糙度有关,而和接触面积的大小无关。依运动的性质,它可分为动摩擦系数和静摩擦系数。现综合具体各种材料摩擦系数表格如下。
注:表中摩擦系数是试验值,只能作近似参考
固体润滑材料 固体润滑材料是利用固体粉末、薄膜或某些整体材料来减少两承载表面间的摩擦磨损作用的材料。在固体润滑过程中,固体润滑材料和周围介质要与摩擦表面发生物理、化学反应生成固体润滑膜,降低摩擦磨损。 中文名 固体润滑材料 采用材料 固体粉末、薄膜等 作用 减少摩擦磨损 使用物件 齿轮、轴承等 目录 1.1基本性能 2.2使用方法 3.3常用材料 基本性能 1)与摩擦表面能牢固地附着,有保护表面功能固体润滑剂应具有良好的 成膜能力,能与摩擦表面形成牢固的化学吸附膜或物理吸附膜,在表面附着,防止相对运动表面之间产生严重的熔焊或金属的相互转移。 2)抗剪强度较低固体润滑剂具有较低的抗剪强度,这样才能使摩擦副的 摩擦系数小,功率损耗低,温度上升小。而且其抗剪强度应在宽温度范围内不发生变化,使其应用领域较广。 3)稳定性好,包括物理热稳定,化学热稳定和时效稳定,不产生腐蚀及 其他有害的作用物理热稳定是指在没有活性物质参与下,温度改变不会引起相变或晶格的各种变化,因此不致于引起抗剪强度的变化,导致固体的摩擦性能改变。 化学热稳定是指在各种活性介质中温度的变化不会引起强烈的化学反应。要求固体润滑剂物理和化学热稳定,是考虑到高温、超低温以及在化学介质中使用时性能不会发生太大变化,而时效稳定是指要求固体润滑剂长期放置不变质,以便长期使用。此外还要求它对轴承和有关部件无腐蚀性、对人畜无毒害,不污染环境等。 4)要求固体润滑剂有较高的承载能力因为固体润滑剂往往应用于严酷 工况与环境条件如低速高负荷下使用,所以要求它具有较高的承载能力,又要容易剪切。 使用方法 1)作成整体零件使用某些工程塑料如聚四氟乙烯、聚缩醛、聚甲醛、聚 碳酸脂、聚酰胺、聚砜、聚酰亚胺、氯化聚醚、聚苯硫醚和聚对苯二甲酸酯等的摩擦系数较低,成形加工性和化学稳定性好,电绝缘性优良,抗冲击能力强,可以制成整体零部件,若采用环璃纤维、金属纤维、石墨纤维、硼纤维等对这些塑料增强,综合性能更好,使用得较多的有齿轮、轴承、导轨、凸轮、滚动轴承保持架等。
表面粗糙度的概念和表面粗糙度符号
表面粗糙度的概念和表面粗糙度符号 已有 2082 次阅读2008-10-24 10:43 1.表面粗糙度的基本概念 经过机械加工的零件表面,总会出现一些宏观和微观上几何形状误差,零件表面上的微观几何形状误差,是由零件表面上一系列微小间距的峰谷所形成的,这些微小峰谷高低起伏的程度就叫零件的表面粗糙度。 表面粗糙度是衡量零件表面加工精度的一项重要指标,零件表面粗糙度的高低将影响到两配合零件有接触表面的摩擦、运动面的磨损、贴合面的密封、配面的工作精度、旋转件的疲劳强度、零件的美观等等,甚至对零件表面的抗腐蚀性都有影响。 在工程中,评定表面粗糙度的高度参数,有轮廓算术平均偏差(R),微观不平度十轮廓算术平均偏差的 图1轮廓算术平均偏差 定义是:在取样长度L(用上判别具有表面粗糙度特征的一段基准线长度)内,轮廓偏距绝对值的算术平均值即为Ra,如图1所示。在图中,x轴为基准线,轮廓线上的各点到基准线之间的偏距为Y1,Y2,…Yp…Yn,Rs只为轮廓算术平均偏差值,则其数学表达式为 式中 n 测点数;Yi 峰谷任一测点到基准的偏距。 Rs的值越大,表面就越粗糙。 轮廓算术平均偏差Rs的数值见表1设计时应优先选用表中的第一系列值。
在图纸上规定表面粗糙度要求时,还必须给出测定粗糙度的取样长度,必要时还可以叙定其它附加条件和要求。但是,若测量R时的取样长度按表2的对应值选取时。在图样上L值可省略不标。 2.表面粗糙度的符号、代号 在图件上对零件表问质量的要求,用表面粗糙度符号、代号表示。国家标准(GB131-93)规定了表面粗糙度的符号、代号及其注法。同时指出,图样上所标注的粗糙度符号、代号是指该表面加工后的要求。 (l)表面粗糙度的符号。 图样上表示表面粗糙度的符号,如表3所示。
表面粗糙度定义与检测
第五章表面粗糙度及其检测 学时:4 课次:2 目的要求: 1.了解表面粗糙度的实质及对零件使用性能的影响。 2.掌握表面粗糙度的评定参数(重点是轮廓的幅度参数)的含义及应用场合。 3.掌握表面粗糙度的标注方法。 4.初步掌握表面粗糙度的选用方法。 5.了解表面粗糙度的测量方法的原理。 重点内容: 1.表面粗糙度的定义及对零件使用性能的影响。 2.表面粗糙度的评定参数(重点是轮廓的幅度参数)的含义及应用场合。 3.表面粗糙度的标注方法。 4.表面粗糙度的选用方法。 5.表面粗糙度的测量方法 难点内容: 表面粗糙度的选用方法。 教学方法:讲+实验 教学内容:(祥见教案) 一、基本概念 1.零件表面的几何形状误差分为三类: (1)表面粗糙度:零件表面峰谷波距<1mm。属微观误差。 (2)表面波纹度:零件表面峰谷波距在1~10mm。 (3)形状公差:零件表面峰谷波距>10mm。属宏观误差。 图5-1 零件的截面轮廓形状 2.表面粗糙度对零件质量的影响: (1)影响零件的耐磨性、强度和抗腐蚀性等。 (2)影响零件的配合稳定性。 (3)影响零件的接触刚度、密封性、产品外观及表面反射能力等。 二.表面粗糙度的基本术语
1、取样长度lr : 取样长度是在测量表面粗糙度时所取的一段与轮廓总的走向一致的长度。 规定:取样长度范围内至少包含五个以上的轮廓峰和谷如图5-2所示。 图5-2 取样长度、评定长度和轮廓中线 1.评定长度ln : 评定长度是指评定表面粗糙度所需的一段长度。 规定:国家标准推荐ln = 5lr ,对均匀性好的表面,可选ln > 5lr, 对均匀性较差的表面,可选ln < 5lr 。 2.中线: 中线是指用以评定表面粗糙度参数的一条基准线。有以列两种: (1)轮廓的最小二乘中线 在取样长度内,使轮廓线上各点的纵坐标值Z (x )的平方和 为最小,如图5-2 a 所示。 (2)轮廓的算术平均中线 在取样长度内,将实际轮廓划分为上下两部分,且使上下面 积相等的直线。如图5-2 b 所示。 三.表面粗糙度的评定参数 国家标准GB/T3505—2000规定的评定表面粗糙度的参数有:幅度参数2个,间距参数1个,曲线和相关参数1个,其中幅度参数是主要的。 1、轮廓的幅度参数 (1) 轮廓的算术平均偏差Ra 在一个取样长度内,纵坐标Z (x )绝对值的算术平均值,如图5-3a 所示。 Ra 的数学表达式为: Ra = lr 1 lr x Z 0)(dx 测得的Ra 值越大,则表面越粗糙。一般用电动轮廓仪进行测量。
各种材料摩擦系数表
各种材料摩擦系数表文件管理序列号:[K8UY-K9IO69-O6M243-OL889-F88688]
各种材料摩擦系数表 摩擦系数是指两表面间的和作用在其一表面上的垂直力之比值。它是和表面的粗糙度有关,而和接触面积的大小无关。依运动的性质,它可分为动摩擦系数和静摩擦系数。现综合具体各种材料摩擦系数表格如下。
注:表中摩擦系数是试验值,只能作近似参考 固体润滑材料 固体润滑材料是利用固体粉末、薄膜或某些整体材料来减少两承载表面间的摩擦磨损作用的材料。在固体润滑过程中,固体润滑材料和周围介质要与摩擦表面发生、反应生成固体润滑膜,降低摩擦磨损。 中文名 固体润滑材料 采用材料 固体粉末、薄膜等 作????用 减少摩擦磨损 使用物件 齿轮、轴承等 目录 1.1?
2.2? 3.3? 基本性能 1)与摩擦表面能牢固地附着,有保护表面功能固体润滑剂应具有良 好的成膜能力,能与摩擦表面形成牢固的化学吸附膜或物理吸附膜,在表面附着,防止相对运动表面之间产生严重的熔焊或金属的相互转移。 2)抗剪强度较低固体润滑剂具有较低的抗剪强度,这样才能使摩擦 副的摩擦系数小,功率损耗低,温度上升小。而且其抗剪强度应在宽温度范围内不发生变化,使其应用领域较广。 3)稳定性好,包括物理热稳定,化学热稳定和时效稳定,不产生腐 蚀及其他有害的作用物理热稳定是指在没有活性物质参与下,温度改变不会引起相变或晶格的各种变化,因此不致于引起抗剪强度的变化,导致固体的摩擦性能改变。 化学热稳定是指在各种活性介质中温度的变化不会引起强烈的化学反应。要求固体润滑剂物理和化学热稳定,是考虑到高温、超低温以及在化学介质中使用时性能不会发生太大变化,而时效稳定是指要求固体润滑剂长期放置不变质,以便长期使用。此外还要求它对轴承和有关部件无腐蚀性、对人畜无毒害,不污染环境等。 4)要求固体润滑剂有较高的承载能力因为固体润滑剂往往应用于严 酷工况与环境条件如低速高负荷下使用,所以要求它具有较高的承载能力,又要容易剪切。
表面粗糙度符号及意义 (3)
表面粗糙度符号及意义表面粗糙度高度参数的标注 符号意义及说明 R a R z、R y 代号意义代号意义 基本符号,表示表面可用任何方法获得。当不加注粗糙度参数值或有关说明(例如:表面处理、局部热处理状况等)时,仅适用于简化代号标注 用任何方法获得 的表面粗糙度,R a 的上限值为3.2μm 用任何方法获 得的表面粗糙 度,R y的上限值为 3.2μm 用去除材料方法 获得的表面粗糙 度,R a的上限值为 3.2μm 用不去除材料 方法获得的表面 粗糙度,R z的上限 值为200μm 基本符号加一短划,表示表面是用去 除材料的方法获得。例如:车、铣、钻、磨、剪、切、抛光、腐蚀、电火花加工、气剖等 用不去除材料方 法获得的表面粗糙 度,R a的上限值为 3.2μm 用去除材料方 法获得的表面粗 糙度,R z的上限值 为3.2μm,下限值 为1.6μm 基本符号加一小圆,表示表面是用不 去除材料的方法获得。例如:铸、锻、冲压变形、热轧、冷轧、粉末冶金等。或者是用于保持原供应状况的表面(包括保持上道工序的状况) 用去除材料方法 获得的表面粗糖 度,R a的上限值为 3.2μm,R a的下限 值为1.6μm 用去除材料方 法获得的表面粗 糙度,R a的上限值 为3.2μm,R y的上 限值为12.5μm 用任何方法获得 的表面粗糙度,R a 的最大值为3.2μm 用任何方法获 得的表面粗糙度, R y的最大值为3.2 μm 在上述三个符号的长边上均可加一 横线,用于标注有关参数和说明 用去除材料方法 获得的表面粗糙 度,R a的最大值为 3.2μm 用不去除材料 方法获得的表面 粗糙度,R y的最大 值为200μm 用不去除材料方 法获得的表面粗糙 度,R a的最大值为 3.2μm 用去除材料方 法获得的表面粗 糖度,R z的最大值 为3.2μm,最小值 为1.6μm 在上述三个符号上均可加一小圆,表 示所有表面具有相同的表面粗糙度要求 用去除材料方法 获得的表面粗糙 度,R a的最大值为 3.2μm,R a的最小 值为1.6μm 用去除材料方 法获得的表面粗 糙度,R a的最大值 为3.2μm,R y的最 大值为12.5μm
表面粗糙度测量系统
. 精密仪器专业课程设计说明书 姓名: 学号:U200910840 班级:测控0903班 指导老师: 2013年3月22日
目录 一、需求分析 (2) 1、设计题目 (2) 2、粗糙度定义 (2) 3、系统性能要求 (2) 二、设计方案及原理 (4) 1、系统原理 (4) 2、系统分析 (5) 3、系统说明 (5) 三、传感器选型 (6) 四、系统工作台设计 (7) 1、导轨及支承结构选型 (7) 2、传动机构选型 (9) 3、电机选型 (11) 4、光栅尺选型 (13) 5、限位开关选型 (14) 6、工作台精度分析 (15)
五、信号处理电路设计 (17) 1、正弦波发生 器 (17) 2、信号跟随及反相电 路 (19) 3、比较器电路 (19) 4、信号输入及带通滤波电路 (20) 5、相敏检波电路 (21) 6、低通滤波电路 (22) 7、工频陷波电路 (22) 六、设计不足及可扩展之处 (24) 七、总结 (26) 附录参考文献 (27) 一、需求分析 1、设计题目 二维表面粗糙度自动测量系统 2、粗糙度定义
表面粗糙度是指加工表面上具有的较小间距和峰谷所组成的微观几何形状特性,一般是由所采用的加工方法或其它外部因素造成,它是评定机械零件表面质量的重要指标之一。根据定义,非切削加方法所获得的表面微观几何形状特性属于表面粗糙度的范畴,但是,零件表面的物理特性(如表面应力、硬度、光亮程度、颜色及斑纹等)和表面缺陷(如硬伤、划伤、裂纹、毛刺、砂眼及鼓包等)则不属于表面粗糙度的范畴。零件表面粗糙度的形成,首先要受加工方法的影响。这是因为零件表面的粗糙度,主要来自金属被加工时切削工具的切削刀刃在其上留下的切削痕迹。不同的加工方法、机床的精度、振动及调整状况、工件的装夹、塑性变形和刀具与工件之间的摩擦、操作技术以及加工环境的温度、振动等主要因素,都会不同程度地直接影响零件加工表面的粗糙度。 综上所述,切削加工方法不同,所得的零件加工表面粗糙度也不同。由于表面粗糙度是在切削加工过程中上述诸种因素共同作用的结果,而且这些因素的作用过程是极其复杂和不断变化的,因此,即使采用一种加工方法,在同样的切削条件下,加工出同一批零件,甚至同一零件的同一表面上的不同部位,所得的表面粗糙度也不尽相同。 3、系统性能要求 1>工作台运行范围25mm; 2>运行速度:最大达1mm/s; 3>工作台定位分辨率<0.002mm; 4>垂直分辨率:+-0.01um;
粗糙度 符 及其表示方法
表面粗糙度符号、代号及其注法 本标准等效采用国际标准ISO1302—1992《技术制图——标注表面特征的方法》。 1主题内容与适用范围 本标准规定了零件表面粗糙度符号、代号及其在图样上的注法。 本标准适用于机电产品图样及有关技术文件。其他图样和技术文件也可参照采用。 2引用标准 GB1031表面粗糙度参数及其数值 GB/T13911金属镀覆和化学处理表示方法 GB3505表面粗糙度术语表面及其参数 GB4054涂料涂覆标记 GB10610触针式仪器测量表面粗糙度的规则和方法 GB12472木制件表面粗糙度参数及其数值 3表面粗糙度符号、代号 3.1图样上所标注的表面粗糙度符号、代号是该表面完工后的要求。 3.2有关表面粗糙度的各项规定应按功能要求给定。若仅需要加工(采用去除材料的方法 或不去除材料的方法)但对表面粗糙度的其他规定没有要求时,允许只注表面粗糙度符号。 3.3图样上表示零件表面粗糙度的符号见表1。 表1 符号意义及说明 基本符号,表示表面可用任何方法获得。当不加注粗糙度参数值或有关 说明(例如:表面处理、局部热处理状况等)时,仅适用于简化代号标注 基本符号加一短划,表示表面是用去除材料的方法获得。例如:车、铣、 钻、磨、剪切、抛光、腐蚀、电火花加工、气割等 基本符号加一小圆,表示表面是用不去除材料的方法获得。例如:铸、 锻、冲压变形、热轧、冷轧、粉末冶金等。 或者是用于保持原供应状况的表面(包括保持上道工序的状况) 在上述三个符号的长边上均可加一横线,用于标注有关参数和说明 在上述三个符号上均可加一小圆,表示所有表面具有相同的表面粗糙度 要求 3.4当允许在表面粗糙度参数的所有实测值中超过规定值的个数少于总数的16%时,应 在图样上标注表面粗糙度参数的上限值或下限值。 当要求在表面粗糙度参数的所有实测值中不得超过规定值时,应在图样上标注表面 粗糙度参数的最大值或最小值。 3.5表面粗糙度高度参数轮廓算术平均偏差R a值的标注见表2,R a在代号中用数值表示(单位为微米),参数值前可不标注参数代号。 表2
实验三表面粗糙度测量
实验三 表面粗糙度测量 实验3—1 用双管显微镜测量表面粗糙度 一、实验目的 1. 了解用双管显微镜测量表面粗糙度的原理和方法。 2. 加深对粗糙度评定参数轮廓最大高度Rz 的理解。 二、实验内容 用双管显微镜测量表面粗糙度的Rz 值。 三、测量原理及计量器具说明 参看图1,轮廓最大高度Rz 是指在取样长度lr 内,在一个取样长度范围内,最大轮廓峰高Rp 与最大轮廓谷深Rv 之和称之为轮廓最大高度 。 即 Rz = Rp + Rv 图1 图2 双管显微镜能测量80~1μm 的粗糙度,用参数Rz 来评定。 双管显微镜的外形如图2所示。它由底座1、工作台2、观察光管3、投射光管11、支臂7和立柱8等几部分组成。 双管显微镜是利用光切原理来测量表面粗糙度的,如图3所示。被测表面为P 1、P 2阶梯表面,当一平行光束从450方向投射到阶梯表面上时,就被折成S 1和S 2两段。从垂直于 光束的方向上就可在显微镜内看到S 1和S 2两段光带的放大象1 S '和2S '。同样,S 1和S 2之间距离h 也被放大为1S '和2S '之间的距离1h '。通过测量和计算,可求得被测表面的不平度高度 h 。 图4为双管显微镜的光学系统图。由光源1发出的光,经聚光镜2、狭缝3、物镜4以 450方向投射到被测工件表面上。调整仪器使反射光束进入与投射光管垂直的观察光管内,经物镜5成象在目镜分划板上,通过目镜可观察到凹凸不平的光带(图5 b )。光带边缘即工件表面上被照亮了的h 1的放大轮廓象为h 1′,测量亮带边缘的宽度h 1′,可求出被测表面的不平度高度h 1: Z p 2 lr Z v 6 Z v 5 Z p 6 Z p 5 Z p 4 Z p 3 Z v 4 Z v 3 Z p 1 R z 中线 Z v 1 Z v 2
表面粗糙度符号及数值说明[1]
表面粗糙度符号及其标注说明 粗糙度是衡量零件表面粗糙程度的参数,它反映的是零件表面微观的几何形状误差,必须借助放大镜等进行测量。它是由于零件加工过程中刀具与加工表面之间的摩擦、挤压以及加工时的高频振动等方面的原因造成的。表面粗糙度对零件的工作精度、耐磨性、密封性、耐蚀性以及零件之间的配合都有着直接的影响。 粗糙度的评定常用轮廓算术平均偏差Ra、轮廓最大高度Ry、微观不平度十点高度Rz三个参数表示。数值越小,零件的表面越光滑,数值越大零件的表面越粗糙。 1、轮廓算术平均偏差Ra 取样长度:取样长度是指具有粗糙度几何特征的一段长度,在取样长度内应该具有几个波峰和波谷。测量时可选5倍的取样长度作为测量长度进行测量。 Ra是指在取样长度内,轮廓偏距绝对值的算术平均值,可以表示为:
关于表面粗糙度的数值和表面特征、获得方法、应用举例请参见下表。 从上图中也可以看出,粗糙度参数的数值.基本上成倍数的关系。标注时应当选用这些数值,不能选用其他的数值。 2、轮廓最大高度Ry 3、轮廓不平度十点高度Rz
标注 2.1代号及意义 粗糙度代号可以分为:符号,粗糙度项目及数值。 常用标注参数是Ra, 标注Ra时Ra可以省略,标注Rz和Ry时,在粗糙度数值前加对应的符号Rz和Ry。 2.2 标注原则 1)、在同一图样上每一表面只注一次粗糙度代号,且应注在可见轮廓线、尺寸界线、引出线或它们的延长线上,并尽可能靠近有关尺寸线。 2)、当零件的大部分表面具有相同的粗糙度要求时,对其中使用最多的一种,代(符)号,可统一注在图纸的右上角。并加注“其余”二字。 3)、在不同方向的表面上标注时,代号中的数字及符号的方向必须下图的规
表面粗糙度及表面粗糙度的标注方法
一.表面粗糙度的符号 注意:极限值表示参数的实测值中允许少于总数的16%的实测值超过规定值,高度参数常用Ra,在图中标注时常省略。无max min则表示是上极限或下极限,如果有则表示最大值和最小值,单位为微米 基本符号,表示可使用任何方法获得 基本符号加一短划,表示表面用去除材料的方法获得 表示用不去除材料方法获得(铸锻冲压等) 表示所有表面具有相同的表面粗糙度要求 二.表面粗糙度的代号 1. d' =h/10;H=1.4h;h为字体高度 a1、a2--粗糙度高度参数的允许值(mm); b加工方法、镀涂或其他表面处理; c取样长度(mm); d加工纹理方向符号; e加工余量(mm); f粗糙度间距参数值(mm)或轮廊支承长度率。 2.零件的加工表面的粗糙度要求由指定的加工方法获得,用文字标注在符号上边的横线,加工方法也可在图样的技术要求中说明 3.加工纹理方向: = 纹理平行于标注符号的视图的投影面 ⊥纹理垂直于标注符号的视图的投影面 x 纹理呈两相交的方向 M 纹理呈多方向 c 纹理呈近似同心圆 R 纹理呈近似的放射状 p 纹理无方向或凸起的细粒状 4.加工余量:注在符号的左侧,标注时数值要加上括号,单位为毫米 5.参数S Sm Tp l的标注,应标注在符号长边的横线下面,并且必须在参数值前注写参数的符号 三。表面粗糙度符号、代号在图样上的标注 一般标注在可见轮廓线、尺寸界线、引出线或它们的延长线上,符号的尖端必须从材料外指向表面,代号中数字及符号的注写方向必须与尺寸数字方向一致
标准规定在同一图样上,每一表面一般只标注一次。当零件的大部分表面具有相同的表面粗糙度要求时,对其中使用最多的一种代号可以统一注在图样的右上角,并加注“其余”两字当零件所有表面具有相同的表面粗糙度要求时,其代号可在图样的右上角统一标注序号标注规定及说明图例 1当零件的大部分表面具有相同的表由粗糙度要求时,对其中使用最多的一种代(符)号可统一注在图样的右上角,并加注‘其余”两字,且应是图样上其它代(符)号高度的1.4倍 2 代号中数字注写方向应与尺寸数字方向一致;倾斜表面的代号及数字标控方向应符合图右规定 3 带有横线的表面粗糙度应按右图方式标注
表面粗糙度的测量方法
表面粗糙度的测量方法 众所周知,表面粗糙度表征了机械零件表面的微观几何形状误差。对粗糙度的评定,主要分为定性和定量两种评定方法,所谓定性评定就是将待测表面和已知的表面粗糙度比较样块相互比较,通过目测或者借助于显微镜来判别其等级;而定量评定则是通过某些测量方法和相应的仪器,测出被测表面的粗糙度的主要参数,这些参数是Ra,Rq,Rz,Ry ; 他们代表的意义是:Ra 是轮廓的算术平均偏差,即在取样长度内被测轮廓偏距绝对值之和的算术平均值。 Rq 是轮廓的均方根偏差:在取样长度内轮廓偏距的均方根值。 Rz 是微观不平度的10点高度:在取样长度内5个最大的轮廓峰高与5个最大的轮廓谷深的平均值之和。 Ry 是轮廓的最大高度:在取样长度内轮廓的峰顶线与轮廓谷底线中线的最大距离。 目前常用的表面粗糙度测量方法主要有样板比较法,光切法,干涉法,触针法等。 1. 比较法它是在工厂里常用的方法,用眼睛或放大镜,对被测表面与粗糙度样板比较,或用手摸靠感觉来判断表面粗糙度的情况;这种方法不够准确,凭经验因素较大,只能对粗糙度参数值较大情况,给个大概范围的判断。 2. 光切法它是利用光切原理来测量表面粗糙度的方法。在实验室中用光切显微镜或者双管显微镜就可实现测量,它的测量准确度较高,但它是与对Rz,Ry 以及较为规则的表面测量,不适用于对测量粗糙度较高的表面及不规则表面的测量。 3. 干涉法它是利用光学干涉原理测量表面粗糙度的一种方法。这种方法要找出干涉条纹,找出相邻干涉带距离和干涉带的弯曲高度,就可测出微观不平度的实际高度;这种方法调整仪器比较麻烦,不太方便,其准确度和光切显微镜差不多;
4. 触针法它是利用仪器的测针与被测表面相接触,并使测针沿其表面轻滑过测量表面粗糙度的测量方法。采用这种方法的仪器最广泛的就是电动轮廓仪,它的特点是:显示数值直观,可测量许多形状的被测表面,如轴类,孔类,锥体,球类,沟槽类工件,测量时间少,方便快捷。 它可分为便携式和台式电动轮廓仪,便携式仪器可在现场进行测量,携带方便;带记录仪的电动轮廓仪,可绘制出表面的轮廓曲线,带微机的轮廓仪可显示轮廓的形状情况,并有打印机打印出数据和表面的轮廓线,便于分析和比较。它的测量范围较大:Ra 值一般在0.02—50μm 。 这里我们对电动轮廓仪的原理和仪器常见的故障排除方法进行讨论; 电动轮廓仪的工作原理采用的是触针法。仪器利用驱动箱拖动电感传感器在工件表面上以一定的速度滑行,电感传感器触针随同被测表面轮廓的峰谷起伏,产生上下位移,这个线值位移量引起传感器内测量桥路两臂中电感量的变化,从而使得电桥输出与触针位移成比例的条幅信号,这个微弱的电信号经过电子装置放大整流后,成了代表工件截面轮廓的信号。 将它输入记录仪,就得到了截面轮廓的放大图;或者把信号通过适当的环节进行滤波和计算后,由电表直接读出Ra 参数评定的表面粗糙度的值。 电动轮廓仪由底座,驱动箱,传感器,控制器,放大器或电子装置,记录仪等附件组成。 使用电动轮廓仪测量前,要对仪器预热,对一般测量件,预热5分钟左右;对精密件,预热约20-30分钟。对于不同形状的工件表面,选用不同的测量附件,例如对平和外圆柱表面,采用基本传感器,控制器,V型块和合适的滑块,并选好合适的行程长度,截止转换开关位置等。对于阶梯表面的测量,选用凹坑传感器;滑块选用凹坑专用滑块;对于曲轴表面的测量,选用传感器和控制器是基本的;滑块用直角附件中的专用滑块;这里不一一列举了。 在掌握了它的测量方法的同时,对该仪器设备的维护也是非常重要的,对底座上的立柱位置,驱动箱,传感器,控制器,放大器电子装置的相关位置定期检查,对仪器出现的常见故障也能够排除;常见的故障如下:
摩擦系数及其计算
达芬奇1508年提出假设,摩擦系数一般为0.25 阿芒汤1699年,摩擦系数0.3 比尤里芬格1730年,摩擦系数0.3 库伦,十八世纪,确定压力对摩擦系数的影响,并求出几种材料配合的摩擦系数的不同数值。 俄国,科捷利尼科夫、彼得罗夫,十九世纪中叶,摩擦偶件的摩擦系数并非不变摩擦系数影响因素: 1材料本性及摩擦表面是否有膜(润滑油、氧化物、污垢) 2静止接触的延续时间 3施加载荷的速度 4摩擦组合件的刚度及弹性 5滑动速度 6摩擦组合件的温度状态 7压力 8物体的接触特性,表面尺寸,重叠系数 9表面质量及粗糙度 A Static Friction Model for Elastic—Plastic Contacting Rough Surfaces. 形状误差对过盈联接摩擦力的影响分析及其修正 摩擦分类: 1动摩擦力,对应于很大的、不可逆的相对位移,相对位移大小与外施力无关。2非全静摩擦力,对应于很小的、局部可逆的相对位移,位移大小与外施力成正比,称为初位移,微米级。 3全静摩擦力,对应于初位移的极限值,初位移转变成相对位移。 根据运动学特征划分 滑动摩擦、旋转摩擦(变相的滑动摩擦)、滚动摩擦 根据表面状态,是否润滑的特征 1纯净摩擦,无吸附膜、氧化物等 2干摩擦,表面间无润滑油、污垢等 3边界摩擦,表面被一层润滑油分开,润滑油极薄(<0.1微米) 4液体摩擦 5半干摩擦 6半液体摩擦 静摩擦系数,克服两物体的接触耦合、使之摆脱静止状态所耗费的最大切向力对应接触物体所受压力载荷的比率。 滑动摩擦系数,克服两物体相对移动的阻力(超出初位移的范围以外)所耗费的切向力对应接触物体所受压力载荷的比率。 滚动阻力系数,··· 库伦方程,采用的滚动摩擦系数 T——滚动摩擦力,r——圆柱体的半径,P——接触物体所受压力 接触面积、粗糙度、载荷的影响 由于固体表面的粗糙度及波纹度,使得两个固体表面总是在个别的点上发生接触。
表面粗糙度符号及意义
1、表面粗糙度符号及意义 符号 意义 表面粗糙度参数和各项规定注写的位置 基本符号,单独使用这符 号是没有意义的 α1、α2——粗糙度高度参数的允许值(μm ); b ——加工方法、镀涂或其他表面处理; c ——取样长度(mm ); d ——加工纹理方向符号; e ——加工余量(mm ); f ——粗糙度间距参数值(mm )或轮廊支承长度率 基本符号上加一短划,表示表面粗糙度是用去除材料方法获得。例如:车、铣、钻、磨、剪切、抛光、腐蚀、电火花加工等 基本符号加一小圆,表示表面粗糙度是用不去除材 料的方法获得。例如:铸、锻、冲压变形、热轧、冷 轧、粉末冶金等 或者是用于保持原供应状况的表面(包括保持上道工序的状况) 以上三个符号的长边可加一横线,用于标注参数;在长边与横线间可加一小 圆,表示所有表面具有相同的表面粗糙度要求。 2、表面粗糙度高度参数的标注 R a 值 R z ,R y 值 代号 意义 代号 意义 用任何方法获得的表面,R a 的最大允许值为3.2μm 用任何方法获得的表面,R Y 的最大允许值为3.2μm 用去除材料获得的表面, R a 的最大允许值为3.2μm 用不去除材料方法获得的表面,R z 的最大允许值为 200μm 用不去除材料获得的表面,R a 的最大允许值为 3.2μm 用去除材料方法获得的表面,R z 的最大允许值(R zmax )为3.2μm ,最小允许值(R zmin )为1.6μm 用去除材料方法获得的表面,R a 的最大允许值(R amax )为3.2μm ,最小的允许值 (R amin )为1.6μm 用去除材料方法获得的表面,R a 的最大允许值为3.2μm ,R Y 的最大允许值为 12.5μm 3、表面粗糙度符号的画法
摩擦系数及其计算
精心整理达芬奇1508年提出假设,摩擦系数一般为0.25 阿芒汤1699年,摩擦系数0.3 比尤里芬格1730年,摩擦系数0.3 库伦,十八世纪,确定压力对摩擦系数的影响,并求出几种材料配合的摩擦系数的不同数值。 俄国,科捷利尼科夫、彼得罗夫,十九世纪中叶,摩擦偶件的摩擦系数并非不变 摩擦系数影响因素: 1材料本性及摩擦表面是否有膜(润滑油、氧化物、污垢) 2静止接触的延续时间 3施加载荷的速度 4 5 6 7压力 8 9 1 2 3 1 2 3 4 5 6 滑动摩擦系数,克服两物体相对移动的阻力(超出初位移的范围以外)所耗费的切向力对应接触物体所受压力载荷的比率。 滚动阻力系数,··· 库伦方程,采用的滚动摩擦系数 T——滚动摩擦力,r——圆柱体的半径,P——接触物体所受压力 接触面积、粗糙度、载荷的影响 由于固体表面的粗糙度及波纹度,使得两个固体表面总是在个别的点上发生接触。 两个相互叠合的表面只是在其某些凸部发生接触,而这些凸部的总接触面积只占接触轮廓所限定的总表面面积的极小部分。随着压力增大,接触面积增大。凸部的直径几分之一微米至30~50微米(高度小于80微米)。
载荷增大,各点的直径增大,随后面积的增大主要是由于接触点数目的增多。 名义(几何)接触面积——由接触物体的外部尺寸描绘出来. 轮廓接触面积——由物体的体积压皱所形成的面积;真实面积即轮廓接触面上;轮廓接触面积与压力载荷有关。 真实(物理)接触面积——物体接触的真实微小面积总和,也是压力载荷的函数,并且在名义面积尺寸的1/100000至1/10的范围内变化,由接触表面的机械性能及粗糙度而定。 接触点的总数目及每一个接触点的尺寸随着载荷的增大而增大,但当载荷继续增大时,接触面积的增大主要是依靠接触点的数目的增加,尺寸几乎不再变化。 对于粗糙表面来说,需要耗费更大的力,使凸部变形,从而获得一定的接触面积;光滑表面,凸部变形不大时,就能获得很大的接触面积(试验知,光滑表面的接触点上的应力约为材料硬度的一半,粗糙表面的接触点应力为硬度的2-3倍)。 L a =δ=若认为第三个量度中所有凸部具有相同的截面轮廓,则lb S ?=,b ——被研究表面的宽度。但若凸部具有球形,则单个接触面积相应的等于2l π?。若认为接触点具有相同的半径,则2S r n ?π=。 为得出真实面积,除总宽度外,必须有个别点的半径方面的数据, 在第一种和第二种情况下,真实接触面积与互相接近程度成正比。 令()S x ??=,当0x =,()P x S ?=;当x h =,()0x ?=。 S P ——轮廓投影图的基础面积,称为计算接触面积,但x ——棒的高度,相对于经过最短的棒 的零位截面而言的。 令棒上的单位载荷q 为绝度压缩(x-a )的函数,即
各种材料摩擦系数表
各种材料摩擦系数表
各种材料摩擦系数表 摩擦系数是指两表面间的摩擦力和作用在其一表面上的垂直力之比值。它是和表面的粗糙度有关,而和接触面积的大小无关。依运动的性质,它可分为动摩擦系数和静摩擦系数。现综合具体各种材料摩擦系数表格如下。
注:表中摩擦系数是试验值,只能作近似参考 固体润滑材料 固体润滑材料是利用固体粉末、薄膜或某些整体材料来减少两承载表面间的摩擦磨损作用的材料。在固体润滑过程中,固体润滑材料和周围介质要与摩擦表面发生物理、化学反应生成固体润滑膜,降低摩擦磨损。中文名 固体润滑材料 米用材料 固体粉末、薄膜等 作用 减少摩擦磨损 使用物件 齿轮、轴承等 目录 1.1基本性能 2.2使用方法 3.3常用材料 基本性能 1)与摩擦表面能牢固地附着,有保护表面功能固体润滑剂应具有良好的成膜能力,能与摩擦表面形成牢固的化学吸附膜或物理吸附膜,在表面附 着,防止相对运动表面之间产生严重的熔焊或金属的相互转移。 2)抗剪强度较低固体润滑剂具有较低的抗剪强度,这样才能使摩擦副的 摩擦系数小,功率损耗低,温度上升小。而且其抗剪强度应在宽温度范围内不发生变化,使其应用领域较广。 3)稳定性好,包括物理热稳定,化学热稳定和时效稳定,不产生腐蚀及其他有害的作用物理热稳定是指在没有活性物质参与下,温度改变不会引起相变或晶格的各种变化,因此不致于引起抗剪强度的变化,导致固体的摩擦性能改变。 化学热稳定是指在各种活性介质中温度的变化不会引起强烈的化学反应。要求固体润滑剂物理和化学热稳定,是考虑到高温、超低温以及在化学介质中使用时性能不会发生太大变化,而时效稳定是指要求固体润滑剂长期放置不变质,以便长期使用。此外还要求它对轴承和有关部件无腐蚀性、对人畜无毒害,不污染环境等。 4)要求固体润滑剂有较高的承载能力因为固体润滑剂往往应用于严酷工况与环境条件如低速高负荷下使用,所以要求它具有较高的承载能力,又要容易剪切。使用方法 1)作成整体零件使用某些工程塑料如聚四氟乙烯、聚缩醛、聚甲醛、聚碳酸脂、聚酰胺、聚砜、聚酰亚胺、氯化聚醚、聚苯硫醚和聚对苯二甲酸酯等的摩擦系数较低,成形加工性和化学稳定性好,电绝缘性优良,抗冲击能力强,可以制成整体零部件,若采用环璃纤维、金属纤维、石墨纤维、硼纤维等对这些塑料增强,综合性能更好,使用得较多的有齿轮、轴承、导轨、凸轮、滚动轴承保持架等。 2)作成各种覆盖膜来使用通过物理方法将固体润滑剂施加到摩擦界面或表面,使之成为具有一定自润滑性能的干膜,这是较常用的方法之一。成膜的方法很多,
机械制图表面粗糙度符号1
机械制图表面粗糙度符号、代号及其注法 浏览22742发布时间10/09/11表面粗糙度符号、代号及其注法 Mechanical drawings— Surface roughness symbols and methods of indicating 1993-11-09 批准1994-07-01 实施 国家质量技术监督局发布 本标准等效采用国际标准ISO 1302—1992《技术制图——标注表面特征的方法》。 1 主题内容与适用范围 本标准规定了零件表面粗糙度符号、代号及其在图样上的注法。 本标准适用于机电产品图样及有关技术文件。其他图样和技术文件也可参照采用。 2 引用标准 GB 1031 表面粗糙度参数及其数值 GB/T 13911 金属镀覆和化学处理表示方法 GB 3505 表面粗糙度术语表面及其参数 GB 4054 涂料涂覆标记 GB 10610 触针式仪器测量表面粗糙度的规则和方法 GB 12472 木制件表面粗糙度参数及其数值 3 表面粗糙度符号、代号 3.1图样上所标注的表面粗糙度符号、代号是该表面完工后的要求。 3.2有关表面粗糙度的各项规定应按功能要求给定。若仅需要加工(采用去除材料的方法或不去除材料的方法)但对表面粗糙度的其他规定没有要求时,允许只注表面粗糙度符号。 3.3图样上表示零件表面粗糙度的符号见表1。 表1 符号意义及说明 基本符号,表示表面可用任何方法获得。当不加注粗糙度参 数值或有关说明(例如:表面处理、局部热处理状况等)时,仅
适用于简化代号标注 基本符号加一短划,表示表面是用去除材料的方法获得。例如:车、铣、钻、磨、剪切、抛光、腐蚀、电火花加工、气割等 基本符号加一小圆,表示表面是用不去除材料的方法获得。例如:铸、锻、冲压变形、热轧、冷轧、粉末冶金等。 或者是用于保持原供应状况的表面(包括保持上道工序的状况) 在上述三个符号的长边上均可加一横线,用于标注有关参数和说明 在上述三个符号上均可加一小圆,表示所有表面具有相同的表面粗糙度要求
表面粗糙度测量方法
表面粗糙度测量方法 比较法将表面粗糙度比较样块,根据视觉和触觉与被测表面比较,判断被测表面粗糙度相当于那一数值,或测量其反射光强变化来评定表面粗糙度(见激光测长技术)。样块是一套具有平面或圆柱表面的金属块,表面经磨、车、镗、铣、刨等切削加工,电铸或其他铸造工艺等加工而具有不同的表面粗糙度。有 时可直接从工件中选出样品经过测量并评定合格后作为样块。利用样块根据视 觉和触觉评定表面粗糙度的方法虽然简便,但会受到主观因素影响,常不能得 出正确的表面粗糙度数值。触针法利用针尖曲率半径为 2 微米左右的金刚石触针沿被测表面缓慢滑行,金刚石触针的上下位移量由电学式长度传感器转换 为电信号,经放大、滤波、计算后由显示仪表指示出表面粗糙度数值,也可用 记录器记录被测截面轮廓曲线。一般将仅能显示表面粗糙度数值的测量工具称 为表面粗糙度测量仪,同时能记录表面轮廓曲线的称为表面粗糙度轮廓仪(简 称轮廓仪),这两种测量工具都有电子计算电路或电子计算机,它能自动计算 出轮廓算术平均偏差Rα,微观不平度十点高度RZ,轮廓最大高度Ry 和其他 多种评定参数,测量效率高,适用于测量Rα为0.025~6.3 微米的表面粗糙度。光切法光线通过狭缝后形成的光带投射到被测表面上,以它与被测表面的交线所形成的轮廓曲线来测量表面粗糙度。由光源射出的光经聚光镜、狭缝、物 镜1 后,以45°的倾斜角将狭缝投影到被测表面,形成被测表面的截面轮廓图形,然后通过物镜 2 将此图形放大后投射到分划板上。利用测微目镜和读数鼓轮,先读出h 值,计算后得到H 值。应用此法的表面粗糙度测量工具称为光切显微镜。它适用于测量RZ 和Ry 为0.8~100 微米的表面粗糙度,需要人工取点,测量效率低。干涉法利用光波干涉原理(见平晶、激光测长技术)将被测表面的形状误差以干涉条纹图形显示出来,并利用放大倍数高(可达500
表面粗糙度怎么测量 测量表面粗糙度的方法 详解
表面粗糙度怎么测量测量表面粗糙度的方法详 解 Standardization of sany group #QS8QHH-HHGX8Q8-GNHHJ8-HHMHGN#
表面粗糙度怎么测量_ 测量表面粗糙度的方法 内容来源网络,由深圳机械展收集整理! 表面粗糙度的检测,我们常用的有以下几中方法 1.显微镜比较法,; 将被测表面与表面粗糙度比较样块靠近在一起,用比较显微镜观察两者被放大的表面,以样块工作面上的粗糙度为标准,观察比较被测表面是否达到相应样块的表面粗糙度;从而判定被测表面粗糙度是否符合规定。此方法不能测出粗糙度参数值 2.光切显微镜测量法,Rz:~100; 光切显微镜(双管显微镜)是利用光切原理测量表面粗糙度的方法。从目镜观察表面粗糙度轮廓图像,用测微装置测量Rz值和Ry值。也可通过测量描绘出轮廓图像,再计算Ra值,因其方法较繁而不常用。必要时可将粗糙度轮廓图像拍照下来评定。光切显微镜适用于计量室 3.样块比较法,直接目测:;用放大镜:~; 以表面粗糙度比较样块工作面上的粗糙度为标准,用视觉法或触觉法与被测表面进行比较,以判定被测表面是否符合规定 用样块进行比较检验时,样块和被测表面的材质、加工方法应尽可能一致; 样块比较法简单易行,适合在生产现场使用 4.电动轮廓仪比较法,Ra:~;Rz:~25; 电动轮廓仪系触针式仪器。测量时仪器触针尖端在被测表面上垂直于加工纹理方向的截面上,做水平移动测量,从指示仪表直接得出一个测量行程Ra值。这是Ra值测量常
用的方法。或者用仪器的记录装置,描绘粗糙度轮廓曲线的放大图,再计算Ra或Rz 值。此类仪器适用在计量室。但便携式电动轮廓仪可在生产现场使用 5干涉显微镜测量法,Rz:.032~; 涉显微镜是利用光波干涉原理,以光波波长为基准来测量表面粗糙度的。被测表面有一定的粗糙度就呈现出凸凹不平的峰谷状干涉条纹,通过目镜观察、利用测微装置测量这些干涉条纹的数目和峰谷的弯曲程度,即可计算出表面粗糙度的Ra值。必要时还可将干涉条纹的峰谷拍照下来评定。干涉法适用于精密加工的表面粗糙度测量。适合在计量室使用 而在现场工作中,我们用的多的是:样块比较法和电动轮廓检测法,样块比较法要求对粗糙度的敏感要求比较高,有些老师傅还是可以做到的,毕竟是凭经验和感觉去比较的,而电动轮廓检测法是靠仪器测量,这样测量出来的准确度就大大提高了,所以说,我们建议用电动轮廓检测法. 用什么方法去检测 1.比较法:将被测表面和表面粗糙度样板直接进行比较,多用于车间,评定表面粗糙度值较大的工件。 2.光切法:是应用光切原理来测量表面粗糙度的一种测量方法。常用仪器——光切显微镜,(双管显微镜)。该仪器适用于车.铣.刨等加工方法获得的金属平面。或外圆表面。主要测量Rz值,测量范围为~60μm。 3、干涉法:是利用光波干涉原理测量表面粗糙度的一种测量方法。常用仪器是干涉显微镜。主要用于测量Rz值。测量范围为~μm。一般用于测量表面粗糙度要求高的表面。