平版画制作流程
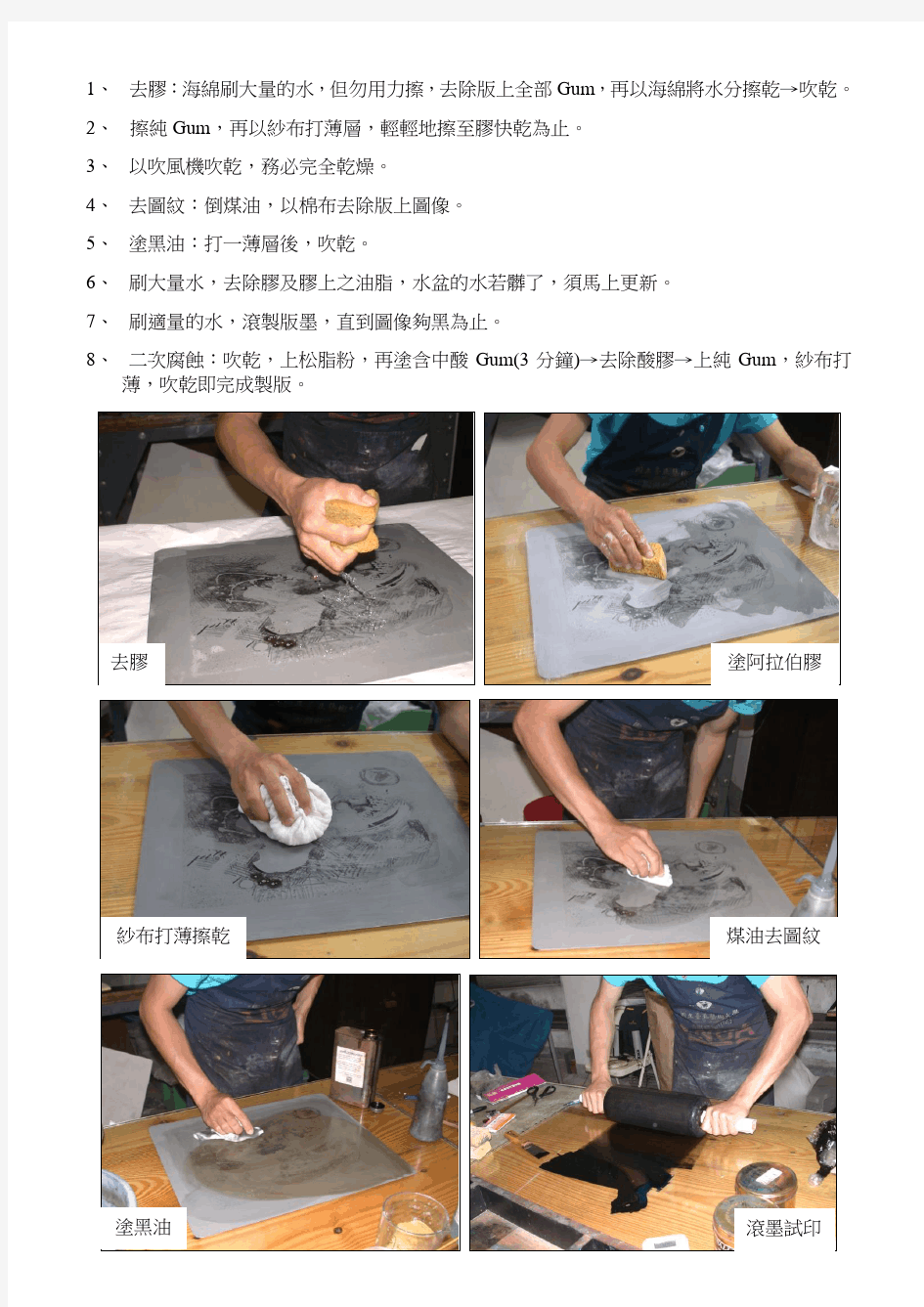

1、去膠:海綿刷大量的水,但勿用力擦,去除版上全部Gum,再以海綿將水分擦乾→吹乾。
2、擦純Gum,再以紗布打薄層,輕輕地擦至膠快乾為止。
3、以吹風機吹乾,務必完全乾燥。
4、去圖紋:倒煤油,以棉布去除版上圖像。
5、塗黑油:打一薄層後,吹乾。
6、刷大量水,去除膠及膠上之油脂,水盆的水若髒了,須馬上更新。
7、刷適量的水,滾製版墨,直到圖像夠黑為止。
8、二次腐蝕:吹乾,上松脂粉,再塗含中酸Gum(3分鐘)→去除酸膠→上純Gum,紗布打
薄,吹乾即完成製版。
去膠塗阿拉伯膠紗布打薄擦乾煤油去圖紋塗黑油滾墨試印
印刷
印刷前準備:做好印刷前準備工作,可讓印刷過程更順利。
金屬鋁版可運用平版機及凹版機印刷,但石版限以平版機印刷。
1、印刷前,最好將製好的版放置半天至一天(如欲快速印製至少20~30分鐘)
2、去製版墨:用棉布沾煤油去除版上的製版墨,若仍有無法去除的部份,可以松節油去除之。
3、上黑油,吹乾。
4、海綿上大量水去阿拉伯膠及油漬(準備兩盆水,一作清潔用,一做上水用)。
5、上適量的水,滾印刷墨,第一張勿上太多墨。
6、上水不要過量,過量會造成不容易滾墨、上墨,若版面太乾容易髒版,髒版時只要再上適
量的水,在版上用滾筒來回滾幾次,便可去除髒版部位。
7、版面四周常會因高低差而造成邊緣髒版,可利用絲襪去除之。
套版對位
1、在鋁版正面及印刷用紙背面做記號,鋁版左邊中心約1公分處以美工刀刻 + 記號,右邊中心刻上記號 ≡ ,紙張背面以鉛筆畫上(如圖)。
(線與線的間距約0.5公分)
2、印刷紙張須小於版面。
3、記號做得越確實,對位越準確。
4、主版分色彩色套印:準備一張與主版鋁版同大小的描圖紙,同樣畫上對位記號,並將各色
版圖案描繪上去,並用6B 鉛筆將分色圖案個別轉寫到色版上,再依
照製版方式製作。
(1)以鉛筆描繪分色於描圖紙上。 (2)描圖紙反面再以6B 鉛筆重描分色位置。
(3)用較硬的筆轉寫分色稿於鋁版上。 (4)在不需要顏色的位置塗滿阿拉伯膠。
(5)用黑油,塗抹於色塊上。 (6)吹乾後,依照前述製版方法製版。
(7)去製版墨,盡量去除掉,以免影響顏色。 (8)將煤油稀釋的彩色墨塗在版上。
(9)上大量的水去除阿拉伯膠及油漬。 (10)上適量的水,滾墨印刷。 5、 原則上彩色套版是先印淺色版,後印深色版,然而替換印刷順序,有時會出現不同的效果。
6、 盡量讓前一個版的油墨乾燥後,再續印下一個版,避免造成髒版或髒墨。
7、 套版底稿輪廓線越準確細緻,越不容易出現走位問題。 左邊畫 ? 右邊畫 ≡ (線與線的線與線
間距約0.5cm 鋁版
描繪分色稿 反面以6B 鉛筆
重描
塗阿拉伯膠 塗黑油
游戏美术制作规范
1.项目工程的创建规范 如下图所示 文件夹内所有文件必须英文或字母命名(游戏引擎导入模型或贴图如果含有汉字会报错)2.文件提交规范 .一工程内文件,材质球,贴图命名规范 例如 1模型文件叫红色大门Door-red-01 (这里模型加颜色加编号是为了区别大项目中出现重名的情况) 2材质球命名Door-red-01-mat (mat是材质球的缩写、必须保证文件名,材质球名,贴图名的统一性) 3贴图名Door-red-01-cm(颜色贴图)Door-red-01-sm(高光贴图) Door-red-01-nm(法线贴图)
(注意;如果模型是放在地面上那么以模型底部为坐标轴原点,如果模型是挂在墙上那么以靠墙侧中心点为坐标轴原点,) 二模型轴心,模型属性重置,正反面 首先使用reset XForm重置模型而后打开背面消隐检查模型是否有反面 之后检查模型是否有废点废线废面 再模型以及轴心归到世界坐标原点模型三个旋转轴向数值清零缩放三轴向数值100%
一.单位,比例统一 在建模型前先设置好单位,在同一场景中会用到的模型的单位设置必须一样,模型与模型之间的比例要正确,和程序的导入单位一致,即便到程序需要缩放也可以统一调整缩放比例。统一单位为米。 二.模型规范 ⒈所有角色模型最好站立在原点。没有特定要求下,必须以物体对象中心为轴心。 ⒉面数的控制。移动设备每个网格模型控制在300-1500个多边形将会达到比较好的效果。而对于桌面平台,理论范围1500-4000。如果游戏中任意时刻内屏幕上出现了大量的角色,那么就应该降低每个角色的面数。比如,半条命2对于每个角色使用2500-5000个三角面。 正常单个物体控制在1000个面以下,整个屏幕应控制在7500个面以下。所有物体不超过20000个三角面。 ⒊整理模型文件,仔细检查模型文件,尽量做到最大优化,看不到的地方不需要的面要删除,合并断开的顶点,移除孤立的顶点,注意模型的命名规范。模型给绑定之前必须做一次重置变换。
网版制作工艺流程
网版制作工艺流程 1.网框的选择与处理: 根据菲林图案的尺寸选择网框,菲林图案外侧与网框内侧的距离为50~200㎜,网框与丝网的配合面应平整、干净。 2.绷网头的布置与气管连接: 在网框的四周布置绷网头,将网框放在绷网头的螺栓上,平整面朝上,调整螺栓,使网框的上平面高出网夹头夹网面5~10㎜,且四周平稳。按气管编号分别将绷网头的气管插好,通气测试气缸动作是否正确、是否漏气。 3.丝网的切裁: 测量网夹头外侧尺寸,留安全余量约20-50㎜),按尺寸切裁丝网。 4.绷网: 将气压表的压力调整到0.02~0.06MPa,把拉网头切换到伸出位置,打开网夹头,将裁好的丝网拉展,先加紧长度方向,扳动换向阀手柄,绷紧长度方向;再拉展丝网宽度方向,加紧宽度方向丝网,将丝网宽度方向绷紧。 5.粘网: 气缸保压10~30min,将粘网胶均匀涂在网框四周,用刮板用力向外刮,让胶渗透丝网,与网框粘牢。待胶干后打开夹头,取下网框。在网框侧面四周涂粘网胶,用同样的方法粘网。 6.网前处理: 粘网胶干后,先用中性或弱碱性洗洁精溶液均匀地清洗丝网的刮印面和承印面,再用干净水将两面冲洗干净,然后在30~40℃条件下干燥。 7.感光胶配制: 在暗室中黄灯下,首先将光敏剂按配方放入水中溶解,然后混溶在乳胶中单方向充分搅拌,并放置于1-2小时,待气泡完全消失后方可使用。 8.感光胶涂布: 在暗室中黄灯下涂布感光胶,用刮斗涂布感光胶,涂布时应避免刮斗带进气泡。 A、把绷好网的网框以80~90度的倾角竖放,往斗中倒入容量为6~7成感光液,把斗前端压到网上。 B、把放好的斗的前端倾斜,使液面接触丝网。 C、保证倾角不变的同时进行涂布。此时如果涂布的速度过快,容易产生气泡造成针孔。 D、涂布到距网框边1~2cm时,让斗的倾角恢复到接近水平,涂布至多余的液体不剩下为止。 这样全部涂布感光胶后,把框上下倒过来再重新涂布一次,然后干燥。 第一次干燥应充分,若用热风干燥,应掌握适当温度;温度过高,有产生热灰翳的可能,必须引起注意。干燥后,再按同样的要领涂布2~3次,直到出现光泽。刮斗接触网的力量的大小依涂布速度不同而不同。如果把刮斗往返一次算作一个行程的话,一次涂布的感光膜的厚度在完全干燥状态下为1.2~1.6μm。因而7~8个回合行程后可以得到10μm的膜厚。通常涂布的丝网面是刮印面和承印面,为了提高其耐印力,可让刮斗在网上往返1~2次算作一个行程。这种涂布斗涂布只需稍作练习即可掌握,如果行程数固定,通常可以得到相应的膜厚,但是膜厚的要求相当严格时,必须利用膜厚计测定。涂胶次数的计算:一般采用“湿涂干”方法,即涂布与干燥交替进行,每交替一次称为一遍,一般膜层需涂2~4遍,每遍2~3次。
丝印网版制作步骤
PCB丝印网版制作步骤 一、绷网 绷网步骤:网框清理--水平检校--涂底层胶--拉网--测张力--涂粘胶--下网、封边--储存 作业说明: 1.因网框重复使用,网框四周有残存之粘胶、网纱等杂物,必须清除干净,以免影响网纱与网框之 粘合力。 2.将网框放置于平台(需水平)检查网框是否变形,如有变形则需进行整平处理。 3.将清理好,未变形网框与网纱接着面溥而均匀的涂一层不加硬化剂的胶水以便增强拉网后网纱与 网框粘合力。 4.待第一次涂胶约10分钟后,将网框放置于拉网台,并调整好相对之位置及高度 5.选择网目,松开四周夹嘴,将网纱平铺在框上,然后将网纱均匀夹进夹里,不能有起皱,注意四 角要有较松余网纱,夹嘴一定需锁紧,夹子与夹子之间不能有间隙(自动升架、手动拉网为例)。 6.绷网:第一次张力26,静置5分钟张力为24;第二次张力28,静置5分钟张力26;第三次张力 32,静置5分钟张力为30;第四次校正5点张力32,静置20分钟后上胶张力30;15分钟胶固化下网张力28,静置72小时后方可制作网版(以一米×一米全自动生产线使用网版为例)。纵向横向同步拉开,一直拉到所需张力时则刷胶,常用网网纱张力为(100T、110T、120T均为30±2牛顿)(77T、51T均为35±2牛顿)(24T为50±2牛顿) 7.将已调好的胶水用小毛刷均匀地刷在网框与网纱接着面上方,不可将胶水掉进网版中间部位,待 胶8分钟干燥后,可用刮刀胶在涂胶面将未完全贴合之地方压紧贴合约10分钟左右胶水彻底干燥后(应采用开放式吹风加强干燥)才可下网。 8.使用裁纸刀去除网版四周多余网纱,并在网版边框注明,日期,网目及下网时张力(以便观察张 力变化)为了防止洗网水(防白水)的渗入,在网框的内角用红胶水密封,然后用防水胶带封在网框与网纱接着面上方,同样防止药水的渗入。 二、晒网 1.洗网:用磨网膏去油脂(新网),鬼影膏去图形(旧网),除浆粉去网浆、蓝油,用防白水洗杂物, 用清洁剂冲洗网,最后用高压水枪冲洗干净,最后用纯净水清洗干净。 2.烘干:--烤箱设定温度应小于48摄氏度。 3.使用贴水菲林方法:洗干净的网再用纯净水清洗一次。按工程菲林拼片图形加大20%左右选取水 菲林,用三角尺压住水菲林一端在网上,随即用三角尺慢慢往上刮平,再用胶刮刀轻压刮平,毛巾擦多余水份烘干。 4.使用感光胶(网浆):烘干网版再上感光胶,使用刮盒,将刮到网上,其中丝印绿油需上浆三次, (约每隔10分钟以上一次)丝印其他的抗腐蚀油墨则二次,丝印可剥离胶(兰胶〕先上50微米水菲林撕去胶片,再上2次网浆,每次刮三次,上浆完成后烘干。 5.网纱的选用情况一般线路包含字符油墨的丝印、及抗腐蚀油墨(绿油、底油、面油)用120T、100T、 110T网纱,碳浆(碳油)51T,丝印可剥离油墨(蓝胶〕24T丝印感光线路及热固化油墨用77T。
丝网印刷流程及图片
《印刷流程操作实训》课程上机实验报告 班级:广告1102班姓名:邵曼学号:51102211 实验时间:2013.1.7~2013.1.10 实验地点:丝网印刷室指导教师:沈海军 实验内容:丝网印刷 实验目的: 1、针对《印刷流程操作》课程中的印制体恤衫的部分所教授的内容进行全面实践练习,培养学生的实践能力和理论联系实际的能力,锻炼学生正确使用所学的知识和技能的能力,使课程的理论讲授得到有效的实践延伸。 2、通过印制体恤衫的实训,掌握丝网印刷的基本流程和基本原理,拓宽思路,该课程可以作为《图形创意》、《传统图形设计》、《插画》、《设计手绘基础》等一系列课程的衍生课程。可以将前面所学的设计作品应用到实际的产品中,从而产生直接的设计商品。 3、通过印制体恤衫的实训学生可以掌握印前图形设计、出菲林片、绷网、上涂感光胶、晒版、冲印显影、印刷等一系列的工艺流程;熟悉并掌握相关软件的操作与机器设备的调试方法,从而提高学生的对设计后期作品的组织管理能力及解决实际工程中出现的实际问题的能力,为以后进入企业从事相关工作打下坚实的基础。 实训衔接课程:印刷工艺与排版 实验要求: 1、印刷所需素材鼓励学生进行现场设计,也可以将以往课程所做作品进行重新设计,并运用相关软件处理后成为出菲林所需格式。素材设计在实训开始前一个课程全部结束,以便于后期晒版所需内容,此环节决定后期印刷作品的设计质量,是整个实训的关键部分,同时也是考核学生前期设计基础的成绩好坏的一个参考。 2、开课后,教师在讲明实践性质、任务、要求、课程安排、步骤和进度、平时考核内容、结课时考试办法、实践守则及实践室安全制度等的基础上安排学生进行分组实践; 3、实训为5-6人一组,要求学生在规定时间内独立完成,出现问题,教师要及时引导学生分组分析、解决,不得包办代替; 4、任课教师每天要安排课上统一指导时间,检查学生的实践进度,听取学生的实践情况汇报,及时指出存在问题; 5、实践中要求学生开动脑筋、发挥创造力和想象力,充分利用所学的图形设计、印刷工艺流程、各环节注意事项及所需各项工具等专业知识,完成实践的全部过程,最后完成的体恤衫作品要求新颖,有原创性。 [实验步骤] 1、图片排版设计 将所要印刷的图片先排版,注意文件文字图片要清晰,以及它的大小和出血线的保留。将其打印到菲林片上。 2、绷网
游戏美术设计师之入行全面分析【转】请尊重别人的成果~仅供参考勿随意盗用~
游戏美术设计师之入行全面分析 (转自gamelook) 导读: ◆游戏美术是CG应用中最有发展前景的,没有之一 ◆游戏研发是怎么回事 ◆美术、策划、程序的亲密关系 ◆游戏美术的收入水平如何? ◆游戏美术主要用神马软件? ◆游戏美术人员分工与配比 ◆美术们吃饱饭以后,都在干嘛?(具体工作内容) ◆揭秘关卡美术设计师 前言:写这篇文章,初衷是因为在维基上没找到关卡美术的词条,准备整理这个词条。在整理的过程中,发现这个词实在是太专业了,一般人不懂。所以干脆从cg艺术一路讲到游戏研发和游戏美术分工,最后才扯到关卡美术师上来。业内人士可直接看最后一部分。 ◆游戏美术是CG应用中最有发展前景的,没有之一 (插图1) 计算机图形学(Computer Graphics,简称CG),简单来说就是在计算机上实现的艺术。 CG艺术衍生出了很多应用领域,比如游戏、影视、动画、建筑、平面、室内、插画等。今天介绍给大家CG艺术的一个分支:游戏美术。 众所周知,在中国,游戏美术是CG应用中最有发展前景的,没有之一。 为什么?看看中国的游戏行业吧,无论是中国的电影行业还是动画行业,哪一个能比得上如火如荼的游戏产业? 游戏美术似乎对很多门外汉来讲是比较神秘的。如果你不进入到这行业,即使你的美术再好,技术再精通,也很难理解其中的奥妙,希望本文能带给你一些启示。 (游戏美术,以前很多人叫游戏美工,据说有贬低人的嫌疑,现在比较流行的叫法是游戏美术设计师。) ◆游戏研发是怎么回事
(插图2) 在很久很久以前,电子游戏开发者们一个人就能开发一款游戏,比如文明的席德梅尔。 到后来,游戏研发开始变得复杂了,变成了程序、美术、策划三个性质不同的分工,大家开始组成一个小团队一起开发游戏,比如doom。 再到后来变成了需要几百个人的团队才能开发的一款游戏,比如合金装备。 现在是次世代时代,你能见到的所有主机大作几乎都是3d游戏,比如光环,刺客信条,战争机器,战神等。(这些都是游戏机上的游戏。) 在网游领域,3d游戏也正在盛行,如魔兽世界,EVE,永恒之塔,剑侠3,剑灵等。很多中国网游是2d或者2.5d,但实际上也是采用3d的做法来制作的——因为,3d游戏的制作流程更加成熟和方便。 ◆美术、策划、程序的亲密关系 因为游戏是交互性非常强的项目,所以游戏美术需要和程序、策划一起配合协作才能开发出一款游戏。
丝网印刷工艺流程介绍
丝网印刷工艺流程介绍 1.丝网印刷工艺安排 丝网印刷属于直接印刷方式,工艺安排有三种:①纸板→丝网印刷→印后加工,即首先在瓦楞纸板或其它纸板上进行丝网印刷,然后根据需要制作成纸箱、纸盒产品;②纸箱→丝网印刷,即直接在已制作好的瓦楞纸箱或其它纸箱、纸盒上进行丝网印刷;③二次加工,即首先在面纸板上进行丝网印刷,然后根据需要制作成瓦楞纸板,再作成纸箱、纸盒产品。 2.丝网印刷特点①适应性广:丝网印刷幅面可大可小;②墨色厚实:在所有印刷工艺中,丝网印刷墨层最厚,饱和度高,专色印刷效果更佳;③成本低:丝网印刷制版容易,印刷工艺简单;④印刷品质量稳定;⑤生产效率低:丝网印刷速度慢,不适合联机生产;⑥图像精度低:丝网印刷分辨率不高,常规加网线数24线/厘米~32线/厘米。 3.丝网印刷适用范围 丝网印刷适用于小批量生产,印刷外观要求较高、纸板厚度不限、不损害强度的包装产品。 丝网印刷工艺 1.丝网版制作(1)丝网选择①尼龙丝网:尼龙丝网强度高,耐磨性较高,耐碱性较高,耐酸性稍差,油墨透过性好,丝线直径小,弹性好,印迹鲜明;②涤纶丝网:涤纶丝网稳定性好,强度高,耐腐蚀,性能优于尼龙丝网,绷网张力高,适合高精印刷;③不锈钢丝网:不锈钢丝网强度高,稳定性好,丝径小,网目高,耐抗性好,寿命长,弹性差,受冲击易破裂,适合精密印刷,不适合曲面印刷;④镀镍涤纶丝网:镀镍涤纶丝网综合了涤纶丝网和不锈钢丝网的长处,适用性广,价格适中,耐腐蚀性差。 丝网有平织、斜纹织、半绞织、全绞织。白色丝网曝光时易引起漫反射,金黄、红、琥珀色吸收紫外线,可防光晕。丝网网目数有30目/厘米、40目/厘米、60目/厘米、80目/厘米、120目/厘米、140目/厘米和160目/厘米等几种,一般情况下,网目数大,网丝直经小。细丝密网,分辨率高;粗丝粗网分辨率低。印刷曲面时,用弹性大的丝网,如尼龙网;印刷吸收性大承印物时,用网孔面积大的丝网;印刷光滑面时,用高弹力、高张力的丝网;印刷粗糙面时,用低网目的丝网;印刷精度高的印刷品时,用低延伸率、高张力的丝网;印刷招牌、纺织品、针织品时,用28目/厘米~78目/厘米丝网;印刷纸、金属、玻璃、皮革、塑料时,用40目/厘米~140目/厘米丝网。
游戏制作过程笔记
一、游戏的概念 1、游戏(yoc)是幻想与现实之间的桥梁。游戏有智力游戏和活动性游戏之分,又翻 译为Play,Pastime,Playgame,Sport,Spore,Squail,Games,Hopscotch,Jeu,Toy体育运动的一类。现在的游戏多指各种平台上的电子游戏。 名家定义:1、柏拉图的游戏定义: 游戏是一切幼子(动物的和人的)生活和能力跳跃需要而产生的有意识的模拟活动。 2、亚里士多德的游戏定义: 游戏是劳作后的休息和消遣,本身不带有任何目的性的一种行为活动。 3、拉夫.科斯特的游戏定义: (拉夫.科斯特:索尼在线娱乐的首席创意官)游戏就是在快乐中学会某种本领的活动。 4、辞海定义: 以直接获得快感为主要目的,且必须有主体参与互动的活动。 这个定义说明了游戏的两个最基本的特性: (1)以直接获得快感(包括生理和心理的愉悦)为主要目的。 (2)主体参与互动。主体参与互动是指主体动作、语言、表情等变化与获得快感的刺激方式及刺激程度有直接联系。 所以娱乐是游戏的目的,游戏者的参与则是重要因素,所以游戏制作中,我认为最重要的就是要能让玩家有乐趣,有代入感,才有参与度。 2、练习理论:德国生物学家谷鲁斯认为,游戏不是没有目的的活动,游戏并非与实际生 活没有关联。游戏是为了将来面临生活的一种准备活动。 因此游戏还要有一定的意义,并不是一味的娱乐至上 二、制作团队分工 1.制作人:全面掌握了从研发到运营整个体系知识的游戏项目的总负责人,在其管理下实 现游戏研发运营一体化 2.策划:负责设计策划的人员,是游戏开发的核心,主要工作是编写游戏背景故事,制定 游戏规则,设计游戏交互环节,计算游戏公式以及整个游戏世界的一切细节等 3.原画设计师:负责游戏世界里一切角色、场景、道具造型设计 4.程序设计师:主要负责游戏程序开发,以及各种游戏编辑工具的开发 5.美术设计师:游戏美术的专业人才,通过各种软件引擎和技术技巧,完成相应的部分游 戏制作,各个不同岗位的游戏美术师们通力合作才能完成一部完整的游戏 6.音效师:游戏的各种声音制作 7.测试:游戏开发完,由这些人来试玩,进而对游戏进行改进 三、游戏的制作 1、策划方案比如游戏的类型,背景,设定,种种平衡性我认为是必须考虑到的 2、原画设定原画师们要按着策划内容开始对游戏中的角色以及场景进行描绘,当然, 这也不是一件很容易的事情,原画的设定必须要符合游戏的世界观。不美型的游戏我觉得是吸引不到任何人的
SMT-钢网制作及检验标准1.doc
文件修订记录 Revision Record
1.目的 明确SMT钢网检验项目及标准,确保在生产过程中的品质稳定,延长钢网的使用寿命。 2.适用范围 适用于本公司焊膏印刷钢网和和胶钢网的设计和制作。 3.职责 3.1工艺工程中心:负责钢网的申购和制定检验标准。 3.2 研发一部、研发二部:负责提供产品PCB的GERBER文件。 3.3设备部:负责钢网的实际运用效果确认和钢网的登记保管。 3.4品控中心:负责钢网的尺寸验收并出具《钢网检测记录》。 4. 内容 4.1 材料、制作方法、文件格式 4.1.1网框材料 钢网边框材料可选用空心铝框或实心铝框。 4.1.2钢片材料 钢片材料优选不锈钢板。 4.1.3 张网用钢丝网 钢丝网用材料为不锈钢钢丝,其目数应不低于100 目,其最小屈服张力应大于35N/cm2。 4.1.4 封胶 在钢网的正面,在钢片与丝网结合部位及丝网与网框结合部位,必需用强度足够的胶水填充所用的胶水应不与清洗钢网用的清洗溶剂(工业酒精、二甲苯、丙酮等)起化学反应,并适合机器清洗要求。 4.1.5制作方法 客户有要求的按客户要求执行,无要求按此指引进行。 4.1.6文件格式 由研发一部、研发二部提供产品的GERBER文件,拼板方式为整板并标注尺寸范围。 4.1.7钢网Gerber确认
钢网Gerber做好之后由工艺工程师确认过后,再发放和通知供应商制作。 4.2钢网外形及标识的要求 4.2.1外形图 钢网尺寸(单位MM) 钢网类型网框尺寸胶水内侧到网 框的距离 网框厚度可开口范围备注 大钢网735*735±3.0 最大40 40±1.5 575*575 中钢网1 650*650±3.0 最大35 35±1.5 500*500 中钢网2 550*600±3.0 最大70 30±1.5 330*380 长钢网500*900±3.0 最大35 30±1.5 360*760 小钢网370*470±3.0 最大35 20±1.5 240*330 4.2.2 PCB 位置要求 一般情况下,PCB 中心、钢片中心、钢网外框中心需重合,三者中心距最大值不超过3.0mm; PCB、钢片、钢网外框的轴线在方向上应一致。 4.2.3 钢网标识内容及位置 钢网标识应位于钢片T 面的右下角(如图一所示),其内容与格式(字体为标楷体,)如下: 第一行:前面为产品编号,中间为名称,后面为版本号 第二行:钢网尺寸及厚度。 第三行:制造日期。 图一图二 4.2.4钢网标签内容及位置 钢网标签需贴于钢网网框边上中间位置,如图二所示,标签内容需有相应的PCB名称。 4.2.5 MARK 点 钢网B 面上需制作至少2个对角MARK 点。MARK位置周边5mm内不能有其它过孔、测试点等,Mark点表面要求尺寸在0.8-1.2mm之内。
新编网版制作工艺流程模板
新编网版制作工艺 年呈 网版制作工艺流程 当前,市场网版制作工艺因其原材料不同,生产工艺也就有所不同。据了解,当前市场上用来制作网版的原材料有三种类型:液态型直接法感光胶,预敏化型的直接法胶片及间接法胶片。由于三种原材料的特性与功能不同,其使用操作工艺也就有所不同。 —、液态型直接法感光胶 感光胶的优点是工艺简单、经济、实用。其特性有曝光速度快,网版经久耐用而且去膜容易,优良的耐溶性,其生产工艺流程杲:
网前处理及选网一配胶f涂胶f干燥f曝光f显影f待用 其工作环境为温度15?20C,相对温度50?65%,黄灯下暗房操作。 ※网前处理及选网 新丝网在使用前必须用磨网膏进行网前处理,每个网版都要用脱脂剂彻底脱脂,具体操作方法是用水淋湿丝网两面,涂上磨网膏或脱脂剂,然后用毛刷涂均匀并静置1分钟,最后用清水冲洗干净。 使用过的网如果不再使用,可用脱膜剂浸泡,然后清洗干净,使用前必须做脱脂处理工艺。 丝网清洗好后,烘干处理待用。制网者可根据所需要的网牍目数逬行选网: 丝印线路一般用120T/cm,阻焊100-120T/cm,字符100- 120T/cm,
碳桥油43-120T,印剥离兰胶18 - 36T O ※配胶 直接法感光胶当前市上有二种类型:一种杲单液型,这种类型是把敏化剂在生产时直接配制的感光胶,可直接使用的类型;启一种杲”二元固化"感光胶。这种感光胶在使用前必须进行配置,即把敏化剂加入适量水均匀搅拌后倒入感光胶中,经过上下左右充分搅拌,即配制完成。配胶工作最少要在使用前两个小时完成,最佳的方法是在前一个工作日下班前配好胶,第二天上班即用。切记,配好的胶必须静置2小时以上,让胶中泡沫消失才可使用,否则会出现意想不到的质量事故。 ※涂胶 把干燥好的待用网放置在涂胶台上,把适量的感光胶倒入刮刀内,先涂印刷面(丝网的凸⑥),后涂油墨直(丝网的凹面),—般每直3刀次,如果要求厚网版,那么可分多次涂刷,即第一次涂胶后,立即放入30-40?的烘箱中烘干,取出丝网再次涂胶,根据所要求厚度,决定涂胶次数,注意一般印刷直(凸面)要比油墨⑥(凹廁)多涂2 - 3刀次。 涂胶工艺十分重要,网版质量好坏,全靠涂胶,要求版面厚度均匀一致,有立体感。 ※干燥 丝印感光胶涂刷完后,先静置1 -2分钟,然后把丝网放进40匕左右的烘箱中烘干,干燥后取出放在暗框中待用。
丝印标贴的制作及工艺流程
丝印标贴的制作及工艺流程 现在各式各样的标牌已广泛应用于电子产业和家用电器产品上,丝印标牌技术,是丝印技术应用的一个方面。现在各式各样的标牌已补广泛应用于电子产业和家用电器产品上,尤其是在各种标牌的表面采用了新装饰工艺之后,多次多彩的装饰效果展现在人们眼前,进步了商品的价值和竞争能力。它以精致典雅的形式,多次多彩的装饰效果展现在人们眼前,进步了商品的价值和竞争能力。 在标牌出产过程中,起决定性作用是丝网印版及承印物前处理的工艺技术和印刷要点及丝印油墨的选择。 一、丝印制板: 1、漆膜雕刻法: 是手工制版法的一种,较简朴。可印制一般不太精致的单色图案和文字。 (1)喷制刻版漆膜纸:将描图纸用浆糊粘在平整的木版上,用排笔把橡胶水1份(体积比),汽油1份调好,平均地涂在纸面上,干后喷涂软性清漆3—5次,每次喷涂后,在烘箱顶用40度~50度烘干,漆膜厚度喷至5~6毫米为宜,漆膜应光亮、平均、无气泡、无污点。 (2)雕刻图形:把漆膜纸贴在图形上,用刻刀、圆规刀、直尺按图形雕刻,轻轻地剔除漆膜。 (3)转贴:雕刻图形之后,便可以旧事先做好的丝网框上转贴了。方法是把刻好的漆膜放在网框下面压紧,用棉花沾少许稀料在上面轻轻复擦,至漆膜与丝网粘牢为止。干燥数分钟后,把描图纸揭掉。假如纸未全掉,可用棉花沾水擦净。空缺的部门用硝基漆涂一层,将丝网的网眼堵住。晾干后即可印刷。 2、碳素纸晒版法: 也是一种较简朴的手工制版法。 (1)裁感光纸:感光纸是一种混合物较厚地涂上上氧人钡原纸上制成的碳素纸,按图形的大小裁好备用。 (2)敏化:在500毫和20克重铬酸铵配制的溶液中浸泡3-5分钟,掏出碳素纸,把水分流干。 (3)曝光:把碳素纸平贴在清洁的玻璃上,胶膜向上,在上边笼盖阳图聚酯薄膜底版,用晒版机进行曝光,曝光时间8-12分钟。 (4)显影:曝光后在40~50度温水中浸泡数分钟,使胶膜和阳图版与氧化锌原纸天然脱离,用温水仔细显影至力形文字清楚为止。 (5)转贴:把制好的版放在予先绷好丝网的网框下面,在丝网上面笼盖几层报纸,压上玻璃板,以1-2公斤/平方厘米的重压,此时胶膜与丝网贴牢,取下重物和报纸,用电炉烘干胶膜,再取下原纸,胶膜图形即转到丝网上。仔细检查图形有无缺陷,合格后把图形附近的丝网上涂上一层硝基磁漆保护,把丝印印版装在印版台,以备印刷。此种制版法的合用范围与漆膜雕刻法相同。 3、感光制版法:丝印标牌(https://www.360docs.net/doc/b613734133.html,)所用的印牌精度要求较高,一般都采用提高前辈的直接、间接、直间三种感光制版法。 A、直接制版法: (1)岗框使用铝框,用不着绷网机动性绷网,气压在5-6公斤/平方厘米,使用缩醛胶粘网,绷松紧程度用张力丈量,张力5-7公斤,下沉尺寸应小于2毫米。 (2)清洗丝网:用洗衣粉、洗洁精、乙醇等作为洁洗剂,清洗丝网的两面,并用净水冲净,经热风干燥后待用。目的是使网能与感光胶更好粘合。 (3)刮斗(涂布斗、涂布器):涂布感光胶的刮斗可以用不锈钢制成,也可用有机玻璃板制成刮板。其长度一般略小于是丝网框内径(把长度不同的几种刮斗配成一套备用)B。刮斗的边沿必需薄而不刃,光滑挺直,不答应有凹凸、毛刺、伤痕等缺陷,以心影响制版质量。涂布丝网感光胶时,每涂三次烘干一遍,需连续作3-4遍,直到胶膜达到需要的厚度为止,再进行曝光。 (4)干燥箱的温度,较为理想的是用可调温度的干燥箱。感光胶的干燥温度,一般控制在40度左右,烘烤时间过长或温渡过高,都会影响感光层质量。
钢铁工艺流程图
钢铁生产工艺流程 炼焦生产流程:炼焦作业是将焦煤经混合,破碎后加入炼焦炉内经干馏后产生热焦碳及粗焦炉气之制程。资源来源:台湾中钢公司网站。.
烧结生产流程:烧结作业系将粉铁矿,各类助熔剂及细焦炭经由混拌、造粒后,经由布料系统加入烧结机,由点火炉点燃细焦炭,经由抽气风车抽风完成烧结反应,高热之烧结矿经破碎冷却、筛选后,送往高炉作为冶炼铁水之主要原料。资源来源:台湾中钢公司网站。 .
高炉生产流程:高炉作业是将铁矿石、焦炭及助熔剂由高炉顶部加入炉内,再由炉下部鼓风嘴鼓入高温热风,产生还原气体,还原铁矿石,产生熔融铁水与熔渣之炼铁制程。资源来源:台湾中钢公司网站。 .
转炉生产流程:炼钢厂先将熔铣送前处理站作脱硫脱磷处理,经转炉吹炼后,再依订单钢种特性及品质需求,送二次精炼处理站(RH真空脱气处理站、Ladle Injection盛桶吹射处理站、VOD真空吹氧脱碳处理站、STN搅拌站等)进行各种处理,调整钢液成份,最后送大钢胚及扁钢胚连续铸造机,浇铸成红热钢胚半成品,经检验、研磨或烧除表面缺陷,或直接送下游轧制成条钢、线材、钢板、钢卷及钢片等成品。资源来源:台湾中钢公司网站。 .
.
连铸生产流程:连续铸造作业乃是将钢液转变成钢胚之过程。上游处理完成之钢液,以盛钢桶运送到转台,经由钢液分配器分成数股,分别注入特定形状之铸模内,开始冷却凝固成形,生成外为凝固壳、内为钢液之铸胚,接着铸胚被引拔到弧状铸道中,经二次冷却继续凝固到完全凝固。经矫直后再依订单长度切割成块,方块形即为大钢胚,板状形即为扁钢胚。此半成品视需要经钢胚表面处理后,再送轧钢厂轧延。资源来源:台湾中钢公司网站。 .
服装生产制作工艺流程介绍
服装生产制作工艺流程介绍 (一)生产准备 面辅料进厂检验→技术准备→打版→试板样→封样→制定做工艺文件→裁剪→缝制→确认首件(水洗首缸)→锁眼钉扣→整烫→成衣检验→包装→入库出运。 (二)面料、辅料检验的目的和要求 根据发货单详细出现短码/少现象要亲自参与清点并确认大货跟单负责大货的交货日期确定及面料进厂后要进行数量清点以及外观和内在质量的检验,及确认符合生产要求的才能投产使用。在批量生产前首先要进行技术准备,包括工艺单、样板的制定和样衣制作,样衣经客户确认后方能进入下一道生产流程。面料经过裁剪、缝制制成半成品,有些梭织物制成半成品后,根据特殊工艺要求,须进行后整理加工,例如成衣水洗、成衣砂洗、扭皱效果加工等等,最后通过锁眼钉扣辅助工序以及整烫工序,再经检验合格后包装入库。 根据客户确认后的单耗对面/辅料的进行核对,并将具体数据以书面形式报告公司。如有欠料,要及时落实补料事宜并告知客户。如有溢余则要报告客户大货结束后退还仓库保存,要节约使用,杜绝浪费现象。 由于坯布的质量直接关系到成品的质量和产量,因此裁剪前,必须根据裁剪用布配料单,核对匹数、尺寸、密度、批号、线密度是否符合要求,在验布时对坯布按标准逐一进行检验,对影响成品质量的
各类疵点,例如色花、漏针、破洞、油污等须做好标记及质量记录把好面料质量关是控制成品质量重要的一环。通过对进厂面料的检验和测定可有效地提高服装的正品率。 面料检验包括外观质量和内在质量两大方面。外观上主要检验面料是否存在破损、污迹、织造疵点、色差等等问题。经砂洗的面料还应注意是否存在砂道、死褶印、披裂等砂洗疵点。影响外观的疵点在检验中均需用标记注出,在剪裁时避开使用。 面料的内在质量主要包括缩水率、色牢度和克重(姆米、盎司)三项内容。在进行检验取样时,应剪取不同生产厂家生产的、不同品种、不同颜色具有代表性的样品进行测试,以确保数据的准确度。同时对进厂的辅料也要进行检验,例如松紧带缩水率,粘合衬粘合牢度,拉链顺滑程度等等,对不能符合要求的辅料不予投产使用。 (三)技术准备的主要内容 收到样品、原始资料,按工艺要求(参考客人的原样),制作合理的纸板,并做好各种技术工艺的记录,对生产过程中遇到的技术问题负责。 按照客户和厂部的规定的样品时间,安排好样衣的生产,并做好几率,遇到做样衣时,工艺单不清楚的地方,要主动向跟单提出或向厂长提出,让他们去同客户商讨,不能自作主张。 认真审核客供工艺单的资料,原样衣,明确了解客户的要求,尺寸,原辅料和配料等,在做给客人的批核样衣时,以便于车间的生产为原则,提示可以简化的车缝的工序。样衣完成后,对比原样品和工
钢结构加工制作流程与设备汇总
1.钢结构加工制作 1.1.常用加工制作设备 1.1.1.焊接H型钢加工设备 数控火焰切割机[QSH40];有效切割厚度:6-100mm;有效切割宽度:3200mm;切割速度:50- 1000mm/min。 H/T型钢焊接机龙门焊H型钢翼缘矫正机
H型钢组立机电渣焊机 H型钢焊接机[MHT];焊接速度:240- 2400MM/MIN;腹板高度:140-2000mm;翼板宽 度:140-800mm。 H型钢翼缘矫正机[YTJ-60];翼板厚度:≤ 60mm;腹板高度:≥350mm;翼板宽度: 200mm-1000mm;矫正速度:6.3m/min。 1.1. 2.箱型钢加工设备
箱型埋弧焊接机;焊接速度:240- 2400mm/min;腹板高度:140-2000mm;翼板宽 度:140-2000mm; 悬臂式电渣焊机[JZD150A];适用工件截面: 300~1500mm;适用板材厚度:14~65mm。 U型、箱型一体机龙门式移动平面钻床 1.1.3.直缝焊管圆管加工设备
三辊卷板机;最小卷管直径: 800mm;最大卷 管板厚:120mm。 悬臂式全自动埋弧焊;焊接速度:240— 2400mm/min上下行程:800mm;左右行程: 500mm;焊丝尺寸:3.2—5mm。 1.1.4.管桁架生产线 相贯线切割机[LMGQ/P-A];切割管子外径范围:60mm~600mm;工件长度:600~12000mm。 1.1.5.无缝钢管加工设备 无缝矩形管加工设备机床
无缝圆管加工设备机床1.1.6.螺旋管加工设备
1.1.7.钢筋桁架楼承板生产线 放线架钢筋调直机机
网版制作工艺流程
网版制作工艺流程 目前,市场网版制作工艺因其原材料不同,生产工艺也就有所不同。据了解,目前市场上用来制作网版的原材料有三种类型:液态型直接法感光胶,预敏化型的直接法胶片及间接法胶片。由于三种原材料的特性与功能不同,其使用操作工艺也就有所不同。 一、液态型直接法感光胶 感光胶的优点是工艺简单、经济、实用。其特性有曝光速度快,网版经久耐用而且去膜容易,优良的耐溶性,其生产工艺流程是: 网前处理及选网→配胶→涂胶→干燥→曝光→显影→待用 其工作环境为温度15~20℃,相对温度50~65%,黄灯下暗房操作。※网前处理及选网 新丝网在使用前必须用磨网膏进行网前处理,每个网版都要用脱脂剂彻底脱脂,具体操作方法是用水淋湿丝网两面,涂上磨网膏或脱脂剂,然后用毛刷涂均匀并静置1分钟,最后用清水冲洗干净。 使用过的网如果不再使用,可用脱膜剂浸泡,然后清洗干净,使用前必须做脱脂处理工艺。
丝网清洗好后,烘干处理待用。制网者可根据所需要的网牍目数进行选网:丝印线路一般用120T/cm,阻焊100-120T/cm,字符100-120T/cm,碳桥油43-120T,印剥离兰胶18-36T。 ※配胶 直接法感光胶目前市上有二种类型:一种是单液型,这种类型是把敏化剂在生产时直接配制的感光胶,可直接使用的类型;另一种是“二元固化”感光胶。这种感光胶在使用前必须进行配置,即把敏化剂加入适量水均匀搅拌后倒入感光胶中,经过上下左右充分搅拌,即配制完成。配胶工作最少要在使用前两个小时完成,最佳的方法是在前一个工作日下班前配好胶,第二天上班即用。切记,配好的胶必须静置2小时以上,让胶中泡沫消失才可使用,否则会出现意想不到的质量事故。 ※涂胶 把干燥好的待用网放置在涂胶台上,把适量的感光胶倒入刮刀内,先涂印刷面(丝网的凸面),后涂油墨面(丝网的凹面),一般每面3刀次,如果要求厚网版,那么可分多次涂刷,即第一次涂胶后,立即放入30-40℃的烘箱中烘干,取出丝网再次涂胶,根据所要求厚度,决定涂胶次数,注意一般印刷面(凸面)要比油墨面(凹面)多涂2-3刀次。
网版制作流程
網版製作流程 1 適用範圍 本公司RN、CR產品印刷用的網版. 2 適用設備 曝光機、張網機、烘箱. 3 使用材料 #400不鏽鋼网布,線徑0.023 #325不鏽鋼网布,線徑0.028 #250不鏽鋼网布,線徑0.035 #420特多襲网布,線徑0.028 瞬間膠感光乳劑剝膜粉脫脂劑天那水网框 4 網版製作流程 烘乾烘乾烘乾烘乾 張網脫脂塗布曝光顯影修補二次曝光檢查4.1張網 4.1.1清潔網框 用天那水,將網框正面黏著邊擦拭乾淨,並自然吹乾。如是新網框,首次使用時應進行脫脂處理。 4.1.2放置網框 將網框黏著面朝上,並按規定角度放置於網床上. #400不鏽鋼网布,線徑0.023 張网角度22.5度 #325不鏽鋼网布,線徑0.028 張网角度45度 #250不鏽鋼网布,線徑0.035 張网角度45度 #420特多襲网布,線徑0.028 張网角度45度 4.1.3裁網布 用剪刀裁一塊與網床大小相符的網布,一般將網布裁剪成1〃32~1〃35米,並平整的放於網床上。 4.1.4 放置网布 4.1.4.1按先長邊後短邊的順序依秩用夾子分別由中心向外開始夾緊網布,注意每邊兩端處共8個夾頭不要夾緊,夾网布時應將網布均勻拉直。 4.1.5 拉直網布 第一次,將張力拉到一定值(特多龍網約13N,不銹鋼網約30N)時,測試其9點張力是否在±1N範圍內,如張力均勻,則繼續將網布拉到老化張力。 特多龍網老化張力為18N,老化時間15分鐘 不鏽鋼網老化張力為34N,老化時間為30分鐘。 注意事項:老化過程中需每10分鐘測試一次張力,當張力不足老化張力時要
補充至老化張力。 4.1.6 老化結束後塗瞬間膠水,待膠水乾燥後視沾背情況應再補塗一次膠水。乾燥後用美工刀將网布割下。 注意事項:塗膠水時為防止膠水濺入网板中心部位,頇於每塊網版中心處放置一紙板。 4.1.7測試割下後網版張力張力 特多龍網 13N±2回縮張力在2N左右 不鏽鋼網28N±2回縮張力在6N左右 注:已張好網版,要放置24小時以上方可進行下一步作業。 4.2脫脂 4.2.1將網布正反面用酒精擦拭並用氣槍吹乾。 4.2.2用純水淋濕網版正反面。(水溫在25度~35度之間) 4.2.3用剝膜水正反面均勻塗於網版上,放置2~3分鐘,然後用純水淋乾淨. 4.2.4用脫脂劑均勻的塗於網布上,放置2~3分鐘. 4.2.5用溫水泡已塗脫脂劑的網版,泡3~5分鐘,並沖乾淨。注意時間不能太長,防止網布乳劑脫落. 4.2.6 用氣槍吹乾,放入烘箱.烘箱溫度為37±3°. 5.3刮膠 5.3.1 將網版從烘箱內拿出,正面朝上放於桌子上. 5.3.2 用清潔輪除去網布正反兩面的灰塵. 5.3.3 倒適量乳劑。約刮槽容量三分之二左右 5.3.4 刮膠時刮槽輕輕貼近網布,刮槽與網布成45度角,保持速度均勻,用力適中,刮膠方向由下往上. 第一次刮膠:先刮網板正面,後刮網板反面,正面共刮三次,反面只需刮一次.注意每刮一次都應將網版上下旋轉180° , 第一次刮膠完成後將其正面朝上放入烘箱烘乾.烘箱溫度為37±3° 第二次刮膠:只需刮正面,共刮兩刀,待烘乾後量測乳膠厚度,根據乳膠厚度要求,如第二次刮膠一樣,重複刮膠,直至達到規定乳膠厚度. 要求:刮膠厚度平均度誤差在±1um之內,張力不可改變. 5.4曝光 5.4.1 將已刮膠好的網版,正反面清潔,將底片置中貼好. 5.4.2 打開曝光機橡皮罩,將曝光机平臺擦試干淨,避免因灰塵而產生針孔或其他缺點. 5.4.3 網版反面朝上,在每塊网板正反面處各放上一塊遮光片后再在上面放置一吸气海棉.設定曝光時間(參照附伯件),關上罩子.曝光結束後將底片撕去. 5.5 顯影 5.5.1 將網版正反面用純水淋1分鐘左右,水溫在25度~35度之間。 5.5.2 水槍槍口與網版保持30cm左右距離沖洗,先沖正面,再沖反面,再沖正面,待圖像完全顯示出來後,用氣槍吹乾,放入烘箱。烘箱溫度為37±3° 5.6復曬 5.6.1 將烘乾的網版,拿出填補後烘乾,然後將網版正面朝上,關掉曝光機吸
游戏原画制作的步骤是什么
游戏原画制作的步骤是什么 首先不可否认的是,做游戏原画需要有一定的美术基本功,绘画是原画的基础。其次需要了解游戏原画的概念和游戏原画的制作方法,用到的工具和制作的步骤等。下面四维梦工场的原画大师将为大家介绍一下游戏原画的制作步骤以及一些关于作画的基本方式: 游戏制作的流程主要分为策划、美术小组和程序这三个步骤。其中原画是美术小组的先锋,首先要从策划手里接过文字的策划稿,所有的要求都在这个稿子里,当然了,也要看策划人的文字水平了,其实策划就是不会画画的原画。原画通过策划稿将文字描述的人物或者场景绘制成图象,这个其实就是原画的基本工作。但是往往一个杰出的原画人都具备同比策划的能力,也就是想象力,所以往往原画会将策划的策划稿想象的更加完善,加上绘制能力OK。 原画的作画因人而异,如果用电脑作画的话,就要会几款常用的软件:photoshop、painter和illustrator等等,当然还有很多绘画软件,但也并不是说你会的越多就越好,只要你能画出好东西,就算你背着画板带着水粉颜料都OK,这在国外非常常见。 在国内大多数的原画习惯用电脑作画,因为方便(不会被颜料弄脏衣物),快捷(画错了直接CTRL+Z)。很多人习惯起稿时候还是用铅笔在纸上绘制,然后扫描进电脑上色及效果处理。但是最近几年开始流行直接在电脑上起稿完稿,这个需要锻炼,因为出学者对于手写板都不太适应,很多刚从业者都习惯用鼠标画。 作品完成后存储JPG格式图象,送于策划处审查通过后回交到3D人员处建模,并且随时监督3D对于你的作品的还原度。 想做一个好的原画,你需要大量的浏览量,充实你的脑袋,丰富你的想象力。多画多练,笔头的工夫是你有没有说话资本的先决条件。要会3D,为什么你应该明白了。一般原画在一个制作团队里都处于核心地位,首先因为工作的岗位,在美术最前线,要接触策划以及程序部分的人员,又要指挥手下的其他美术人。所以呢,做原画不是太难,想做的好,就要自己努力了。
钢网制作基础知识
钢网制作基础知识-CAL-FENGHAI-(2020YEAR-YICAI)_JINGBIAN
钢网制作基础知识 1、钢网制作工艺: 一般钢网制作有两种方法:化学药水蚀刻(蚀刻)和激光机切割(激光)。 蚀刻:就需要先将处理好的GERBER数据通过光绘机制作出菲林,然后将菲林上的图形转移到钢片上,接着在蚀刻机里面加工,主要原理就是化学上的氧化反应原理; 激光切割:就是直接将处理好的GERBER数据调进激光机,采用电脑控制激光机在钢片上切孔。一般如果有精密元件(即IC引脚中心距小于等于或者有0201元件)的话就选用激光切割,因为这个精度要比蚀刻的精度高,但相应的价格也高,否则就选用蚀刻工艺,因为价格相对便宜,同时也完全可以满足您的需求。 激光切割电抛光:电抛光为金属表面精加工的一种方法。它是以悬挂在电解槽中的金属制品为阳极,于特定条件下电解,通过阳极金属的溶解,以消除制品表面的细微不平,使之具有镜面般光泽外观的过程,通常情况下0402器件及间距以下的器件需要电抛光。 2、钢网的尺寸: 唐山共兴主要的钢网尺寸:370mm*470mm,584mm*584mm。
也可根据板子不同的尺寸要求选取不同的供应商,比如嘉立创可提 供不同尺寸的钢网。 3、37*47钢网的有效面积: 250mm 330mm 我们所看到的上述尺寸330mm*250mm为包边后裸露的钢片的面 积,但非实际可印刷的面积。 实际印刷面积=裸露钢片面积-双刮刀面积*2,经过测量理论数值 为: 实际可印刷长度=330,但由于刮刀尺寸的限制,我公司刮刀宽度主要有 四种类型:210,280,350,410.所以实际可印刷长度=280mm。
IC工艺流程简介
晶体的生长 晶体切片成wafer?晶圆制作?功能设计à模块设计à电路设计à版图设计à制作光罩?工艺流程?1)表面清洗晶圆表面附着一层大约2um的Al2O3和甘油混合液保护之,在制作前必须进行化学刻蚀和表面清洗。 2)初次氧化 有热氧化法生成SiO2 缓冲层,用来减小后续中Si3N4对晶圆的应力?氧化技术 干法氧化Si(固)+ O2àSiO2(固) 湿法氧化Si(固) +2H2OàSiO2(固) + 2H2 干法氧化通常用来形成,栅极二氧化硅膜,要求薄,界面能级和固定电荷密度低的薄膜。干法氧化成膜速度慢于湿法。湿法氧化通常用来形成作为器件隔离用的比较厚的二氧化硅膜。当SiO2膜较薄时,膜厚与时间成正比。SiO2膜变厚时,膜厚与时间的平方根成正比。因而,要形成较厚的SiO2膜,需要较长的氧化时间。SiO2膜形成的速度取决于经扩散穿过SiO2膜到达硅表面的O2及OH基等氧化剂的数量的多少。湿法氧化时,因在于OH基在SiO2膜中的扩散系数比O2的大。氧化反应,Si表面向深层移动,距离为SiO2膜厚的0.44倍。因此,不同厚度的SiO2膜,去除后的Si表面的深度也不同。SiO2膜为透明,通过光干涉来估计膜的厚度。这种干涉色的周期约为200nm,如果预告知道是几次干涉,就能正确估计。对其他的透明薄膜,如知道其折射率,也可用公式计算出?(d SiO2) / (d ox)= (nox) / (n SiO2)。SiO2膜很薄时,看不到干涉色,但可利用Si的疏水性和SiO2的亲水性来判断SiO2膜是否存在。也可用干涉膜计或椭圆仪等测出。 SiO2和Si界面能级密度和固定电荷密度可由MOS二极管的电容特性求得。(100)面的Si的界面能级密度最低,约为10E+10 --10E+11/cm –2 .e V -1数量级。(100)面时,氧化膜中固定电荷较多,固定电荷密度的大小成为左右阈值的主要因素。 3) CVD(ChemicalVapordeposition)法沉积一层Si3N4(Hot CVD或LPCVD)。 1 常压CVD(NormalPressure CVD)?NPCVD为最简单的CVD法,使用于各种领域中。其一般装置是由(1)输送反应气体至反应炉的载气体精密装置;(2)使反应气体原料气化的反应气体气化室;(3)反应炉;(4)反应后的气体回收装置等所构成。其中中心部分为反应炉,炉的形式可分为四个种类,这些装置中重点为如何将反应气体均匀送入,故需在反应气体的流动与基板位置上用心改进。当为水平时,则基板倾斜;当为纵型时,着反应气体由中心吹出,且使基板夹具回转。而汽缸型亦可同时收容多数基板且使夹具旋转。为扩散炉型时,在基板的上游加有混和气体使成乱流的装置。?2低压CVD(LowPressure CVD)?此方法是以常压CVD为基本,欲改善膜厚与相对阻抗值及生产所创出的方法。主要特征:(1)由于反应室内压力减少至10-1000Pa而反应气体,载气体的平均自由行程及扩散常数变大,因此,基板上的膜厚及相对阻抗分布可大为改善。反应气体的消耗亦可减少;(2)反应室成扩散炉型,温度控制最为简便,且装置亦被简化,结果可大幅度改善其可靠性与处理能力(因低气压下,基板容易均匀加热),因基可大量装荷而改善其生产性。 3 热CVD (Hot CVD)/(thermal CVD) 此方法生产性高,梯状敷层性佳(不管多凹凸不平,深孔中的表面亦产生反应,及气体可到达表面而附着薄膜)等,故用途极广。膜生成原理,例如由挥发性金属卤化物(MX)及金属有机化合物(MR)等在高温中气相化学反应(热分解,氢还原、氧化、替换反应等)在基板上形成氮化物、氧化物、碳化物、硅化物、硼化物、高熔点金属、金属、半导体等薄膜方法。因只在高温下反应故用途被限制,但由于其可用领域中,则可得致密高纯度物质膜,且附着强度极强,若用心控制,则可得安定薄膜即可轻易制得触须(短纤维)等,故其应用范围极广。热CVD法也可分成常压和低压。低压CVD适用于同时进行多片基片的处理,压力一般控制在0.25-2.0Torr之间。作为栅电极的多晶硅通常利用HCVD法将SiH4或Si2H。气体热分解(约650oC)淀积而成。采用选择氧化进行器件隔离时所使用的氮化硅薄膜也是用低压CVD法,利用氨和SiH4或Si2H6反应面生成的,作为层间绝缘的SiO2薄膜是用SiH4和O2在400 --4500oC的温度下形成?SiH4+O2 –-SiO2+2H2?或是用Si(OC2H5)4 (TEOS:tetra–ethoxy–silanc)和O2在750 oC左右的高温下反应生成的,后者即采用TEOS形成的SiO2膜具有台阶侧面部被覆性能好的优点。前者,在淀积的同时导入PH3气体,就形成磷硅玻璃(PSG:phosphor–silicate –