项目六:红外倒车雷达实训教案
核工业成都机电学校实训教案
核工业成都机电学校实训教案
图1-2 555集成电路引脚排列和实物图)接地GND:地线,通常被连接到电路共同接地。
图1-4 多谐振荡波形图
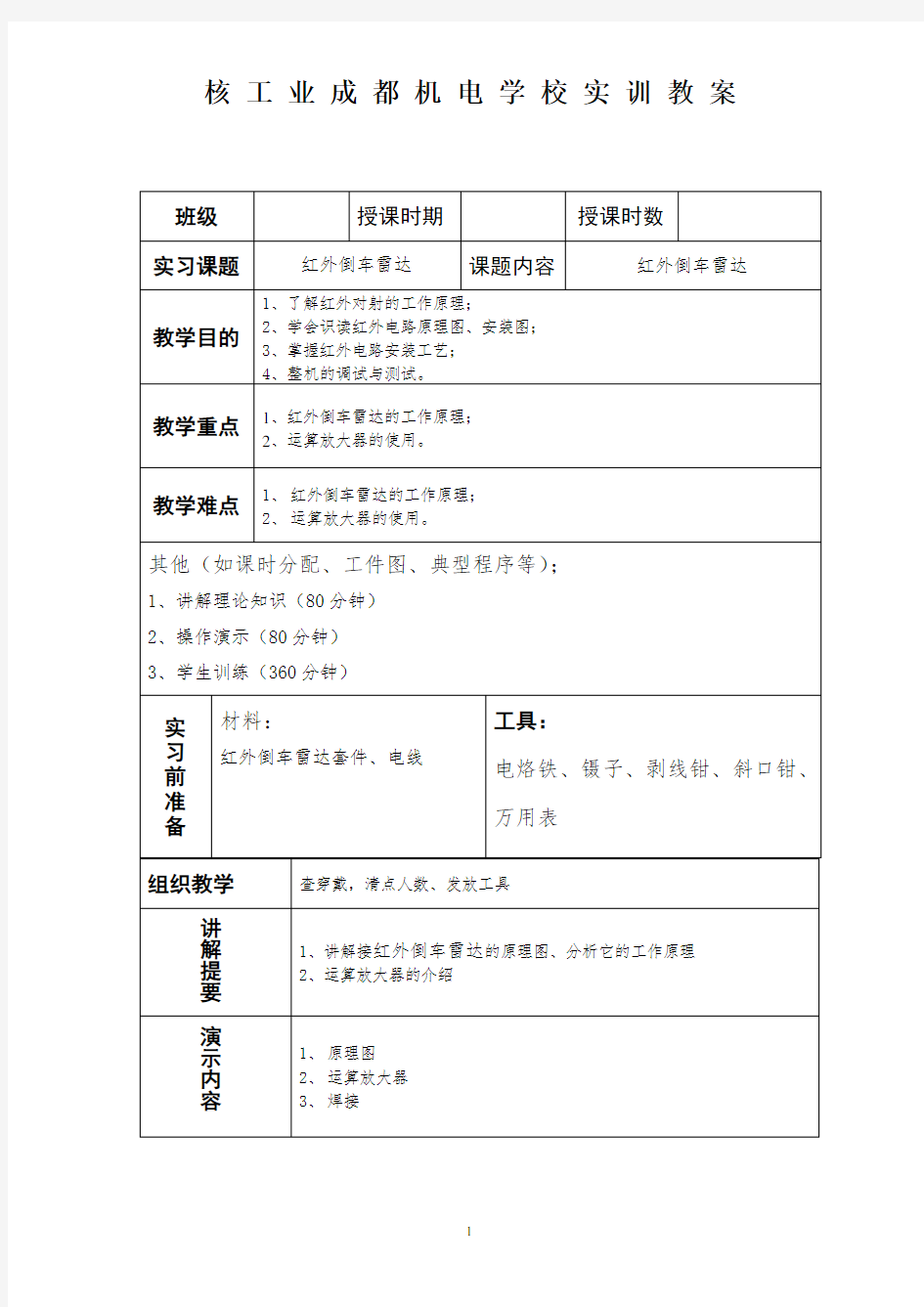
所示,图6-9-4为工作波形图。图
脚相接而构成施密特形式,再通过7脚接入R1、R2、C1充放电回路。充电
、放电管TD(集成块内部,充放电电压uc
脚得到矩形波振荡周期为:T≈0.7(R1+2R2)C 图1-5 LM324内部结构图
三盏灯全亮(10cm以下)
车工实训教案(第一学期)
教案 第周 教学过程: 一、车工安全操作规程 1、工作时应穿紧身工作服,戴防护眼镜,戴袖套,袖口不要敞开,并应经常保持清洁整齐。女同志应戴工作帽,头发或辫子应塞入帽内。夏季禁止穿裙子、短裤和凉鞋上机操作。 2、开车前见车车床各部分机构及防护设备是否完好,各手柄是否灵活、位置是否正确。检查各注油孔,并进行润滑。然后使主轴空运转1~2分钟,待车床运转正常后才能工作。若发现车床运转不正常,应立即停车,告知实训指导教师进行维修,未修复不得使用。 3、主轴变速必须停车,变换进给箱手柄要在低速进行。为保持丝杠的精度、除车削螺纹外,不得使用丝杠机动进给。 4、刀具、量具及工具等的放置要稳妥、整齐、合理、有固定的位置,便于操作时取用,用后应放回原处。
5、工具箱内应分类摆放物件。不可随意乱放,以免损坏和丢失。 6、正确使用和爱护量具。经常保持清洁,用后擦净、涂油、放入盒内。禁止把工具、夹具或工件等放在车床导轨上。 7、不允许在卡盘及车床导轨上敲击或校直工件,床面上不准放置具或工件。在车床主轴上装卸卡盘应在停机后进行,不可用电动机力量取下卡盘。 8、车刀磨损后,应及时刃磨,不允许用钝刃车刀继续车削,以免增加车床负荷、损坏车床,影响工件表面的加工质量和生产效率。 9、使用切削液前,应在床身导轨上涂润滑油,若车削铸铁或气割下料的工件应擦去导轨上的润滑油。 10、除车床上装有自动测量可在运转中进行外,均应停车测量工件,并将刀架移到安全位置。 11、工作时,必须集中精力,注意手、身体,头不应跟工件靠得太近,以防切屑飞入眼中。如果车削铸铁、黄铜等脆性材料工件时,必须戴上防护眼镜。 12、车床开动时,不能测量工件,也不要用手去摸工件的表面。尤其是加工螺纹时,严禁用手抚摸螺纹面,以免伤手。严禁用棉纱擦抹转动的工件。 13、应用专用的钩子清除切屑,绝对不允许用手直接清除。 14、在车床上工作时不准戴手套。 15、工作完毕后,将使用过的物件揩净归位,清理机床、刷去切削、擦净机床各部位的油污;按规定加注润滑油,最后把机床周围打扫干净;将床鞍摇至床尾一端,各转动手柄放到空挡位置,关闭电源。 二、教师指导学生练习
项目六实训
项目六 案例导入: 正反理由比较法 小王是一家游览公司的销售代表,专门提供游览巴士和个人接送的服务。现正在与一位准新娘的母亲在洽谈生意,她考虑请游览公司派车送参加婚礼的外地宾客去参加婚宴,最后再送回宾馆。尽管小王的前期工作做得很好,可她还是拿不定注意,总能想出这样那样的反对意见来。 夫人:“不知道什么原因,我就是下不了决心。” 小王:“这的确很难做决定。如果运用一种分析方法进行具体分析,也许能够帮助您下定决心。让我帮您试试如何?”小王从公事包内拿出一张纸来,一面写上“正面”的考虑,另一面则写上“反面”的考虑。 小王:“我们把赞成的理由写在“正面”,把反对的理由写在“反面”,然后进行比较分析,应该有助于做决定吧” 夫人(点头);“嗯,很好。” 小王:“好,就这样。合同规定,我们为你接送参加婚礼的客人。在这种欢乐的场合,多喝几杯很正常,不过你不希望有人醉酒驾车吧?” 夫人:“是的。” 小王:“很好。由于我们的接送,不仅提高了婚礼的档次,让客人感到特别有面子,而且这些客人也不至于在婚礼结束之后,还有人要赶着离开。最后,你也不希望所有的亲友都乘出租车前往,增加喜宴的麻烦。对不对?” 夫人:“没错。” 小王:“好极了,你看,上面我们谈到有关正面的考虑(这时将纸递过去给她看)包括安全性、体面性、便利性、以及对婚礼掌控性强等。现在你可以告诉我,反对的理由是什么?” 夫人:﹍﹍ 二、推销洽谈的方法 在推销洽谈过程中,推销人员可以运用的方法很多,概括起来,主要可以分为提示洽谈法和演示洽谈法两大类。 (一)提示洽谈法
所谓提示洽谈法,就是指推销人员在推销洽谈中利用语言的形式启发,诱导顾客购买推销品的方法。根据提示的方式不同可分为: 1.直接提示法 所谓直接提示法,就是指推销人员直接向顾客分析推销品的利益,劝说顾客购买推销品的一种洽谈方法。这种方法的特征是,推销人员接近顾客后立即向顾客介绍商品,陈述商品的优点与特征,然后建议顾客购买。可见,这种方法不仅简单明快,能节省时间,加快洽谈速度,而且也符合现代人的生活节奏,所以,优点比较突出,是运用最多的一种推销洽谈方法。 运用直接提示法必须注意:第一,要直接提示推销商品的优点,充分说明使用推销品能够带给顾客的利益;第二,要看人、看场合说话,尽量避免冒犯顾客;第三,推销品必须具有容易被顾客认可的明显特征。 2.间接提示法 所谓间接提示法,就是指推销人员采用间接的方式,劝说顾客购买推销品的一种洽谈方法。由于运用直接提示法容易造成顾客面谈心理压力,不利于形成良好的面谈气氛,因此,为了减轻顾客面谈心理压力,营造一种良好的面谈气氛,应用间接提示法可以虚构一个顾客或第三者,让顾客觉得是在讨论别人而不是在说自己。由此可见,这种方法不仅可以有效地排除面谈压力,制造有利的面谈气氛,而且可以使顾客感到轻松、自在,从而容易接受推销人员的购买建议。 运用间接提示法必须注意:第一,要根据洽谈内容和对象选择提示方法;第二,妥善虚构推销对象,想方设法减轻顾客心理压力,营造一种良好的面谈气氛;第三,在洽谈过程中,要使用温和含蓄的言语和婉转的语气,让顾客感到轻松舒服。 3.明星提示法 所谓明星提示法,也叫名人提示法或威望提示法,就是指推销人员利用顾客对名人的崇拜心理,借助名人的声望来说服顾客购买推销品的一种洽谈方法。由于明星提示法充分利用了名人的声望和顾客对名人的崇拜心理,因此,它不仅可以迎合人们求名的情感购买动机,而且还可以消除顾客的购买疑虑,使推销人员和推销商品在顾客的心目中产生明星效应,从而有力地影响顾客的购买态度,所以,这是一种推销效果比较理想的洽谈方法。 运用明星提示法必须注意:第一,提示中的明星应该是顾客普遍喜欢的对象;第二,明星本身确实使用了推销的这种商品并且效果不错。否则,就没有说服力,很难实现推销洽谈的目的。 4.鼓动提示法
数控车精品课程教案
江苏省职业学校实习课程教师教案本 (2010 —2011学年第二学期) 专业名称 课程名称 授课教师 学校
《数控车床加工工艺与编程操作》 教案设计说明 实训篇六——轴类零件的加工 本节教学内容属于数控加工基础实训篇课题6的教学内容;根据本专业人才培养方案及教材要求将本节教学内容设计成适合理实一体化教学的四
课题名称实训篇六——轴类零件加工课题序号课题1——轴外圆加工授课日期第12周 2011年5月11日至2011年5月13日 授课时数 4 授课班级10数控授课班级人数30 教学目的与要求1、能根据零件图要求,合理选择进刀路线及切削用量; 2、能根据零件图正确编制外圆、圆弧加工程序,并学会必要的尺寸计算; 3、掌握车削外圆对刀、进刀方法; 4、能正确的装夹毛坯、刀具。 重点与难点1、合理的选择进刀路线; 2、正确的装夹毛坯; 3、刀具的选择; 4、能对加工质量进行分析和处理。 示范内容1、多媒体软件仿真示范; 2、车床上的实际操作示范。 巡回重点及注意事项1、教师巡视;(巡视学生操作的规范性、正确性) 2、对于不正确的学生,教师进行个别指导。 实习课题图或操作工序安排
实习课日安排(分课题操作教学安排)
课题名称实训篇六——轴类零件加工课题序号课题4——阶段性综合 训练 授课日期第14周 2011年5月25 日至2011年5月27日授课时数 4 授课班级10数控授课班级人数30 教学目的与要求1、能根据零件图连贯的编出整个零件程序。 2、能根据零件图要求,合理选择进刀路线及切削用量。 3、合理采用加工技巧保证零件加工精度。 4、培养学生的综合应用能力。 重点与难点1、轴类综合零件工艺分析及程序编制的能力。 2、能根据零件图要求,合理选择进刀路线及切削用量。 3、合理采用加工技巧保证零件加工精度。 示范内容1、多媒体软件仿真示范; 2、车床上的实际操作示范。 巡回重点及注意事项1、教师巡视;(巡视学生操作的规范性、正确性) 2、对于不正确的学生,教师进行个别指导。 实习课题图或操作工序安排
车工实习概述
【一】车工实习概述 一、目的要求 使学生明确车工实习的教学基本要求、教学环节、车工实习的特点及注意事项。 二、教学文件 实习轮换表、学生分组名单、实习操作成绩单,实习操作评分标准,教材、实习报告,工件图纸, 实习的有关规定、金工实习考试大纲等。。 三、时间和进行方式 时间:60分钟。 方式:在车工实习现场由实习带班师傅对车工实习的全体学生讲解。 四、讲解内容 1.明确车工实习教学基本要求 ①熟悉卧式车床的型号、组成、运动和用途,掌握车床的操作方法并加工零件。 ②了解车床的传动系统、典型传动方式。 ③了解车床常用附件的大致结构和用途。会选择零件的装夹方法。 ④了解常用的刀具材料、车刀角度的作用。 ⑤掌握回转表面的加工方法及所用刀具;了解车外圆、车孔所能达到的尺寸精度等级和表面粗糙度 R a值的范围。 ⑥熟悉轴杆类零件加工的基本工艺过程,会初步制定一般轴杆零件的加工工艺。 ⑦了解盘套类零件加工的基本工艺过程。 2.介绍车工实习主要教学环节 ①学生独立操作。 ②指导师傅操作表演及现场讲解。 3.讲解车工实习特点 ①操作内容较多,有装卸刀具、装卸工件、调整转速及进给量、手动切削、自动切削、测量工件等。 ②一个工件上的加工项目较多(有车外圆、车端面和台阶面、车锥面、钻孔、车孔、倒角等),加工质量与操作技术、操作方法有密切的关系。 ③加工过程中,工件高速旋转,车刀需进行纵向走刀或横向走刀。往往走刀长度超过一定的限度或 退刀方向弄错,即会发生质量事故甚至安全事故。 4.讲解车工实习注意事项 ①要认真练好基本操作。 ②独立操作时要精力集中,一丝不苟,胆大心细,先想后动。 ③要严格遵守各项安全操作规程(由各组师傅具体讲解)。
项目四 课后实训 答案
项目四课后实训题答案 一、单项选择题 1. 反映项目投资总体规模的是( B ) A. 原始投资 B. 项目总投资 C. 固定资产原值 D. 建设投资 2. 下列各项中,不属于投资项目现金流出量内容的是( B ) A. 固定资产投资 B. 折旧与摊销 C. 无形资产投资 D. 付现成本 3. 建设期间项目的现金流出量包括( A ) A. 建设投资 B. 经营成本 C. 各项税费 D. 营业收入 4. 计算经营期净现金流量时,每年NCF可按下列公式计算( A ) A. NCF=净利润+折旧 B. NCF=净利润+折旧-所得税 C. NCF=净利润+折旧+所得税 D.NCF=营业收入-付现成本 5. 下列指标中属于非贴现指标的是( B ) A. 净现值 B. 投资报酬率 C. 现值指数 D. 内含报酬率 6. 如果企业每年提取折旧2 000元,所得税率为25%,付现成本为3 000元,则由于计提折旧而减少的所得税额为( B ) A. 750 B. 500 C. 2 000 D. 3 000 7. 净现值与现值指数之间存在一定的对应关系,当NPV>0时,PI( D ) A. <0 B. >0且<1 C. =1 D. >1 8. 购一无需安装设备需投资24万元,可用4年,每年销售收入为16万元,付现成本每年为6万元,该设备按直线法计提折旧,4年后报废残值为4万元,若所得税税率为25%,则该方案第一年的净现金流量为( C )元。 A. 37 500 B. 75 000 C. 87 500 D. 90 000 9. 接上题,终结点净现金流量为( D )元。 A. 77 500 B. 90 000 C. 117 500 D. 127 500 10. 下列能够动态反映项目真实收益水平的指标是( D ) A. 净现值 B. 投资报酬率 C. 现值指数 D. 内含报酬率 11. 某项目原始投资为100万元,投资后年均净利润为10万元,则该项目的投资利润率为( B )。 A. 9.52% B. 10% C. 15% D. 5% 12. 已知甲项目的原始投资额为800万元,建设期为0,投产后第1至5年的每年净现金流量为100万元,第6至10年每年净现金流量为80万元,则该项目的静态投资回收期为( C )年。 A. 7.5 B. 9.75 C. 8.75 D. 7.65
《数控车床编程与加工》实训教案
课题1数控车床基本程序指令及应用 学时2 一、教学目的和要求 1、了解数控车床的安全操作规程 2、掌握数控车床基本程序指令 3、掌握数控车床简单轴类零件程序的编制 二、重点难点 1、数控车床的安全操作规范 2、数控车床基本指令的基本应用 3、数控车床简单轴类零件精加工程序的编制 三、授课内容 (一)数控车床安全操作规程 1.开机前应对数控车床进行全面细致的检查,包括操作面板、导轨面、卡爪、 尾座、刀架、刀具等,确认无误后方可操作。 2.数控车床通电后,检查各开关、按钮和按键是否正常、灵活、机床有无异 常现象。 3.程序输入后,应仔细核对代码、地址、数值、正负号、小数点及语法是否 正确。 4.正确测量和计算工件坐标系,并对所得结果进行检查。 5.输入工件坐标系,并对坐标、坐标值、正负号、小数点进行认真核对。 6.未装工件前,空运行一次程序,看程序能否顺利进行,刀具和夹具安装是 否合理,有无超程现象。 7.试切时快速倍率开关必须打到较低挡位。 8.试切进刀时,在刀具运行至工件30~50㎜处,必须在进给保持下,验证Z 轴和X轴坐标剩余值与加工程序是否一致。 9.试切和加工中,刃磨刀具和更换刀具后,要重新测量刀具位置并修改刀补 值和刀补号。 10.程序修改后,要对修改部分仔细核对。 11.必须在确认工件夹紧后才能启动机床,严禁工件转动时测量、触摸工件。 12.操作中出现工件跳动、打抖、异常声音、夹具松动等异常情况时必须停车 处理。 13紧急停车后,应重新进行机床“回零”操作,才能再次运行程序。 (二)数控车床坐标系 数控机床的加工是由程序控制完成的,所以坐标系的确定与使用非常重要。根据ISO841标准,数控机床坐标系用右手笛卡儿坐标系作为标准确定。数控车床平行于主轴方向即纵向为Z轴,垂直于主轴方向即横向为X轴,刀具远离工件方向为正向。如图1-1所示 数控车床有三个坐标系即机械坐标系、编程坐标系和工件坐标系。机械坐标系的原点是生产厂家在制造机床时的固定坐标系原点,也称机械零点。它是在
车工实训心得体会
一星期的车工实习很快的结束了,回顾自己一周以来所学到的知识与技能,感悟颇深。 首先,理论知识与安全教育是必不可少的,在正式开车床车削零件之前,老师就用了整整一天的时间来为我们上理论方面的知识,虽然感觉第一天过得很乏味,但恰恰却是最重要的内容之一。比如:在装夹刀具的时候,刀刃与刀架底部的垂直距离为,这样就减少了与零件中心对刀的次数,在装刀的时候放入垫片直接用直尺 量准后基本上与零件中心持平,节省了对刀的时间。装夹工件的时候一定要用加力棒拧紧,以免零件飞出发生 事故以及刀具的正确使用等等。练习摇车床,也是每次实习车床之前每位同学所必需要通过的一项考核,只有 熟练的摇动大拖板与中拖板,才能为车削零件作好必要的准备,以免刀具与零件发生碰撞。因为这次我们实习 的车床与在职中的时候实习的车床有所不同,在自动进给时有差别,另外还有转速的调节上也有出入。在了解 了车床的一些理论知识后,第二天,我们就开始正式加工零件了。 第三个零件加工的是锥度,需要转动一定的刻度盘,车削的时候先将大拖板摇到规定的刻度,再用中拖板对刀,然后小拖板退出,大拖板不动,最后调好刻度以后再用小拖板手动进给,车出锥度。首先需要试切削一下,用万能角尺测量,在保证角度正确的情况下继续对刀车削。如测量出来发现小端有缝隙,则说明角度调大,反之则小,需要重新调整度数再试。在加工锥度之前一定不能将零件拿下卡盘,否则车削出来的锥度与圆的同 心轴有偏差,导致锥度的线条成曲线形状。 最后一天加工的是镗孔的一些基本操作,首先必须钻孔,在使用钻头的时候,必须加冷却液,钻头进入零件和钻通的时候要慢,防止钻头晃动钻出来的孔过偏大于钻头的直径。镗孔的时候,镗刀主偏角为91°~93°最为适宜。车削的时候与外圆大致相同,只不过方向相反。测量尺寸的时候用需要改用内径百分表测量。 总了来说,第一个星期的实习还算比较的顺利,没出现多大的困难,毕竟是以前实习过的缘故,车削的零件也是以前练习过的,主要在零件的长度控制上还有所欠缺。希望下星期继续努力! 时间过得飞快转眼一个月的车工实习就结束了,在本次车工强化中我认识到了许多,让我感触了许多。 刚开始我们进行了加工台阶轴、对称槽、然后镗台阶孔、加工圆锥、车三角形螺纹、五个项目的实践操作,在实训的过程中,我不仅学到了许多加工工艺方面的知识,更学到了课本上没有的知识。在实训的过程中遇到 了不少问题,而犯的错误也不少,通过实训让我学会虚心 求教,细心体察,大胆实践。任何能力都是在实践中积累起来的,都会有一个从不会到会,从不熟练到熟练的过程,人常说"生活是最好的老师"就是说只有在生活实践中不断磨练,才能提高独立思考和解决问题的能力;同时也培养了自己优良的学风、高尚的人生、团结和合作的精神;学会了勤奋、求实的学习态度。 做事要脚踏实地,求真务实,谦虚谨慎、戒骄戒躁、对知识的掌握要弄通弄懂,对技术的掌握要严守规范、严谨细致、精益求精,不懂的地方要问懂。一个人的力量是有限的,团结合作的力量是无穷的,通过对各个项 目的加工让我明白:一粒沙虽小,但无数粒却能汇成无限的沙漠;水滴虽小,却你汇成辽阔的海洋;你的一个 思想、一个方法,他的一个思想和方法,相互交流互换就有了两个思想和方法,当今社会竞争日益激烈,而我 们现在就应该学会与他人合作。 当然,在实训过程中,我们也收获了快乐、与同学的快乐、与老师的快乐。因为每当自己或自己和同学完成了一个项目时,或多或少有些欣慰,会感到开心,我们会彼此之间相互比较谁做的工件好谁做的不好。虽然 两百课时的实训时间很短,但对我今后的车工技能有很大帮助。这只是起点,终点离我们还有一定的距离,所 以还是需要我们继续努力去走以后的路。而我们要把握好每一次的机会,错过了就再也找不回来了在08机电4班车工实习的教学中,我根据《车工工艺》教学大纲,《车工实习教学计划》的要求,结合理论教学课内容,实习教材内容和学生现有实际水平,认真而充分的备好每一节课。和理论课教学一样,写出 了详细规范的切实可行的教案。有明确实习目的,制定出实习目标,提出具体的实习要求,要突出重点,分散 难点,制定出突破难点的措施和方法,筹划了整个实习教学的全过程。车工实习教学的过程分为实习导入、任 务分析、示范操作、学生分组讨论、巡回辅导、实习小结等几个环节。车工实习的教学任务就是培养学生掌握
项目实训五
项目实训五 公司内部档案编码:[OPPTR-OPPT28-OPPTL98-OPPNN08]
项目实训五: 第一题 实训目标:通过实训,掌握利用SPSS统计软件进行区间估计的基本步骤。 背景资料:有几位大学生组成的调查组,为了解他们所在地区居民的收入情况,作为匡算某种商品需求量的依据之一,从该地区230万居民中随机抽取了500人进行调查,取得有关收入数据如表所示。 样本数据单位:万元
实训内容:(1)利用SPSS统计软件,在95%概率保证下,估计该地区全部居民人均收入的置信区间。(2)如果估计的误差不超过万元,在同样的置信度下应该抽取多少人进行调查。 描述 统计量标准误 居民人均收入均值.04428均值的 95% 置 信区间 下限 上限 5% 修整均值 中值 方差.980 标准差.99011 极小值.60 极大值 范围 四分位距 偏度.374.109峰度.651.218 (1)在95%概率保证下,该地区全部居民人均收入的置信区间 ~(2)26153人 第二题 实训目标:
背景资料:近期有多家超市接到顾客投诉,反映国内某品牌直饮净 水器的使用寿命太短。国家规定该规格直饮净水器的平均使用寿命不低 于1200升。为了检验该产品的质量,超市随机抽取100件该品牌直饮净水器进行使用寿命的测试,测得结果如表所示。 样本数据单位:升 1112113111321220108611411266125912201220 1187127512501210124912441244123612101209 1210124012451230126512171269121012801204 803127013001319125612151156120112501237 1196122012401183120211821170128412491206 1197122912491297126011701182118911801216 1131109411391078115611991160110911371219 1191119511981195119911401147121012201209 1170117212531181119212311190119812041201 990110611161230122511601193120012091194 实训内容:(1)利用SPSS统计软件,对该直饮净水器的平均使用寿 命(出水量)进行区间估计,要求推断的把握程度为95%。(2)结合直方 图或正态分布图及箱线图对顾客提出的意见加以分析说明。 描述 统计量标准误使用寿命均值 均值的 95% 置信区间下限 上限 5% 修整均值 中值 方差 标准差
数控机床装调维修教案1(10)
生产实习课教案首页 课时分配
项目:FANUC系统维修实训台的电气连接与故障诊断 一、组织教学 1. 检查学生出勤情况; 2. 检查学生劳动防护用品的穿戴情况及实习工具的准备情况; 3. 宣布上课。 二、项目指导 1.复习旧课 一个完整的数控加工程序有程序头、程序段和程序尾组成。 2.项目引入 数控机床与普通机床的电气连接有什么不一样?(提问) 3.相关知识 变压器---利用电磁感应原理,从一个电路向另一个电路传递电能或传输信号的一种电器是电能传递或作为信号传输的重要元件 变压器可将一种电压的交流电能变换为同频率的另一种电压的交流电能 电压器的主要部件是一个铁心和套在铁心上的两个绕组。 与电源相连的线圈,接收交流电能,称为一次绕组 与负载相连的线圈,送出交流电能,称为二次绕组 压器两组线圈圈数分别为N1和N2,N1为初级,N2为次级.在初级线圈上加一交流电压,在次级线圈两端就会产生感应电动势.当N2>N1时,其感应电动势要比初级所加的电压还要高,这种变压器称为升压变压器:当N2 变压器检测:测量输出端。 低压断路器(曾称自动开关)是一种不仅可以接通和分断正常负荷电流和过负荷电流,还可以接通和分断短路电流的开关电器。低压断路器在电路中除起控制作用外,还具有一定的保护功能,如过负荷、短路、欠压和漏电保护等。低压断路器的分类方式很多,按使用类别分,有选择型(保护装置参数可调)和非选择型(保护装置参数不可调),按灭弧介质分,有空气式和真空式(目前国产多为空气式)。低压断路器容量范围很大,最小为4A,而最大可达5000A。低压断路器广泛应用于低压配电系统各级馈出线,各种机械设备的电源控制和用电终端的控制和保护。 低压断路器检测:测量输出端。 交流接触器是广泛用作电力的开断和控制电路。它利用主接点来开闭电路,用辅助接点来执行控制指令。主接点一般只有常开接点,而辅助接点常有两对具有常开和常闭功能的接点,小型的接触器也经常作为中间继电器配合主电路使用。交流接触器的接点,由银钨合金制成,具有良好的导电性和耐高温烧蚀性。 交流接触器检测:测量输出端。 继电器是一种电子控制器件,它具有控制系统(又称输入回路)和被控制系统(又称输出回路),通常应用于自动控制电路中,它实际上是用较小的电流去控制较大电流的一种“自动开关”。故在电路中起着自动调节、安全保护、转换电路等作用。 异步电动机又称感应电动机,是由气隙旋转磁场与转子绕组感应电流相互作用产生电磁转矩,从而实现机电能量转换为机械能量的一种交流电机。异步电动机按照转子结构分为两种形式:有鼠笼式、绕线式异步电动机。作电动机运行的异步电机。因其转子绕组电流是感应产生的,又称感应电动机。异步电动机是各类电动机中应用最广、需要量最大的一种。在中国,异步电动机的用电量约占总负荷的60%多。 初级车工实训教案一 初级车工实训教案二 数控车床实训综合训练教案 实训教案 综合课题1 编制如图零件的加工程序?工艺条件:工件材质为45号钢(塑料棒),毛坯e30mm 的棒料 1 ?分析零件图样 ⑴零件图样外沟槽、外螺纹、切断等加工?材料为45号钢(塑料棒),毛坯C30mm的棒料. (2)本零件精度要求较高的尺寸:有外圆0 280-0. 033 > O24 土0?02、。25°-0?033、长度 20±0?01、77土0? 02 等。 (3)表面粗糙度 加工后的外圆0 280_0.033、C24±0?02、C 25°-0?033锥度1: 5,表面粗糙度要求为Ra 1.6 如图的零件包括圆柱面、球面、端面、 C 2 10.02 - 锥 面、 Um,切槽与其他表面的粗糙度为Ra3.2um. 2、工艺分析 (1)确定装夹方案、定位基准、编程原点、加 工起点、换刀点 由于毛坯为棒料,用三爪自定心卡盘夹紧定位。加工起点和换刀点可以为同一点,放在Z向距离工件端面X40, Z30的位置(其他机床可以为 X100,Z200) (2)制定加工方案及加工路线 根据工件形状及加工要求,选用数控车床进行工件加工。 (3)刀具的选用 根据加工内容,选用93。外圆车刀、60。外螺纹 刀、4mm宽切断刀,3种刀具的刀片材料选用高 速钢。刀具表如下 (4) 主轴转速(n):查表,高速钢刀具材料切削中 碳钢件时,切削速度V=45~60m/min,根据公式 n=1000V c/ n d及加工经验,并根据实际情况, 本课题粗加工时主轴转速选取600r/min o精加工时选取800r/min,切槽时主轴转速取300r/min, 车螺纹时主轴转速取300r/min o 进给速度(Vf):粗加工时,为提高生产效率, 在保证工件质量的前提下,可选择较高的进给速度,粗车时一般取0.3?0?8mm/r,精车时常取 0?1?0?3mm/「切断时宜取0?05?0?2mm/r。本课 题粗加工时进给速度选取0.3mm/r,精加工时进给速度选取O.lmm/r,切断及切糟时取0.1mm/r o 背吃刀量(ap):本课题粗加工背吃刀量取2mm, 精加工背吃刀量取0-2mm o (5)数值计算 实训教学设计 课程名称:专业技能实训(课程名称)主讲教师: 20 年~20 年第学期 教学设计方案实训名称实训学时 授课班级1:班授课班级2:班授课班级3:班授课班级4:班授课班级5:班授课班级6:班授课班级7:班授课班级8:班授课班级9:班授课班级10:班授课班级11:班授课班级12:班 课程性质公共必修课()专业必修课(√) 课程类型理论课()实训课()理实一体课(√) 课程定位 本课程主要培养学生熟悉数控机床安全操作规程并提高学生的安全文明生产意识;掌握数控常用G代码、M代码指令的用法以及熟练应用;培养并提高学生的编程与数控加工工艺分析能力;通过典型产品的制作和调试,培养学生的制造能力、检测能力,并逐步具备零件的工艺改进与编程设计能力。涵盖了一部分数控中级工技能需掌握的基本理论与实操知识。 前修课程:“数控加工工艺与编程”、“机械制图”、“普通机械加工”等。后续课程:“毕业实践项目”、“CAD/CAM” 考核方式考试()考查(√)考证() 教材及参考教材教材:数控车床操作及考证培训(自编教材) 主要参考书: (1)数控车工加工中心操作工(中级),沈建峰机械工业出版社(2)数控机床编程与操作模块化教程赵华许杰明主编清华大学出版社 (3)数控机床操作工职业技能鉴定指导,周虹人民邮电出版社 课时分配序号授课章节课时周一项目一数控车床基本操作和安全教育 周二项目二门轴的加工 周三项目三圆弧手柄的加工 周四项目四定位销的加工 周五项目五螺杆的加工 备注: 1、课时分配可根据项目、情境设计,也可根据教材篇章组织,一般是2节课为1次课。 2、表格内的字体为“仿宋_GB2312,小四”。 授课 章节 项目一数控车床的基本操作 授课 日期 周一授课课时 教学目标1. 熟悉数控机床安全操作规程并提高学生的安全文明生产意识 2.熟悉数控车床的操作(如:熟悉机床面板操作和加工指令) 3.了解常用指令的用途 教学基本内容: 1.数控机床安全操作规程 2.数控车床操作 3.熟悉常用指令的用途重点:注意安全,文明操作 实训项目5 文件权限管理 一、实训目的 掌握利用chmod及chgrp等命令实现Linux文件权限的管理 掌握磁盘限额的实现方法 二、实训内容 练习chmod、chgrp等命令的使用,练习在Linux下实现磁盘限额的方法 三、实训步骤 子项目1、设置文件权限 在用户user1的主目录下创建目录test,进入test目录创建空文件file1,并以长格的形式显示文件信息注意文件的权限的所属用户和组。 对文件file1设置权限,是其他用户可以对此文件进行操作。并查看设置结果。 取消同组用户对此文件的选取权限。查看设置结果 用数字形式为文件file1设置权限,所有者可读、可写、可执行;其他用户和所属组用户只有读和执行的权限。设置王成后查看设置结果 用数字形式更改文件file1的权限,使所有者只能读取此文件,其他任何用户都没有权限,并查看设置结果。 为其他用户添加写权限。并查看设置结果。 会到上层目录,查看test的权限。 子项目2。改变文件的所有者 查看目录test及其中文件的所属用户和组 把目录test及其下的所有文件的所有者改为bin,所属组改为daemon。查看设置结果 删除目录test及其下的文件。 子项目3、磁盘限额 启动vi编辑/etc/fstab文件,吧/etc/fstab文件中/dev/sdb1分区添加用户和组的磁盘限额。 重启系统。 用quotacheck命令创建https://www.360docs.net/doc/b62337223.html,er和aquota.group文件 利用dequota -u user1命令给用户user1设置磁盘限额功能。将其blocks的soft设置为5000,hard设置为10000;inodes的设置为5000,hard设置为10000。编辑完成后保存并推出。 用quotaon命令启用quota功能 切换到用户user01,查看自己的磁盘限额及使用情况 数控教学备课教案实例 教学内容 备注数控中级到高级总课时 480 数控的概述及安全(30课时) 教学目的: 1:让学生了解什么是数控 数控的发展:数字控制机床(Numerically Controlled Machine Tool)简 称数控 NC (1)数控(NC)阶段(1952-1970年)这个阶段经历的三代。第一代数控:1952—1959年采用了电子管元件构成的专用数控装置(NC);第二代数控:1959—1964年采用了晶体管电路的NC装置;第三代数控:1965—1970年采用了小、中规模集成电路的NC装置。 (2)计算机数控(CNC)阶段(1970—现在)。第四代数控:1970—1974年采用了大规模集成电路的小型通用计算机控制系统(CNC);第五代数控:1974—1990年微处理器应用于数控系统;第六代数控:1990年以后PC机(个人计算机,国内习惯称微机)的性能已经发展到很高的阶段,可满足作为数控系统核心部件的要求,数控系统从此进入了基于PC(PC—BASED)时代。 (3)数控系统的介绍:典型数控系统简介 日本FANUC,MITSUBISHI;德国SIEMENS、HEIDENHAIN;西班牙FAGOR 等。 我国的有:华中数控、航天数控等。 2:让学生掌握安全规定及实训守则 (1)数控安全操作教育实习纪律规章制度:警钟长鸣,安全第一,生命无法重赖,安全不能忘怀。一次意外,终身遗憾,老师忠告,请重视您的实训安全。(实训手册数控车床操作规程21页) (2)数控车床的日常维护和保养(实训手册24页内容) (3)数控车床常见操作故障(举例说明常见数控车床的鼓掌以及解决方法:A换刀超时B保险开关跳C程序参数丢失D坐标混乱等 (4)职业道德(国家规定相应的职业人员思想道德标准以及 相应的法律规定) (5)数控车工国家职业技能鉴定标准 教学方法 讲解 举例 布置作业 背安全规定及实训守则 学生掌握情 车工实训教案1 一、教学目标 (一)知识掌握点 1.熟悉车刀的组成及安装,常用刀具的材料。 2.熟悉卧式车床的组成及其主要功用,卧式车床的主要调整方法。 3.基本掌握典型表面加工的工艺过程。 4.掌握车削用量三要素及切削速度计算公式。 5.掌握车外圆、车端面、车内孔、钻孔、滚花、车螺纹、切断、车成形面以及车圆锥面的加工方法和测量方法。 6.掌握常用量具的使用方法,车削所能达到的尺寸精度和表面粗糙度。(二)能力训练点 1.正确调整卧式车床和使用工夹量具。 2.独立安装外圆车刀,在卧式车床上独立完成中等精度零件的车削加工。(三)素质培养点 1.培养学生的创新能力。 2.锻炼学生的实际操作能力 3.提高学生分析问题和解决问题的能力。 4.加强学生劳动观念和劳动纪律的意识。 二、大纲重点、学习难点及化解办法 1.大纲重点 (1)典型表面加工的工艺过程。 (2)车外圆、车端面、钻孔、滚花、车螺纹、切断、车成形面以及车圆锥面的加工方法和测量方法。 (3)独立安装外圆车刀,在卧式车床上独立完成中等精度零件的车削加工。2.学习难点 (1) 刻度盘的使用方法; (2) 车锥度; (3) 车螺纹; 3.难点化解办法 均为机床示范讲解与学生反复练习; 三、教学计划 [教学计划设计说明] 1.先理论后实践,先示范后练习; 2.先易后难; 3.使学生更容易、更快的掌握基本知识和技能。 四、物质准备 1.设备:CA6140、SK360 2.工具:卡盘扳手、刀架扳手、活顶尖、钻卡头、砂纸、锉刀、活扳手、死板手。 3.刀具:90°偏刀,45°弯头车刀,60°尖刀,圆弧刀。 4.材料:φ18×265Q235A圆钢、φ25×172Q235A圆钢、灰口铸铁。 5.教具:挂图、电视、录像机。 五、教学过程 单元1 车工绪论 [导入]同学们好!欢迎同学们到车工来实习,希望同学们珍惜这次难得的实习机会,达到实习目的。 [提问] 实习目的的概念。(找1~2名学生) 教案首页 教学过程及教学内容 [课前组织] 1.检查学生出勤情况,填写教学日志。 2.检查学生装束是否整齐 3.讲述要求:纪律、卫生、学习方法、如何作笔记 4.宣布本项目的学习任务与目的要求: 任务一锥度的基础知识 (1)了解锥体的作用和技术要求。 (2)掌握车削圆锥面的方法。 (3)掌握锥度的检验方法。。 任务二圆锥零件的加工 (1)学会圆锥面的加工及机床的调整操作。 (2)掌握圆锥面的检测方法。 [新课导入] 导语:在机床与工具中,圆锥面配合应用得很广泛。通过该项目的训练,可以学会锥度的车削与测量方法。 [入门指导] 任务一锥度的基础知识 ●活动一认识圆锥体 1.了解表征圆锥体的参数 (1)圆锥表面的形成 与轴线成一定角度,且一端相交于轴线的一条直线段AB,围绕着该轴线旋转形成的表面,称为圆锥表面(简称圆锥面),如图(a)所示。其斜线称为圆锥母线。如果将圆锥体的尖端截去,则成为一个截锥体,如图(b)所示。 圆锥是由圆锥表面与一定尺寸所限定的几何体。圆锥可分为外圆锥和内圆锥两种。通常把外圆锥称为圆锥体,内圆锥称为圆锥孔。 (2)圆锥体的计算 如图示为圆锥的各部分名称、代号。 其中: D——最大圆锥直径(简称大端直径)(mm); d——最小圆锥直径(简称小端直径)(mm); a——圆锥角(°);a/2——圆锥半角(°); L——最大圆锥直径与最小圆锥直径之间的轴向距离(mm); C——锥度; L0——工件全长(mm)。 这四个量中,只要知道任意 求出,计算公式为: tg(a/2) = (D-d)/2L 2.熟悉标准圆锥体 为了降低生产成本和使用方便,常 用的工具、刀具圆锥都已标准化。 也就是说,圆锥的各部分尺寸,按 照规定的几个号码来制造,使用时 只要号码相同,就能紧密配合和互 换。标准圆锥已在国际上通用,即 不论哪一个国家生产的机床或工具, 只要符合标准圆锥都能达到互换性。 常用的标准工具圆锥有下列两种: (1)莫氏圆锥 莫氏圆锥是机器制造业中应用得最广泛的一种,如车床主轴孔、顶尖、钻头柄、铰刀柄等都用莫氏圆锥。莫氏圆锥分成七个号码,即0、1、2、3、4、5、6,最小的是0号,最大的是6号。莫氏圆锥是从英制换算过来的。当号数不同时,圆锥半角也不同。 (2)米制圆锥 米制圆锥有八个号码,即4、6、80、100、120、140、160和200号。它的号码是指大端的直径,锥度固定不变,即C = 1∶20。例如100号米制圆锥,它的大端直径是100mm,锥度C=1∶20,其优点是锥度不变、记忆方便。 与其他型面相比,圆锥体的加工在保证尺寸精度、表面粗糙度以外,还需要保证角度和锥度的要求。 ●活动二车削圆锥体 1.熟悉车削圆锥体的方法 车削圆锥的方法常用的有如下四种 (1)转动小滑板法 将小滑板转动一个圆锥半角,使车刀移动的方向和圆锥素线的方向平行,即可车出外圆锥,如图所示。用转动小滑板法车削圆锥面操作简单,可加工任意锥度的内、外圆锥面。但加工长度受小滑板行程限制。另外需要手动进给,劳动强 度大,工件表面质量不高。 (2)偏移尾座法 实训项目5 数据的基本查询 一、实训目的 1、建立数据库后,最主要的作用就是查询数据; 2、熟悉SELECT语句结构; 3、掌握简单查询、条件查询、筛选查询、排序查询、分组查询等基本查询。 二、实训准备 1、掌握SELECT语句的基本结构。 2、掌握SELECT语句的基本应用方法。 三、实训内容 1、查询“图书”表中所有图书信息,将该查询文件保存为CX1。 2、查询“读者”表中读者的借书证号、姓名、专业,将该查询文件保存为CX2。 3、查询“图书”表中每本书的单价降低5元后的结果,将该查询文件保存为CX3。 4、查询“图书”表中价格在20~30元之间的图书信息,将该查询文件保存为CX4。 5、查询“图书”表中每本书的价格打8折后的结果,将该查询文件保存为CX5。 6、查询“读者”表中所有男读者的信息,将该查询文件保存为CX6。 7、查询“图书”表中价格大于25和小于30的图书号、图书名、类别和价格,将该查 询文件保存为CX7。 8、在“借阅”表中检索借书时间在2008年9月1日前的读者信息,将该查询文件保 存为CX8。 9、查询“作者”表中未留联系电话的作者信息,将该查询文件保存为CX9。 10、查询“作者”表中所有姓李的作者的作者号、姓名、电话号码,将该查询文件 保存为CX10。 11、从“图书”表中返回前一半的数据,将该查询文件保存为CX11。 12、查询“图书”表中价格价格最高的三类图书信息,将该查询文件保存为CX12。 13、从“图书”表中搜索出所有出版社,将该查询文件保存为CX13。 14、查询“图书”表中所有图书类别,将该查询文件保存为CX14。 15、在“读者”表中检索专业是计算机应用或自动控制的读者姓名,将该查询文件 保存为CX15。 16、统计“图书”表中各类书籍的平均价格、最高价格和最低价格,将该查询文件 保存为CX16。 17、在“图书”表中检索价格出单价最低的图书,将该查询文件保存为CX17。 18、在“读者”表中按专业检索出姓名按照字母顺序排在最后的读者姓名,将该查 询文件保存为CX18。 普通车床实训内容 实训课题一车床操纵练习 一、技能训练要求 1、了解车工实习的任务及文明生产和安全操作的基本知识。 2、熟悉车床型号、规格和各部分的名称、功用和车床各种运动的操作方法。 3、掌握车床各附件的功能。 4、了解车床维护和保养的有关知识。 二、实训内容安排 2、实习内容 ①、手动操纵练习 Ⅰ、按主轴箱铭牌调整变速手柄位置,依次练习变速 Ⅱ、按进给箱铭牌调整手柄位置 Ⅲ、溜板箱操纵手柄的操纵方法 Ⅳ、练习床鞍、中滑板进退刀动作 Ⅴ、尾座和套筒前后移动和锁紧 Ⅵ、开合螺母的操作 Ⅶ、刀架的操作ⅧⅨ ②、机动操纵练习 Ⅰ、车床的起动、停止操作 Ⅱ、主轴箱的变速操作(转速同低至高逐档试运转) Ⅲ、自动进给操作(床鞍、中滑板的自动进给;变换进给速度和方向) Ⅳ、在丝杠低速运转条件下,控制开合螺母,进行由丝杠带动床鞍的移动练习 ③、日常车身清洁 3、操作车床的注意事项 ①、在未了解机床性能前,不得扳动手柄和操作机构 ②、开车前注意检查所有的防护罩 ③、变换速度一定要先停车,否则会损坏变速齿轮 ④、变速手柄推不进时,可用手将卡盘转过一角度后,再推动变速手柄 ⑤、为了安全操作,转速不得超过320r/min ⑥、不允许利用正反转紧急停车,以免打坏齿轮 ⑦、严禁用手去刹住转动的卡盘 ⑧、卡盘转动时,头不能离卡盘太近,以免出现安全问题 ⑨、变换进给量时,进给方向选择手柄和基本螺距选择手柄必须在主轴停转后变换位置,进给速度选择手柄和螺距、进给量选择盘可以让主辆瞬间转动 实训课题二车外圆和端面 一、技能训练要求 1、掌握车刀的种类、用途和安装方法 2、掌握工件的装夹方法 3、掌握钢直尺和卡钳和使用方法 4、掌握粗车、精车时切削用量的选择方法 5、初步掌握车外圆、车端面的方法 ②、车刀的安装方法 A、刀尖应与工件轴线等高 B、车刀刀杆应与工件轴线垂直 C、刀杆伸出刀架不宜过长,一般为刀杆厚度的1.5~2倍 D、刀杆垫片应平整,尽量用厚垫片,以减少垫片数量 E、车刀位置调整好后应固紧 ③、工件的安装方法 A、擦净卡盘爪,用卡盘手柄张开卡盘爪,将工件在卡爪间放正,调整工件长度,轻轻夹紧工件 B、开机,使主轴低速旋转检查工件有无偏摆,若有偏摆,应停车后轻敲工件纠正。用卡盘手柄夹紧工件 C、移动车刀至车削行程的最左端,用手转动卡盘,检查是否与刀架相撞 ④、钢直尺和卡钳的使用方法 钢直尺是最简单和长度量具,可直接测量工件尺寸,常用的规格是150mm,由于钢直尺最小刻度值为0.5mm,因此测量时误差较大,只能用于精度较低的零件尺寸或检查毛坯尺寸等。钢直尺与卡钳配合使用能间接测量工件的外径和孔径尺寸。初级车工实训教案
课题 教育目标 课时 授课地 重点 教具 普车操作安全知识 掌握普车安全操作,了解安全操作知识 2 教室 安全操作 教材
1. 开车前, 应检查车床各部分机构是否完好, 各手柄位置是否正确, 起动后, 应低速空转 1-2 分钟,润滑机床各部。 2. 工作中需变速时,必须先停车。 3. 不允许在卡盘上导轨上敲击或校直工件,床面上不准放置工具或工件。 4. 车刀磨损后,要及时刃磨。 5. 下班前, 应清除车床上及车床周围的切屑及冷却液,擦净后按规定在加油 部位加上润滑油。 6. 下班后,将大滑板放置在车尾一端,各手柄放到空档位置,关闭电源。 7. 装夹较重工件时,应用朩板保护床面,下班时如工件不缷下,应用千斤顶 支承。 8. 在工作时,应按规定穿好工作服,女工应戴好工作帽,头发或辫子应塞入 工作帽。 9. 戴防护眼镜,注意头部与工件不能靠得太近。 10.严格按车工操作规程操作机床。 11. 操作过程中发现故障应及时停机,发生事故应及时按紧急停止按钮。 例举实际生产中不遵守安全操作规程所发生的血的教训的事例, 说明安 生产的重要性。 布 置 作 业 教 育 后 记 板 书 设 计
课题 教育目标 讲 授 课时 授课地 重点 教具 1. 车刀的组成 普通车床基本操作(一)车刀的刃磨 了解车刀的基本结构,掌握车刀的刃磨基本方法 训 课时 视实人员定 3 练 授课地 砂轮间 教室 掌握普车基本操作方法 教材, 砂轮机, 45°弯头刀, 90°右偏刀, 切刀, 镗孔 刀, 三角螺纹刀,样板 三面、二刃、一刀尖
4 3 2 1 6 5
8
7
1--切削部分 5--刀体 (1) 前刀面
2--副后面 6--主切削刃
3--副切削刃 7--主后面
4--前刀面 8--刀尖
切屑流过的表面,又称前面。
(2) 主后刀面 与工件切屑表面相对的表面. (3) 副后刀面 与工件已加工表面相对的表面。 (4) 主切屑刃 前刀面与主后刀面的交线,担负主要的切屑工作。 (5) 副切屑刃 副刀面与副后刀面的交线,担负少量的切屑工作,起一定的修光 作用。 (6)刀尖 主切屑刃与副切屑刃的相交部分,一般为一小段过渡圆弧。数控车床实训综合训练教案
《实训》教案与教学设计
实训项目5 文件权限管理
数控车一体化教学教案
车工实训教案
车工实训教案8
实训项目5 基本查询
普通车床实训内容资料