石油化工泵技术条件
石油化工用泵制造技术条件
1主题内容与适用范围
本标准规定了石油化工用泵制造技术要求、检查、试验和验收,标志、包装、运输和保管,技术资料等细则。
本标准适用于一般石油化工用离心泵。
本标准规定之外,如用户对产品有特殊要求时,按订货合同(协议)或数据单的规定。
2引用标准
S021
S027
S069
SN101
SN104
QJ/S10.25 QJ/S10.28 QJ/S11.1 QJ/S11.4 QJ/S11.7 QJ/S11.14 QJ/S24.3 QJ/S24.4 JB/TQ365 JB/TQ366 JB/TQ367 JB4297
GB/T 13384 GB1174
GB1804
GB3214
GB3216
GB3323
GB5677
GB10889 GB10890 ZN57916 铸件过流部位表面
超声波探伤方法及验收标准
单、两级流程泵管路设计、装配规范
铸造不锈钢ZG1Cr13Ni
耐磨防咬合铸造不锈钢ZG 1Cr13MoS技术条件
产品涂装技术条件
产品外观质量技术条件
泵类产品常用金属材料的代号
铸件及产品清洁度技术条件
零件机械加工技术条件
产品及零件的防锈方法
焊接泵座拼接技术条件
泵用铸钢件补焊
离心泵铸件过流部位尺寸偏差
泵用铸钢件技术条件
泵用铸铁件技术条件
产品涂装技术条件
机电产品包装通用技术条件
铸造轴承合金
公差与配合未注公差尺寸的极限偏差,孔用H14,轴用h14,长度用JS14或js14。水泵流量的测定方法
离心泵、混流泵、轴流泵和旋涡泵试验方法
钢焊缝射线照相机底片等级分类方法
铸钢件射线照相机底片等级分类方法
泵的震动测量与评价方法
泵的噪声测量与评价方法
第一部分着色渗透检验处理方法说明
ZN57917 第一部分磁粉检验处理方法说明
第二部分磁粉探伤验收标准ZN57918 第一部分超声波检验过程说明
第二部分超声波检验处理方法说明3.1 主要零部件
除有控制规程的泵以外,其余所有泵均按下列规定:
3.1.1过流铸造零件(包括泵体、泵盖、吸入段、吐出段、中段、尾盖、吸入函体、叶轮、导叶、隔板等)。
a.过流部位尺寸偏差应符合JB/TQ 365,其泵体喉部面积还应该用样板检查。;
b.过流部位应光滑、平整,应符合S02仁(ZN180)B级;
c.叶轮应时整体铸造、铆接或焊接叶轮需要用户同意;
d.叶轮应具有实心轮毂,如果不可避免要空心时,则用熔点不小于260° C (对于铸铁材料)和不
小于540° C (对于铸钢材料)的适当金属完全充填满;
e.叶轮开口小于15mm寸,不能打光,应进行清理达到S02仁(ZN180)A级;
f.铸件需去应力退货。ZG1Cr13Ni要调质处理HB= 180-250,奥氏体不锈钢需固溶热处理,带Ti (钛)的不锈钢需稳定化退火;
g.铸钢件补焊应符合QJ/S24.4的规定;
h.承受压力的铸铁件除用户同意外不应该用焊接修补;
i.装配好的泵,凡能裸露在外面的毛坯件外表面,应在精加工前清理平整,去掉凸起的疤痕和补
焊平凹坑后,再喷丸处理。符合QJ/S10.28的规定;
j.承压零件要进行静水压强度试验,见 4.4.2 ;
k.叶轮做静平衡试验,见4.5.1。
3.1.2轴和套类
3.1.2.1轴
a.轴全长的径向跳动不打与0.04mm轴的弯曲在0.2mm之内允许校直,并去应力退火;
b.轴应在粗加工后进行调质处理(Cr18Ni12Mo2Ti固溶热处理和稳定化退火除外),其硬度见表
1:
表1
c.多级泵轴表面(键槽、沟槽、螺纹、联轴器端除外)镀铬处理,镀层厚度0.05 - 0.08 ;
d.保留中心孔。
3.1.2.2 轴套类
a.填料轴套和级间轴套、定位环、挡套:45、40Cr和3Cr13材料,调质处理后外表面淬硬HRC46 -52;1Cr13材料外表面喷涂碳化钨,硬度不低于HRC55深度不低于0.35mm Cr18Ni12Mo2Ti材料固
溶化处理后稳定化退火,且表面硬化处理,硬度不低于HV70Q深度不低于0.05 ;
b.机械密封轴套:45、40Cr和1Cr13材料,调质处理HB285 - 321 ;奥氏体不锈钢作固溶热处理,带Ti的不锈钢需稳定化退火。
3.1.2.3衬套类
a.喉部衬套和级间衬套、导叶套和平衡套、平衡套压板等:ZG1Cr13NiMo或ZG1Cr13MoS材料调质
处理,硬度大于或等于HB330 0Cr18Ni12Mo2Ti材料固溶热处理后稳定化退火;
b.锻件毛坯要符合QJ/S15.10金相组织按n级检验、锻件级别为川级;
c.平衡盘、平衡鼓:S203 (1.4024.09 )调质处理HB240 - 285。
3.1.3螺栓(包括穿杠)、螺母
自制的承压件用螺栓(穿杠)、螺母(不锈钢材料除外)粗加工后调质处理硬度见表1。
3.1.4密封环
a.密封环由可硬化材料(铸铁、铜类除外)制造的相对摩擦表面的布氏硬度(HB差值至少应为
50,只有当相对两摩擦表面的布氏硬度HB大于400时,才允许硬度HB差值小于50;
b.壳体密封环(包括内装式叶轮密封环):3Cr13、40Cr材料调质处理HB241- 302; ZG1Cr13MoS(1Cr13MoS调质处理HB大于330; 0Cr18Ni12Mo2Ti固溶热处理后稳定化退火,且表面硬化处理HV大
于700,深度大于0.04mm;
c.叶轮密封环(包括外装式壳体密封环)和叶轮轮毂、密封环:45、3Cr13材料调质处理后,外
表面淬硬HRC4- 52; ZG1Cr13NiMo(1Cr13NiMo)调质处理HB240-285; 0Cr18Ni12Mo2Ti 固溶热处理后稳定化退火,且表面硬化处理HV大于700,深度大于0.04mm
3.1.5轴承体及其盖类
轴承体及其盖类根据需要可用灰铸铁、球墨铸铁和铸钢材料。
a.铸件需去应力退火;
b.铸件内腔清洁度应符合QJ/S 11.4;
c.油室及冷却水腔静水压强度试验见4.4.2 ;
3.1.6轴瓦
a.轴瓦基体必须是钢材,需去应力退火;
b.轴瓦衬材料应符合GB1174;
c.轴瓦内外表面及端面不允许有磕碰划伤,表面应清洁、无污物锈迹;
d.轴瓦上各孔、槽、沟不准有飞边、毛刺、棱角等。
3.1.7联轴器
a.采用加长挠性联轴器,并能传递配带动力的最大扭矩,使用(工作)系数至少应取 1.5;
b.联轴器最大外圆对于定位直径每25mm直径的径向跳动不大于0.013mm但最大径向跳动不超过
0.076mm。对中用基准面(端面)也应在上述公差范围内垂直于轴线。
3.1.8联轴器罩
联轴器必须配装联轴器罩,材料用Q235-A.F 钢,当用户提出要求时,可以改为铜材、铝材或玻璃钢塑料。
3.1.9底座
a.底座应为基液盆(盘)式,上表面做成倾斜式,斜度不小于1:120 ;
b.底座可为型材焊接结构,也可为铸造结构。当底座为焊接结构时,应符合QJ/S24.3 ,焊后需
去应力退火;
c.所有底座在每个分隔段至少设有一个灌浆孔,净面积不少于0.01m2,并应设灌浆放气孔,至少
为 $ 13mm
d.用户不提出要求时,泵和原动机应为共同底座出厂。
3.1.10丝堵
铸铁泵壳排气或放液应使用碳钢丝堵,挡泵壳采用其它材料时,丝堵材料应与泵壳相同或者较泵
壳有更好耐腐实性的材料。凡符合API610规范的泵,与液体相通的孔口使用这种丝堵至少应有38mn长
的把柄。在任何情况下,都不应该采取非金属(塑料)管堵。
3.2 表面粗糙度
主要零件重要配合部位的加工表面粗糙度,应不低于谢列规定:
a.与滚动轴承配合的部位应符合GB275滚动轴承配合的规定
b.与滑动轴承配合的轴径 ........................ Ra0.8
c.滑动轴承内孔 ................................. Ra3.2
d.与叶轮、轴套、联轴器等配合的轴径 ............ Ra3.2
e.叶轮、轴套、轴承套、联轴器等与轴配合的孔……Ra3.2
f.轴套外圆表面 ................................. Ra1.6
g.级间轴套外圆表面.............................. Ra3.2
h.配合定位端面及其止口不低于................... Ra6.3
i.平衡盘(板)端面............................... Ra1.6
3.3主要零部件配合公差
a.吸入段和吐出段与中段、中段与中段、吸入段与托架、吐出段与尾盖、吸入函体与吸入段、密
封环与壳体或叶轮、吐出段与平衡套等配合止口................................ H7/js6
b.单两级泵的泵体与泵盖的配合止口................................................. H7/g6
c.叶轮与轴、轴套与轴配合......................................................... H7/h6
d.键与轴配合、轴键槽用...................................................... N9
键与轮毂配合、轮毂键槽用.................................................. JS9
注:高温高压泵根据实际情况还可选用其他配合。
3.4形位公差
主要零件主要部位的形状和位置公差见表2:
表
注:对于多级泵关键部位可以提高一级或二级公差等级。
3.5运转间隙
铸铁、铜合金、经硬化处理的11-13%铬钢以及具有低咬合趋势的材料应当选用表3所列最小运转间隙;对于咬合趋势更大的材料如1Cr18Ni9、Cr18Ni12Mo2Ti和使用温度大于260°C的泵,应当选用表4 所列的最小运转间隙。
表3 (mm
表4 (mm
3.6跳动公差
a.装配好的转子部件,各部位的径向跳动不应超过表5的规定。
表5 (mr)
注:对于高温高压多级泵,各部位的径向跳动还可以往小提高一级。 b.穿杠把紧后,平衡板端面跳动不应超过表
6的规定。
子在装完止推轴承后轴向串量在
1mm 之内,轴瓦抬量应根据转子的静挠度曲线决定。
3.7.2 滑动轴承轴径在 $ 55 - $ 100之间径向间隙规定
a. 上轴瓦与轴垂直方向径向间隙 0.10-0.18mm ;
b. 轴瓦与轴水平方向单面侧间隙为 0.08-0.12mm 。
3.8装配基本要求
3.8.1 不得将保管或运输不当而造成的变形、锈蚀、碰伤等缺陷的零件进行装配。 3.8.2 泵在出厂装配前应作如下防锈处理:
a. 流道不加工表面:按 QJ/S11.14标准清理,铸铁件涂以性能不低于
C06-1铁红醇酸底漆,铸钢
件涂以防锈油(不锈钢件除外);
b. 轴承储油室表面应按 JB4297标准B 级清理,涂以C06-1铁红醇酸底漆1层,性能不低于C04-49醇 酸磁漆1
层。
3.8.3 对一些零件材料易于咬合的配合部位,应涂以抗咬合剂(如二硫化钼) 。
3.8.4 滚动轴承须在工业加热器内加热到
80-95°C 后装配。
3.8.5 泵经性能试验后,应除静泵内积水,并按
QJ/S11.14标准作如下涂装处理(材料等级代号
4-8除
外);
a. 内部加工表面涂以性能不低于
102或243防锈油(机械密封另有规定);
b. 夕卜露加工表面涂以性能不低于 901防锈油或907防锈冷涂脂;
c. 夕卜部不加工表面硬仔细清除铁锈和油污,涂装按 QJ/S10.25标准处理,对于高温泵涂以性能不
低于W67-25铝粉有机硅,耐热漆两层。有要求时还可以按用户提出的颜色供货。
d. 辅助管路系统涂色按 S069规定。 3.9零件标记
3.9.1 叶轮、泵体、泵盖、吸入段、吐出段、密封环、轴、轴套、衬套类等具有多种材料的零件,除 铸铁、碳钢件
外其它材料临建应在次要部位铸出或打出材料代号。
3.9.2 材料代号
见QJ/S11.1标准,另外在机械密封压盖孔旁应该打印或刻上如下识别标记: 急冷一一Q 冲洗一一F 排(放)液一一D 排(放)气一一V
3.9.3 标记的字体、部位,不收图纸制定地方限制,做在次要部位上,以清晰、好看为准。 3.10
合装要求、
合装的泵与原动机时用加长联轴器连接。允许在联轴器部件两大外圆上和其端面的偏差为 0.1mm 之
内。在出厂包装时偏差可放松至 0.2mm 之内。
3.11 管路要求
4.1 工厂检查(监制)
泵制造厂应预先向用户发出关于来工厂检查(或试验)的通知书。用户在收到通知后,有权进入 正在加工(或试验)用户设备的制造厂(包括外协件厂、外购件厂)进行检查。同时,还应将用户检 查的要求提前通知外购件厂或外
表6
(mr)3 7
0.13-0.20mm ,多级泵的转
3.7
装配装配完后,单两级泵的轴承压盖与止推滚动轴承之间的轴向串量
协件厂。
4.2 检查
4.2.1泵的所有零部件(包括外购、外协件)必须经过检查,并符合有关标准规定。
4.2.2制造厂有责任向用户的检查员提供全部规定的材料证书和工厂试验数据,证实技术规范和合同的要求已满足。
4.2.3如果用户要进行工厂检查(监制),则在厂内检查完成之前,泵的零件或表面不应涂漆。
4.3材料检验
4.3.1如果使用代用材料,应该有材料的化学成分数据,必要时还要有机械性能数据,以便备查。
4.3.2用户对材料化学成分、机械性能等试验项目有要求时,必须做出试验,并记入材料证书。
4.3.3如果用户要求,对焊缝或材料作X 射线照相、超声波检查、磁粉探伤检查或者着色检查均按下
列标准规定:
a. X 射线照相
钢件焊缝按GB3323标准执行。检验长度要大于或等于焊缝总长的20%如有特殊要求,另行商定。
铸钢材料按GB5677标准执行。如有特殊要求另行商定。
b. 超声波探伤检查,轴按S027 规定,其余件按ZN57918 规定。
C.着色渗透探伤检查按ZN57916规定。
d.磁粉探伤检查按ZN57917规定。
4.3.4如果用户有规定,所有有热处理和X射线照相的记录(全面检查),无论是在正常工序中做的或
是作为修理过程的一部分所做的记录都应该保存五年,以备用户查询。
4.4试验
4.4.1用户参加工厂试验的范围
a.用户参加工厂试验,有目睹试验也称H点和观察试验也称W点两种。
b.目睹或观察试验范围:静水压试验,性能试验、汽蚀余量(NPSH试验,动静平衡试验。
4.4.2静水压强度试验
4.4.2.1承受压力作用的零件,应进行静水压强度试验,在压力持续时间内,不得有渗漏和冒汗等缺
陷,试验液体为常温清水。
4.4.2.2承压壳体进行静水压强度试验规定:
SJA型DSJH型流程泵试验压力为7MPa GSJH型流程泵试验压力为8.2MPa,其他石油化工用泵试验压力至少是工作压力的1.5 倍,稳压时间至少为30min。
442.3轴封水冷腔、轴承水冷强、泵体支承座水冷强做水压强度试验,其压力为1MPa稳压时间30min。
4.4.2.4通有流程液体的辅助设备(如过滤器、冷却器、旋风分离器、流动指示器、阀……)要做105%勺
设计值的压力试验,但最少应为1MPa稳压时间为30min。
4.4.3性能试验
4.4.3.1新产品均做全性能试验,其测试点应包括关死点、最小连续流量点、最小连续稳定流量和额
定流量之间的中间点、额定流量点110%额定流量点。批量产品出厂试验,至少得出最小连续稳定流量和
额定流量之间的中间点、额定流量点、110%额定流量点等三点的试验数据,用户要求时,必须得出上述
前五个点的全部试验数据。
4.4.3.2制造厂应保留一套全部试验的完整详细的记录,其中包括经鉴定的试验曲线和数据。在欧诺
个户检查之前,制造厂应完成所有运转试验和机械检查项目。
4.4.3.3泵应装好出厂应装的密封进行试验,装有双端面密封或串联密封的泵应在其两个密封之间供
入清洁的密封液,做汽蚀试验时要采取特殊措施。
4.4.3.4基本性能参数应符合各系列泵的型式与基本参数中的规定,其性能和汽蚀试验应符合GB3214 及GB3216标准
的C级精度。当用户要求时,可以按API610规范的规定执行。
4.4.3.5如果在工厂试验之后,泵的拆卸只是为了车削叶轮以满足扬程的允差,车削量不超过原叶轮
直径的5%时则不需要重新再试验,而以试验数据换算即可,出厂时一般提供出厂的性能曲线。当用户有
要求时,试验曲线证明书上应标明试验得出的特性曲线和车削直径后的计算特性曲线。
4.4.3.6汽蚀余量应采用闭式回路真空降压的试验方法,如果双方协商同意,可以采用吸入阀门调节
的办法来做NPSH式验。
4.4.4 运转试验
4.4.4.1泵在制造厂内应稳定运行足够长的时间,轴承最高温度不超过80°C。
4.442 在性能试验同时,如果是新产品或用户有要求时,应进行震动测量。测量方法见GB10889标准,
并记录在试验记录单上,其震动值不应超过下列规定:
a.对滚动轴承的泵:当以额定转速和额定流量(允差10%)作工厂试验时,在轴承体上测量的未
滤波振动峰值速度不得超过7.6mm/s 。
b.对滑动轴承的泵:当以额定转速和额定流量(允差10%)进行工厂试验时,在轴上测量的未滤
波振动峰值速度不得超过1 0 . 2mm/s 。
4.4.4.3在测振动同时,如果是新产品或用户有要求时测出泵的噪声值,测量方法件GB10889标准,并
作记录,此值供用户参考。
4.4.4.4成批生产的同型号产品,质量稳定后,性能试验除用户要求和出国产品台台试验外,应按15%
的比例进行出厂试验,但至少为两台。汽蚀试验除用户要求和出国产品外,一般不试验。
4.5现场试验
4.5.1平衡试验
静平衡:每个叶轮做静平衡试验,平衡精度不低于图1中的G6.3级,允许不平衡力矩(M为:
M=eG( 10-5(N- m 或eGX 10-2(mNm
式中:e 允许偏心距(mr)G 叶轮质量
(g)
运转试验时,当震动超过规定值,叶轮应做动平衡试验。
4.5.2动平衡:两端制成式石油化工用泵的转子部件应做动平衡试验,平衡精度不低于图 1 中的G6.3
级,允许不平衡力矩(M为:
M=eGX 10-5(N- m
式中:e 允许偏心距(mr)G—转子质量(g)注:特殊要求的多级泵,动平衡选G2.5 级。
4.5.3联轴器在用户要求时,可在其制造厂家做动平衡试验。
4.5.4转子部件动平衡前,叶轮要单个做静平衡。
4.5.5目睹动平衡:操作员和用户监督员要在平衡证明书上签字,并记录数据。
4.5.6平衡时去重,在磨削的范围内,要保持正常叶轮盖板厚度的2/3 ,对较大的修正量允许在叶轮上对应部位填
加金属,填加金属应光滑过渡,不得有尖角。
4.5.7单两级泵叶轮切削半径5mm(包括5mm,多级泵叶轮半径3mm(包括3mn)以上时,就要重新进行静或动平
衡,以保持最终的平衡精度。
4.6最终检查制造厂的技术检查部门按《装箱单》检查产品供应范围的正确性和完整性以及携带技术文件的齐
全性,并发给产品质量合格证后方可准予出厂。
5. 标志、包装、运输和保管
5.1 标志
5.1.1 标牌
泵标牌应当用铝板、铜板或不锈钢板制成,并铆钉或自攻螺钉牢固地拧在泵的醒目位置上,标牌内容包括:
a. 泵型号(规格)
b. 流量m3/h
c. 扬程m
d.转速r/min
e. 质量kg
f. 泵壳的静水压试验MPa
g. 制造厂名称
h. 出厂编号
i. 出厂日期年月日
j. 设备编号注:产品出国标牌内容应用相应的外文表示,并附有“中华人民共和国制造”的外文字样。
5.1.2 转向牌泵的转向牌应当用铝板、铜板或不锈钢板制成,并用铆钉或自攻螺钉牢固地拧在泵的醒目位置上,箭头为红色。
5.2 包装和运输
5.2.1 产品的包装按GB/13384 标准规定
522 所有法兰的孔口都应该有坚实盖子,如果用户有规定,则法兰孔口应该有最小厚度为1mm勺金属
盖,至少有4 个双头螺栓,并将对焊钢法兰一起把上。
5.2.3每台机组都应该妥善地做好发货准备,正确的支撑好,辅助设备和其管路应牢靠地固定在底座上,以防运输过程中损坏。
5.2.4暴露的轴(不锈钢除外)和轴上的联轴器,应该涂用性能不低于901 防锈油或907 防锈冷涂脂并用汽相防锈纸包卷。
5.2.5每台泵出厂必须有装箱单,其内容包括:
a. 产品合格证
b.泵的典型剖面图
c.外形安装尺寸图
d.安装使用说明书
e.标准性能曲线或试验性能曲线
f.管路系统示意图
g.必要时还带有材料代号的零件明细表
h.如果泵的轴封时机械密封,则应有机械密封部件图和安装说明书。
5.2.6装箱单和所带全部技术资料(包括规定的图纸)一并装入塑料袋里,并固定在包装箱内。
5.2.7电动机如为滑动轴承,则在包装时,要将木块卡在电机联轴器与电机压盖之间,乙方轴的窜动而损坏轴承。5.2.8加长联轴器中间段、地脚螺栓和填料密封环、填料等均要求另行包装,并固定之。
5.2.9出国产品或用户要求时,在泵体、轴承体、水冷夹套和包装箱内适当地方要放吸潮剂。
5.3 保管泵杂存放中应按QJ/S11.14 标准的规定执行。
6 技术资料
6.1报价单制造厂的报价单应该包括谢列资料:a. 完整的流程泵数据单
b. 性能曲线,它包括扬程、效率、必须汽蚀余量(水)、轴功率所有这些都表示成流量的函数,此外,还应表
示出最大和最小叶轮直径的扬程曲线。
c.初步的外形图、系统示意图
d.典型的剖面图和详细说明报价单细节的文件
e.关于系统和所有组成件是严格符合用户技术要求的具体说明,如不符或某些不符,则制造厂要提出一份详细
说明书,列出每一个不符之处的具体清单。
f.在收到书面订货单和全部数据之后,并提供能交货的具体日期
g. 对API610 的某些特殊要求的说明
6.2 API610 规范要求的合同资料
6.2.1在收到书面订单后(特殊原动机,则要等原动机厂家给叔安装及外形尺寸之日起)半个月内,泵制造厂应向
用户提供机组外形尺寸图及有关资料,最多提供6 套,外形图应表示出泵、联轴器和原动机的型号、转向、质量和足够的尺寸数据,以供设计基础、管路和电气接线。所有辅助管路连接均应标出管径和进出口位置。
6.2.2用户在收到图纸后应迅速地进行审查,如有不同意见,立即提出,如没有意见,仍要通知制造厂,以便及时
提供规定份的副本。
6.2.3下列资料应在接到订单后的六周内按用户规定的份数提供:
a. 泵和机械密封的安装使用说明说;
b. 带有零件编号的剖面图,必要时提供与泵相一致的零件明细表,如泵的轴封为机械密封,还包括机械密封部
件图;
c.在被要求时,还应提供泵和机械密封的材料明细表,包括零件编号、名称、数量、零件的合金牌号或材料代
号以及图号或识别每个零件的铸造号(材料明细表为主要零部件,不包括螺栓、螺母、管路等);
d.离心泵数据单。
e.辅助管路及其明细表(可以包括在外形图中)。
6.2.4下列资料应当在检查和试验后提供:
a.合格的试验曲线和试验数据,用户要求时还应包括用水试的汽蚀余量(NPSH曲线,此曲线
应根据由同一模型铸出的叶轮所试出的真实试验数据绘制出,曲线图中应包括 6.1节b中所述
的全部内容;
b.合格的静水压试验数据。
XZA型单级石油化工流程泵
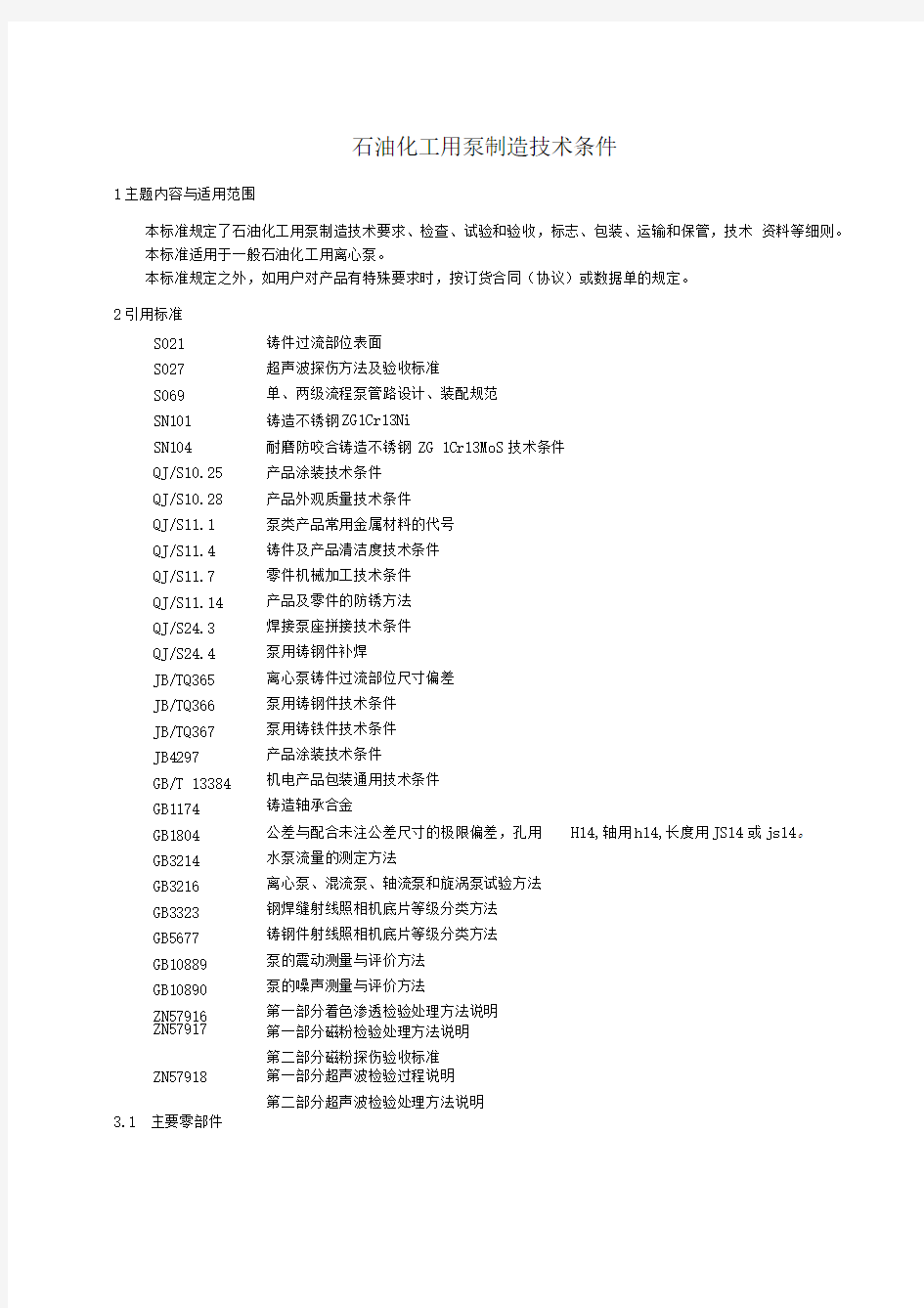
1.概述 XZA型单级石油化工流程泵是按技术标准GB3215-82《炼厂、化工及石油化工流程用离心泵 通用技术条件》及API 610标准设计的,具有可靠性高、寿命长、通用化程度高、效率高等特点的流程泵。泵组主要由泵、电机、润滑冷却系统、、膜片联轴器和底座等组成。根据用户需要,泵组可采用柴油机驱动,可配置液力耦合器或变频器进行调速。材料根据使用条件的不同,过流部件选用不同类型的材质(也可根据用户协商供应),轴承体部件主要为碳钢和铸铁两种,为寒冷地区、露天使用、船用等提供了选材方便。 2.用途 XZA型单级石油化工流程泵供输送低温或高温的、中性或有腐蚀性的、清洁或含有固体颗粒的液体。特别应用于: █ 炼油厂、石油化学工业、煤加工工业和低温工程。 █ 化学工业、造纸、纸浆业、制糖业和普通流程工业。 █ 供水厂、海水淡化厂。 █ 发电厂。 █ 环境保护工程。 █ 供暖和空气调节系统。 █ 船舶及海上工业等。 工作温度:-20℃~+150℃。 3.结构特点 填料箱具有冷却接头,+80℃以上的工作温度需采用冷却水对填料箱进行冷却。轴承体上设有水冷腔,+120℃以上的工作温度需另采用冷却水对轴承体进行冷却。轴封采用机械密封,也可采用填料密封,并配有冷却、冲洗或密封液系统,标准管路按API规范设计。轴承采用稀油润滑,轴承体上带有视油窗,可控制油位。 轴向水平吸入,垂直向上排出。泵体为径向剖分式,泵体支撑为脚支撑。根据使用条件,采用前、后磨损环及平衡孔进行水力平衡,残余轴向力由角接触球轴承来平衡。从电机端看,泵为顺时针方向旋转。
1.泵体 2.叶轮 3.泵体密封环 4.叶轮密封环 5.泵盖 6.机封端盖 7.轴 8.轴承悬架部件 9.悬架支架 10.轴套 11.机械密封 12.叶轮螺母
石油化工流程泵型号及参数
【ZA系列石油化工流程泵】产品: 【ZA系列石油化工流程泵】产品简介: ZA系列石油化工流程泵为单级单吸悬臂式涡壳泵,产品执行标准API610,VDMA24297(轻/中型),泵体为脚支撑,单吸叶轮,轴向吸入,径向排出。轴向力采用前后口环及平衡孔进行水力平衡。轴封采用机械密封可采用单端面或双端面平衡型集装式,也可以采用填料密封。机械密封并配有冷却、冲洗或密封液系统,密封管路系统按 API 规范设计。吸入与排出法兰可按 GB 、 DIN 、 ANSI 标准设计。 【ZA系列石油化工流程泵】型号意义: 例如:ZA100-50-315 ZA-石油化工流程泵 100-泵进口直径100(mm) 50-泵排出口直径50(mm) 315-叶轮名义直径315(mm) 【ZA系列石油化工流程泵】性能范围:
流量Q可达2600m3/h; 扬程H可达250m; 工作压力P可达2.5MPa; 工作温度T-80℃~+450℃; 口径φ25~400mm; 转速:1450-2900r/min。 泵过流部件材料有不锈钢材质有304、304L、316、316L、CD-4MCu、 904、904L、哈氏合金等。 【ZA系列石油化工流程泵】产品特点: ZA系列石油化工流程泵为单级单吸悬臂式后开门的结构,所以在检修泵时不需拆卸吸入和排出管路,拆开泵盖后即可将悬架连同转子部件一起从泵体中抽出,所以检修工作十分方便。叶轮的后盖板上有密封环,基本上能平衡轴向力,残余的不平衡力由推力轴承承受。轴承为油润滑的球轴承,油环提油而且能自动控制油位,当工作温度低于250℃时,悬架无需冷却,工作温度高于250℃~450℃时,悬架用风冷或水冷。根据不同的情况,部分泵为双蜗壳结构,其余为单蜗壳。轴封可采用填料密封,也可采用单端面或双端面机械密封,并配有冷却、冲洗或接密封液的系统。由电动机直接驱动,用联轴器与电动机相连。 【ZA系列石油化工流程泵】产品用途: ZA系列石油化工流程泵适合于输送清洁的或含少量颗粒的、低温的或高温的液体;适合于输送中性的或有腐蚀性的液体,其中包括各种温度和浓度的氢氧化钠和碳酸钠等碱性溶液、各种盐溶液、各种酸溶液和盐溶液、各种液态石油化工产品、有机化合物以及其它有腐蚀性的原料和产品。ZA系列石油化工流程泵主要用于炼油厂、石化工业、煤加工工业和低温工程、造纸业、制糖业和海水淡化工程等。 【ZA系列石油化工流程泵】性能参数:
化工装置中泵的选型与配管问题
化工装置中泵的选型与配管问题 泵的选型与配管问题 一,基本依据 1,流量是选泵的重要性能数据之一,它直接关系到整个装置的的生产能力和输送能力。如设计院工艺设计中能算出泵正常、最小、最大三种流量。选择泵时,以最大流量为依据,兼顾正常流量,在没有最大流量时,通常可取正常流量的1.1倍作为最大流量。 2,装置系统所需的扬程是选泵的又一重要性能数据,一般要用放大5%—10%余量后扬程来选型。 3,液体性质,包括液体介质名称,物理性质,化学性质和其它性质,物理性质有温度c密度d,粘度u,介质中固体颗粒直径和气体的含量等,这涉及到系统的扬程,有效气蚀余量计算和合适泵的类型:化学性质,主要指液体介质的化学腐蚀性和毒性,是选用泵材料和选用那一种轴封型式的重要依据。 4,装置系统的管路布置条件指的是送液高度送液距离送液走向,吸如侧最低液面,排出侧最高液面等一些数据和管道规格及其长度、材料、管件规格、数量等,以便进行系梳扬程计算和汽蚀余量的校核。 5,操作条件的内容很多,如液体的操作T饱和蒸汽力P、吸入侧压力PS(绝对)、排出侧容器压力PZ、海拔高度、环境温度操作是间隙的还是连续的、泵的位置是固定的还是可移的。 二,腐蚀的影响 一直以来,腐蚀就是化工设备最头痛的危害之一,稍有不慎,轻则损坏设备,重则造成事故甚至引发灾难。据有关统计,化工设备的破坏约有60%是由于腐蚀引起的,因此在化工泵选型时首先要注意选材的科学性。通常有一种误区,认为不锈钢是“万能材料”,不论什么介质和环境条件都捧出不锈钢,这是很危险的。下面针对一些常用化工介质谈谈选材的要点: 1.硫酸作为强腐蚀介质之一,硫酸是用途非常广泛的重要工业原料。不同浓度和温度的硫酸对材料的腐蚀差别较大,对于浓度在80%以上、温度小于80℃的浓硫酸,碳钢和铸铁有较好的耐蚀性,但它不适合高速流动的硫酸,不适用作泵阀的材料;普通不锈钢如304(0Cr18Ni9)、316(0Cr18Ni12Mo2Ti)对硫酸介质也用途有限。因此输送硫酸的泵阀通常采用高硅铸铁(铸造及加工难度大)、高合金不锈钢(20号合金)制造。氟塑料具有较好的耐硫酸性能,采用衬氟泵(F46)是一种更为经济的选择。公司适用产品有:IHF衬氟泵、PF(FS)强耐腐蚀离心泵、CQB-F氟塑料磁力泵等。 2.盐酸绝大多数金属材料都不耐盐酸腐蚀(包括各种不锈钢材料),含钼高硅铁也仅可用于50℃、30%以下盐酸。和金属材料相反,绝大多数非金属材料对盐酸都有良好的耐腐蚀性,所以内衬橡胶泵和塑料泵(如聚丙烯、氟塑料等)是输送盐酸的最好选择。公司适用产品有:IHF衬氟泵、PF(FS)强耐腐蚀离心泵、CQ聚丙烯磁力泵(或氟塑料磁力泵)等。 3.硝酸一般金属大多在硝酸中被迅速腐蚀破坏,不锈钢是应用最广的耐硝酸材料,对常温下一切浓度的硝酸都有良好的耐蚀性,值得一提的是含钼的不锈钢(如316、316L)对硝酸的耐蚀性不仅不优于普通不锈钢(如304、321),有时甚至不如。而对于高温硝酸,通常采用钛及钛合金材料。公司适用产品有:DFL(W)H 化工泵、DFL(W)PH屏蔽化工泵、DFCZ流程泵、DFLZP自吸化工泵、IH化工泵、CQB磁力泵等,材料为304。
化工泵基础的通用要求
1)化工泵基础尺寸通常按泵底座尺寸确定,底座边缘到基础边的距离一般为100~120mm。基础表面一般比地200mm,地脚螺栓预留孔一般为100mm×100mm方孔,深度由地脚螺栓长度确定。 (2)泵基础必须能承受泵和管路的最大静负荷和动负荷,不能有任何损坏和影响泵运转的沉降。 (3)基础的重量,对于回转泵,一般至少为泵机组总重的3倍,对往复泵为5倍。 (4)为避免发生共振,干扰力的频率与基础和泵系统的自振频率之比应小于0.7或大于1.3。 (5)预留螺栓孔周边与基础外表面之间的混凝土厚度不应小于75mm。 (6)为去掉基础顶部表面的浮浆和附着物,要凿掉5~20ram厚的表层,考虑到初期收缩,应留有适当的灌浆裕量。 (7)需二次灌浆的基础表面应铲出麻面,麻点深度宜不小于10mm,密度为3~5个麻点/dmz。表面不允许有油污和疏松层,放垫铁处的基础表面应铲平,其水平度允差为2mm/m。 (8)按SH/T 3541--2007“石油化工泵组施工及验收规范”,二次灌浆层的标号应比基础混凝土的标号高一个等级。对执行APl610标准的重要泵,建议二次灌浆层采用不收缩混凝土,通常用环氧树脂砂浆,在底座每个分隔段的最高点,应设置排气孔,应保证二次灌浆层灌满底座下面的整个空穴而不致形成空气囊,以使底座有足够的刚性。这对于用钢板冲压 底座或槽钢焊接底座的泵是十分必要的,否则泵的振动值会超标,影响机封和轴承的寿命。当采用环氧树脂砂浆时,喷砂处理后的基础表面,应涂与环氧砂浆相容的底漆。 (9)二次灌浆应在泵机组的最终找正合格后尽快进行,如超过24h,在二次灌浆前应再次找正。 (10)二次灌浆前应敷设模板,外模板至泵底座外缘的距离不宜小于60mm,模板拆除后应进行抹面处理。抹面层外表面应平整,上表面略有向外的坡度,高度略低于底座外缘的上表面。 (11)二次灌浆应连续进行,不得分次浇灌。 本文由长沙自平衡多级泵生产厂家长沙中联泵业提供https://www.360docs.net/doc/b52641650.html,
KZA型石油化工流程泵使用说明书
型石油化工流程泵 安装使用说明书 凯 泉 上海凯泉泵业(集团)有限公司
1.概述 本使用说明书是对安装、使用和维护的重要论述。因此,对于装配人员以及所有的负责任者在装配和开车前必须全部阅读本说明书,本说明书也适用于以后的安装,维修。 泵的使用安全仅在规定的使用场合(见数据单)下得到保证。 对于输送过热或过冷介质的泵,其泵的有关零件必须采取防止接触的措施,以免发生危险。 如果泵在停车后会产生回流,则必须在泵出口处安装一个防止回流的装置。 必须经常检查泵体,密封环和叶轮的腐蚀,磨损情况,并保证及时更换已腐蚀或磨损的零件。 装配和拆卸时注意安全,防止零件脱落,保证泵的可靠性。 连接法兰,连接螺孔,以及其它敞开部位在运输和存放期时间必须保持封闭。 注意:对于泵单机或整机的吊运不允许使用泵部分的或电机上的起吊环,起吊环仅供给装配或拆卸松开的单件吊运。泵单机的吊运应将绳索绕在泵体法兰或轴承支架上,整机吊运应使用底座地脚螺栓孔。 2.泵的说明 KZA、KZE型泵属单级卧式离心泵。KZA型泵的泵体为脚支撑,KZE型泵体为中心支撑。该两种系列泵,适用于输送清洁或有轻微污染的化学上中性或有腐蚀的液体,其温度范围为-45℃~+420℃,最高使用压力KZA型泵达2.5Mpa,KZE型泵达5.0Mpa。 作为流程泵KZA和KZE型泵执行API610标准,可保证流程工业要求的维修条件,轴承、轴封和叶轮为一转子组件可进行迅速的拆卸或装配,大大缩短
了停车维修周期。 叶轮为单吸径向闭式,带有叶轮密封环和(KZA不带)和泵体密封环,腐蚀和磨损后只需要更换密封环,可降低维修和备件成本。 泵盖上带有冷却或加热轴封腔体的结构。轴封有填料密封和机械密封两种类型,用户可根据不同使用工况选择。 轴承用润滑油润滑,轴承箱体上带有恒位油杯,温度在250℃下轴承支架为无冷却结构,250℃上将使用风扇冷却或水冷却结构。 泵与驱动机间使用挠性加长联轴器作为连接元件,该元件可补偿小的轴向、径向和角度位移。 3.泵的安装 3.1泵的安装校正 3.1.1泵主要的尺寸,连接件和地脚螺栓的位置均能从泵样本或外形尺寸图中查出。 3.1.2在安装和维修时必须具备合适的起吊设备,泵应能从所有地方靠近,并要备有手提灯,以保持充足的光线。 3.1.3选择合理的安装位置和形式,保证泵运转平稳,不发生振动,以延长泵的使用寿命。 3.1.4对于轴封、泵体出口,冷却系统等的泄漏必须提供一个无压泄漏条件。 3.1.5为防止污物进入泵内部,安装前必须遮盖好连接法兰孔和连接螺孔。 3.1.6底座或其他基础必须进行修整、找准和清洗。对装配前所有准备工作必须全部完成,对大的组件必须提供传送到装配位置上的合适空间和通道。 3.1.7泵和电动机的安装 3.1.7.1把带有泵和电动机的底座放在基础上,并使地脚螺栓插入底座连接
泵的选型
第一章泵的选型 第一节概述 一、泵的类型 根据泵的工作原理和结构,泵的类型有如下几种: 泵的适用范围和特性见表1—1、图1—1。
表1—1 泵的特性
图1-1 泵的适用范围 二、典型化工用泵的特点和选用要求 化工生产工艺流程中的典型用泵有:进料泵、回流泵、塔底泵、循环泵、产品泵、注入泵、补给泵、冲洗泵、排污泵、燃料油泵、润滑油泵和封液泵等,其特点和选用要求见表1—2。 表1—2 典型化工用泵的特点和选用要求
三、化工装置对泵的要求 (1)必须满足流量、扬程、压力、温度、汽蚀余量等工艺参数的要求。 (2)必须满足介质特性的要求: a)对输送易燃、易爆、有毒或贵重介质的泵,要求轴封可靠或采用无泄漏泵,如屏蔽泵、磁力驱动泵、隔膜泵等。 b)对输送腐蚀性介质的泵,要求过流部件采用耐腐蚀材料。
c)对输送含固体颗粒介质的泵,要求过流部件采用耐磨材料,必要时轴封应采用清洁液体冲洗。 (3)必须满足现场的安装要求: a)对安装在有腐蚀性气体存在场合的泵,要求采取防大气腐蚀的措施。 b)对安装在室外环境温度低于-20℃以下的泵,要求考虑泵的冷脆现象,采用耐低温材料。 c)对安装在爆炸区域的泵,应根据爆炸区域等级,采用防爆电动机。 (4)对于要求每年一次大检修的工厂,泵的连续运转周期一般不应小于8000小时。为适应3年一次大检修的要求,API610(第8版)规定石油、重化学和气体工业用泵的连续运转周期至少为3年。 (5)泵的设计寿命一般至少为10年。API610(第8版)规定石油、重化学和气体工业用离心泵的设计寿命至少为20年。 (6)泵的设计、制造、检验应符合有关标准、规范的规定,常用的标准和规范见表1—3。 (7)泵厂应保证泵在电源电压、频率变化范围内的性能。我国供电电压、频率的变化范围为: 电压 380V±l0%,6000V+5%~-7% 频率 50Hz土0.5% (8)确定泵的型号和制造厂时,应综合考虑泵的性能、能耗、可靠性、价格和制造规范等因素。 表1—3 常用规标、规范
石油化工流程泵结构的简单描述
石油化工流程泵结构的简单描述
江苏惠尔泵业的ZE重型石油化工流程泵适合输送清洁或含有少量颗粒的液体,低温的、高温的、中性的、有腐蚀的液体,泵盖具有冷却或加热管接头,轴封采用单端面或双端面机械密封,配有冷却、冲洗或密封液系统。 一、ZE石油化工流程泵概述 ZA、ZE型石油化工泵属于单级卧式离心泵。ZA型泵的泵体为脚支撑,ZE型泵的泵体为中心支撑。该两种系列泵均为单级径向叶轮,轴向吸入,径向排出。根据使用条件,采用前、后磨损环及平衡孔进行水力平衡。轴封采用填料密封、单端面机封或双单端面机封,并设置冷却、冲洗或密封液系统。 标准管路按API610规范设计。吸入、排出管路法兰的压力等级相同。从驱动电机端看,泵的转向为顺时针转动。 二、ZE化工泵的应用范围 该系列泵适用于输送各种中性及腐蚀性的液体(各种浓度和温度的酸、碱、盐及液态石油化工产品、有机化合物等),其温度范围为-80℃~450℃,高使用压力 ZA型泵达 2.5Mpa,ZE型泵达5.0Mpa。该系列产品广泛适用于炼油厂、石油化学工业、煤加工工业和低温工程。化学工业、造纸及制糖业和普通流程工业。供水厂、海水淡化厂、发电厂、供暖和空气调节系统以及环保工程、船舶及海上工业等。
四、ZE化工流程泵结构描述 ZA、ZE型石油化工泵执行API610标准,口径25~400mm,流量可达2600m3/h,扬程可达250m。 同时可保证流程工作要求的维修条件,轴承、轴封和叶轮为一转子组件可进行迅速的拆卸或装配,大大缩短了停车维修周期。 叶轮为单吸径向闭式,带有叶轮耐磨环和泵体耐磨环,磨损后只需要更换耐磨环可减低维修和构件的成本。 泵盖上带有冷却和加热轴承箱体的结构。轴封有填料密封和机械密封两种类型,用户可根据不同使用工况进行选择。 轴承用润滑油润滑,轴承支架上带有恒位油环,轴承支架分无冷却、水冷却、风扇冷却结构。泵与电机间使用弹性联轴器作为连接元件,该元件可补偿小的轴向、径向和角度位移。 型号有:ZA25-200、ZA025-200、ZA25-250、ZA025-250、ZA25-315、ZA025-315、ZA40-160、ZA040-160、ZA40-200、ZA040-200、ZA40-250、ZA040-250、ZA40-315、ZA040-315、ZA50-160、ZA050-160、ZA50-200、ZA050-200、ZA50-250、ZA050-250、ZA50-315、ZA050-315、ZA50-400、ZA050-400、ZA80-160、ZA080-160、ZA80-200、ZA080-200、ZA80-250、ZA080-250、ZA80-315、ZA080-315、ZA80-400、ZA080-400、ZA100-160、ZA0100-160、ZA100-200、ZA0100-200
化工流程泵技术规格书
中盐榆林盐化有限公司 60万吨/年真空制盐工程化工流程泵 技术规格书 中盐榆林盐化有限公司 二零一零年十月
1 总则 1.1本技术规格书适用于中盐榆林盐化有限公司600kt/a真空制盐项目化工流程泵的招标订货,它提出了该设备本体及辅助设备的功能设计、结构、安装和试验等方面的技术要求。 1.2技术规格书所提及的要求和供货范围都是最低限度的要求,并未对一切技术细节作出规定,也未充分地详述有关标准和规范的条文,但卖方应保证提供符合本技术规格书和工业标准的功能齐全的优质产品及其相应服务。对国家有关安全、环保等强制性标准,必须满足其要求。1.3卖方提供的所有文件和资料应采用SI国际单位,并采用中文编制。 1.4卖方所供设备(材料)应遵循本技术规格书的要求,任何偏离必须得到买方的书面认可。 1.5卖方提供的设备应是世界或国内先进水平的、全新的、合格的产品。 1.6遵循本技术规格书的要求并不能解除卖方的任何责任。 1.7卖方对供货范围内的所有设备负有全责,即包括外协/对外采购的产品。 1.8外协/对外采购的产品应选择国内一流的品牌产品,并在投标时提供三个及以上的制造商供买方选定,如果卖方所提供的外购件制造商不能如买方所愿,买方有权利提出并更改制造商,且不影响报价。 2 设计基础 2.1安装地点:室内 2.2 24小时连续运行,年连续运行8000小时。 2.3 全天候运行。 2.4现场及公用工程条件
见附件-“现场及公用工程条件” 2.5适用标准及规范 本产品及组成的系统应符合相应国际、国家及行业标准同时满足如下主要标准及规范: API610-8/ISO2858《石油、化工和天然气工业用离心泵/普通化工离心泵规范标准》 GB5662 《轴向吸入离心泵标记、性能和尺寸》最新版 GB/T 5656-1994 《离心泵技术条件(II类)》 GB/T 5657-1995 《离心泵技术条件(III类)》 GB/T 9113.1-2000《平面、突面整体钢制管法兰》 GB/T 1220-2007 《不锈钢棒》 GB/T 699-1999 《优质碳素结构钢》 GB/T 3077-1999 《合金结构钢》 JB/T 6880.2-2008《泵用铸钢件》 GB 10068-2000 《轴中心高为56mm及以上电机的机械振动振动的测量、评定及限值》 JB/T 1472-1994 《泵用机械密封》 GB/T 19866-2005 《焊接工艺规程及评定的一般原则》 JB/T 8687-1998 《泵类产品抽样检查》 GB/T 3216-2005 《回转动力泵水力性能验收试验1级和2级》GB/T 9239.1-2006 《机械振动恒态(刚性)转子平衡品质要求第1部分:规范与平衡允差的检验》 GB/T 9239.2-2006 《机械振动恒态(刚性)转子平衡品质要求第2
正确选择化工流程泵的型号
石油化学工业在国民经济中占据非常重要的位置,化工流程泵作为关键配套设备也越来越受到人们的关注。由于化工介质的特性错综复杂,加之用户的要求不断提高,作为生产厂家,如何选型、应重点注意哪些方面?显得尤为重要。 以下针对化工用泵常见的问题给出一些选择方法:耐腐蚀问题一直以来,腐蚀就是化工设备最头痛的危害之一,稍有不慎,轻则损坏设备,重则造成事故甚至引发灾难。据有关统计,化工设备的破坏约有60%是由于腐蚀引起的,因此在化工泵选型时首先要注意选材的科学性。通常有一种误区,认为不锈钢是“万能材料”,不论什么介质和环境条件都捧出不锈钢,这是很危险的。 一、选材要点 1.硫酸作为强腐蚀介质之一,硫酸是用途非常广泛的重要工业原料。不同浓度和温度的硫酸对材料的腐蚀差别较大,对于浓度在80%以上、温度小于80℃的浓硫酸,碳钢和铸铁有较好的耐蚀性,但它不适合高速流动的硫酸,不适用作泵阀的材料;普通不锈钢如304(0Cr18Ni9)、316(0Cr18Ni12Mo2Ti)对硫酸介质也用途 有限。因此输送硫酸的泵阀通常采用高硅铸铁(铸造及加工难度大)、高合金不锈钢(20号合金)制造。氟塑料具有较好的耐硫酸性能,采用衬氟泵(F46)是一种更为经济的选择。适用产品有:IHF衬氟泵、PF(FS)强耐腐蚀离心泵、CQB-F氟塑料磁力泵等。 2.盐酸决大多数金属材料都不耐盐酸腐蚀(包括各种不锈钢材料),含钼高硅铁也仅可用于50℃、30%以下盐酸。和金属材料相反,绝大多数非金属材料对盐酸都有良好的耐腐蚀性,所以内衬橡胶泵和塑料泵(如聚丙烯、氟塑料等)是输送盐酸的最好选择。适用产品有:IHF衬氟泵、PF(FS)强耐腐蚀离心泵、CQ聚丙烯磁力泵(或氟塑料磁力泵)等。 3.硝酸一般金属大多在硝酸中被迅速腐蚀破坏,不锈钢是应用最广的耐硝酸材料,对常温下一切浓度的硝酸都有良好的耐蚀性,值得一提的是含钼的不锈钢(如316、316L)对硝酸的耐蚀性不仅不优于普通不锈钢(如304、321),有时甚至不如。而对于高温硝酸,通常采用钛及钛合金材料。公司适用产品有:DFL(W)H化工泵、DFL(W)PH屏蔽化工泵、DFCZ流程泵、DFLZP自吸化工泵、IH化工泵、CQB 磁力泵等,材料为304。 4.醋酸它是有机酸中腐蚀性最强的物质之一,普通钢铁在一切浓度和温度的醋酸中都会严重腐蚀,不锈钢是优良的耐醋酸材料,含钼的316不锈钢还能适用于高温和稀醋酸蒸汽。对于高温高浓醋酸或含有其它腐蚀介质等苛刻要求时,可选用高合金不锈钢或氟塑料泵。 5.碱(氢氧化钠)钢铁广泛应用于80℃以下、30%浓度内的氢氧化钠溶液,也有许多工厂在100℃、75%以下时仍采用普通钢铁,虽然腐蚀增加,但经济性好。普 通不锈钢对碱液的耐蚀性与铸铁相比没有明显优点,只要介质中容许少量铁份掺入不推荐采用不锈钢。对于高温碱液多采用钛及钛合金或者高合金不锈钢。公司一般铸铁泵均可用于常温低浓度碱液,特殊要求时可采用各类不锈钢泵或氟塑料泵。 6.氨(氢氧化氨)大多数金属和非金属在液氨及氨水(氢氧化氨)中的腐蚀都很轻微,只有铜和铜合金不宜使用。公司产品大多适用于氨及氨水的输送。
磁力泵样本
企业简介 本公司生产的磁力驱动泵是由上海化工研究院研究的一种新型无泄漏泵。一九八二年完成了化工部第一台国产CSB型氟塑料磁力泵的任务,并通过化工部技术鉴定,八三年获化工部科技三等奖。一九八四年至今同上海化工研究院保持长期技术合作,我公司被化工部列为定点企业,黄金管理局指定产品。产品载入化工设计手册、医药设计手册、机电设计手册、电力设计手册、暖通设备手册、中国汉英产品大字典。2000年通过ISO9002质量体系认证。 主要产品:一、IMC型(符合HG/T2730-95标准)磁力传动金属、塑料化工流程泵(江苏省高新技术产品),流量:3-200m3/h,扬程:10-125m。二、CGB型金属磁力泵,流量:2.8-20m3/h,扬程:10—20m,使用温度:250度,特殊设计450度。三、CSH磁力齿轮泵,流量:0.037-3m3/h,压力:0.2—0.6MPa。四、CKW型金属、塑料磁力旋涡泵,流量:0.2-6.4m3/h,扬程:15-130m。 五、CSB型塑料磁力泵,流量:1-30m3/h,扬程:3-25m。六、特种规格的磁力泵及釜用磁力传动联轴器。七、PTFE、HDPE旋转成型钢塑复合管及管配件。 我们采用碳化硅、碳化钨滑动轴承和稀土永磁,使磁力泵经久耐用。 泵的过流部件材质根据需要可分别采用304、304L、316、316L、钛等金属材料和玻璃纤维及碳纤维增强F2、F3、F46、PPS、PES、PEEK等塑料。 Company brief introduction The magnetic-driving pump is new type non-leakage pump which is researched by shanghai Chemical Institute and is manufactured in our company. The first product of CSB fluoride plastic magnetic driving pump has been finished in 1982. It has been technically appraised and awarded third price in science and technology by the Ministry of Chemical Industry in1983. Our company has kept technical cooperation with Shanghai Chemical Industry since 1984. Our products are produced under the supervision of quality control center under the Ministry of Chemical Industry and are designated products used by China National Gold Administration. It was as an entry recorded in the Designing Books of Chemical Engineering、Pharmaceutical Industry Machinery & Electric Engineering、Heating Equipment and Chinese English Dictionary of China’s products respectively and so on. Our company has passed the quality system authentication of ISO 9002 in 2000. The following is our main products: 1.IMC magnetic driving pumps(conforming to HG/T2730-95 standard) of both metal and plastics in suspension and vertical types with flow capacity of 3-200m3/h and high lift 10-125m. 2.CGB metal magnetic pumps with flow capacity of 2.8-20m3/h and high lift 10-20m which can be used under the temperature of 250℃ and 450℃if it is specially designed. 3.CSH metal magnetic gear pumps with flow capacity of 0.037-3m3/h and it’s pressure 0.2-0.6MPa. 4.CKW metal or plastic magnetic eddy pumps with flow capacity of 0.2-6.4m3/h and high lift 15-130m. 5.CSB plastic magnetic pumps with flow capacity of 1-30m3/h and high lift 3-25m. 6.Sepecially designed magnetic pumps and magnetic driving coupling for cauldron use. 7.PTFE、HDPE rotomolding pipes. We use sliding bearings made of silicon carbide、tungsten carbide and rare earth magnetic material to make the pump durable. In accordance with various desires, 304,304L、316, 316L, , Ti-alloy, F2, F3, F46,PPS,PES, PEEK and so on. Can be selected as material of overflow component. They have good resistance.
MZA系列化工流程泵
MZA系列 化工流程泵 流量:5.5~2600m3/h 扬程:16~250m 压力:~2.5MPa 温度:-80°C~+420°C 用途:可输送各种温度和浓度的硫酸、硝酸、盐酸和磷酸等无机酸和有机酸溶液;各种温度和浓度的氢氧化钠和碳酸钠等碱性溶液;各种盐溶液;各种液态石油化工产品、有机化合物以及其它有腐蚀性的液体。适用于炼油厂、石油化学工业煤加工工程、低温工程、造纸业、制糖业、供水厂、海水淡化厂、发电厂、环保工程和船舶业等。
1概述 MZA型标准化工流程泵,按照API610和VDMA24297(轻/中型)规范而设计、生产的产品。可输送各种温度和浓度的硫酸、硝酸、盐酸和磷酸等无机酸和有机酸溶液;各种温度和浓度的氢氧化钠和碳酸钠等碱性溶液;各种盐溶液;各种液态石油化工产品、有机化合物以及其它有腐蚀性的液体。该型泵适用于炼油厂、石油化学工业煤加工工程、低温工程、造纸业、制糖业、供水厂、海水淡化厂、发电厂、环保工程和船舶业等。 2 性能参数 口径:25~400mm 流量:5.5~2600m3/h 扬程:16~250m 工作压力:~2.5MPa 工作温度:-80℃~+450℃ 可选择的耐腐蚀材料包括303、305、306、307、316、316L、904、904L、804、ECR合金、NiCr合金、哈氏合金、CD-4MnCu及钛合金等,能满足上述各种介质的要求。订货时,请用户提供所要输送介质的详细情况。 3 型号意义 例 MZA40-160、 MZAO40–160 MZA………………石油化工流程泵(闭式叶轮) 40…………………泵出口直径(mm) 160………………泵叶轮直径(mm) MZAO……………石油化工流程泵(开式叶轮) 4 结构
hj系列化工流程泵
HJ系列化工流程泵 安 装 使 用 说 明 书
目录 一、概述 (3) 二、结构 (4) 三、安装 (4) 1.基础验收及处理 (4) 2.整机就位、找平和灌浆 (5) 3.装联轴器 (5) 4.配管 (5) 四、运行 (5) 1.首次运转前的准备 (5) 2.开泵 (6) 3.停泵 (6) 五、维护 (6) 1.正常管理 (6) 2.润滑 (7) 3.填料密封 (7) 4.机械密封 (7) 六、检修 (8) 1.拆卸 (8) 2.装配 (9) 七、故障原因及解决方法 (9)
一、概述 HJ型化工泵为卧式、单级、单吸、悬臂式离心泵。HJ型泵共有两个系列,分为HJⅠ系列及HJⅡ系列。HJⅠ系列泵额定性能点和安装尺寸符合国际标准IS02858,其制造技术条件符合ISO5199。该系列是对ⅠH系列泵的最新改进。主要适用于化工流程中含固量较低的料浆的输送。(通常适用的含固量为25%以下)HJⅡ系列泵吸收了KSB泵及WARMAN泵的优点,使所输送液体的含固量更高,(含固量可高达50%左右)适用的流程范围更大。 HJ型泵的叶轮基本型式为闭式离心叶轮。根据输送浆体是否结晶结胶,以及是否含有气体,叶轮可设计成半开式及开式结构。若输送液体中含有大粒度固体或悬浮的长纤维物质,叶轮尚可设计成无堵塞的双通结构或采用旋流式叶轮等。在使用本厂产品前,请首先认真阅读本说明书,按本说明书的要求,正确安装、使用、维护泵,就能为用户带来显著的经济效益。 安装和使用前,请核实泵铭牌上的型号、位号、流量、扬程、转速、过流件材质、电机功率等参数是否与泵数据表和合同的要求一致。在订购备用泵或备件时,请向我厂提供铭牌上的以上数据。 在运输和存放期间以及安装管路之前,泵进出口法兰、各螺纹接口都必须封住,以防杂物进入!! 性能范围: HJⅠ系列HJⅡ系列 流量:Q=2~450m3/h 流量:Q=10~4000m3/h 扬程:H=3.5~140m 扬程:H=2~90m 工作温度:t=﹣40~250℃工作温度:t=-15~180℃ 型号说明:
石油化工设备使用操作规程大全模板
石油化工设备使用操作规程大全
资料内容仅供参考,如有不当或者侵权,请联系本人改正或者删除。设备操作规程 目录
第一章概述 (4) 第二章离心泵使用操作规程 (6) 第三章多级离心泵使用操作规程 (18) 第四章水环真空泵使用操作规程 (23) 第五章往复计量泵使用操作规程 (29) 第六章阻聚剂计量泵使用操作规程 (37) 第七章氮气增压机使用操作规程 (54) 第八章聚合釜使用操作规程 (67) 第九章聚合釜气动马达使用操作规程 (75) 第十章聚合釜机械密封油站使用操作规程 (79) 第^一章VCM回收压缩机使用操作规程.............................. 85 第十二章清釜高压泵使用操作规程 (90) 第十三章浆料槽搅拌系统使用操作规程 ........................... 105 第十四章浆料筛使用操作规程 ................................... 121 第十五章螺旋板、板式换热器使用操作规程 123 第十六章汽提塔使用操作规程 .............. 130
第十七章离心机使用操作规程 (136) 第十八章干燥床使用操作规程 (164) 第十九章回旋筛说明书 (166) 第二十章离心风机使用操作规程 (169) 第二^一章多级离心风机使用操作规程 (197) 第二十二章压力容器操作使用说明 (209) 第二十三章隔爆型三相异步电动机使用说明书222 第二十四章机械密封使用操作规程 (232) 第二十五章包装机械使用操作规程 (253)
第一章概述 为了加强设备管理, 延长其使用寿命, 保证生产正常进行, 特制订本制度。 一、设备管理的主要目的 设备管理的主要目的是用技术先进、经济上合理的装备, 采取有效措施, 保证设备高效率长周期、安全经济地运行, 来保证企业获得最好的经济效益。 设备管理是企业管理的一个重要的部分, 在企业管理中和设备管理搞好了才能使企业的生产秩序正常, 做到优质、高产、低能耗、低成本、预防各类事故, 提高劳动生产力, 保证安全生产。 加强设备管理, 有利于企业取得良好的经济效果, 芳烃车间 5 台塔其中的一
石油化工流程泵型号及参数
ZA系列石油化工流程泵】产品: 【ZA系列石油化工流程泵】产品简介: ZA系列石油化工流程泵为单级单吸悬臂式涡壳泵,产品执行标准API610,VDMA2429(7 轻/ 中型),泵体为脚支撑,单吸叶轮,轴向吸入,径向排出。轴向力采用前后口环及平衡孔进行水力平衡。轴封采用机械密封可采用单端面或双端面平衡型集装式,也可以采用填料密封。机械密封并配有冷却、冲洗或密封液系统,密封管路系统按API 规范设计。吸入与排出法兰可按GB 、DIN 、ANSI 标准设计。 【ZA系列石油化工流程泵】型号意义: 例如:ZA100-50-315 ZA-石油化工流程泵 100- 泵进口直径100(mm) 50- 泵排出口直径50(mm) 315- 叶轮名义直径315(mm) ZA系列石油化工流程泵】性能范围:流量Q可达2600m3/h;
扬程H可达250m;工作压力P可达 2.5MPa;工作温度T- 80℃~+450℃;口径φ25~400mm;转速:1450-2900r/min 。 泵过流部件材料有不锈钢材质有304、304L、316、316L、CD-4MC、u 904 、904L、哈氏合金等。 【ZA系列石油化工流程泵】产品特点: ZA 系列石油化工流程泵为单级单吸悬臂式后开门的结构,所以在检修泵时不需拆卸吸入和排出管路,拆开泵盖后即可将悬架连同转子部件一起从泵体中抽出,所以检修工作十分方便。叶轮的后盖板上有密封环,基本上能平衡轴向力,残余的不平衡力由推力轴承承受。轴承为油润滑的球轴承,油环提油而且能自动控制油位,当工作温度低于250℃时,悬架无需冷却,工作温度高于250℃~450℃时,悬架用风冷或水冷。根据不同的情况,部分泵为双蜗壳结构,其余为单蜗壳。轴封可采用填料密封,也可采用单端面或双端面机械密封,并配有冷却、冲洗或接密封液的系统。由电动机直接驱动,用联轴器与电动机相连。 【ZA系列石油化工流程泵】产品用途: ZA系列石油化工流程泵适合于输送清洁的或含少量颗粒的、低温的或高温的液体;适合于输送中性的或有腐蚀性的液体,其中包括各种温度和浓度的氢氧化钠和碳酸钠等碱性溶液、各种盐溶液、各种酸溶液和盐溶液、各种液态石油化工产品、有机化合物以及其它有腐蚀性的原料和产品。ZA系列石油化工流程泵主要用于炼油厂、石化工业、煤加工工业和低温工程、造纸业、制糖业和海水淡化工程等。 ZA系列石油化工流程泵】性能参数:
ZA80-200D型标准化工流程泵的设计
毕业设计说明书 题目:ZA80-200D型标准化工流程 泵的设计 学院(直属系):能源与环境学院 年级、专业:2010级热能与动力工程4班姓名:舒磊 学号:312010********* 指导教师: 完成时间:
目录 摘要 (1) 1前言 (2) 1.1设计内容 (2) 1.2设计大纲 (2) 1.3毕业设计目的 (3) 2离心泵叶轮水力设计 (3) 2.1泵的主要参数及结构方案的确定 (3) 2.2叶轮水力设计 (10) 3压水室水力设计 (22) 3.1蜗壳基本计算 (22) 3.2画第Ⅷ断面 (23) 3.3画IX,X断面 (23) 3.4蜗室平面图画 (23) 4其他零件设计与强度校核 (24) 4.1法兰选取 (24) 4.2键选取及强度校核 (25) 4.3轴承的寿命计算 (25) 5结论 (28) 总结与体会 (29) 谢辞 (30) 参考文献 (31)
1 摘要 ZA80-200D 型化工流程泵为为单级、卧式蜗壳泵。此化工流程泵为单吸径向叶轮,从轴向吸入,而从径向排出。它有着悠久的历史也因此体现了它技术的成熟,结构的完善性。ZA 80-200D 型标准化工泵是一种中高比转速的离心泵。通过网上查找和调研得出结论,然后根据关醒凡老师的《现代泵设计手册》,结合自己得出的结论,完成此次的设计。 根据查阅相关资料,采用平衡孔和平衡环配合使用的平衡方式进行轴向力的平衡。密封方式采用单端面机械密封的方式。此泵适合输送具有腐蚀性、有固体颗粒或者高低温的液体介质。 关键词:化工流程泵、离心泵、密封方式 Abstract ZA-chemical Process Pumps are single-stage, horizontal radial part volute pump, pump for leg support. Single suction, radial impeller, axial suction, radial discharge. According to the conditions of use, the use of front and rear wear ring and balancing hydraulic balancing holes. Stuffing box with cooling or heating pipe joints. Shaft seal adopts packing seal, can be single or double-end mechanical seal, and is equipped with cooling, washing or sealing system. Suitable for handling neutral or aggressive, clean or of liquids containing solids, low temperature or high temperature, working pressure; operating media temperature. Key words: chemical process Pumps, Centrifugal Pumps, Seals
2014化工工程师基础知识-化工流程泵的选型方法以及常见问题
2014化工工程师基础知识-化工流程泵的选型方法以 及常见问题 石油化学工业在国民经济中占据非常重要的位置,化工流程泵作为关键配套设备也越来越受到人们的关注。由于化工介质的特性错综复杂,加之用户的要求不断提高,作为生产厂家,如何选型、应重点注意哪些方面?显得尤为重要。 以下针对化工用泵常见的问题给出一些选择方法:耐腐蚀问题一直以来,腐蚀就是化工设备最头痛的危害之一,稍有不慎,轻则损坏设备,重则造成事故甚至引发灾难。据有关统计,化工设备的破坏约有60%是由于腐蚀引起的,因此在化工泵选型时首先要注意选材的科学性。通常有一种误区,认为不锈钢是“万能材料”,不论什么介质和环境条件都捧出不锈钢,这是很危险的。 下面针对一些常用化工介质谈谈选材的要点: 1.硫酸作为强腐蚀介质之一,硫酸是用途非常广泛的重要工业原料。不同浓度和温度的硫酸对材料的腐蚀差别较大,对于浓度在80%以上、温度小于80℃的浓硫酸,碳钢和铸铁有较好的耐蚀性,但它不适合高速流动的硫酸,不适用作泵阀的材料;普通不锈钢如304.316对硫酸介质也用途有限。因此输送硫酸的泵阀通常采用高硅铸铁、高合金不锈钢制造。氟塑料具有较好的耐硫酸性能,采用衬氟泵是一种更为经济的选择。适用产品有:IHF衬氟泵、PF强耐腐蚀离心泵、CQB-F氟塑料磁力泵等。 2.盐酸决大多数金属材料都不耐盐酸腐蚀,含钼高硅铁也仅可用于50℃、30%以下盐酸。和金属材料相反,绝大多数非金属材料对盐酸都有良好的耐腐蚀性,所以内衬橡胶泵和塑料泵是输送盐酸的最好选择。适用产品有:IHF衬氟泵、PF强耐腐蚀离心泵、CQ聚丙烯磁力泵等。 3.硝酸一般金属大多在硝酸中被迅速腐蚀破坏,不锈钢是应用最广的耐硝酸材料,对常温下一切浓度的硝酸都有良好的耐蚀性,值得一提的是含钼的不锈钢对硝酸的耐蚀性不仅不优于普通不锈钢,有时甚至不如。而对于高温硝酸,通常采用钛及钛合金材料。公司适用产品有:DFLH化工泵、DFLPH屏蔽化工泵、DFCZ流程泵、DFLZP自吸化工泵、IH化工泵、CQB磁力泵等,材料为304。 4.醋酸它是有机酸中腐蚀性最强的物质之一,普通钢铁在一切浓度和温度的醋酸中都会严重腐蚀,不锈钢是优良的耐醋酸材料,含钼的316不锈钢还能适用于高温和稀醋酸蒸汽。对于高温高浓醋酸或含有其它腐蚀介质等苛刻要求时,可选用