600吨年L-乳酸发酵车间的工艺设计

目录
1. 概述 (1)
1.1 产品概述 (1)
1.1.1 乳酸的理化性质 (1)
1.1.2 L-乳酸的用途及功能 (1)
1.1.3 国内外生产情况 (2)
1.2 设计概述 (4)
1.2.1 设计依据 (4)
1.2.2 设计范围 (4)
1.2.3 指导思想 (5)
2. 原材料及产品的主要技术规格 (5)
2.1 菌种的选择 (5)
2.2 发酵原料的选择 (5)
2.2.1 种子培养基 (5)
2.2.2 发酵培养基 (5)
3. 生产流程简述 (6)
4. 工艺计算 (6)
4.1物料衡算 (7)
4.1.1 发酵罐 (7)
4.1.2 种子罐 (7)
4.2 热量衡算 (8)
4.2.1 发酵罐 (8)
4.2.2 种子罐 (9)
5. 主要设备的计算 (10)
5.1 发酵罐的设计 (10)
5.1.1 发酵罐的尺寸设计 (10)
5.1.2 发酵罐搅拌器轴功率计算 (11)
5.2 种子罐的计算 (12)
5.2.1种子罐的尺寸计算 (12)
5.2.2 种子罐轴功率计算 (13)
5.3 发酵液的贮罐计算 (13)
5.4 配料罐的计算 (13)
5.4.1 发酵罐配料罐 (13)
5.4.2 种子罐配料罐 (13)
6. 其它 (14)
7. 参考文献 (14)
8. 致谢 (15)
600吨/年L-乳酸发酵车间的工艺设计
1. 概述
1.1 产品概述
1.1.1 乳酸的理化性质
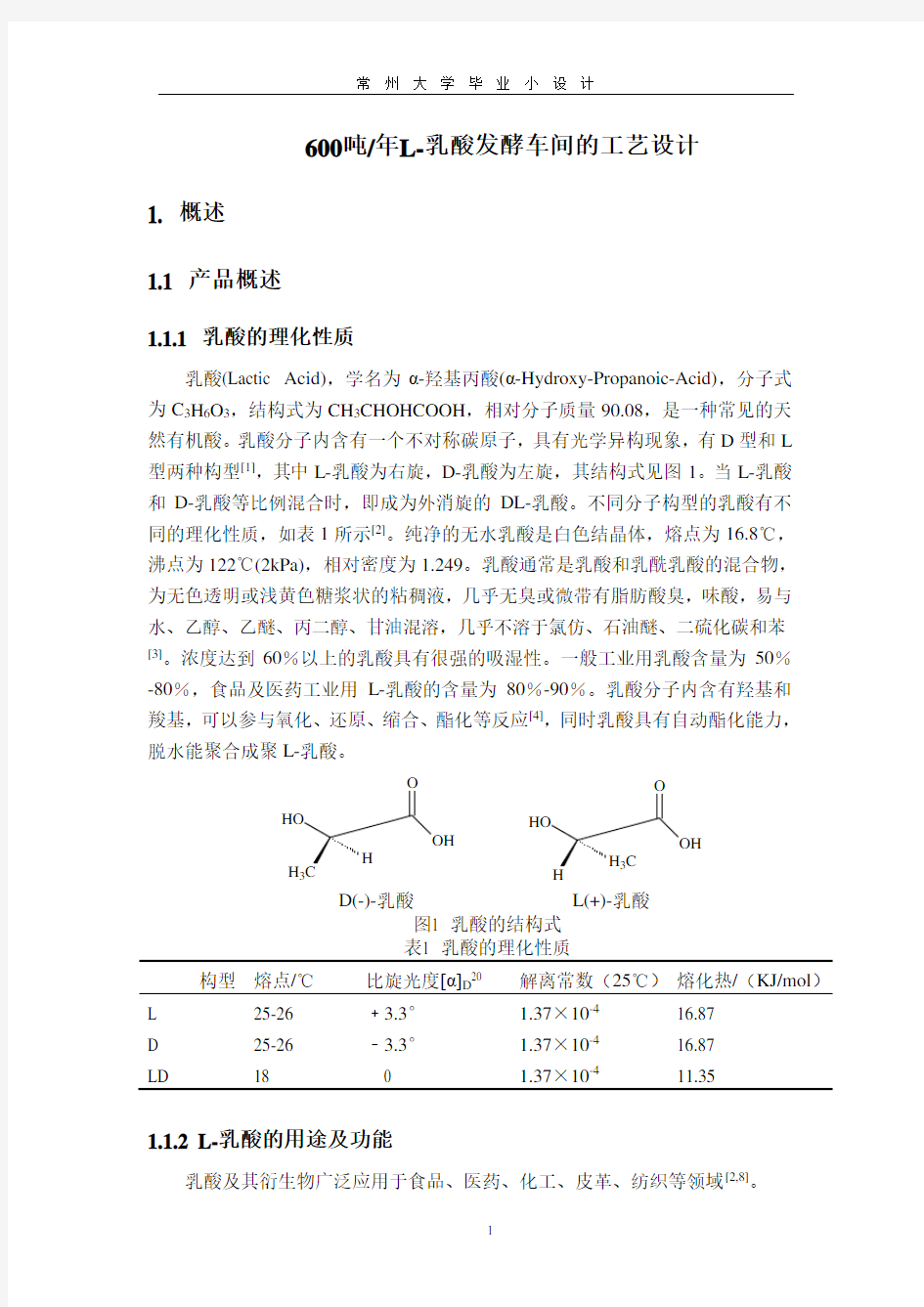
乳酸(Lactic Acid),学名为α-羟基丙酸(α-Hydroxy-Propanoic-Acid),分子式为C 3H 6O 3,结构式为CH 3CHOHCOOH ,相对分子质量90.08,是一种常见的天然有机酸。乳酸分子内含有一个不对称碳原子,具有光学异构现象,有D 型和L 型两种构型[1],其中L-乳酸为右旋,D-乳酸为左旋,其结构式见图1。当L-乳酸和D-乳酸等比例混合时,即成为外消旋的DL-乳酸。不同分子构型的乳酸有不同的理化性质,如表1所示[2]。纯净的无水乳酸是白色结晶体,熔点为16.8℃,沸点为122℃(2kPa),相对密度为1.249。乳酸通常是乳酸和乳酰乳酸的混合物,为无色透明或浅黄色糖浆状的粘稠液,几乎无臭或微带有脂肪酸臭,味酸,易与水、乙醇、乙醚、丙二醇、甘油混溶,几乎不溶于氯仿、石油醚、二硫化碳和苯
[3]。浓度达到60%以上的乳酸具有很强的吸湿性。一般工业用乳酸含量为50%-80%,食品及医药工业用L-乳酸的含量为80%-90%。乳酸分子内含有羟基和羧基,可以参与氧化、还原、缩合、酯化等反应[4],同时乳酸具有自动酯化能力,脱水能聚合成聚L-乳酸。
D(-)-乳酸 L(+)-乳酸
图1 乳酸的结构式
表1 乳酸的理化性质
构型 熔点/℃
比旋光度[α]D 20 解离常数(25℃) 熔化热/(KJ/mol ) L
25-26 ﹢3.3° 1.37×10-4 16.87 D
25-26 ﹣3.3° 1.37×10-4 16.87 LD
18 0 1.37×10-4 11.35
1.1.2 L-乳酸的用途及功能
乳酸及其衍生物广泛应用于食品、医药、化工、皮革、纺织等领域[2,8]。
H 3
(1)食品行业:主要用于糖果,饮料(如啤酒、葡萄酒及乳酸类饮料)等食品加工业中,作为酸味剂及口味调节剂,被称为安全的食品添加剂。另外还可用于清凉饮料、蔬菜的加工和保藏;
(2)医药行业:在医药方面广泛用作防腐剂、载体剂、助溶剂、药物制剂、pH调节剂等。L-乳酸是一种重要的医药中间体,可用作生产L-乳酸钙、L-乳酸钠、L-乳酸锌、L-乳酸亚铁等药物,还可用作手术室、病房、实验室等场所的消毒剂;
(3)化妆品行业:可用作滋润剂、保湿剂、皮肤更新剂、pH调节剂、去粉刺剂、去齿垢剂;
(4)农药行业:L-乳酸具有很高的生物活性,对农作物和土壤无毒无害,可用作生产新型环保农药,在日、美等发达国家已得到大力的推广;
(5)纺织、皮革、烟草行业:乳酸可用来处理纤维,可使之易着色,增加光泽和触感柔软;可使皮革柔软细腻,从而提高皮革的品质;适量加入L-乳酸,可提高烟草的品质,并保持烟草的湿度;
除上述用途外,L-乳酸最主要的用途是聚合生成聚乳酸,它具有良好的相容性和可生物降解性,已广泛应用于包装业、医药行业和纺织业。
聚乳酸(Polylactic Acid),简称(PLA),在人体内降解成L-乳酸;在自然界中,可在微生物作用下,最终变成C02和水,有利于环保。聚乳酸具有与聚苯乙烯相似的光泽度和加工性能,还具有优良的生物相容性和生物分解吸收功能,因此广泛用于生产生物降解塑料、绿色包装材料(例如购物袋、保鲜膜、餐盒、桌布、餐巾)、农用薄膜、抗癌药物、缓释胶囊制剂、手术缝合线等。聚乳酸纤维强度高,延伸度较大,可用分散染料常压染色,制成的织物光泽柔和亮丽,抗皱防缩性能好,有吸湿排汗和抗紫外线功能,是近年来研究开发的纺织服装新材料。
由于人和动物体内只有代谢L-乳酸的酶,因此若过量摄入D-乳酸或DL-乳酸,会导致D-乳酸在血液中积聚,引起疲劳、代谢紊乱甚至酸中毒。因此,世界卫生组织规定人体每天摄入的D-乳酸量不能超过100mg/kg体重,且禁止在3个月以下婴儿食品中添加D-乳酸或DL-乳酸,而对L-乳酸则不加限制。于是近年来L-乳酸的研究与开发引起了人们的广泛兴趣。特别是在当今重视环保的绿色浪潮中,用L-乳酸生产的聚乳酸,具有良好的加工性能和可生物降解性,是理想的生态循环使用的新型高分子材料,用于生产生物降解塑料和纤维制品,具有广阔的市场日前景。
1.1.3 国内外生产情况
(1)发酵法
微生物发酵法生产乳酸,可通过菌种和培养条件的选择而得到具有专一性的
L-乳酸。发酵法生产乳酸除能以葡萄糖、乳糖等单糖为原料外,还能以淀粉、纤维素为原料发酵生产乳酸,因此,微生物发酵法生产乳酸因其原料来源广泛,生产成本低、产品光学纯度高、安全性高等优点。按照发酵微生物的种类可分为细菌发酵和根霉发酵。
(2)化学合成法
化学合成法生产乳酸可通过多种途径进行,其中具有现实意义的是乳腈法[6]。该法是乙醛与氢氰酸经碱性催化剂作用生成乳腈,这是一个液相反应,在常压下进行,粗乳腈通过蒸馏回收纯化并用浓盐酸或硫酸水解为乳酸,还产生相应的氨基酸副产物,粗乳酸用甲醇酯化得乳酸甲酯,精馏后再水解为乳酸。乳酸的其它一些可行的化学合成法还包括醋酸乙酯羰基化法、乙醛羰基化法、糖的碱性催化水解、丙烯乙二醇氧化、乙二醇的硝酸氧化等[8]。
(3)酶法
酶法生成乳酸主要有2-氯丙酸酶法转化和丙酮酸酶法转化两种[9,14]。日本东京大学的本崎等人研究了用酶法生产乳酸,他分别从恶臭假单孢菌(Pseudomonas putida)和假单孢菌113细胞中抽提纯化出L-2-卤代酸脱卤酶(简称为L-酶)和DL-卤代酸脱卤酶(简称为DL-酶),使之作用于底物DL-2-氯丙酸,就可制得L-乳酸或D-乳酸。Hummel等从D-乳酸脱氢酶活力最高的混乱乳杆菌(Lac-Confusus) DSM20196菌体中得到D-乳酸脱氢酶,以无旋光性的丙酮酸作底物制得D-乳酸。
化学合成法的缺点是产品为外消旋乳酸即DL-乳酸[15]。另外,由于合成法所用的原料是乙醛和剧毒物氢氰酸,尽管美国食品和药物管理局(FDA)已将合成法生产的乳酸列为安全品,但许多人还是对其安全性表示担心,加之其生产成本较高,因而合成法生产乳酸大大受到限制。
酶法生产乳酸虽可以专一性地得到旋光乳酸,但工艺比较复杂,应用到工业上还有待于进一步研究[17]。
微生物发酵法生产乳酸,可通过菌种和培养条件的选择而获得具有立体专一性的D-乳酸或L-乳酸或是两种异构体以一定比例混合的消旋体,以满足生产聚乳酸的需要。另外发酵法生产乳酸除能以葡萄糖、乳糖等单糖为原料外,还能以淀粉、纤维素为原料发酵生产乳酸。因此,微生物发酵法生产乳酸因其原料来源广泛、生产成本低、产品光学纯度高、安全性高等优点而成为生产乳酸的重要方法[18,20]。
我国乳酸工业始建于20世纪40年代,起步发展于20世纪80年代中期至90年代初期,目前,我国正常生产的乳酸生产厂家有20余家,总生产能力约为2万吨,实际产量约为1.5万吨。我国乳酸生产与国外先进水平仍有较大差距,乳酸生产规模较小,发酵罐仅30吨/台-60吨/台,产酸率较低;产品品种仍以
DL-乳酸为主,占80%,产品色度质量不高[21]:另外在后提取方面更有较大差距,总体上生产成本较商。某些规划中要上的L-乳酸项目基本徘徊在年产3000~5000吨的规模,规模效应远不如国外。
我国乳酸的最大消费领域是香料和香精行业,其用量约占乳酸总消费量的40%,主要用于生产乳酸乙酯用于调制各种酒类[22]。在啤酒工业中,调节麦芽汁pH,目前全国约有25%的啤酒生产厂在使用乳酸,年消费量约为3000t。我国的L-乳酸只占乳酸产量的2-5%,且每年需要进口数万吨优质的L-乳酸,据专家预测,PLA在未来10年中,可达10亿磅/年的市场规模,可见其对L-乳酸消费增长和市场成长将具有极大推动作用。正因为L-乳酸有着广泛的用途和良好的市场前景,所以自L-乳酸问世以来,就在国际市场上颇受追捧,需求增长迅速,其市场价格为维持在2万吨左右。作为一种重要的食用有机酸,L-乳酸的需求量仅次于柠檬酸,其市场需求正以每年超过10%的速度在增长。目前,国内市场需求量在5万吨以上,国际市场需求量约在30万吨,而我国虽然是有机酸出口的大国,但高品质的L-乳酸的生产和供应却很少,目前我国L-乳酸的年产量不足3万吨,可见该产品的市场发展前景广阔,颇具开发潜力[22,23]。我国生产的乳酸产品除满足国内需求外,每年都有一定量的出口,出口国家和地区主要是日本、韩国以及其它一些东南亚国家和地区。
1.2 设计概述
本设计是关于600吨/年L-乳酸发酵车间的工艺设计,包括确定工艺流程和工艺参数,物料衡算和能量衡算,确定各种设备的体积、数目和规格等参数,带控制点的工艺流程图、主要设备图,撰写设计说明书。
1.2.1 设计依据
(1)依据与工厂设计和生产工艺相关的各种资料,如《化工工艺设计手册》。
(2)GB/T 50103—2001 《总图制图标准》。
(3)GB50187—93 《工业企业总平面设计规范》。
(4)《化工原理》。
(5)《生物工艺原理》。
(6)《生物工程设备》。
1.2.2 设计范围
(1)针对产品的要求进行工艺流程的设计;
(2)主要设备的计算和选型;
(3)带控制点的工艺流程图;
(4)主要设备图。
1.2.3 指导思想
发酵工程是用来解决按发酵工艺进行工业化生产的工程学问题的学科。发酵工程从工程学的角度把实现发酵工艺的发酵工业过程分为菌种、发酵和提炼(包括废水处理)等三个阶段,这三个阶段都有各自的工程学问题,一般分别把它们称为发酵工程的上游、中游和下游工程。发酵工程的三个阶段均分别有它们各自的工艺原理和设备及过程控制原理,它们一起构成发酵工程原理。
千百年,特别是最近几十年的发酵工业生产的实践证明:微生物是发酵工程的灵魂。近年来,对于发酵工程的生物学属性的认识愈益明朗化,发酵工程正在走近科学。
从生物科学的角度重新审视发酵工程,发现发酵工程最基本的原理是其生物学原理,而前述的发酵工程原理均必须建立在发酵工程的生物学原理的基础上。因此,发酵工程的生物学原理是发酵工程最基本的原理,并且可以把它简称为“发酵原理”。
2. 原材料及产品的主要技术规格
2.1 菌种的选择
米根霉(Rhizopus oryzae)3038,购自中国工业微生物菌种保藏中心(CICC)。
2.2 发酵原料的选择
2.2.1 种子培养基
葡萄糖5g
硫酸铵0.2g
KH2PO40.06g
MgSO4·7H2O 0.01g
FeSO4·7H2O 0.02g
CaCO3 1.0g (碳酸钙分开灭菌)。
2.2.2 发酵培养基
葡萄糖10g
硫酸铵2g
KH2PO40.6g
MgSO4·7H2O 0.1g
FeSO4·7H2O 0.3g
CaCO37.0g (碳酸钙分开灭菌)。
3. 生产流程简述
本次生产工艺设计以薯干为原料,采用直接粉碎、调浆、液化,进行好气液体深层发酵,钙盐法提取,最后结晶、干燥得到L-乳酸。
图2 L-乳酸的生产工艺流程
本次生产工艺的基本过程是:在接收糖浆后,根据糖浆组成作适当的处理或配制,配成发酵原料,进行连续杀菌并冷却后,进入发酵罐,加入菌种和净化压缩空气后进行发酵;发酵液经升温、过滤处理后,进入中和罐,用CaCO3中和处理;再经过过滤洗涤,得到L-乳酸钙固体,送入酸解罐,再添加H2SO4酸解,并加入活性炭进行脱色;然后,通过带式过滤机过滤、酸解过滤,除去CaSO4及废炭;酸解过滤液经离子交换处理后,进行蒸发、浓缩,再进行结晶;结晶后,用离心机进行固液分离,对得到的湿L-乳酸晶体进行干燥与筛选,最后得到成品L-乳酸,如图2。
4. 工艺计算
生产条件:已知发酵培养接种量为5%,发酵时间为14h,发酵罐的搅拌转速为180rpm,通气量为0.8VVM,发酵液密度为1050kg/m3,粘度为0.1Pa·s。每升发酵液可以纯化得到L-乳酸产品120g。年操作日300天,共需生产300/4=75
个周期。水蒸气138℃,冷却水进出口温度根据实际情况确定。
以生产1个周期为计算L-乳酸需要的辅料及其他物质的依据。
4.1物料衡算
已知发酵培养基的成分:葡萄糖10g ,硫酸铵2g ,KH 2PO 4 0.6g ,MgSO 4·7H 2O 0.1g ,FeSO 4·7H 2O 0.3g ,CaCO 3 7.0g ,水1000ml (密度为1050kg/m 3)
4.1.1 发酵罐
46
1076.1300
12010600?=??=总V L=16.7m 3 装料系数75.0~6.0/00==V V η 取0η=0.7
7.0/0V V ==16.7/0.7=23.86 m 3
选用两个12 m 3的发酵罐,另选一个作为备用罐。
每个发酵罐的物料计算:
发酵液 G =1050×8.35= 8768kg
葡萄糖 G 1=8768861020
10=?kg 硫酸铵 G 2=87682.171020
2=?kg KH 2PO 4 G 3=876816.51020
6.0=?kg MgSO 4·7H 2O G 3=876886.01020
1.0=?kg FeSO 4·7H 2O G 3=876858.21020
3.0=?kg CaCO 3 G 3=876817.601020
7=?kg 水 G 水=876886001020
1000=?kg= 8.6310?L 4.1.2 种子罐
因为接种量为5%,故V 种=42.0%52
7.16=?m 3 装料系数75.0~6.0/00==V V η 取0η=0.7
6.0/0V V ==0.42/0.7=0.6 m 3
应取两个0.7 m 3的种子罐,一个备用
每个种子罐的物料计算:
发酵液 G =8768×5%=438.4 kg
葡萄糖 G 1=438.43.41020
10=?kg 硫酸铵 G 2=438.486.01020
2=?kg KH 2PO 4 G 3=438.426.01020
6.0=?kg MgSO 4·7H 2O G 3=438.404.01020
1.0=?kg FeSO 4·7H 2O G 3=438.413.01020
3.0=?kg CaCO 3 G 3=438.401.31020
7=?kg 水 G 水=438.480.4291020
1000=?kg= 4.3×105ml 4.2 热量衡算
4.2.1 发酵罐
用138℃水蒸气先进行间接加热(不锈钢蛇管传热),使培养基从25℃升至90℃,再用蒸汽直接加热,使培养基从90℃升至121℃,然后用冷却水使之冷却到37℃。能量衡算如下:
(1)间接加热过程的蒸汽量(培养基温度从25℃升到90℃)
已知G =1050876835.8=?kg , t 1=25℃ ,t 2=90℃
c =4.18kJ/(kg ·℃) s t =138℃ 查表得r =2155.6 kJ/kg
K =1250~1900 kJ/(m 2·h ·℃) 取K =1674 kJ/(m 2·h ·℃)
η=5%~10%,取10%
)1()(12η+?-=r t t Gc S =%)101(6
.2155)2590(18.48768+?-??=1215.7 kg 式中S 为蒸汽耗量,kg ;G 为培养基质量,kg ;c 为培养基的比热容,kJ/(kg ·℃);t 1为开始加热时培养基的温度,℃;t 2为加热结束时培养基的温度,℃; r 为蒸汽的汽化热,kJ/kg ;η为加热过程中的热损失可取5%~10%。
已知τ=1~1.5h 取τ=1h
KF Gc =τ㏑F
t t t t s s ??=--167418.4876821㏑9013825138--=1 F =18.7 m 2
式中τ为间接加热所需时间,G 为培养基质量,kg ;c 为培养基的比热容,
kJ/(kg ·℃);s t 为加热蒸汽温度,℃;t 1为开始加热时培养基的温度,℃;t 2为加热结束时培养基的温度,℃;K 为加热过程中平均传热系数,kJ/(m 2·h ·℃);
(2)直接加热过程的蒸汽量(培养基温度从90℃升到121℃)
t 1=90℃ ,t 2=121℃
查表得138℃下i =2735.2 kJ/kg , s c =4.18 kJ/(kg ·℃)
η=5%~10%,取10%
1.560%)101(121
18.42.2735)90121(18.48768)1()(212=+??--??=+?--=ηt c i t t Gc S s kg 式中S 为蒸汽耗量,kg ;i 为蒸汽的热焓,kJ/kg ;G 为培养基质量,kg ;s c 为冷凝水的蒸汽比热容,kJ/(kg ·℃);c 为培养基的比热容,kJ/(kg ·℃);t 1为开始加热时培养基的温度,℃;t 2为加热结束时培养基的温度,℃; η为加热过程中的热损失可取5%~10%。
(3)冷却阶段的冷却水用量
1211=s t ℃ s t 2=10℃ 371=f t ℃ (实测当培养基温度t 1为80℃时,此时冷却水出口温度t 2为30℃)
K =1674 kJ/(m 2·h ·℃)
18.421==c c kJ/(kg ·℃)
4.130
8010802121/2=--=-==-t t t t e A s Wc KF /KF W =(㏑Ac 2)=1674/7.18?(㏑1.4)8.14?=22257.3kg/h=22.2573t/h
式中,W 为冷却水用量,kg/h ;c 2为冷却水的比热容, kJ/(kg ·℃);t 2s 为冷却水进口温度,℃;t 1为培养基冷却过程中某时刻的温度,℃;t 2为对应培养基t 1温度是冷却水出口温度,℃;K 为平均传热系数,kJ/(m 2·h ·℃);F 为传热面积,㎡。
4.2.2 种子罐
体积小于5 m 3采用夹套加热
(1)间接加热过程的蒸汽量
已知V 种=8.3542.0%5=? m 3
441105042.0=?=种G kg
t 1=25℃ ,t 2=121℃ ,r =2155.6kJ/kg
η=5%~10%,取10%
)1()(12η+?-=r t t Gc S =%)101(6
.2155)25121(18.4441+?-??=90.30kg 取τ=0.5h
式中S 为蒸汽耗量,kg ;G 为培养基质量,kg ;c 为培养基的比热容,kJ/(kg ·℃);t 1为开始加热时培养基的温度,℃;t 2为加热结束时培养基的温度,℃; r 为蒸汽的汽化热,kJ/kg ;η为加热过程中的热损失可取5%~10%。
K =830~1250kJ/(m 2·h ·℃) 取K =1000kJ/(m 2·h ·℃)
KF Gc =τ㏑F
t t t t s s ??=--100018.444121㏑12113825138--=0.5 F =6.9 m 2
式中τ为间接加热所需时间,G 为培养基质量,kg ;c 为培养基的比热容,kJ/(kg ·℃);s t 为加热蒸汽温度,℃;t 1为开始加热时培养基的温度,℃;t 2为
加热结束时培养基的温度,℃;K 为加热过程中平均传热系数,kJ/(m 2·h ·℃);
(2)冷却阶段的冷却水用量
1211=s t ℃ s t 2=10℃ 371=f t ℃ (实测当培养基温度t 1为80℃时,此时冷却水出口温度t 2为30℃)
K =1000 kJ/(m 2·h ·℃)
18.421==c c kJ/(kg ·℃)
4.130
8010802121/2=--=-==-t t t t e A s Wc KF /KF W =(㏑Ac 2)=1000/9.6?(㏑1.4)8.14?=4906kg/h=4.906t/h
式中,W 为冷却水用量,kg/h ;c 2为冷却水的比热容, kJ/(kg ·℃);t 2s 为冷却水进口温度,℃;t 1为培养基冷却过程中某时刻的温度,℃;t 2为对应培养基t 1温度是冷却水出口温度,℃;K 为平均传热系数,kJ/(m 2·h ·℃);F 为传热面积,m 2。
5. 主要设备的计算
5.1 发酵罐的设计
5.1.1 发酵罐的尺寸设计
H /D =1.7~3,取H /D =2.0
32015.04
D H D V +=π 式中,H /D 为高径比,即罐筒身高与内径之比;V 0为公称容积,即筒身容
积V c 加上底封头容积V b 之和。
33015.02
D D V +=π=12 D =1.91m , 圆整D =2m , H =2D =4m 已知3
1~21=D d ,取d =0.4D =0.8m 已知121~81=D W ,取W =10
1D =0.2m 已知0.1~8.0=d
B ,取B =0.9d =0.72m 圆整B =0.8m 已知5.2~5.1=d
S ,取S =1.5d =1.2m 3213.04
D h D V b b +=π(b h 取25mm ) 式中b h 为封头的直边高度,m ;V b 为底封头容积,m 3。D 为内径,m ;W 为挡板宽度,m ;d 为搅拌器直径,m ;S 为两搅拌器间距;B 为下搅拌器距底间距;S 1为上搅拌器至液面间距。
12.1213.0025.024
32=?+??=πb V m 3
发酵液的圆柱体积V 柱=16.7/2-1.12=7.23 m 3
发酵液的柱体高h =m D 3.2)2
(23.72=?π 假设用两层搅拌器,所以S l =2.3-1.2=1.1m
检验:S l /d =1.1/0.8=1.375在1~2范围内。
5.1.2 发酵罐搅拌器轴功率计算
已知d =0.8m ,D =2m
液位高 H L =B h +=2.3+0.8=3.1m
n =180rpm=3r/s ρ=1050kg/ m 3 μ=0.1Pa?s
M Re =42210016.21
.010508.03?=??=μρ
nd >104 (属湍流状态) P =kn 3d 5ρ=4.8 ?33 59.4410508.05=??kW
校正系数f =
)/)(/(31d H d D L =04.1)8.0/1.3)(8.0/2(3
1= 实际P *=f P =1.0437.4659.44=?kW
因为有两层搅拌器
P 2= P *(0.4+0.6?2)=46.37? (0.4+0.6?2)=74.20
标准状况下的通气量Q 0=V L ?VVM=0.8?16.7/2=6.68 m 3/min
g Q = 0Q (273
273t +)L H ????++?-61081.910502
1)05.01013.0(1013.0 = 6.68?(27325273+)1.31081.9105021)05.01013.0(1013.06????++?- =4.42 m 3/min N a =035.0096.08.09042.43
3>=?=nd Q g
∴a g N P P 85.162.0/-= P g =46.3751.20)096.085.162.0(=?-? kW
式中,Q g 为工况通气量,m 3/min ;d 为搅拌器直径,m ;n 为搅拌器旋转转速,r/s ;P g 为通气搅拌功率,kW ;P 为不通气搅拌功率,kW ;Q 0为标准状况通气量,m 3/min ;N a 为通气准数,代表发酵罐内空气的表现流速与搅拌器叶端速度之比。
5.2 种子罐的计算
5.2.1种子罐的尺寸计算
H/D =1.7~3,取H/D =2.0
32015.04
D H D V +=π 33015.02
D D V +=π=0.6 D =0.7m, H =2D =1.4m 已知3
1~21=D d 取d =0.4D =0.28m 圆整d =0.3 已知121~81=D W ,取W =10
1D =0.07m 圆整W =0.1m 已知0.1~8.0=d
B ,取B =1.0d =0.3m 已知5.2~5.1=d
S , 取S =1.5d =0.45m 圆整S =0.5m 3213.04
D h D V b b +=π(b h 取25mm ) 0542.07.013.0025.07.04
32=?+??=πb V m 3
发酵液的圆柱体积V 柱=0.42-0.0542=0.37 m 3
发酵液的柱体高h =m V 96.05.304.1337.0)2
(22=?=?π柱 圆整h =1m
式中b h 为封头的直边高度,m ; V b 为底封头容积,m 3。D 为内径,m ;W 为挡板宽度,m ;d 为搅拌器直径,m ;S 为两搅拌器间距;B 为下搅拌器距底间距;S 1为上搅拌器至液面间距。
假设用一层搅拌器,所以S 1=h =1m
检验:S 1/d =1/0.3=3.3不在1~2范围内。
假设用两层搅拌器,则S 1=h/2=0.5m
S 1/d =0.5/0.3=1.7,在1~2范围内。
所以采用两层搅拌器。
5.2.2 种子罐轴功率计算
种子罐单位体积轴功率P ’=7~8kW/ m 3 取P ’=8kW/ m 3
∴P 种子=0.4236.38=?kW
5.3 发酵液的贮罐计算
V =16.7/2=8.35 m 3
取0η=0.75
75.0/0V V ==8.35/0.75=11.13m 3
查化工手册取两个12 m 3的贮罐
公称直径DN =1800mm ,L 1=3400mm
5.4 配料罐的计算
5.4.1 发酵罐配料罐
V =16.7/2=8.35 m 3
取0η=0.8
8.0/0V V ==8.35/0.8=10.44m 3
查化工手册取1个12 m 3的配料罐,型号为JB1423-74。
公称直径DN =2200mm ,H =3200mm ,D =2240mm
5.4.2 种子罐配料罐
V 种=42.0%52
7.16=?m 3 取0η=0.8
8.0/0V V =0.42/0.8=0.52m 3
查化工手册取1个0.5m 3的配料罐,型号为JB1425-74。
6. 其它
为期两个星期的课程设计将要结束了。在这两周的学习中,我学到了很多,也找到了自己身上的不足。这两周中,在指导教师精心指导下我们小组分工合作、齐心协力,查阅资料、小组讨论、对资料进行分析,并在这段时间里完成了发酵课程设计的撰写和流程图的绘制,使我们对 所学的知识有了更深入的理解和掌握,巩固了理论教学所学到的知识,扩展了学生的实践知识。
通过这次课程设计使我明白了自己原来知识还比较欠缺。自己要学习的东西还太多,以前老是觉得自己什么东西都会,什么东西都懂,有点眼高手低。通过这次课程设计,我才明白学习是一个长期积累的过程,在以后的工作、生活中都应该不断的学习,努力提高自己知识和综合素质。
总之,不管学会的还是学不会的的确觉得困难比较多,真是万事开头难,不知道如何入手。最后终于做完了有种如释重负的感觉。此外,还得出一个结论:知识必须通过应用才能实现其价值!
在这次课程设计中也使我们的同学关系更进一步了,同学之间互相帮助,有什么不懂的大家在一起商量,听听不同的看法对我们更好的理解知识,所以在这里非常感谢帮助我的同学。
7. 参考文献
[1] 金其荣,张继民,徐勤.有机酸发酵工艺学[M].北京:中国轻工业出版社,
1989
[2] 王博彦,金其荣.发酵有机酸生产与应用手册[M].北京:中国轻工业出版社
2000
[3] 凌关庭.食品添加剂手册[M].化学工业出版社,2000
[4] Rathin Dattaetal Hydroxycarboxylic acids[J].Encyclopedia of Chemical
technology.1995
[5] 徐忠,汪群慧,姜兆华.L-乳酸的制备及其应用的研究进展[J].化学与粘合,
2004
[6] 佟明友,方向晨,刘树臣等.L-乳酸和聚乳酸的研究进展[J].石油化工,2003
[7] 王蓉,王元亮,陈国平等.米根霉发酵生产L-乳酸研究进展[J].重庆大学报,
2004
[8]汪多仁.L-乳酸的开发与应用进展[J].化工中间体,2004
[9]赵鹏,黄霞.利用可再生资源及其有机废物发酵生产乳酸的研究进展[J].食
品与发酵工业
[10]徐克勤.精细有机化工原料及中间体手册[M].北京:化学工业出版社,1998
[11]穆杂文.国内外乳酸及其衍生品的应用和市场前景[J].化工技术经济2001
[12]刘俊,刘义荣.聚乳酸的合成及应用[J].生物医学工程学杂社,2001
[13]钱志良,劳含章,王健等.工业乳酸的近期进展[J].生物加工工程
[14]刘伟雄.乳酸和聚乳酸的最新进展[J].食品与发酵工业,2001
[15]Martin O,Averous L.Poly{latic acid}:plasticization and properties of
biodegradable multiphase systems[J].Polymer,2001
[16]Huang Y S,cui F Z. Preparation of biodegradable poly{latic acid-co-aspartic
acid}by copolymerization processes[J].Current Applied physics,2005
[17]曹本昌,徐建林.L-乳酸研究综述.食品与发酵工业.1993
[18]陈连喜,李世普,阎玉华,江听.乳酸及其衍生物的合成和应用[J].湖北化
工2001
[19]王莉.乳酸/聚乳酸生产技术进展.化工技术经济,2005
[20]乔长晟,汤风霞,朱晓红.L乳酸的生产及研究现状.宁夏农学院学报.2001
[21]HAMAMCl H’ RYU.Production of lactic acid using Rhizopus
Oryzae[J].ApplBiochem.Biotechod,1994
[22]吕九琢,徐亚贤.乳酸应用、生产及需求的现状与预测.北京石油化工学院
学报.2004
[23]虞东胜,周晓燕,王健,壬勤,田文阳。米根霉发酵生产L乳酸.工业微生
物.2000
8. 致谢
此次课程设计的制定、实施、完成到撰写都是在王利群老师的精心指导下完成的。整个课程设计过程中王老师给我们提供方法,答疑解难,纠正错误。短短的两个星期,王老师给了我们很大帮助,值此课程设计完成之际我向老师表示深深的谢意。同时还要感谢课程设计中帮助过我的同学们,没有大家的相互帮助与讨论,我根本不可能顺利完成课程设计。
通过这次的课程设计,我们不仅学到很多设计知识,锻炼了解决问题的能力,使自己的视野更加开阔。更重要的是我们体会到团队合作的重要。怎样以最高的效率去完成一件事。这些都是在课本上学不到的经验,对我来说相当宝贵。我想再一次对老师和同学们表示由衷的感谢。
年产12000吨酸奶工厂设计,李雯霞
年产量12000吨酸奶工厂设计 李雯霞 (安徽工程大学生物与化学工程学院安徽芜湖241000) 摘要 本毕业设计选取的题目是年产12000吨酸奶的工厂设计。本设计是建造一个年产12000吨的酸奶工厂,工厂建筑高15m,工厂面积27025m2。本毕业设计由绪论、物料衡算、设备选型和工厂造价等部分组成。前言部分,通过对酸奶的介绍和工厂的设计理念简要的概括设计理念和设计要求以及设计要达到的目标。物料衡算部分。根据产量和设备的选型以及现实情况,对物料的使用量和利用率的计算,对能量的计算。设备选型部分。根据自己产品的特点和对产品的要求对生产设备的选择以及各个管道的选择,还有各个零件的大小直径以及管壁的选择。工厂造价部分。根据上面的计算和实际情况的把握,估算出工厂的造价。 关键字:酸奶,平面设计,工艺流程,设备,经济分析
Abstract The graduation design topic is the design of an annual output of12000tons of plant.This design is the construction of an annual output of12000tons of yogurt factory,factory buildings with high15m,the factory area of47076m2.Thisgraduation design is composed of the introduction,material balance calculation,equipment selection and factory cost components.The preface:The yogurt introduction and plant design summary of design idea and design requirements and design to achieve the goal.Material balance part.:According to the selection of output and equipment as well as the current situation,use of materials and the utilization of the calculation, calculation of energy.The selection of equipment parts:According to the characteristics of their products and requirements for the product production equipment selection and the selection of pipeline,and various parts of the size of diameter and wall selection.Factory cost part.According to the above calculation and the actual. Keywords:yogurt,graphic design,process flow,equipment,economic analysis
年产1000吨色氨酸发酵工厂的设计毕业论文
年产1000吨色氨酸发酵工厂的设计毕业论文 第一章绪论 色氨酸的分子式为:C11H12N2O2分子量为214.21,含氮13.72%,仅一氨基氮6.86%。色氨酸有三种光学异构体,L-色氨酸呈绢丝光泽、六角片状自色晶体,无臭,有甜味,水中溶解度1.14 g/l(25℃),溶于稀酸或稀碱,在碱液中较稳定,强酸中分解,微溶于乙醇,不溶于氯仿、乙醚。 色氨酸具有重要的生理作用。它是人体和动物生命活动中必需的氨基酸之一,对人和动物的生长发育和新代谢起着重要的作用。被称为第二必需氨基酸。广泛应用于医药、食品和饲料等方面。在生物体从L-色氨酸出发可合成4 一羟基色胺等激素以及色素、生物碱、辅酶、植物激素等生理活性物质。可预防和治疗糙皮病。同时具有消除精神紧、改善睡眠效果等功效。另外,由于色氨酸是一些植物蛋白中比较缺乏的氨基酸。用它强化食品和傲饲料添加剂对提高植物蛋白质的利用率具有重要的作用。它是继蛋氨酸和赖氨酸之后的第三大饲料添加氨基酸。 1.1 设计项目概述 (1)设计课题:年产1000t色氨酸工厂初步设计 (2)厂址:皖南地区 (3)重点车间:提取车间 (4)重点设备:发酵罐 (5)需要完成的设计图纸:全厂工艺流程图、全厂平面布置图、重点车间平面布置图,重点车间侧视图。 1.2 设计依据 (1)学校下达的毕业设计任务书和相关可行性报告,以及可靠的设计资料; (2)我国现行的有关设计和安装设计的规与标准; (3)其他氨基酸的发酵工艺及色氨酸的特性发酵。 1.3 设计围 (1)厂址选择及全厂概况介绍(地貌、资源、建设规模、人员); (2)产品的生产方案、生产流程、及技术条件的制定; (3)重点车间详细工艺设计、工艺论证、设备选型及计算; (4)全厂物料、能量衡算; (5)车间布置和说明; .专业.专注.
发酵工厂设计教学大纲
《发酵工厂设计》课程教学大纲 课程编码:13032 课程名称:发酵工厂设计 课程英文名称:Process design in fermentation factory 先修课程:发酵设备、生化工程、发 酵工程、化工原理、物理 化学、材料力学、结构力 学、电子电工学等 适用专业:生物工程 总学时:40 讲课学时30 实验学时10实习学时0总学分:2.5 一、课程性质和任务: 该门课程为工科实践课,通过该课程的学习,使得学生了解工厂工艺设计过程,了解如何将所学知识集成在一起来完成一项工程设计工作。 二、教学目标及要求: 1、通过该课程使学生了解发酵工厂工程设计的流程和工艺设计的全过程; 2、料解工艺设计专业在工艺设计中的重要性及其与辅助工程设计之间的关系; 3、学习工艺计算中基本的计算方法:物料衡算及热量衡算; 4、学习设备、管道的选型及计算、设计; 5、学习工程图纸绘制方法和表达规范; 三、实验内容与学时分配: 绪论(1学时) 本章的重点和难点:工厂设计在国民经济中的地位和意义、生产工艺设计在总体设计中的重要性、工厂设计工作原则(1学时了解) 第一章基本建设程序(1学时) 本章的重点和难点:基本建设程序、项目建议书、可行性研究的任务、意义和深度第一节概述(1学时理解) 一、规定基本建设程序的必要性 二、基本建设程序内容 第二节项目建议书 一、项目建议书的任务和意义 二、项目建议书的主要内容 第三节可行性研究 一、可行性研究的任务和意义 三、可行性研究深度和审批程序 第四节设计任务书 一、设计任务书的内容 第五节初步设计阶段 二、初步设计阶段的内容
四、初步设计阶段的深度 第六节施工图设计阶段 一、施工图阶段的内容 三、施工图阶段的深度 第二章厂址选择(1学时) 本章的重点和难点:厂址选择的重要性和选择原则 第一节厂址选择的重要性和原则(1学时理解) 一、厂址选择的重要性 二、厂址选择的一般原则 第三章工厂总平面设计(1学时) 本章的重点和难点:总平面设计的内容、原则和步骤、工厂组成与厂区的划分 第一节总平面设计的内容、原则和步骤(1学时理解) 一、总平面设计的基本内容 二、总平面设计的原则和要求 三、总平面设计的步骤 第二节发酵工厂总平面布置的形式 一、工厂组成与厂区的划分 二、建、构筑物的布置位置 第四章工艺流程设计(2学时) 本章的重点和难点:工艺流程设计的重要性、生产方法的选择和工艺流程的设计原则第一节概述(2学时理解) 第二节生产方法的选择和工艺流程的设计原则 一、生产方法的选择 二、工艺流程的设计原则 第三节工艺流程的设计步骤 第五章工艺计算(10学时) 本章的重点和难点:物料衡算和能量衡算、蒸汽冷凝量与蒸发量的计算、抽真空量的计算 第一节物料平衡计算(3学时掌握) 一、物料衡算的意义、方法和步骤 三、计算实例 第二节热量平衡计算(3学时掌握) 一、热量衡算的意义、方法和步骤 二、计算实例 第三节水平衡计算(2学时掌握) 一、水衡算的意义、方法和步骤 二、计算实例 第四节耗冷量计算 一、耗冷量计算的意义、方法和步骤 二、计算实例 第五节无菌压缩空气消耗量计算(2学时掌握) 一、无菌压缩空气消耗量计算计算的意义、方法和步骤 二、计算实例 第六节抽真空量计算
酸奶发酵的原理
第八章发酵饮料 发酵饮料,是指通过微生物发酵配制而成,酒精含量在 1% (体积分数)以下的饮料。 发酵饮料 酸奶的分类: 从形态上区分,可分为凝固型、搅拌型和饮料型三种。 还包括活菌型、杀菌型、果汁型酸奶、双歧乳杆菌奶 酸奶的保健作用: (1) 营养作用 乳糖T 葡萄糖 + 半乳糖 (2) 可缓解乳糖不耐症 (3) 整肠作用 (4) 抑菌作用 细胞代谢产生的有机酸使肠道 的 生长。 双歧杆菌还可抑制黄色微球菌和金黄色葡萄球菌、大肠杆菌、沙门氏菌、粪链球菌。 双歧杆菌产生的胞外糖苷酶可以降解肠黏膜上皮细胞的杂多糖,可以阻止潜在致病菌及其 毒素在肠黏膜上皮细胞的黏附,对宿主起到保护作用。 (5) 改善便秘作用 产生大量的短链脂肪酸(主要是醋酸和 乳酸),能刺激肠道蠕动,还能增加粪便的湿度并 保持一定的渗透压,有益于便秘的缓解。 (6) 降低胆固醇 人体肠道内12株固有的嗜酸乳杆菌可吸收胆固醇。 嗜酸乳杆菌2056菌株能抑制小肠壁对胆固醇的吸收。 双歧杆菌代谢产生烟酸的能力与血清胆固醇水平的降低也有一定的关系。 双歧杆菌通过影响 B —羟基—3-甲基戊二酸单酰辅酶 A 还原酶的活性,进一步来控制胆固 醇的合成,从而降低了总血清胆固醇的含量。 乳酸、有机酸 幼儿脑苷脂和神经物质的合成 酸奶还富含钙、磷、铁、脂肪、 B 族维生素、烟酸和叶酸 的pH 值降低,从而抑制肠道中对酸敏感的有害菌和致病菌
(7) 抗癌作用 肠道腐生菌分解食物、胆汁等,会产生许多有害代谢产物如芳香族氨基酸,酪氨酸的降解 会产生酚和对一甲酚,色氨酸则生吲哚和甲基吲哚,还产生胺、氨、H2S等,这些物质是潜在 致癌物。腐生菌还能将一些致癌前体物转化为致癌物,如还原偶氮和芳香环氮化合物形成致癌作用较强的N , N-二苯亚硝基合物。 双歧杆菌能通过抑制腐生菌的生长和上述致癌物在体内形成以及分解致癌物起到抗癌作用。 一、发酵剂 菌种包括:母发酵剂、中间发酵剂、作发酵剂。 孚L酸细菌是革兰氏阳性、不能游动、不产芽孢的一类微生物,产生乳酸作为主要的或惟一 的产物。 这一类细菌缺乏卟啉和细胞色素,不能进行电子传递磷酸化,所以只能通过底物水平的磷酸化作用获得能量。即只通过糖类和有关的可发酵化合物的代谢获得能量。 所有乳酸细菌都是厌氧生长,但对02不敏感,在有氧或无氧条件下都能生长。 一般只有有限的生物合成能力,需要氨基酸、维生素、嘌呤和嘧啶等许多营养。乳酸杆菌是奶制品中的常见菌 例如,德氏乳杆菌(Lactobacillus delbrueckii )(图16. 86c),嗜酸乳杆菌(L. acidophilus)(图16. 86a)用于酸奶的生产,其他一些种用于生产泡菜、青贮饲料和酸菜。乳杆菌属通常比其他孚L酸细菌对酸性条件的抗性更强,pH4?5时生长良好。而且是在pH下降到别的孚L酸菌不能生 长时仍能生长,孚L酸杆菌很少致病。(附图) a. 嗜酸乳杆菌(Lactobacillus acidophillus )。细胞宽度约为0.75 (im b. 短乳杆菌(Lactobacillus brevis )透射电子显微照相。细胞大小为0.8 x 2。 c. 德氏乳杆菌(Lactobacillus delbrueckii )扫描电子显微照相。细胞直径为0.7 (一)传统用菌 嗜热链球菌(Streptococcus thermothilus) 保加利亚乳杆菌(Lactobacillus bulgaricus ) 嗜酸乳杆菌(Lactobacillus acidophilus ) 两歧双歧杆菌(Bifidobacteriumbifidum ) 明串珠菌(Leuconostoc) 双乙酰乳链球菌(Streptococcus diacetilactis) 德氏乳杆菌(Lactobacillus dilbrueckii ) 明串球菌属是是异型发酵。也可分解柠檬酸产生有香味的成分,双乙酰和3一羟基丁酮,
酸奶的生产工艺及其发展趋势
酸奶的现状及其发展趋势 李凡金 (师范学院生物资源与环境科学学院,云南曲靖655011) 摘要:酸奶在人们的生活中扮演着越来越重要的角色,本文主要介绍了酸奶的基本定义,国内外发展现状及发展前景 关键词:酸奶、发展前景、现状 The present situation and Prospect of yoghurt LI Fan-jin (College of Biological Resources and Environment Science, Qujing Normal University, Qujing Yunnan 655011, China;) Abstract:Y oghurt in people's life plays a more and more important role,this paper introduces the basic definition of yoghurt,the domestic and foreign development situation and development prospect of Keywords: Y ogurt,development prospects,present situation 引言 20世纪50年代以来,酸奶生产技术有了很大发展,除了使用传统的保加利亚乳杆菌、嗜热链球菌发酸奶的品质外,还增加了营养保健功能。由于不断开发出新的品种,极大地拓宽了消费市场,特别是20世纪80年代以来,各大中城市的酸奶生产量急剧上升,并迅速地向城镇和农村扩展。现在酸奶有凝固型和搅拌型2 大类别数10个品种。
乳酸的生产方法
乳酸的生产方法 发酵法 发酵法的主要途径是糖在乳酸菌作用下,调节pH值5左右,保持大约50或60dm;C发酵三到五天得粗乳酸。 发酵法的原料一般是玉米、大米、甘薯等淀粉质原料(也有以苜蓿、纤维素等作原料,有研究提出厨房垃圾及鱼体废料循环利用生产乳酸的)。乳酸发酵阶段能够产酸的乳酸菌很多,但产酸质量较高的却不多,主要是根霉菌和乳酸杆菌等菌系。不同菌系其发酵途径不同,可分同型发酵和异型发酵,实际由于存在微生物其它生理活动,可能不是单纯某一种发酵途径。 发酵法分同型发酵和异型发酵。 合成法 合成方法制备乳酸有乳腈法、丙烯腈法、丙酸法、丙烯法等,用于工业生产的仅乳腈法(也叫乙醛氢氰酸法)和丙烯腈法。 (1)乳腈法 乳腈法是将乙醛和冷的氢氰酸连续送入反应器生成乳腈(或直接用乳腈作原料),用泵将乳腈打入水解釜,注入硫酸和水,使乳腈水解得到粗乳酸。然后再将粗乳酸送人酯化釜,加入乙醇酯化,经精馏、浓缩、分解得精乳酸。美国斯特林化学公司及日本的武藏野化学公司均采用此法合成乳酸。 (2)丙烯腈法
丙烯腈法是将丙烯腈和硫酸送入反应器中水解,再把水解物送人酯化反应器中与甲醇反应;然后把硫酸氢铵分出后,粗酯送入蒸馏塔,塔底获精酯;再将精酯送入第二蒸馏塔,加热分解,塔底得稀乳酸,经真空浓缩得产品。 (3)丙酸法 丙酸法以丙酸为原料,经过氯化、水解得粗乳酸;再经酯化、精馏、水解得产品。该法原料价格较贵,仅日本大赛路公司等少数厂家采用。反应如下:CH3CH2COOH Cl2-→CH3CHClCOOH NaOH—→CH3CH(OH)COOH NaCl 酶化法 (1)氯丙酸酶法转化 东京大学的本崎[6]等研究利用纯化了的L-2-卤代酸脱卤酶和DL-2-卤代酸 脱卤酶分别作用于底物L-2-氯丙酸和DL-2-氯丙酸,脱卤制得L-乳酸或D-乳酸。L-2-卤代酸脱卤酶催化L-2-氯丙酸,而DL-2-卤代酸脱卤酶既可催化L-2-氯丙酸,又可催化L-2-氯丙酸生成相应的旋光体,催化同时发生构型转化。 (2)丙酮酸酶法转化 从活力最高的乳酸脱氢酶的混乱乳杆菌DSM20196菌体中得到D-乳酸脱氢酶,以无旋光性的丙酮酸为底物可得到D-乳酸。 工业生产乳酸方法主要是发酵法和合成法。发酵法因其工艺简单,原料充足,发展较早而成为比较成熟的乳酸生产方法,约占乳酸生产的70以上,但周期长,只能间歇或半连续化生产,且国内发酵乳酸质量达不到国际标准。化学法可实现
酸奶生产工艺流程
酸乳生产工艺流程 酸乳工艺流程如下: 乳酸菌纯培养物→母发酵剂→生产发酵剂 ↓ 原料乳预处理→标准化→配料→均质→杀菌→冷却→加发酵剂 灌装在零售容器内→在发酵室发酵→冷却→后熟→凝固型酸奶 → 在发酵罐中发酵→冷却→添加果料→搅拌→灌装→后熟→搅拌型酸奶 酸奶的生产工艺流程: 1.凝固型酸奶生产工艺流程 鲜牛奶→标准化→均质→杀菌→冷却→接种→搅拌→灌装封口→发酵→冷却→后熟 2.搅拌型酸奶生产工艺流程 鲜牛奶→标准化→均质→杀菌→冷却→发酵→搅拌→灌装封口→冷藏后熟→酸乳↑ 果料、香精 前者先冷却分装,后培养发酵。后者先冷却接种发酵,后分装。 凝固型酸乳用于纯酸奶的生产,搅拌型酸乳还可用于果味、果料等花色品种酸奶的生产。一般凝固型纯酸奶要有良好的组织状态,要防止有裂纹出现,因此要先搅拌,分装,再发酵。带有果料的酸奶,影响乳酸菌的发酵,不能保持良好的组织状态,固采用先发酵,后搅拌加果料的方式。 酸奶生产工艺操作要点 1.配料 2.均质 3.杀菌、冷却 4.乳酸的制备(重点) 5.发酵的操作条件及终点判断(难点) 配料的选择和要求:选择符合质量标准的各种原辅料:牛乳、乳粉、砂糖和稳定剂等。乳粉、砂糖混合后加50~60℃温水溶解。琼脂、明胶等稳定剂可与少量糖混合后加水加热溶解充分后添加。 均质的目的是:防止脂肪上浮,使脂肪微粒化,改善口感。一般采用高压均质机。 均质工艺条件:均质前,应先将混合料预热至50~60℃,均质压力为~. 杀菌目的是什么? ①除去原料乳中的氧,降低氧化还原反应,明显促进乳酸菌的生长。 ②由于蛋白质的变性,改善了牛乳的硬度与组织。 ③对防止乳清分离有效。 杀菌及冷却的条件:杀菌条件:90℃、15min。经杀菌后的混合料冷却到40~45℃备用。 还可以采用高温瞬时杀菌。 操作:135-140℃加热2秒左右。这样有利于营养成分的保存,减少煮沸气味。 酸奶常用的乳酸菌发酵剂及工艺要求:
年产十万吨的酸奶厂的工厂设计说明书_毕业设计
年产十万吨酸奶工厂设计说明书
目录第一章绪论 1.1酸奶的简介 1.2 项目背景 1.3 项目实施的区位优势及厂址选择1.4 市场预测 第二章原辅料及产品的标准 2.1原辅料的特性及标准 2.2产品的标准 第三章工艺论证 3.1 基本原理 3.2项目设计主要特点及可行性 3.3 工艺流程及说明 第二章车间平面设计 2.1 生产车间 2.2 总平面布置基本原则 2.3 总平面设计说明 第三章产品方案、工艺流程及论证3.1 产品与产量的确定 3.2 工艺流程及论证 3.3 产品质量标准 3.4 管路设计
3.5 管路安装 3.6 车间布置与结构 第四章产品方案及物料计算 4.1 产品方案确定说明 4.2 凝固型酸奶的物料衡算 第五章设备的选型 5.1 选择原则 5.2 设备选型 5.3 中心实验室 第六章企业组织与劳动力平衡6.1 企业组织 6.2 生产制度 6.3 全厂人员编制 第七章水、电、汽衡算 7.1 用水量的估算 7.2 用电量的估算 7.3 用汽量的估算 第八章全厂辅助部门及生活设施8.1概述 8.2生产性辅助设施 8.3生活性辅助设施 第九章公用系统
9.1给水系统 9.2 排水系统 9.3 供电系统 9.4供汽系统 第十章建筑物平面布置与卫生要求 10.1全厂平面设计的基本原则 10.2 总平面布置的主要技术指标 10.3 主车间的布置原则 10.4环境卫生要求 第十一章经济核算 11.1 产品成本 11.2 其他支出 11.3产品利润 11.4设备折旧 11.4设备折旧 11.5 利润估算 11.6 静态回收期计算 第十二章酸奶生产的 HACCP 管理 12.1 酸奶生产 HACCP 的管理意义 12.2 HACCP体系在风味凝固型酸奶生产中的应用第十三章卫生、安全及防治污染的措施 13.1 个人卫生
年产10万吨啤酒工厂发酵车间设计_课程设计任务书
课程设计说明书题目:年产10万吨啤酒工厂发酵车间设计
专业课程设计任务书 设计题目:年产10万吨啤酒工厂发酵车间设计 学号:学生姓名:专业: 指导教师姓名:系主任: 一、主要内容及基本要求 主要内容: 1.拟在湘潭市西郊羊牯塘选择厂址新建年产10万吨啤酒工厂 2.设计范围:以发酵车间为主体设计,只做初步设计。 3.以生产工艺(流程)设计为主导,为其它配套专业(如全厂总平面、土建、采暖通风、水电、环保、行政管理、技术经济与概算等单项工程设计)提供设计依据和提出要求,兼顾非工艺设计。 基本要求: 生产方案和平面布局合理,工艺流程设计和设备选择及生产技术经济指标具有先进性与合理性,工艺计算正确,绘图规范,综合指标达到同类工厂先进水平,“三废”环保符合国家有关规定。 二、重点研究的问题 生产工艺流程的选择和设计;物料衡算;发酵主车间布置设计以及专业设备选型。三、进度安排(指导教师填写)
四、应收集的资料及主要参考文献(指导教师填写) [1]管敦仪主编,啤酒工业手册(上)[M]. 轻工业出版社,1985:69-346 [2]管敦仪主编,啤酒工业手册(中)[M]. 轻工业出版社,1985:33-108 [3]管敦仪主编,啤酒工业手册(下)[M]. 轻工业出版社,1985:12-207 [4]张学群、张柏青,啤酒工艺控制指标及检测手册[M]. 中国轻工业出版社,1993 [5]刘芳,啤酒工业废水治理技术研究[J]. 酿酒科技,1999,(9):47-51 [6]吴延东,啤酒工厂糖化设备的组合比较[J]. 酿酒科技,2002,(1):33-37 [7]李大勇,啤酒工厂糖化工艺选择[J]. 酿酒科技,2002,(3):22-30 [8]王坚,啤酒高浓度发酵工艺技术要点[J]. 山西食品科技,2000(5):58-63 [9]乔玉胜,啤酒麦汁一段冷却新技术[J]. 酿酒科技,2001, (2):20-24 [10]无锡轻工业学院,轻工业部上海轻工业设计院组编,食品工厂设计基础[M]. 中国轻工业出版社,1992:8-262 [11]中国食品发酵工业研究院,中国海诚工程科技股份有限公司,江南大学主编.食品工程全书(第三卷)食品工业工程[M]. 中国轻工业出版社,2005 [12]P.F.斯坦伯里,A.惠特克.发酵工艺学原理[M]. 中国医药科技出版社,1992 [13]王念春.啤酒厂自动化控制方案的设计与实现[J]. 测控自动化,2004.1 [14]郑岳传. 现代化啤酒厂设备的选择[J]. 食品与发酵工业,2001, 5:75-84
(工厂管理)最新年产吨酸奶工厂设计
最新年产15000 吨酸奶工厂设计 年产15000 吨酸奶工厂设计(上)目录 第一章绪论 1.1 项目背景 1.2 项目实施的区位优势 1.3 市场预测 1.4 项目实施的意义 第二章车间平面设计 2.1 生产车间 2.2 总平面布置基本原则 2.3 总平面设计说明 第三章产品方案、工艺流程及论证3.1 产品与产量的确定 3.2 工艺流程及论证 3.3 产品质量标准 3.4 管路设计 3.5 管路安装 3.6 车间布置与结构 第四章物料衡算 4.1 十类主要产品生产成本 4.2 原辅料衡算 第五章设备选型 5.1 设备选型的依据 5.2 设备概况 第六章辅助部门设计 6.1 冷库 6.2 包装材料库 6.3 化验室 6.4 机修、配电车间 第七章水、电、汽衡算 7.1 用水量的估算 7.2 用电量的估算 7.3 用汽量的估算 7.4 冷用量 第八章卫生、安全及生活设施
8.1 用水方面要求 8.2 个人卫生 8.3 车间设备、环境卫生 8.4 食品接触表面清洁卫生标准 8.5 防止交叉污染卫生标准及操作规程 8.6 虫害防治卫生标准及操作规程 8.7 生产安全及劳动保护 8.8 全厂生活设施 第九章劳动组织 9.1 企业结构 9.2 岗位需求 9.3 人员培训 第十章酸奶生产的HACCP 管理 10.1 酸奶生产HACCP 的管理意义 10.2 酸奶生产HACCP 危害分析 10.3 重点控制 10.4 HACCP 实施注意事项 第十一章技术经济分析 11.1 投资指标 11.2 年经营费用的计算 11.3 利润、利润率、投资回收期计算 11.4 综合评价 致谢 参考文献 第一章绪论 在如今的酸奶市场上,“乳酸饮料”和“酸性乳饮料”占据相当大的比重;在“乳酸菌饮料”和“搅拌型酸奶”类别内,尚无大品牌出现,品牌整合度较低。常温产品中,早期的酸奶市场中的主流产品“调制型酸性乳饮料”和“发酵型乳酸饮料”,由于没有低温保鲜限制,得以较快速的发展,但是其营养价值低,淡出市场是大势所趋。低温产品中,低温乳酸菌饮料及纯酸奶将得到快速发展,此类产品能提供丰富的营养物质,还能调节机体内微生态的平衡,经常食用,能够调整肠道功能、预防癌症、养颜,是一种“功能独特的营养品”。 随着我国冷链设施的不断完善和人们消费知识的日益丰富,这种纯酸奶将成为未来酸奶市场发展的主流。
发酵工厂设计
发酵工厂中空气净化工艺的合理选择 无菌空气是通气发酵过程中的关键流体。它用于细菌的培养、发酵液的搅拌、液体的输送以及通气发酵罐的排气。在通气发酵过程中,空气系统的染菌一直被列为发酵生产的第一污染源。据报道,由于空气系统纰漏而导致发酵染菌,在总染菌数中比率高达19.96%,而我国的生产现状还远远高出这一数据。为了防止压缩空气染菌给发酵液造成污染,进入发酵罐的空气必须达到(0.5μm)100级净化标准,即每立方英尺空气中含有≥0.5μm的微粒数应≤100个。目前,空气净化的主要方法是通过介质过滤达到除菌目的。为了保证过滤后的空气达到净化标准,过滤前的空气要进行降温、除水、除油、减湿的预处理。据文献记载,只有当压缩空气的相对湿度φ≤60%,高效过滤器内的过滤介质保持干燥时,空气通过高效过滤方能达到过滤的期望值。因此,发酵空气净化实际上包括两部分:一是空气的预处理;二是选择性能优良的过滤介质和过滤设备。怎样使科学合理、经济实用的工艺与完善的工程设计有机地结合,使空气系统在优化条件下运行,是发酵行业工程设计者不懈努力的目标。 1 发酵工厂常用的空气预处理路线 1.1 标准路线(流程1) 该流程系80年代初由华东化工学院等单位提出。其工艺成熟,操作方便,适应各种气候条件,不受大气的绝对湿含量和相对湿度的影响。 随着科学技术的进步,传统理论和处理方法不断完善,特别是近年来空压机的技术有了突飞 猛进的发展。由于空压机选型不同,空气预处理的流程也不同。传统的活塞式机型容量小,规模生产时需要多台组合,且要用空气贮罐来消除排气产生的脉冲。目前发酵工厂多选用出气稳定、容量大的涡轮式或螺杆式机型,不必设置空气贮罐。改进后的流程增加丝网除沫器,加强了除雾滴能力。 1.2 混合型路线(流程2) 此流程适用于中等湿含量的地区,其特点是将部分来自空压机的热空气不经冷却,而直接 与大部分经降温除水的冷空气混合进入过滤器,可省去加热器;气体进过滤器的控制指标与 流程1相同;流程比较简单,冷却水用量相对节省。流程控制的关键是:空气的冷却温度和空气分配比的关系会随采风口所吸取空气的参数而变化。 该流程的特点是经降温除水的冷空气进换热器与来自空压机的热空气进行热交换,将冷空气温度提至30~35℃后去过滤器过滤,省去加热蒸汽;热空气经换热后降低了进冷却器的温度,节省了冷却水用量。其不足是空气的传热系数小,传热面积需要很大。 1.4 热空气路线(流程4)
泡菜发酵工艺
泡菜发酵工艺综述 王瑜蒙万川 一、泡菜营养分析 泡菜是以微生物乳酸菌主导发酵而生产加工的的传统生物食品,富含以乳酸菌为主的功能益生菌群及其代谢产物,风味优雅、清香脆嫩,营养丰富,既可满足不同口味、又可增进食欲、帮助消化,促进健康。泡菜含有维生素A、B1、B2、C、钙、磷、铁、胡萝卜素、辣椒素、纤维素、氨基酸、蛋白质等多种营养成分。大量V c和胡萝1-素,能起抗癌作;泡菜中的纤维素对便秘和大肠癌有预防和抑制作用,还可降低胆固醇,预防高血压,动脉硬化等成人循环系统病症;泡菜中的辣椒、蒜、姜、葱等刺激性作料可起到消炎杀菌,促进消化酶分泌的作用[1];泡菜发酵过程中产生的有机酸、酒精和酯等物质,能以其独特的风味和颜色增进食欲[2];泡菜中含有大量的乳酸菌(约6300万个/mL),被人体吸收后,能促进胃肠道蠕动和胃蛋白酶的分泌,并抑制人体消化道内有害菌的繁殖,使肠道内微生物分布正常化,有助于对食物的消化、吸收[3];乳酸菌代谢产生的有机酸可使肠道内的渗透压增高,水分分泌亢进,粪便中水分增高而缓解便秘。另外据研究,泡菜还可以降低血液中氨基酸含量,防止脑溢血、心肌梗塞;降低肝中脂肪和血液中胆固醇含量,预防动脉硬化[4];使皮肤细胞角质层变薄,减少皮肤的紫外线酸化作用,有效防止皮肤老化;抑制癌细胞生长[5]等。 二、泡菜发酵过程 2-1发酵初期:蔬菜刚入坛时,其表面带入的微生物,主要以不抗酸的大肠杆菌和酵母菌等较为活跃,它们进行异型乳酸发酵和微弱的酒精发酵,发酵产物为乳酸、乙醇、醋酸和二氧化碳等。由于有较多的二氧化碳产生,气泡会从坛沿水槽内的水中间歇性地放出,使坛内逐渐形成嫌气状态。此时泡菜液的含酸量约为0.3%~0.4%,是泡菜初熟阶段,其菜质咸而不酸、有生味。 2-2发酵中期:由于初期乳酸发酵使乳酸不断积累,pH下降,嫌气状态形成,乳酸杆菌开始活跃,并进行同型乳酸发酵。这时乳酸的积累量可达到0.6%~0.8%。pH为3.5~3.8。大肠杆菌、腐败菌、酵母菌和霉菌的活动受到抑制。这一期间为泡菜完全成熟阶段,泡菜有酸味而且清香。 2-3发酵后期:在此期间继续进行的是同型乳酸发酵,乳酸含量继续增加,可达1.0%以上。当乳酸含量达到1.2%以上时,乳酸杆菌的活性受到抑制,发酵速度逐渐变缓甚至停止。此阶段泡菜酸度过高、风味不协调。从乳酸的含量、泡菜的风味品质来看,在初期发酵的末期和中期发酵阶段,泡菜的乳酸含量为0.4%~0.8%,风味品质最好,因此,常以这个阶段作为泡菜的成熟期。 三、泡菜发酵工艺的探究分析 3-1发酵温度:通过研究发现分别以15℃、25℃、35℃发酵榨菜泡菜时,温度与发酵进程的影响成正相关关系,72小时内35℃的产酸量为25℃的1.3倍,15℃的3倍。以榨菜泡菜0.5%酸度值为成熟标准的话,35℃的泡菜24小时内就可以发酵成熟,而25℃则需48小时,15℃的在72小时内都无法达到成熟的标准。在试验中随着盐量的增加,发酵速率与产酸量均降低,食盐的渗透压对发酵速率与发酵进程的影响较显著。除成熟度与发酵速率基本一致外.盐量高低对泡菜质地的影响未见明显差异[6]。 3-2盐水浓度:盐水(质量浓度分别为18.67g/l,28.00g/l,37.33g/l)发酵白菜的过程中,泡菜液的细菌总数往往在第4天出现峰值,而后呈下降趋势,最后平稳。而对于乳酸菌,前6 d发酵的菌数量呈上升趋势,第6天以后乳酸菌数处于平衡状态。用各种质量浓度食盐的处理中,食盐质量浓度越高,乳酸菌数越少,质量浓度为37.33g/l的盐使乳酸菌的数量明显减少;在泡菜发酵时加入9.33g/ml的食盐和23.33 g/ml的蒜时,泡菜中的有害菌少、
酸奶与菌种发酵介绍
ATTENTION:有的版块不一定要做在一张ppt里面 基本信息 题目:微生物(桥形符号)人类 酸奶简介 酸奶的发酵过程使奶中糖、蛋白质有20%左右被水解成为小的分子(如半乳糖和乳酸、小的肽链和氨基酸等),奶中脂肪含量一般是3%~5%。经发酵后,乳中的脂肪酸可比原料奶增加2倍,这些变化使酸奶更易消化和吸收,各种营养素的利用率得以提高。酸奶由纯牛奶发酵而成,除保留了鲜牛奶的全部营养成分外,在发酵过程中乳酸菌还可以一产生人体营养所必须的多种维生素,如VB1、VB2、VB6、VB12等。作用 一是能将牛奶中的乳糖和蛋白质分解,使人体更容易消化和吸收。 二是酸奶有促进胃液分泌、提高食欲、促进和加强消化的功效。 三是乳酸菌能减少某些致癌物质的产生,因而具有防癌作用。 四是能抑制肠道内腐败菌的繁殖,并减弱腐败菌在肠道内产生的毒素。 乳酸菌概况 我们都知道酸奶是由乳酸菌发酵而制得的,但是乳酸菌并不是指一种菌,而是一类菌的总称。乳酸菌(lactic acid bacteria,LAB)是一类能利用碳水化合物产生
大量乳酸的革兰氏阳性菌的总称,主要包括乳酸杆菌属(Lactobacillus)、链球菌属(Streptococcus)、肠球菌属(Enterococcus)、乳球菌属(Lactococcus)、双歧杆菌属(Bifidobacterium)和明串珠球菌属(Leuconostoc)。 要做酸奶,有两种菌是必不可少的。这就是“嗜热链球菌”(英文代号为S)和“保加利亚乳杆菌”(英文代号为L)。这两种乳酸菌存在“共生作用”,它们相互帮忙,能够促进产酸速度,让酸奶能正常凝固,而且能产生比较好的风味。用这两种菌混合培养制成发酵剂,然后加到牛奶当中,在40-42度的温度下保温培养几个小时,就可以把液态的牛奶做成凝固的酸奶了。 保加利亚杆菌介绍 保加利亚乳杆菌(Lactobacillus delbrueckii subsp. bulgaricus)是德式乳杆菌的一个亚种,被广泛的应用在酸奶制作的过程当中。(该亚种最初由保加利亚微生物学家赛德蒙·格里戈罗夫(Stamen Grigorov)在1905年时确定并以其祖国的名字命名,1984年时韦斯等人又将其确认为德式乳杆菌的亚种。)保加利亚乳杆菌外观为长杆形,能产生大量的乳酸。最适宜的生长温度为40摄氏度左右。 生长特性 保加利亚乳杆菌属于革兰氏阳性,厌氧性菌。菌体长2~9μm,宽0.5~0.8μm,单个体呈长杆状或成链,两端钝圆,不具运动性,也不会产生孢子。在牛奶上培养,菌落为无色到淡白色,通常呈不光棉花状,直径1mm~3mm。 保加利亚乳杆菌属于化能异养型微生物,营养要求苛刻。一般来说,脱脂乳和乳清是乳酸菌的最佳培养基,实验表明,单从菌落总数来说,以乳清加6%脱脂奶粉作
酸奶工厂设计工厂设计
1 绪论 1.1酸奶简介 牛乳的组成最为接近人体的母乳,含有人体所需要的全部营养成分,营养最为均衡,在人们的膳食结构中具有其他食品无法替代的地位和作用。由鲜牛乳发酵成的酸乳由于其丰富的营养、特殊的风味、爽滑的质构和良好的生理功能,备受人们青睐[1]。联合国粮农组织和世界卫生组织(FAO/WHO)将酸奶定义为乳与乳制品(杀菌乳或浓缩乳)在保加利亚杆菌(L.bulgaricus)和嗜热链球菌(S.thermophilus)的作用下乳酸发酵而得到的凝固型乳制品其中可任意添加全脂乳粉、脱脂乳粉、乳清粉等。但在最终发酵产品中必须大量存在这些微生物。也可简单将其定义为以新鲜牛乳或乳粉为原料,经乳酸菌保温发酵而制成的产品[2]。 通常根据酸奶在零售过程中的产品存在状态来进行分类,具体可分为凝固型酸奶和搅拌型酸奶。乳酸菌在乳中生长繁殖,发酵分解产生乳酸等有机酸,导致乳的pH 值下降,使乳酪蛋白在其等电点附近发生凝集,把这种乳凝状的酸奶称为凝固型酸奶。所谓搅拌型酸奶,是指先在发酵罐中通过乳酸菌的作用,将经过标准化处理的牛乳发酵至乳凝,然后再用搅拌器破乳,是凝乳粒子保持在0.01~0.04mm大小的一种酸奶。产品呈半流动状态的粥糊状,易使用吸管吸食[3]。一半搅拌型酸乳可分为原味型和水果型,而凝固型大都为原味型[4]。 酸乳又名酸牛乳或酸奶,作为众多的发酵乳产品中当今最为流行的乳制品,最初出现时其名是与发酵乳混用的,表示变酸的乳。尽管目前没有关于人类何时第一次制作酸奶的明确记载,但酸奶的食用可以追溯到许多世纪以前。发酵乳起源于巴尔干半岛和中东地区,在那里,牧民们早在几千年前就发现了可以通过发酵可以延长鲜乳保存期的方法。虽然起源没有明确的记载,但酸奶有益于人类身体健康并有丰富的营养价值这一观念在许多文明国度里已存在了很长时间。依据波斯人的传统,亚伯拉罕把自己的富饶和长寿归功于酸奶而法国皇帝法兰西一世据说也因饮用由山羊奶制成的酸奶而治愈其体虚气弱之疾[5]。然而,酸奶却极有可能起源于中东,在那时这种发酵产品的演变与世界各地牧民的烹饪技术发展是分不开的[6]。 在如今的酸奶市场上,“乳酸饮料”和“酸性乳饮料”占据相当大的比重;在“乳酸菌饮料”和“搅拌型酸奶”类别内,尚无大品牌出现,品牌整合度较低。常温
发酵工厂设计概论
现代生物制药工厂设计理念 姓名:许忠福学号:201011805125 班级:生工101班 1、我国生物制药工厂发展概况 新中国成立后,制药工业取得了有目共睹的巨大成绩,1980年全国制药工厂共有800家,到1996年增至8000多家,2004年通过GMP达标的制约工厂有5000多家。尤其是生物制药异军突起,发展迅速。1953年青霉素在上海第三制药厂正式投产,1958年中国最大的抗生素生产厂华北制药厂建成,随后全国各地陆续建成一批抗生素生产厂,主要品种都能生产,不仅能满足国内需求,还能实现出口创汇。改革开放后,各地又建设了一批高新生物制药工厂,开发生产重组乙肝疫苗、痢疾疫苗、甲肝疫苗、狂犬疫苗、干扰素、重组人生长激素、促红细胞生成素、白细胞介素—2、各种诊断试剂等产品。 我国生物制药企业可分为如下三大类型: 1.1 中小型生化制药企业 在20世纪50--60年代逐步建成和发展起来,主要生产脏器制品和生化药物,如从猪胰脏中生产胰酶和胰岛索,从猪脑垂体中生产后叶针、缩宫素和加压素等。到20世纪80年代以后,随着生物分离工程技术的发展与应用,这类企业逐步壮大、整合、发展成为现代生化制药企业,如生产肝素钠和各种治疗酶的常州干红生化制药公司、生产胰岛素及其制剂的徐州万邦生化制药厂和生产玻璃酸钠及其制剂的山东正大福瑞达制药有限公司。 1.2 大型微生物制药企业 应用发醉工程和晦工程技术生产抗生素、有机酸、维生素和氨基酸类药物,如生产青霉素v甲、7—氨基—3—去乙酰氧基头孢烷酸(7—ADCA)和万古霉素等的华北抗生素制药厂,生产7—氨基头抱烷酸(7—ACA)、辛伐他汀和美伐他汀的浙江海正药业,生产大观霉素和头孢地嗪的山东鲁抗制药,以及中国维生素产业“四大家族”:东北制药总厂、江苏江山制药、维尔康药业和维生药业。氦基酸工业年生产能力已达20多万吨.其生产企业近百家,如湖北八峰氨基酸公司、浙江亚美生物化工股份有限公司、南昌化工(集团)有限责任公司和安徽科苑股份有限公司等。 1.3 现代生物工程制药企业 国内目前至少有3000多家单位从事生物工程研究,有200余家现代生物医药企业,50多家生物工程技术开发公司,已上市近30种生物技术药物,主要有基因工程药物、疫苗和单克隆抗体,并开始步人自主创新研发阶段。企业格局正向群落化、集约化转变,形成生物谷、生物城、生物岛等新模式。这类较大型的生产企业有长春生物制品研究所、成都科奥生物工程有限公司、上海生物制品研究所、沈阳三生制药股份有限公司、海南新大洲药业有限公司、长春长生基因药业股份有限公司、安微安科生物工程有限公司、深圳海王药业有限公司、珠海丽珠医药集团股份有限公司、北京四环生物制药有限公司等。 2、现代生物制药工厂设计理念 生物制药工厂工艺设计是指工艺工程师在一定工程目标的指导下,根据对拟建工程的要求,采用科学方法统筹规划,制定方案,对生物制药工厂进行扩建与技术改造时,从事的一种创造性工作。生物制药工厂工艺设计,不仅要具有一般制药工厂工艺设计知识.如生产工艺流程设
乳酸发酵技术
乳酸发酵技术 一实验目的 1.了解乳酸菌的生长特性和乳酸发酵的基本原理; 2. 学习酸乳的制作方法。 二实验原理 牛乳中的乳糖在酸奶菌种(保加利亚乳杆菌:嗜热链球菌=1:1)的乳糖酶的作用下,首先分解为葡萄糖和半乳糖两种单糖,然后这两种糖经乳酸发酵生成乳酸,使牛乳酸度增加,酪蛋白产生沉淀。酸奶经过均质、消毒、发酵等过程加工而成的。酸乳的品种很多,根据发酵工艺的不同分为凝固型酸乳和搅拌型酸乳两大类。凝固型酸乳在接种发酵菌株后,立即进行包装,并在包装容器内发酵、成熟。搅拌型酸乳先在发酵罐中接种、发酵,发酵结束后再进行无菌罐装并后熟。 三设备、仪器、材料(一)设备与仪器1.高压蒸汽灭菌锅2.超净工作台 4.恒温水浴锅 5.酸度计6.均质机 7.培养箱 8.塑料杯 9.三角瓶 (二)材料 1.市售酸乳 2.全脂奶粉 3.市售白糖 4. 食用果胶 3.调味培养基1 酸乳1000mL,50度糖浆l00mL,32波美度菠萝汁50mL,乳化发酵牛奶香精0.6 mL,乳化菠萝香精1.0 mL。调味培养基2酸乳300mL,50度糖浆220mL,食用柠檬酸1.5g,耐酸型食用CMC1.5g,乳化发酵牛奶香精0.8 mL,乳化草莓香精1.0 mL,用饮用水定容为1000mL。三实验步骤 1.基料配制:将全脂乳粉、蔗糖和水以10:5:70的比例混匀,作为制作饮料的基料。为了增加干物质含量,可用以下3种方法进行处理:将牛乳中水分蒸发l0%~20%,相当于物质增加1.5~3%;添加浓汁牛乳(如炼乳、牦牛乳或水牛乳等);按质量的0.5%~2.5%添加脱脂乳粉。 2.扩大培养:将分离到的嗜热乳酸链球菌、保加利亚乳杆菌用上述培养基进行扩大培养。 3.添加稳定剂:在基料中添加0.10~0.5%的明胶、果胶或琼脂作稳定剂,可提高酸乳的稠度和黏度,并可防止酸乳中乳清的析出。根据口味和营养需要,适当添加甜味剂及维生素。 4.均质:用均质机在55~70℃和20MPa下将基料均质。 5.巴氏杀菌:通常在90℃下保持5 min。 6.牛乳冷却:牛乳经巴氏杀菌后用水冷却,至40~45℃时接种。 7.接种:将培养好的嗜热乳酸链球菌、保加利亚乳杆菌及其等量混合菌液以2~3%(分别接种3%和5%)的接种量分别接人上述培养基料中,摇匀,或用灭过菌的玻棒搅拌均匀。接种量、发酵时问和温度对酸乳质量影响很大,应严格控制。保加利亚乳杆菌生长较快,经常会占优势;若酸度过高,会产生过多的乙醛,导致酸乳产生辛辣味。 8.灌装和发酵凝固型酸乳的生产:接种后应立即分装到已灭菌的一次性塑料杯中,以保鲜膜封口;将接种后的酸乳置于40℃恒温箱中培养至凝乳块出现(约3~4h),然后转入4℃冰箱中后熟24h以上),pH值为4~4.5,凝块均匀细腻,无乳清析出,色泽均匀,元气泡,获得较好妁口感和特有风味。 搅拌型酸乳的生产:直接在发酵罐中接种,接种后继续搅拌3min,使发酵菌种与含乳基料混合均匀,然后置于发酵室,每隔一定时间测定发酵液的pH值,当pH值为4.5~4.7 对停止发酵,冷却后启动搅拌,添加调味培养基1进行调配。将调配好的酸乳放入冰箱中 24h后,即可饮用。若要制作酸乳饮料,可用经过后酵的酸乳来调配,向其中添加调味培养基2进行调配。 调配后用均质机在55~70℃和20MPa下均质,灌装、封口后,85℃、30min水浴消毒,冷却后即可饮用和保存(4℃下可保存6个月)。 四、数据处理方法 发酵结束后,品尝酸乳在香味和口感上的异同,测定pH值;品尝时若出现异味,表明酸乳污染了杂菌,测定pH值;进行大肠菌群的检测实验。 项目有无乳清分离硬度口感酸度 【思考题】1.为何要用巴氏消毒?2.酸乳发酵过程中为什么会引起凝乳?