无铅波峰焊制程及工艺管控
1.0目的
为保持无铅波峰焊工艺过程的稳定,实行对缺陷的预防,检验无铅波峰焊制程是否
符合产品的焊接质量要求,工艺及制程管控以此规程为依据。
2.0范围
本公司使用的无铅波峰焊及无铅波峰焊(以下简称波峰焊)生产的所有产品。
3.0职责
3.1PIE:负责工艺文件、日常保养文件的制定;对波峰焊生产过程中的异常
问题提供技术支持;无铅锡炉焊锡杂质的含量检测报告分析及异常处理;
3.2生产部:负责设备的申购、验收,监控无铅锡炉焊锡杂质的含量、送样检
测成分;波峰焊操作人员按本规程要求对波峰焊制程进行监控,执行日常
维护保养相关要求;
3.3品管部:负责波峰焊生产过程中的稽核。
4.0内容
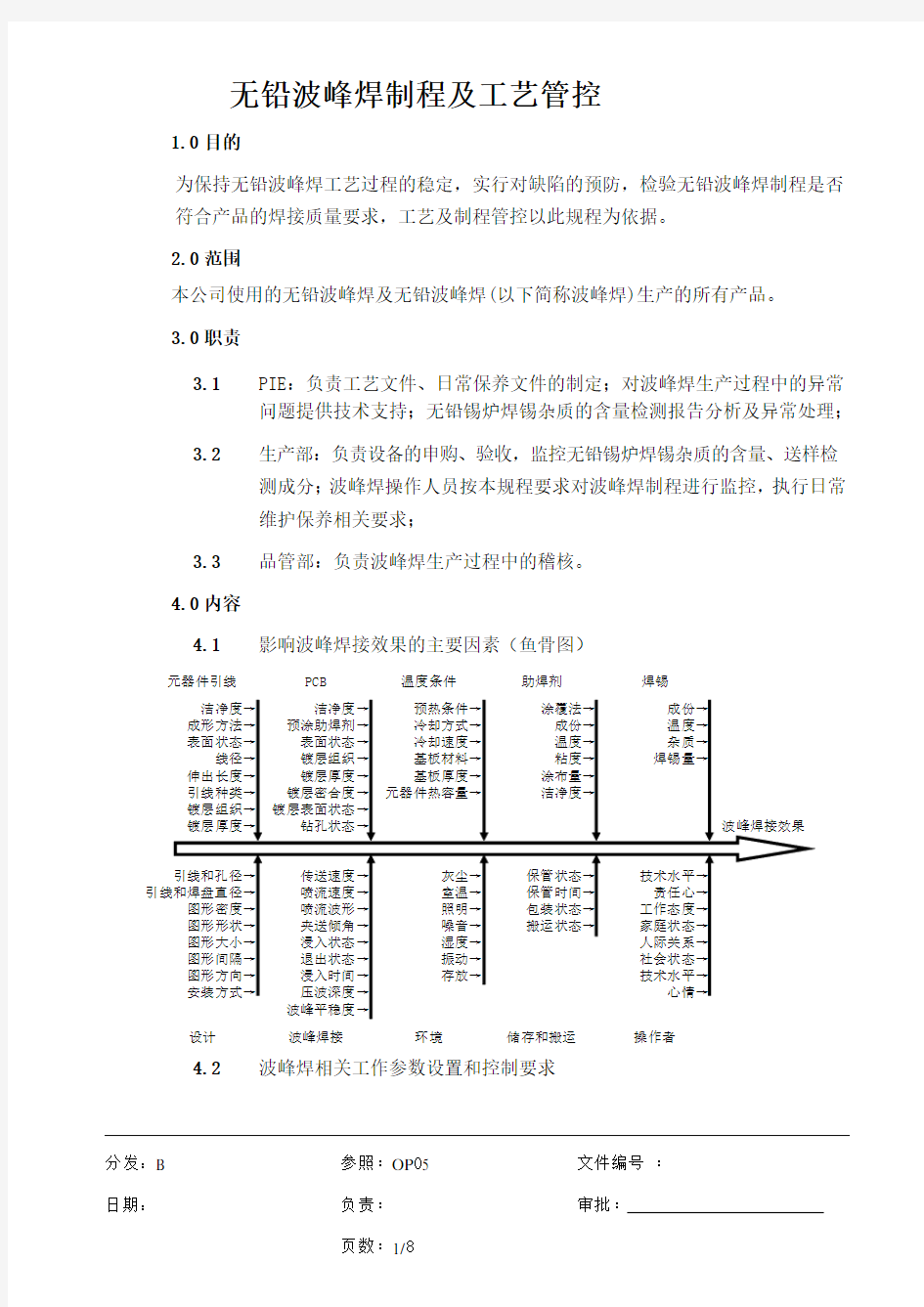
4.1影响波峰焊接效果的主要因素(鱼骨图)
元器件引线PCB温度条件助焊剂焊锡
设计波峰焊接环境储存和搬运操作者
4.2波峰焊相关工作参数设置和控制要求
分发:B 参照﹕OP05 文件编号﹕
4.2.1单板预热温度:单板预热温度指产品的实际温度,波峰焊预热温度设
定值以获得合格波峰焊曲线时设定温度为准;
4.2.2锡炉温度(无铅):锡炉温度控制在265±5℃,PCB上焊点温度的最低
值必须≥235℃;
4.2.3如客户或产品对温度曲线参数有单独规定和要求,应根据公司波峰焊
设备的实际性能与客户协商确定的标准,以满足客户和产品的要求。
4.3波峰焊基本设置要求;
4.3.1波峰类型:如无特别指定,均单独使用二波峰(平流波)进行焊接;
4.3.2波峰高度:要求吃锡深度为PCB厚度的1/3~2/3;
4.3.3运输速度:1400~1800mm/min;
4.3.4夹送倾角:5~
5.5度;
4.3.5助焊剂喷雾压力:3~5Bar;
4.3.6除以上参数设置标准范围外,如客户对其产品有特殊指定要求则由工
程师在产品作业指导书上依其规定指明执行。
4.4温度曲线参数控制要求
4.4.1PCB的焊接预热温度应在助焊剂厂家推荐的范围内(助焊剂参数资
料);
4.4.2预热区PCB板温度值为78~120℃(使用CST-2088助焊剂,如更换助
焊剂,需参考助焊剂相关参数资料);
4.4.3PCB零件面温度必须小于160℃;
4.4.4预热区零件面板温的温升斜率每秒4℃以下;
4.4.5120℃ 4.4.6浸锡时间:要求控制在3~5秒; 4.4.7PCB在波峰焊出口处焊点温度在140℃以下。 4.5温度曲线制作与测量注意事项 4.5.1温度曲线一般要求测试6个点或以上; 4.5.2温度曲线测试点选择:板底4根线,其中左右2根测板底温度、另前 后2根测锡点温度,位于PCB板的四象限,对称分布,从板面穿过。分发:B 参照﹕OP05 文件编号﹕ 分发:B 参照﹕OP05 文件编号﹕ 日期:负责﹕ 页数﹕3/8审批﹕ 热电偶感温点紧贴焊盘并用高温锡线焊牢或用高温胶带固定,板面1 根测零件面温度,另1根板面测器件温度。同一块板用于测试温度曲 线不能超过10次; 4.5.3温度曲线测试要求:每天生产前按《温度曲线测试仪具体保养内容和 安全指引》进行温度曲线测试,并做好相关记录文件的保存及备份; 4.5.4需检查热电偶的探头是否有变形、断开、损伤。 合格的热电偶不合格的热电偶 4.6接触面积测试及要求 4.6.1用一块表面带有刻度的高温玻璃(200×300mm)置于链爪上,当运行到 平流波时停住读取锡面与玻璃接触的宽度,要求为50~70mm,当小于 50mm时需调整波峰高度或锡炉位置以达到要求; 4.6.2观察锡面与玻璃接触面的形状是否平行,若左右锡面接触宽度差值超 过10mm,需调整波峰焊运输机构以达到要求; 4.6.3接触面积测试要求每天测试一次,若设备有调整(如锡缸被移动、重 置和维修后),或加锡后,也要进行测试,并做好相关记录。 4.7波峰焊操作内容及要求 4.7.1波峰焊操作员需经过专门培训并考核合格后持证上岗; 4.7.2电脑程序名按当前生产的PCB型号进行命名,生产时需进行核对; 4.7.3操作员生产时需注意检查波峰焊机波峰是否平整、喷口是否被锡渣堵 塞,有问题立即处理; 4.7.4操作员根据产品WI给定的工艺参数严格控制波峰焊电脑程序参数; 4.7.5操作员在生产过程中如发现WI给定的工艺参数不能满足要求,不得 自行调整参数,立即通知工程师处理; 4.7.6波峰焊程序参数的变更需经工程师确认可后方能保存,程序参数修改 需填写《波峰焊参数修改记录表》; 4.7.7进行锡炉操作和保养维护时,需注意戴上口罩、防护手套等防护用品。 4.8波峰焊常见不良现象及工艺调整 分发:B 参照﹕OP05 文件编号﹕ 4.9波峰焊日常保养内容 4.9.1每天一次保养内容: 4.9.1.1检查输送铝材与前面设备连接状态, 检查铝型材导轨有无弯, 扭 等变形; 检查链条运行是否正常; 4.9.1.2观察输送链条运行是否正常, 有无振动; 检查链条张紧情况, 在 链条上涂一层高温润滑油脂; 4.9.1.3清理调幅丝杆及导向杆上杂物, 并在丝杆及导向杆上涂一层高温 润滑油脂; 4.9.1.4检查压力缸压力是否正常,压力值是否为3~5Bar,保险阀能否正 常工作; 4.9.1.5检查无杆气缸运行是否正常, 检查缸体上是否有残留的松香渍, 将气缸表面清洗干净; 4.9.1.6检查锡炉内锡容量是否达到要求(静止时锡液面距槽边沿 10±2mm); 4.9.1.7检查喷头是否有堵塞, 洗净喷头内残留物, 检查PVC管连接处是 否有漏松香现象; 4.9.1.8每天清理一次炉胆的锡渣; 4.9.1.9测试喷雾功能是否正常,喷涂是否均匀; 4.9.1.10检查波峰焊链爪是否变形,脱落,检查自动炉爪清洁器使用状态分发:B 参照﹕OP05 文件编号﹕ 是否良好; 4.9.1.11清除自动感应光眼表面灰尘及杂物。 4.9.2每周一次保养内容: 4.9.2.1检查调幅马达运行状况及链条张紧情况, 并在其链条上涂一层润 滑油脂; 4.9.2.2检查链条张紧情况及齿轮磨损情况,并在链条及齿轮上涂一层润 滑油脂,带座轴承内注入润滑油脂; 4.9.2.3检查锡炉进出马达运行状况及丝杆磨损情况, 并在其传动链条及 丝杆上涂一层润滑油脂; 4.9.2.4检查轴承动行状况, 并向轴承座内加入润滑油脂; 4.9.2.5检查齿轮磨损及带座轴承动行状况, 在齿轮上涂一层润滑油脂并 向带座轴承内注入润滑油脂; 4.9.2.6检查输送马达运行及齿轮啮合状况, 并在齿轮上涂一层润滑油 脂; 4.9.2.7请将喷锡嘴拆下清理锡渣一次,以免造成锡波不平稳; 4.9.2.8清理反射罩上沉积的松香及杂物; 4.9.2.9对于锡炉升降、进出丝杆及其它传动处,进行维护保养。 4.9.3每月一次保养内容: 4.9.3.1对波峰一、波峰二喷嘴滤网进行清理。 4.9.4每次保养后需填写《设备/仪器日常保养记录表》 4.10波峰焊材料管控 4.10.1无铅锡条 4.10.1.1供应商:XXXXXXXXXXXXXXXX 4.10.1.2锡条规格:99.3Sn/0.7Cu。 4.10.2助焊剂、稀释剂 4.10.2.1供应商:XXXXXXXXXXXXXXXXX 分发:B 参照﹕OP05 文件编号﹕ 4.10.2.2助焊剂:型号 CST-2088,比重 0.806±0.005; 4.10.2.3稀释剂:型号 0088; 4.10.3添加或更换无铅锡条或助焊剂前,波峰焊操作员必须核对材料信息。 4.11无铅锡槽监控 4.11.1波峰焊技术员每月从锡槽中取样200g锡块送检测机构检测; 4.11.2检测报告的数据登陆电子表格并做出趋势线; 4.11.3当铅含量呈上升趋势或突发性上升,需深入核查过程生产产品及原材 料的污染源; 4.11.4无铅锡槽要求铅含量<1000ppm;当铅含量达到500ppm时,预先采取 措施—冲稀方式使之达到300ppm以下,冲稀方式可采用一次掏锡加 锡达到目标铅含量,也可采用分阶段加新锡;处置后立即取样送检测 机构检测; 4.12波峰焊程序密码设定及权限管理 4.12.1按不同的权限等级对用户等级进行密码设定,用户等级分为:操作员、 管理员、超级用户等; 4.12.2规定操作员用户只对波峰焊有操作权限,如开关机、下载程序、运行、 报警屏蔽、调宽窄等,不能更改预热温度、锡炉温度、链速等波峰焊 程序参数; 4.12.3管理员用户有除系统参数设定以外的所有波峰焊操作权限; 4.12.4超级用户有包括系统参数设定在内的所有波峰焊操作权限; 4.12.5正常生产时,波峰焊操作员/技术员使用操作员用户登录,对波峰焊 进行日常操作; 4.12.6波峰焊制程出现异常、或程序参数无法满足焊接工艺要求,需要对波 峰焊参数进行更改时,需立即通知工程师,工程师登录管理员用户对 波峰焊参数进行修改并验证以及保存; 4.12.7参数修改涉及WI变更的,需通知PIE工程师进行修改、受控发放新分发:B 参照﹕OP05 文件编号﹕ 的标准WI; 4.12.8波峰焊系统参数均为系统运行所必须的参数,如无特殊情况,不可修 改该项中任何参数,若特殊情况需修改,必须通知主管或波峰焊供应 方技术人员登录超级用户进行处理。 5.0参考文件 5.1《JN-350系列波峰焊说明书》 6.0附表 6.1《设备/仪器日常保养记录表》 6.2《波峰焊参数修改记录表》 6.3《波峰焊接触面积测试记录表》 分发:B 参照﹕OP05 文件编号﹕