渗滤液回喷控制及其对焚烧炉的影响 (3)

垃圾渗滤液回喷控制及其对焚烧炉的影响
[光大环保能源(济南)有限公司张海元]
一、渗滤液回喷技术
:1.1技术概述
渗滤液是一种高浓度、成分复杂、难降解的污水,其处理问题已成为全球环保行业的热门话题。对于垃圾焚烧发电厂来说,垃圾渗滤液的处理也一直是一个难题。
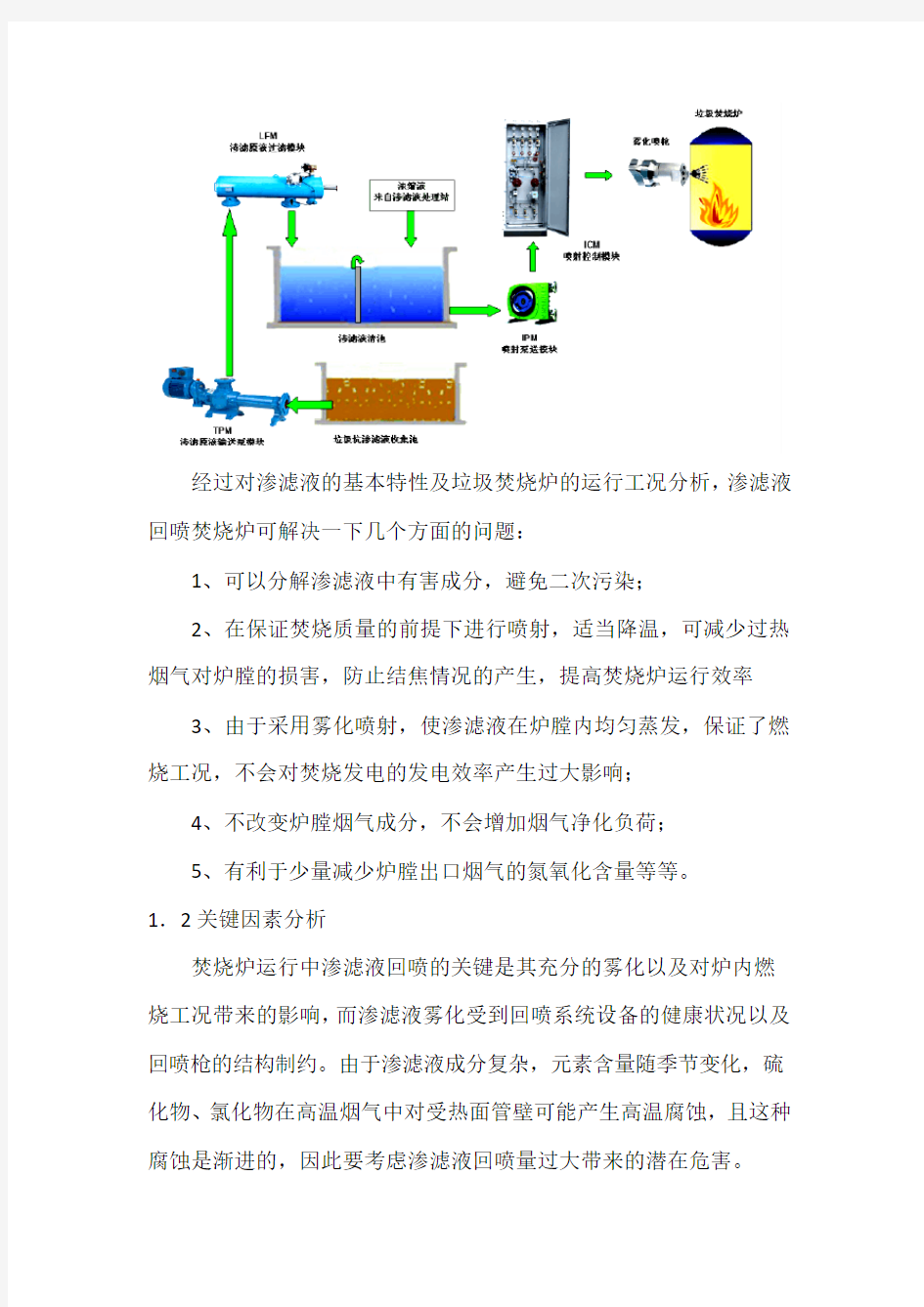
渗滤液回喷是将垃圾渗滤液经过收集、过滤后,由软管泵升压输送,经带雾化头的喷枪送入焚烧炉内进行高温氧化处理。渗滤液回喷系统主要有收集、过滤、升压、喷射四个过程。垃圾仓内的渗滤液在渗滤液收集池内收集沉淀,经渗滤液提升泵打入过滤器进行过滤,过滤后的渗滤液汇集到滤清池,再由渗滤液回喷泵升压,通过安装在焚烧炉上的喷枪喷入炉膛,经喷枪头气力雾化后与高温烟气混合燃烧,达到去除污染物的效果。
其流程示意见图1:
经过对渗滤液的基本特性及垃圾焚烧炉的运行工况分析,渗滤液回喷焚烧炉可解决一下几个方面的问题:
1、可以分解渗滤液中有害成分,避免二次污染;
2、在保证焚烧质量的前提下进行喷射,适当降温,可减少过热烟气对炉膛的损害,防止结焦情况的产生,提高焚烧炉运行效率
3、由于采用雾化喷射,使渗滤液在炉膛内均匀蒸发,保证了燃烧工况,不会对焚烧发电的发电效率产生过大影响;
4、不改变炉膛烟气成分,不会增加烟气净化负荷;
5、有利于少量减少炉膛出口烟气的氮氧化含量等等。
1.2关键因素分析
焚烧炉运行中渗滤液回喷的关键是其充分的雾化以及对炉内燃烧工况带来的影响,而渗滤液雾化受到回喷系统设备的健康状况以及回喷枪的结构制约。由于渗滤液成分复杂,元素含量随季节变化,硫化物、氯化物在高温烟气中对受热面管壁可能产生高温腐蚀,且这种腐蚀是渐进的,因此要考虑渗滤液回喷量过大带来的潜在危害。
1.2.1保证渗滤液的雾化效果
如果雾化效果不好,可能发生渗滤液不能完全被烟气带走,其部分会沿着炉墙流下来,会落到炉排垃圾上,使该区域垃圾不易燃烧,可能会导致炉排垃圾烧偏料的情况。如果流下来的渗滤液较多,落入炉排下的灰斗并粘在内壁上,会导致从炉排间隙落下来的细渣与渗滤液粘在一起,导致灰斗堵灰。如果情况严重,还会影响一次风的喷入甚至炉排的正常工作,危及垃圾燃烧。在回喷过程中,还要根据焚烧
炉的焚烧状况,炉温、烟气流量、一次风量等合理选择喷枪的雾化喷头。选择合适的喷射速度。
1.2.2保证回喷渗滤液的清洁
需保证预处理过程中回喷渗滤液的过滤质量,使杂质尽量少,避免由于渗滤液杂质过多导致喷枪堵塞,影响雾化效果;定期对喷枪进行检查清洗,保证喷枪正常工作。
1.2.3科学合理控制回喷量
确定渗滤液合理回喷量的主要依据是焚烧炉烟气温度的降低程度,如果焚烧炉低负荷运行、风量较小、炉内燃烧工况不佳,必须及时减少渗滤液回喷量,或停止回喷,保证环保指标达标排放。因此,研究烟气量、烟气温度与渗滤液回喷之间的关系,对科学、经济、合理进行回喷有非常的指导意义。
1.3、运行实践分析
济南能源公司,经过3年的运行摸索实践,自从渗滤液回喷装置启用以来,每天平均回喷渗滤液约100吨左右,缓解了渗滤液池液位高的状况,同时也给运行调整带来一些影响,主要有以下几方面: 1.3.1对烟道温度的影响
渗滤液回喷对于锅炉烟道温度的降低起到了很好的作用,渗滤液回喷量0.8---1.2T/H时,锅炉额定负荷42吨以上时,炉膛温度较回喷前下降30-40度左右,一烟道温度约降低3-5度左右。由于烟气温度下降,受热面热量传递减少,锅炉热负荷下降,为保证热负荷前提下适当增加机械负荷保证炉膛内有充分热量。高峰期时,锅炉负荷较高,
炉膛温度都达到1050度左右,为降低炉膛温度,适当增加渗滤液回喷量,可以较快地降低炉温,避免长期超温造成焚烧炉膛顶部及一烟道喉部结焦。
1.3.2、对料床的影响
在喷枪雾化不佳的情况下,容易造成焚烧炉的偏料,焚烧炉的工况发生变化,影响焚烧炉的燃烧。
雾化不佳时,部分渗滤液液体在重力作用下,克服烟气的上升携带力,直接落到料层上,吸收了部分垃圾干燥所需要的热量,导致垃圾干燥不均匀,进入燃烧段后的燃烧不稳定。
1.3.3、烟气含水量
烟气含水量增加,在环境温度低的时候,烟囱冒白汽现象严重,容易给周围群众造成误会。
从垃圾焚烧后灰烬的化学成分表可以看出,烟气中含有部分水蒸气,渗滤液回喷后,烟气中的水分比例增加,在环境温度的作用下,迅速凝结成水。
1.3.4运行调整的影响
自动状态下,渗滤液回喷启停只参考烟道温度,对锅炉负荷变化较快,烟道温度变化时,回喷装置因为有启停前的冲洗过程,停运较慢,使调整过程加长,且冲洗时回喷水量加大,会加剧炉膛内燃烧状况的恶化,导致负荷变化不能及时恢复,从而影响了锅炉负荷,降低了锅炉效率。为了维持负荷稳定近期调整加强人工干预,但加大了监盘力度。
1.3.5、渗滤液回喷后,过热器管壁的积灰量增加
渗滤液回喷后烟气湿度增加,细小的飞灰颗粒凝聚成核,在引风机的作用下进入烟道,通过过热器管壁时,容易附着在过热器管壁外,积灰过多,导致过热器的传热效果变差。
投入渗滤液回喷系统后,适当地增加锅炉过热器的吹灰次数,减少过热器的积灰量,可以有效保护锅炉的寿命和运行周期。
1.3.6、渗滤液回喷后,物资消耗增加
渗滤液属于高浓度污水,成分复杂,污染物浓度高、成分变化不稳定,含盐量高,可生化性差,会产生高浓度的氨氮,根据近两年渗滤回喷入炉后为保证烟气达标排放,物资消耗明显增加,氢氧化钙增加约3个百分点,氨水增加约1.5个百分点,活性碳相应增加,乙炔增加相应一倍。
1.3.7、渗滤回喷后,厂用电相应增加
渗滤液回喷需要压缩空气,四台炉的压缩空气量大概有600-700m3/h左右,如果要维持系统压缩空气正常,需要多运行一台空压机,根据实际计算采用渗滤液回喷造成的厂用电率要比不喷时增加大概0.3-0.4个百分点,厂用电增加明显。
二、渗滤液回喷对焚烧炉经济性影响分析
2.1渗滤液回喷造成的热损失
渗滤液向炉膛中回喷造成的热损失主要为渗滤液蒸发为水蒸汽
所吸收的热量,因此将垃圾焚烧至烟气进入烟气净化系统作为一个密闭系统,回喷的渗滤液为进料,水蒸气作为出料,所造成的热损失:
Q损=m渗C水(100-t渗)+m渗Q水+m渗C蒸(t烟-100)
式中:Q损为渗滤液回喷的热损失;m渗为渗滤液喷入量;t烟为烟气进入净化系统温度;t渗为渗滤液喷入的温度;C水为水的汽化潜热;C蒸为水蒸气的比热容。
根据济南能源公司的实际情况,渗滤液回喷温度取25℃,烟气温度取200℃,因此每回喷1吨渗滤液所造成的热损失为:Q损=3.03×106 KJ
2.2垃圾焚烧发电厂的机组效率分析
垃圾焚烧发电厂的机组效率η=η1η2η 3
式中:η1为垃圾化学能转化为烟气热能效率;η2为烟气热能转化为蒸汽热能效率;η3为蒸汽热能转化为电能的效率。
渗滤液回喷过程中造成的热损失全部源于炉膛内烟气热能,因此:η损=η2η3
式中:η损为渗滤液回喷造成的烟气热能损失效率。
根据济南公司运行数据测算,η1在10%左右,η3在18~25%。η2受焚烧炉处理能力影响较大,一般焚烧发电厂不低于80%,以此推算η损在14.4~20%之间。。
当炉膛温度维持在850℃~1000℃,计算η损为16%。
2.3渗滤液回喷的损益计算
渗滤液回喷的运行成本主要为回喷过程中造成的发电减少,其他消耗忽略不计。其发电降低计算如下:
P损=(Q损×η损)/(3.6×106)=134.7 KW?h
按照现行的垃圾发电电费标准上网电价0.65元(KW?h)计算,每回喷1吨渗滤液造成电量损失约87.6元。
济南能源公司渗滤液处理采用采用“调节池→预处理系统→UBF 反应池→脱气沉淀池→SBR反应池→SBR出水池→浸没式超滤系统→纳滤系统→反渗透”工艺路线,单位运行成本27~30元/吨,也就是采用渗滤液回喷处理方式处理渗滤液的单位运行成本增加60.6~57.6元/吨。
而渗滤液回喷可以雾状覆盖整个焚烧炉炉膛出口并与烟气充分
混合,使炉膛温度最大可降低35度以上,这就为有效控制炉膛温度提供了有效的手段。随着居民生活水平的提高,特别是沿海发达城市,垃圾热值在逐步提升,加剧了焚烧过程中炉内超温,渗滤液回喷可以减缓炉内结焦速度,甚至可以通过调整使已结的焦块脱落,从而延长锅炉的运行周期。
济南能源公司在这方面进行大胆的探索,根据近3年摸索投运,并取得了显著的成绩。今年我司#1炉在同行业中运行周期突破先例,连续运行时间达352天记录。
我厂每年大约从进入4月份开始投入渗滤液回喷系统,一直至10月底依据气温情况停止喷入。这期间每天喷入量大约在90—110吨左右,每月多处理了3000多吨,从而减轻渗滤处理能力。我们一般设定启动回喷时炉温大约在850度以上,而当夏季生产高峰期时,炉温不易控制,有时可以达到1050度以上,所以适当加大渗滤液喷入量,可以较快地降低炉温。避免长期超温造成焚烧炉膛顶部及一烟道喉部结焦。渗滤液回喷后烟气湿度增加,烟尘通过过热器管壁时,容易附着在过热器管壁外,积灰过多,导致过热器的传热效果变差,运行加强乙炔吹灰及振打装置启动次数,由一班一次增加为一班两次,定期检查振打装置的振打效果,每周专门对一级过热器处的受热面增加手动振打,效果明显,通过每天监督水平烟道差压及灰斗检查,未发现积灰现象。通过回喷降低炉膛温度,减少炉膛结焦程度,提高锅炉运行周期。本年#1炉出现两次掉焦分别在6月18日及12月4日,通过现场掉焦情况来看,焦块面积比较大,但不是很厚,最厚的大概40mm—50mm。锅炉热负荷波动能够使焦块自行掉落,在不严重影响负荷的情况下能够短时处理正常。
三、总结
1)渗滤液回喷可实现渗滤液的无害化彻底处理,同时可以减少高温烟气对炉膛的损害,提高焚烧炉运行效率,但也要考虑到盐
类对受热面管壁可能产生渐进的高温腐蚀,应合理控制渗滤液
的雾化效果、回喷质量、回喷流量等因素,整体考虑,根据焚
烧垃圾的热值、炉型等,统筹考虑。
2)渗滤液回喷产生的运行费用为渗滤液喷入炉膛蒸发所消耗热能造成的发电损失,但其也可有效减少因结焦导致的停炉时间,
提高锅炉的可靠性与经济性。
3)各公司应根据所焚烧垃圾的热值、垃圾费补贴、炉型、渗滤液产出量等,探索各自公司渗滤液回喷的数量,研究烟气量、烟
气温度与渗滤液回喷之间的关系,从而实现回喷的效益最大化。
垃圾焚烧厂渗滤液处理设备租赁
垃圾焚烧厂渗滤液处理设备租赁
产品介绍 将DTRO膜集成在可移动式集装箱内部,集装箱内部有保温层,并可以通过调节空调的温度来调节温度,与系统相关的管道、阀门、仪表、清洗系统、电控装置等部件均集成在机架上。 产品特点 租赁运营设备投资小、效率高、能耗低,同时操作简单,维护方便。 租赁运营设备处理量可根据用户需求来设计调整。 膜数量和产水量根据不同项目需求,会做出调整。 垃圾焚烧厂渗滤液处理设备租赁服务工程通过优化设计能够帮助企业节省投资、降低运行费用、减少单位能耗,以低成本,获取高价值。 应用领域 原设计量预估不足:建造设计之初预估量不足,导致现有设备处理能力不足以满足日常排放处理需要。 原设备系统性能不足:设备系统老化,坏损,性能衰减,垃圾填埋场存水量上升,渗滤液含量超标。 场地及区域大小限制:无空余的场地搭建水处理设备,空间大小有限。
垃圾焚烧厂渗滤液处理设备租赁服务工程管理方式 1、人事方面: 安排高素质、有经验的人员管理,安排员工培训,提高员工素质。 2、技术方面: 加强对自控系统的管理,加强对现场的巡视,保证处理设备高效、稳定的运行。 3、管理方面: 建立质量控制制度和质量管理制度,以及安全防护制度、轮班制度,保证完成垃圾渗滤液的既定任务和其他重要指标。 4、工艺性能方面: 采用碟管式反渗透双级DTRO系统设计,同时对出水水质、产水量等建立日常监测制度,加强对产水情况的管理。 5、维护与养护: 加强对设备的维护和巡视,使设备处于良好的状态下运行,加强对设备的安全管理。 莱特莱德公司专注于净水领域、物料浓缩分离、废水资源化处理领域,是集研发设计、设备制造、工程施工、运营维护为一体的环保解决方案供
垃圾焚烧厂渗滤液无害化处理系统
垃圾焚烧厂渗滤液无害化处理系统 发表时间:2019-09-11T16:02:53.453Z 来源:《基层建设》2019年第16期作者:雷蕾 [导读] 摘要:采用固液分离机+调节池+盘管式外循环高效厌氧系统+MBR膜生物反应系统(两级A/O生物脱氮+外置式管式膜)+深度膜处理系统(纳滤+反渗透)工艺处理垃圾渗滤液,处理后出水达到GB16889—2008《生活垃圾填埋场污染控制标准》中所规定水污染物的排放限值。 中国启源工程设计研究院有限公司西安 710000 摘要:采用固液分离机+调节池+盘管式外循环高效厌氧系统+MBR膜生物反应系统(两级A/O生物脱氮+外置式管式膜)+深度膜处理系统(纳滤+反渗透)工艺处理垃圾渗滤液,处理后出水达到GB16889—2008《生活垃圾填埋场污染控制标准》中所规定水污染物的排放限值。 关键词:渗滤液;超滤;反渗透 1、渗滤液主要来源 a)生活垃圾倒入垃圾仓内经堆压、发酵,渗滤液逐渐积聚至垃圾储坑底部; b)垃圾卸料平台冲洗污水及车间地面冲洗水; c)垃圾运输车冲洗污水。 2、渗滤液产生量的确定 垃圾渗滤液产生量主要受进厂垃圾的成分、水份和贮存天数的影响,其中厨余和果皮类垃圾含量是影响渗滤液质和量的主要因素。由于地域差异,国内各地垃圾的成分和含水率差别较大,一般垃圾含水率在20%~50%左右,过水垃圾甚至达到70%以上。 3、设计进出水水质 焚烧厂渗滤液的主要来源于垃圾储料,其主要特点是有机污染物CODcr、BOD5指标较高,氨氮较高等。处理后的出水达到《生活垃圾填埋场污染控制标准》(GB16889-2008)表二标准,垃圾焚烧厂产生的渗滤液主要污染物指标,见下表。 设计进出水水质单位:mg/L(pH除外) 4、垃圾渗滤液处理工艺综述 垃圾渗滤液的单独处理方法包括生物法、物理法、化学法以及组合处理方法。 (1)生物法 生物法分为好氧生物处理、厌氧生物处理以及二者的结合: 1)厌氧生物处理 厌氧生物处理最主要的是优点能耗少,操作简单,产生的剩余污泥量少,投资及运行费用低,且厌氧产生的沼气具有一定的回收利用价值。但厌氧处理出水中的COD浓度较高,且厌氧对氨氮无任何处理效果,不宜直接排放到河流或湖泊中,一般需要进行后续的好氧处理。 2)好氧生物处理 好氧工艺需要通过生物降解去除渗滤液中的有机污染物(COD)和氨氮,因此,一般采用较多的是生物脱氮能力较强的反硝化前置A/O,其主要原理为: 反硝化反应器设置在流程的前端,去除BOD、进行硝化反应的综合好氧反应器则设置在流程的后端;进行反硝化反应时,可以利用原废水中的有机物直接作为有机碳源,将从好氧反应器回流回来的含有硝酸盐的混合液中的硝酸盐,反硝化成为氮气;在反硝化反应器中,反硝化反应产生的碱度可以随出水进入好氧硝化反应器,补偿硝化反应过程中所需消耗碱度的一半左右;好氧的硝化反应器设置在流程的后端,也可以使反硝化过程中常常残留的有机物得以进一步去除。 因此,由于垃圾焚烧厂渗滤液有机污染物浓度高、且可生化性较好,适合采用厌氧-好氧组合工艺。 (2)物理法-膜技术 近年来,膜技术应用于垃圾渗滤液处理,取得了迅速的发展。包括超滤、纳滤和反渗透等,采用膜技术其优点是出水水质较好,可以达到较高的排放要求。 其中纳滤、反渗透大部分用于深度处理或水回用。 超滤(UF)筛分孔径为1nm-70μm,不截留渗滤液中所含盐份,用来将微生物菌体、沉淀物从污水中分离出来,设计将超滤与好氧生化相结合即采用超滤取代传统的二沉池,该结合即为膜生化反应器(MBR)。 (3)生物、物理结合法-MBR技术 MBR膜生化反应器技术采用超滤取代传统的二沉池,通过超滤膜的截留作用将微生物完全截留在生化系统中,实现水力停留时间和污泥龄的完全分离,使生化反应器内的污泥浓度从3~5g/L提高到10~30g/L,从而提高了反应器的容积负荷,使反应器容积减小,使污泥泥龄得到大幅延长,高浓度的微生物数量增加,这样使得废水中的氨氮能够完全硝化,提高了对有机污染物的去除。 (4)MBR工艺比选 1)外置式MBR 外置式MBR,即管式膜生物反应器中生物反应器与膜单元相对独立,通过混合液循环泵使得处理水通过膜组件后外排;其中的生物反应器与膜分离装置之间的相互干扰较小。目前在焚烧厂垃圾渗滤液处理中采用的外置式膜生化反应器,超滤膜一般均选用错流式管式超滤膜。循环泵为混合液(污泥)提供一定的流速(3.5-5m/s),使混合液在管式膜中形成紊流状态,避免污泥在膜表面沉积。
基于PLC的垃圾焚烧炉控制系统的设计
基于PLC的垃圾焚烧炉控制系统的设计 [摘要]垃圾焚烧的控制是一个典型的过程控制,目前用于过程控制的主要有简单的单回路仪表控制、工控机(IPC)、可编程控制器(PLC)以及DCS。其中,可编程控制器具有更强的抗干扰能力和良好的系统稳定性,并且具有体积小,编程简单,更容易为操作人员所接受的特点。本文采用可编程控制器作为系统控制核心,以软件设计为主.详细论述焚烧炉系统的顺序控制及燃烧过程控制的软件实现过程。 [关键词]单回路仪表控制;工控机(IPC);可编程控制器(PLC);A/D 近十年来.我国城市垃圾产生量以平均每年8%-10%的速度增长,有一些城市,如北京的增长率更是达到15%-20%。据1998年调查,全国垃圾的历年堆存量已经达60多亿吨,侵占土地面积多达5亿平方米,有200多座城市陷于垃圾包围之中,且有114的城市已发展到无适合场所堆放垃圾,以至于城市把解决垃圾的途径延伸到农村。导致了城乡结合带区域环境恶化。危及我国二十一世纪的可持续发展战略。随着居民生活水平的提高,城市垃圾中有机物、可燃物、可回收利用物以及可利用价值均有较大增长.城市垃圾的处理直接关系到城市的形象,居民的身心健康,社会经济的可持续协调发展。焚烧技术具有减量化、无害化及资源化等优点,随着城市建设的发展和城市规模的扩大,工业生产规模的不断扩大.城市人口数量剧增,垃圾产量也快速递增,使原有的垃圾填埋场地也难于寻找,采取垃圾焚烧方法,可使垃圾减容85%以上,最大限度地延长现有垃圾填埋场的使用寿命。焚烧技术可以极大解决城市同体垃圾处理难的问题,但它同样面临着一个如何提高焚烧炉监控水平、运行管理水平、燃烧稳定性,最终实现安全、环保、经济优化运行的关键问题。现代科学技术的飞速发展给传统的焚烧技术、燃烧过程控制技术带来了新的活力,展示了一个广阔的前景.通过数据库技术、网络技术、智能控制技术、数值模拟、专家系统,构建起焚烧热力系统的智能控制与信息网络平台是今后垃圾焚烧处理技术的发展方向。 1PLC技术简介 可编程程序控制器(Programmable Controler),因为早期主要应用于开关量的控制,因此也称为PLC(programmable Logic controler),即是可编程逻辑控制器。现代的可编程控制器是以微处理器为基础,高度集成的新型工业控制装置,是计算机技术与工业控制技术相结合的产品。PLC自问世以来,经过20年的发展,己经成为最受欢迎的工业控制类产品。它不仅具有逻辑运算、定时、计数等功能,还具有数值运算、模拟调节、监控、记录、计算机接口、数据传输等功能,而且还能进行中断控制、智能控制、过程控制、远程控制等。向上能与上位计算机进行数据通讯,向下不仅能直接控制生产设备,还可通过下级PLC去控制执行机
生活垃圾焚烧发电厂垃圾渗滤液处理及回用措施研究(通用版)
生活垃圾焚烧发电厂垃圾渗滤液处理及回用措施研究(通用 Safety work has only a starting point and no end. Only the leadership can really pay attention to it, measures are implemented, and assessments are in place. ( 安全管理 ) 单位:______________________ 姓名:______________________ 日期:______________________ 编号:AQ-SN-0100
生活垃圾焚烧发电厂垃圾渗滤液处理及回 用措施研究(通用版) 摘要:近年来,生活垃圾已经构成严重的环境问题,部分归因于从当地垃圾填埋场渗滤液的产生。这些废水对水环境造成了严重的环境威胁。在垃圾填埋场处理的一吨固体废物,产生约0.2立方米的垃圾渗滤液,其中含有各种有毒或难降解污染物,对周边环境产生较大的影响。本文主要探讨了生活垃圾焚烧发电厂垃圾渗滤液处理及回用措施。 关键词:生活垃圾焚烧;发电厂;垃圾渗滤液处理;回用措施引言:在生活垃圾填埋的过程中,将形成一定量的渗滤液。对于这部分渗滤液来说,具有较为复杂的成分,对周边环境产生较大的影响。因袭,在实际生活垃圾处理工作中,就需要加强对这部分渗滤液的处理,以期更好的实现清洁环保目标。
1.生活垃圾焚烧发电厂垃圾渗滤液处理 笔者对垃圾渗滤液处理知识体系进行了广泛的文献调查,发现成熟的渗滤液,可能会破坏城市活性污泥污水处理厂的运行,也容易对生物预处理产生抵触。卫生填埋是消除城市固体废物最常用的方法,但面临着渗滤液的产生问题。笔者认为,各种解决渗滤液问题方案各具有优缺点:(1)渗滤液渠化(生活污水联合处理、回用、泻湖回用)。(2)生物处理(好氧和厌氧)。(3)化学/物理处理(化学沉淀、化学氧化、活性炭吸附、反渗透和NH3汽提)。 2.生活垃圾焚烧发电厂垃圾主要处理工艺 2.1物理处理工艺 在物理处理方式中,空气制备油棕果束型空活性炭(EFBAC)对垃圾渗滤液中COD、氨氮和色度的吸附去除效果。不同活化温度和活化时间下,对COD、氨氮和色度的去除效果,以及不同活化温度和活化时间下EFBAC的产率。实验结果表明,提高活化温度对氨氮没有明显的去除作用,但可以提高COD的去除率,降低色度的去除率。活化时间的增加,提高了COD和色度的去除率。随着活化温度和活
垃圾渗滤液,又称渗滤液、渗沥水、渗沥液、沥滤液或浸出液
一、垃圾渗滤液,又称渗滤液、渗沥水、渗沥液、沥滤液或浸出液 1、定义 垃圾渗滤液,又称渗滤液、渗沥水、渗沥液、沥滤液或浸出液,是指垃圾在堆放和处置过程中由于雨水的淋洗、冲刷,以及地表水和地下水的浸泡,通过萃取、水解和发酵而产生的二次污染物,主要来源于垃圾本身的内含水、垃圾生化反应产生的水和大气降水,包括垃圾填埋场渗滤液、垃圾焚烧厂渗滤液、垃圾综合处理场渗滤液和垃圾中转站渗滤液。由于我国垃圾处理方式目前以填埋和焚烧为主,因此垃圾渗滤液处理需求亦主要为垃圾填埋场和垃圾焚烧厂。 2、垃圾填埋场渗滤液概述 (1)垃圾填埋场渗滤液的来源 垃圾填埋场渗滤液的产生和水量随季节和地域等变化而不同,成分复杂,且含有高浓度的有机物质和无机盐,水质会随着外界水文地质、气候、填埋规模、填埋工艺、填埋时间、垃圾成分以及人们生活水平等众多因素的影响发生变化。 特点主要表现为:成分复杂、污染物种类多、含盐量高、碳氮比失调、水质水量和污染物浓度变化大等。我国在垃圾分类工作方面的进展较为缓慢,远远滞后于欧美等发达国家,加之我国特有的饮食文化,导致我国生活垃圾含水量较高,很少低于 50%,目前垃圾填埋场产生的渗滤液一般占垃圾填埋量的 35%-50%(重量比),部分地区受地域、降水等的影响,垃圾填埋场渗滤液的产量占垃圾填埋量的重量比甚至超过50%以上。 3、垃圾焚烧厂渗滤液概述 (1)垃圾焚烧厂渗滤液来源 目前我国城市生活垃圾采用焚烧方式进行处理的比例约为16%。我国城市生活垃圾的成分复杂、厨余物多、含水率高、热值较低,焚烧法处理垃圾时必须将新鲜垃圾在垃圾储坑中储存 3-5天进行发酵熟化,达到沥出水份、提高热值的目的,以保证后续焚烧炉正常运行,《生活垃圾焚烧污染控制标准》(GB18485-2001)中将此过程中沥出的水份称为 "沥滤液",又称为垃圾焚烧厂渗滤液。 (2)垃圾焚烧厂渗滤液特点 与垃圾填埋场渗滤液不同的是,焚烧厂垃圾渗滤液属原生渗滤液,大多是当天或隔天的垃圾渗滤液,未经厌氧发酵、水解、酸化过程,内含如苯、萘、菲等杂环芳烃化合物、多环芳烃、酚、醇类化合物、苯胺类化合物等难降解有机物,受雨水影响比填埋场垃圾渗滤液小。目前,我国垃圾焚烧厂产生的渗滤液一般占垃圾焚烧量的 25%-35%(重量比),部分地区超过 35% 以上。 (3)垃圾焚烧厂渗滤液典型水质 根据本公司以往垃圾焚烧厂垃圾渗滤液处理工程水质情况统计分析,以及对比其他垃圾焚烧厂渗滤液水质数据,垃圾焚烧厂垃圾渗滤液中的典型水质一般表现为:COD含量约为
垃圾焚烧厂渗滤液无害化处理系统解决方案
垃圾焚烧厂渗滤液无害化处理系统解决方案 采用固液分离机+调节池+盘管式外循环高效厌氧系统+MBR膜生物反应系统(两级A/O生物脱氮+外置式管式膜)+深度膜处理系统(纳滤+反渗透)工艺处理垃圾渗滤液,处理后出水达到GB16889—2008《生活垃圾填埋场污染控制标准》中所规定水污染物的排放限值。 1、渗滤液主要来源 a)生活垃圾倒入垃圾仓内经堆压、发酵,渗滤液逐渐积聚至垃圾储坑底部; b)垃圾卸料平台冲洗污水及车间地面冲洗水; c)垃圾运输车冲洗污水。 2、渗滤液产生量的确定 垃圾渗滤液产生量主要受进厂垃圾的成分、水份和贮存天数的影响,其中厨余和果皮类垃圾含量是影响渗滤液质和量的主要因素。由于地域差异,国内各地垃圾的成分和含水率差别较大,一般垃圾含水率在20%~50%左右,过水垃圾甚至达到70%以上。 3、设计进出水水质
焚烧厂渗滤液的主要来源于垃圾储料,其主要特点是有机污染物CODcr、BOD5指标较高,氨氮较高等。处理后的出水达到《生活垃圾填埋场污染控制标准》(GB16889-2008)表二标准,垃圾焚烧厂产生的渗滤液主要污染物指标,见下表。 设计进出水水质单位:mg/L(pH除外) 4、垃圾渗滤液处理工艺综述 垃圾渗滤液的单独处理方法包括生物法、物理法、化学法以及组合处理方法。 (1)生物法 生物法分为好氧生物处理、厌氧生物处理以及二者的结合: 1)厌氧生物处理 厌氧生物处理最主要的是优点能耗少,操作简单,产生的剩余污泥量少,投资及运行费用低,且厌氧产生的沼气具有一定的回收利用价值。但厌氧处理出水中的COD浓度较高,且厌氧对氨氮无任何处理效果,不宜直接排放到河流或湖泊中,一般需要进行后续的好氧处理。 2)好氧生物处理
生活垃圾焚烧厂渗滤液处理工艺的改造研究—以广西某生活垃圾焚烧厂为例
Water Pollution and Treatment 水污染及处理, 2016, 4(1), 1-6 Published Online January 2016 in Hans. https://www.360docs.net/doc/b218076842.html,/journal/wpt https://www.360docs.net/doc/b218076842.html,/10.12677/wpt.2016.41001 Reconstruction of Treatment Process for Leachate from Municipal Solid Waste Incineration Plants —A Case of a Municipal Solid Waste Incineration Plant in Guangxi Peng Yu College of Environment and Life Science, Guangxi Teachers Education University, Key Laboratory of Beibu Gulf Environment Change and Resources Use, Ministry of Education, Nanning Guangxi Received: Oct. 17th, 2015; accepted: Nov. 9th, 2015; published: Nov. 12th, 2015 Copyright ? 2016 by author and Hans Publishers Inc. This work is licensed under the Creative Commons Attribution International License (CC BY). https://www.360docs.net/doc/b218076842.html,/licenses/by/4.0/ Abstract Standard for pollution control on the municipal solid waste (MSW)incineration(GB 18485-2014) was implemented on July 1, 2014, which was called new standard in this article. However, treat-ment process for leachate existing in some incineration plants was designed according to the re-levant requirement specified in Standard for pollution control on the municipal solid waste (MSW) incineration (GB 18485-2001), which was called old standard in this article. Requirements about effluent quality in new standard were higher than that in old standard. Therefore, some incinera-tion plants need to reconstruct original treatment process to meet the requirements of the new standards. Original treatment process for leachate of a MSW incineration plant in Guangxi in-cluded pretreatment, UASB, two-stage digestion and denitrification, external MBR and RO. As far as this original treatment process was concerned, the removal efficiencies of organics and nitro-gen could meet criteria specified in new standard, but those of SS and heavy metal could not. When the original process was reconstructed, biochemical treatment unit in original process was re-tained as much as possible to save investment. The main tasks of reconstruction were to respec-tively change regulation tank and UASB into overflow tank and UBF and to add equalization tank and NF. So reconstruction process includes pretreatment, UBF, two-stage digestion and denitrifi-cation, external MBR, NF and RO. From removal effect of pollutants in various processing units, the effluent quality from reconstruction process can reach the discharge concentration limits of the new standard. Keywords Leachate, Treatment Process, Municipal Solid Waste Incineration Plant
基于PLC的船舶焚烧炉控制系统设计
收稿日期:!"""#"$#!%修订日期:!"""#"&#!$ 作者简介:胡志钢(%’$%#),男,广东梅县人,实验师,从事实验教学、科研、管理工作。 基于()*的船舶焚烧炉控制系统设计 胡志钢,王炳辉 (宁波大学,浙江宁波 +,%!%%) 摘要:介绍采用三菱-.!/系列()*在改造船舶焚烧炉继电接触控制系统中的系统设计,并介绍了利用0-*转换器把模拟量转化成连续脉冲后由()*内置高速计数器处理模拟量的应用。关 键 词:船舶焚烧炉;()*;0-* 中图分类号:+’%12! 文献标识码:3 文章编号:%""%#4,,%(!""")"$#""+4#"! 船舶运输工作流动性大,特别是远洋运输船舶,存在着在这期间因工作、生活所产生的废料(垃圾)处理的问题,在传统上许多船把垃圾往海里一倒了事,对海洋造成极大的污染,随着人类对自然环境保护意识的增强,在海上处理垃圾而尽量减少对海洋的污染越来越受到重视。国际海事组织(567)要求中、大型船舶必须配备船舶垃圾处理系统———焚烧炉,它既可处理固体废料,也可以处理污油水混合物和油泥而对环境污染较小。在我国,由于大多数航运公司为减小投入,购进了数量较多2"年代末、&"年代初国外所生产的运输船舶,该类船舶虽然配备有焚烧炉,但由于船龄大,其控制系统已基本失效,对控制系统进行改造、更新换代显得非常必要。 %系统组成及控制系统功能设计 应船舶公司的要求,以日本三浦半岛(65893)公司生产的 :#!"型焚烧炉作为控制对象, 其系统结构及原理,如图% 示。图%:;!"型焚烧炉原理 %<废油柜!<过滤器+<重油入口4废油泵,<压力开头$<电磁阀2<废料门&<压力表’主燃烧器%"<压缩空气入口%%<辅燃烧器%!<风机%+<焚烧炉由于船舶航修时间紧,为使控制系统在短时间内交付使用,采用日本三菱公司生产的-.!/系列()*作为控制系统核心并应船舶公司的要求将原来的半自动控制系统改造成全自动控制系统。其新增的主要功能如下: (%)在处理废油时实现废油柜无油自动停炉,废油量达到一定量时自动开炉; (!)针对废油含水量高不易燃烧而设计的辅助燃烧器 辅助主燃烧器处理含水量高的废油,使废油中的含水量高达2,=时仍可正常燃烧,实现废油柜存有废油时不停炉(无人值班模式); (+)实现燃烧状态监测和粘度监测(模拟量)的模糊控制;(4)排烟道高温自动停炉报警等。 !控制系统硬件结构,如图!、+ 示 图! 强电控制系统原理 图+()*控制系统原理 %<废油电磁阀!<燃烧指示+<运行指示4<点火电磁阀,<点火变压器$<点火指示2<光敏电阻&<粘度传感器 ? 4+?6>?@ABC?AD E FD>?GHC?AD FBICB>>HCBI 6AIAJCB>0KD<%2/K<$!"""机电工程!"""年第%2卷第$期 万方数据
垃圾焚烧发电厂项目渗滤液处理站技术方案
大辛县生活垃圾焚烧发电厂项目 渗滤液处理站 技术方案 水环境设计研究所 2017.07 目录 1、项目概述. (1)
1.1项目概况. (1) 1.2主要设计资料 (1) 1.3设计依据 (1) 1.4设计原则 (1) 2、工艺设计方案. (3) 2.1设计规模. (3) 2.2设计进出水水质. (3) 2.2.1设计进水水质. (3) 2.2.2设计出水水质. (4) 2.3渗滤液处理工艺的论证 (5) 2.3.1好氧生化处理工艺. (5) 2.2.2曝气形式的选择 (8) 2.3.3厌氧处理工艺. (8) 2.3.4MBR 膜处理工艺 (10) 2.3.5深度处理系统(TMF+RO+DTR工O艺) (11) 2.3.6填埋场RO浓缩液处理部分......................... 错误! 未定义书签。 2.3.7污泥处理工艺 (18) 2.4电厂渗滤液处理工艺路线 (21) 2.5工艺流程简述 (22) 2.6技术方案特点 (22) 2.7主要处理单元预计处理率 (23) 2.8渗滤液处理水量平衡 .................................. 错误! 未定义书签。 2.9深度处理单元水量平衡图. .......................... 错误!未定义书签。 3.1初沉池 (24) 3.2调节池(含事故池) (25) 3.3高效厌氧反应器. (25) 3.4硝化/ 反硝化系统 (26) 3.5MBR 膜系统 (26) 3.6深度处理单元及填埋场浓缩液处理单元的设备清单. (28) 3.6.1 渗滤液处理深度处理单元. (28)
垃圾焚烧炉排液压控制系统的可靠性预测
垃圾焚烧炉排液压控制系统的可靠性预测 发表时间:2019-12-06T14:07:21.370Z 来源:《电力设备》2019年第16期作者:曹晓东 [导读] 摘要:介绍了垃圾焚烧炉排液压控制系统的组成,通过建立可靠性框图和计算液压系统的可靠性,对液压控制系统进行可靠性预测,为垃圾焚烧炉排的故障分析和调试运行提供一定的参考。 (光大环保能源(新郑)有限公司河南省郑州市新郑市 451184) 摘要:介绍了垃圾焚烧炉排液压控制系统的组成,通过建立可靠性框图和计算液压系统的可靠性,对液压控制系统进行可靠性预测,为垃圾焚烧炉排的故障分析和调试运行提供一定的参考。 关键词:垃圾焚烧炉排;可靠性预测;液压控制系统 1前言 垃圾焚烧是一种通过高温燃烧垃圾实现垃圾处理并利用热能发电的技术。垃圾焚烧处理的流程主要包括垃圾进料装置、焚烧装置、出渣装置、辅助燃烧装置、烟气处理装置等。炉排系统是焚烧装置中最主要的部分。炉排系统由干燥段炉排、燃烧段炉排、燃尽段炉排、液压控制系统等组成,其中,干燥段炉排、燃烧段炉排、燃尽段炉排的液压控制方式相同。本文以一种炉排的液压控制系统为例,进行可靠性预测和分析,为故障分析和调试运行提供参考。 2炉排系统的液压控制系统工作原理 2.1炉排系统 炉排系统是推料器系统的后面工序,垃圾经过推料器落到焚烧炉的炉排上,在干燥段炉排、燃烧段炉排、燃尽段炉排上高温燃烧,产生热能。每段炉排由两个液压缸驱动,实现炉排的往复运动。 2.2炉排液压控制系统 炉排的液压控制系统包括液压泵、溢流阀、电磁换向阀、液压缸、位移传感器、控制器,液压。液压控制系统的工作原理为:一个液压泵工作,另一个备用;液压泵控制三个相同的液压阀组,实现六个液压缸运动;每两个液压缸连接炉排的推动装置,在炉排的推动装置上设有位移传感器,能够检测和反馈炉排的运动状态,即液压控制系统的工作状态。 3液压控制系统的可靠性预测 液压系统可靠度预测是在液压系统组成元件的可靠性基础上,预测出整个液压系统的可靠性,发现薄弱环节,计算出平均无故障时间,有利于操作人员及时采取措施,保证液压系统正常工作。 3.1建立可靠性框图 建立可靠性框图时,进行如下假设:系统的寿命和故障服从指数分布;各液压元件相互独立,互不影响。针对炉排液压控制系统,建立可靠性框图。 3.2可靠性预测结果分析 (1)根据计算可知,MTBF的预测值11777h,远高于1年内的炉排液压控制系统的工作时间,故系统的可靠性指标满足设计和使用的要求。 (2)液压控制系统的可靠度仅为0.7018,主要是因为垃圾焚烧要求液压系统连续长时间工作,导致元件和系统的可靠性低,并且因液压元件过多而降低了液压系统的可靠度。 3.3提高可靠性措施 垃圾焚烧炉排的液压控制系统长期处于连续的工作状态,一旦出现故障,会造成经济损失,在不减少液压系统工作时间的前提下,应采取以下措施: (1)保证清洁度提高系统可靠性:液压油的清洁度直接影响元件的使用寿命和可靠度,因此应经常更换滤芯,检查油品质量。 (2)增加检测和检修的次数和频率,从而及时发现液压系统潜在的故障。 (3)采用冗余设计:从计算可看出,主泵系统部分由于采用串并联系统,可靠度很高;但控制阀组和液压缸部分的可靠度完全为串联系统,影响了整个系统的可靠度。建议增加一套控制阀组作为备用,该阀组包括球阀、单向阀、电磁换向阀、单向节流阀。增加一套阀组后的控制阀组和液压缸的可靠性所示,部分为串并联系统,按照前面的计算方法,计算得到控制阀组和液压缸部分可靠度为界=0.9424,因此系统的可靠度为R=0.8673,从而提高了系统的可靠性。 (4)主泵和备用泵交替工作,减少每个主泵每年的平均工作时间,冗余设计时增加的备用控制阀组也应交替工作,从而提高控制阀组的寿命,保证液压系统能够长期无故障工作。 4系统组成 4.1焚烧炉炉排控制系统是垃由PLC来实现,采用基于锅炉蒸发量或炉温稳定控制原理。控制系统采用57-300PL,C,配置西门子OP?,77操作屏完成参数设置、部件调试、手动操作等功能,图1为OP277操作屏初始画面。垃圾炉排自控系统可由料斗系统、逆推炉排、顺推炉排、料层调节系统、液压泵站等系统组成 4.2推料系统 推料机设有三组平行布置的滑动平台,每组滑动平台分别由一支油缸驱动,液压缸上外置旋转编码器。推料机控制参数:启停控制模式:间隔运行时间;前进、后退速度;原位停止时间;行程延长时间等。 4.3逆推系统 三列逆推炉排分别由左中右三只油缸驱动,每只油缸的起始位置均装有接近开关,通过液压缸上外置旋转编码器反映各个液压缸的位置和速度。逆推炉排在自动模式下有联动和分动两种运动方式。逆推控制参数:启停控制模式;间隔运行时间;前进、后退速度;原位停止时间;行程延长时间等。 4.4料层调节系统 料层调节机构,由左右两支液压缸驱动两组滚筒。两液压缸分别设置两只位置传感器,实现滚筒行程位置(挡板角度)i}9控。料层调节系统一般手动操作,油缸速度在初始状态调节完毕后恒定不变。
生活垃圾焚烧厂垃圾渗滤液处置技术()
1生活垃圾焚烧厂垃圾渗滤液处置技术 宋灿辉1吕志中2方朝军1 (1.杭州锦江集团 浙江 杭州 310005,2.中国恩菲工程技术有限公司 北京 100038) 摘 要 介绍了生活垃圾焚烧厂垃圾渗滤液的特性和国内外对生活垃圾焚烧厂渗滤液几种常见的处置方法,并从经济性、技术工艺、运行等方面分析对比了几种处置方式的优劣。结合焚烧厂渗滤液处理工程设计、运行实践经验,总结了焚烧厂垃圾渗滤液工程设计要点。 关键词 垃圾焚烧 渗滤液 工艺设计 MSW incineration power plant MSW leachate disposal process Song Can-hui1 Lv Zhi-zhong2 Fang Chao-jun1 (1.JinJiang Group ZheJiang HangZhou 310005, 2.China Enfi Engineering Corporation BeiJing 100038) Abstract This article introduced the property and some common disposal processes of MSW leachate from MSW incineration power plant, and contrasted these processes from economy, process and operation, and concluded the element on designing process based on the author’s experience in designing and operation to MSW leachate disposal. Key words MSW Incineration Leachate Process 第一作者简介:宋灿辉,男,籍贯陕西,2007年华中科技大学硕士毕业,现主要从事生活垃圾焚烧发电和沼气利用方面的研究。
垃圾焚烧厂渗滤液处理设备租赁 垃圾渗滤液移动式设备租赁
垃圾焚烧厂渗滤液处理设备租赁垃圾渗滤液移动式设备租赁
产品简介 DTRO即碟管式反渗透膜技术,是专门用来处理高难度废水的膜产品。用于集装箱式垃圾渗滤液处理设备当中,相比于卷式膜流道更宽。膜元件导流盘表面为凸点设计,使料液在流动过程中呈现湍流的状态,增强膜元件抗污染能力。 产品特点 1. 装置采用全新技术,相比于前代产品,抗污染性更强、使用寿命更长、脱盐率更高。 2. 采用DTRO膜装置对废水进行处理,达到排放及回用标准,该技术是现如今公认的先进的废水处理技术。 3. 设备严格按照行业标准要求生产,可适用于各种不同的复杂环境及地域环境,设备流动性强。 4. 可在常温下进行操作,产水速度快、出水稳定、水质优良。 5. 具有体积小,重量轻,占地省,安装方便,适应性强等优点,既可以在工厂内安装,又可以临时安装于工地、施工现场。 6. 设备操作简单、维护方便,自动化程度高,可实时监控设备的水质与水量。
7. 专业人员培训指导设备安装、调试、操作。 应用领域 垃圾渗滤液处理、高难度有机废水处理、高含盐量废水处理、高难度化工废水处理、高难度冶金废水处理、高难度电镀废水处理 租赁运营设备管理方式 1、人事方面: 安排高素质、有经验的人员管理,安排员工培训,提高员工素质。 2、技术方面: 加强对自控系统的管理,加强对现场的巡视,保证处理设备高效、稳定的运行。 3、管理方面: 建立质量控制制度和质量管理制度,以及安全防护制度、轮班制度,保证完成垃圾渗滤液的既定任务和其他重要指标。 4、工艺性能方面: 采用碟管式反渗透双级DTRO系统设计,同时对出水水质、产水量等建立日常监测制度,加强对产水情况的管理。 5、维护与养护:
垃圾焚烧炉控制方案说明
绵竹万洁 100T/日生活垃圾焚烧炉系统 恢 复 方 案 捷惠特电气工程 2 0 1 4 年4月
目录 第一章概述 (1) 第二章系统设计方案 (1) 1、设计原则 (1) 2、设计依据 (2) 3 、设计围 (2) 4、设计标准 (2) 5、控制系统技术指标和基本容 (2) 6、控制原理 (4) 第三章系统网络结构及方案实现 (6) 1、系统网络结构图 (6) 2、系统特性 (7) 3、上位机操作站 (17) 4、上位机主要完成功能: (17) 第四章、控制设备技术参数 (24) 第五章、系统设备材料清单 (50) 第六章交货日期、地点及运输方式 (50) 第七章竣工验收 (50) 第八章售后服务承诺 (51)
第一章概述 随着国民经济的高速发展, 都市产生的生活、工业、有害和医务垃圾也在日益增长。许多大城市已经出现垃圾围城的现象,造成严重的环境污染与经济破坏。垃圾处理可分为:填埋、焚烧、热解气化三种方式。填埋是成本最低的垃圾处理方法,先进的热解气化技术投资价格高,所以目前我国大多数采用焚烧方式,为此我公司一直深入对焚烧炉控制方面的研究和发展,在控制方面积累了一定的经验和技术。由于我公司长期从事锅炉方面的控制,为各种炉子控制也取得了一定业绩,得到用户认可。 为了满足系统的实用性、灵活性、扩展性和经济性等高质量控制系统的需要,该垃圾炉系统采用西门子公司SIEMENS S7-300系列PLC控制系统完成垃圾焚烧炉控制系统的数据采集、状态采集、模拟量控制、数字量控制、顺序控制、状态联锁等功能,并满足工艺各种运行工况的要求,确保每个控制阀、风机、水泵、油缸等设备安全、高效运行。 系统提供灵活、高速的数据传输通道,使现场采集信号可以高速实时地在上位机上显示,控制信号能高速实时地地传送到现场执行单元,系统实时性好、抗干扰能力强。系统结构为分层、全分布、全开放系统,既便于功能和硬件的扩充,又能充分保护应用资源和投资,采用分布式数据库及软件模块化、结构化设计,使系统能适应功能的增加和规模的扩充,并能自诊断。本监测系统完全符合国际标准定义的开放式环境,如采用Windows XP作为上位操作系统,实时更新数据库,运行数据存盘,历史数据保存,保证数据的连续。 第二章系统设计方案 1、设计原则 工业自动化控制的设计本着先进性、可靠性、实用性、合理性、经济性的设计原则,
垃圾焚烧发电厂中垃圾渗滤液如何处理及排放
垃圾焚烧发电厂中垃圾渗滤液如何处理及排放 2020年5月26日
城市垃圾采用焚烧处理方法时,在燃烧前垃圾是集中堆放的。内部垃圾经过发酵分解产生水分,渗滤液中含有大量的污染物质,并且浓度大,如果不经过处理肆意排放,会造成严重的水体、土壤等环境污染。被渗滤液污染过的土地有害植物生长,同时会在动物体内富集,严重危害人类健康,同时由于渗滤液的水质复杂,技术难度较高,因此城市污水处理中,垃圾渗滤液的处理也是重中之重。 渗滤液的性质 (1)有机物质量浓度高,其中腐殖酸为小分子有机酸和氨基酸又合成的大分子产物,是渗滤液中长期性的主要有机污染物,通常有200—1500mg/L的腐殖酸不能生物降解。 (2)氨氮质量浓度高,一般小于3000mg/L,在500—2O43Omg/L之间居多,其在厌氧垃圾填埋场内不会被去除,是渗滤液中长期性的主要无机污染物。 (3)渗滤液水质波动大,COD、BOD、可生化性随填埋时间的增长而下降并逐渐维持在较低水平。 垃圾焚烧发电厂垃圾渗滤液的处理技术 回喷法:
针对一些干性物质较多的渗滤液,可以采取回喷的方法来提升燃烧率,降低渗滤液中有害物质的含量,再次燃烧需要根据渗滤液的热值进行判断,使用高压装置对其进行喷射,当渗滤液中的热度低于燃烧标准时,则会停止回喷,继续在集中池中积累,待浓度热量等再次达标时,则可以进行喷射,保障了处理效率。 选择使用这种处理方法前,需要这对渗滤液的产生量以及热度进行测量,产量多并且热度低的情况下不适合使用这种技术,可能会出现熄火的现象,处理效果也不理想。在一些厨余垃圾处理中回喷法比较常用,也取得了良好的效果。
生活垃圾焚烧发电厂渗滤液处理技术研究
生活垃圾焚烧发电厂渗滤液处理技术研究 发表时间:2018-10-14T12:44:42.700Z 来源:《电力设备》2018年第19期作者:刘俊 [导读] 摘要:随着经济的快速发展,我国城镇化建设脚步不断加快,人们生活水平有很大提高,随之而来的是生活垃圾也在不断增加,本文就如何更好的处理生活垃圾,生活垃圾发电厂渗滤液处理技术进行具体研究。 (仁怀中电环保发电有限公司贵州省仁怀市 564506) 摘要:随着经济的快速发展,我国城镇化建设脚步不断加快,人们生活水平有很大提高,随之而来的是生活垃圾也在不断增加,本文就如何更好的处理生活垃圾,生活垃圾发电厂渗滤液处理技术进行具体研究。 关键词:生活垃圾;焚烧发电 引言 生活垃圾焚烧发电厂渗滤液受垃圾本身的组分、季节、储坑环境、收运体系等影响,水量波动较大,水质极其复杂,同时在一年周期内变动极大。国内垃圾发电厂渗滤液处理系统多采用生化(厌氧+好氧+MBR)+深度处理工艺(NF、RO等)组合工艺。其中生化工艺,利用厌氧和好氧微生物的新陈代谢作用去除污染物,但生化过程容易受到渗滤液水质复杂性及变动性的影响而不稳定,从而制约渗滤液系统的处理能力。 1生活垃圾焚烧发电厂环境保护现状 近日,国家住房和城乡建设部、国土资源、环境保护等部门联合出台了《关于进一步加强城市生活垃圾焚烧处理工作的意见》政策,在该项政策中明确指出,到2030年底,我国城市生活垃圾处理能力需要占据全国总体垃圾处理能力的50%以上,必须全部超出清洁焚烧的相关标准线之上。 2城市生活垃圾焚烧法处理 2.1焚烧法评述 1)焚烧发电及其现状 垃圾焚烧会产生大量的热能,将其产生的大量余热进行发电是现在采用的最主要也是最普遍的资源化方式,也可利用余热进行供暖、制冷及垃圾的干燥处理等。 2)焚烧发电优点和局限性 优点:垃圾焚烧发电能实现垃圾的资源化、无害化、减量化和稳定化、占用土地较少,选址余地大、回收与恢复比较容易,经济效益大。但是相应具有局限性如下:焚烧过程会产生的二次污染的处理技术比较复杂、二次污染处理设备运行费用昂贵、建设与运作管理要求高、建设投资比较大、城市生活垃圾处理量允许变动范围较小、对相关政策敏感。 2.2我国垃圾焚烧技术面临的问题 首先是我国的垃圾焚烧技术大多从国外引进,在国内生产制造,焚烧设备的造价过高,而且维修不方便。其次,从国外引进的技术需要适应我国国情,由于国内外垃圾成分和特点的差异性使焚烧炉需要进行改进。另外,我国垃圾焚烧的总体技术水平较低,不利于环境保护。最后是对焚烧产生的剧毒物质二噁英的分析检测技术相对落后。 3渗滤液水质对厌氧生化系统的影响 厌氧微生物、特别是甲烷菌生长条件苛刻、生长周期缓慢,同时厌氧作为生化系统的前处理工艺,面临更为复杂的水质条件,因此厌氧系统启动和调控恢复缓慢。厌氧处理系统的稳定性对生化工艺稳定性至关重要。厌氧处理系统稳定性受水质和调控因素影响。厌氧处理系统的调控主要根据厌氧反应器的设计负荷、水力条件,通过对水质监测,调控厌氧系统温度、pH值、碱度、VFA、Eh、负荷等,使之达到一个良好的处理效率和稳定性;但是由于焚烧厂渗滤液水质的复杂性和变动性,容易破坏这一平衡,导致系统不稳定。在废水厌氧处理过程中,水解过程相对比较缓慢,因此被认为是复杂有机废水厌氧处理的限速反应。水解的效率直接影响厌氧反应器的处理能力,厌氧微生物在代谢活动过程中优先选择易降解有机物作为食物源,而难降解的大分子和长链有机物主要依靠水解作用后再进一步降解,如果这部分难降解有机物在厌氧中不能分解成微生物可利用的食物,即使进入好氧,这部分有机物也很难被好氧微生物利用。生活垃圾渗滤液有机物种类有110~130多种,分子量大于20万的有30多种,约占总COD的40%,属于难降解的COD,而这部分有机物一般不能透过MBR膜,只能富集在渗滤液处理系统中,这是影响厌氧处理性能、水量难以提升、运行工况波动的根源,同时反渗透浓液回流中的难降解物又加重了这一影响。在厌氧处理中,硫酸盐还原菌(sulfate-reducingbacteria,SRB)生长需要与乙酸菌和产甲烷菌同样的食物,由于SRB的活性较甲烷菌活性高,这一过程会对产甲烷菌产生明显的竞争性初级抑制。SRB还原产生的硫化氢会对甲烷菌和其它厌氧菌产生毒性,产生次级抑制。 厌氧反应器运行稳定性和高效性很大程度上取决于是否能培养出优良沉降性能和高产甲烷活性厌氧颗粒污泥,如果反应器内培养不出优良污泥颗粒,则反应器不可能在高有机负荷下稳定运行,这已为大量的实践所证明。在生活垃圾焚烧发电厂,渗滤液由于水质、水量波动大,进水SS浓度高,容易形成负荷冲击,严重影响优良颗粒污泥的形成。生活垃圾渗滤液属于高盐分的水质,特别在有反渗透浓液回流的情况下更是加剧了盐分的积累。盐分越高,水质渗透压越高,微生物的活性越低(影响酶活性),同时高盐分水质含有大量的结垢离子,这些结垢离子会与厌氧代谢产物共同作用形成一种不易溶于酸碱的黑色晶体,形成黑色晶体层,堵塞管路和设备,且层下腐蚀电位通常较高,易造成腐蚀。堵塞造成厌氧反应器处理效果降低,腐蚀使厌氧反应器安全风险增大。近几年来,渗滤液生化处理系统普遍存在处理能力及运行稳定性波动较大现象,根据其运行情况分析,主要是厌氧处理过程易受渗滤液水质影响所致,其中难降解长链有机物不能充分降解,在反应器内长期积累是其主要影响因素。 4干扰素的应用原理和主要作用 4.1干扰素的应用原理 干扰素主要由休眠状态的多种活性酶及类似聚多糖的物质组成,类聚多糖是骨架和支撑体,酶以分子间作用力附着在上面。当干扰素投进污水后,类聚多糖水解开始网捕二价及以上的盐,并聚合成新生污泥晶核,进入厌氧后,污泥晶核网捕厌氧微生物、COD等开始长大形成一定粒径的污泥颗粒,当厌氧水解、酸化产生的质子被活性酶捕获后,活性酶从休眠状态转入活化状态,并形成中间体,这个中间体就是厌氧水解催化酶,在厌氧水解催化酶的作用下,渗滤液中长链有机物水解加速进行,分解成链长较短的有机物,在一定的停留时间内,如果中间体足够多,长链有机物的分解会持续进行下去。新生污泥晶核对厌氧微生物具有更强的吸附性能,从而可促进更加致密颗粒