蒸汽辅助注塑模具介绍
蒸汽辅助-热变温急冷急热高光无痕注塑RHCM技术原理:
蒸汽辅助-热变温急冷急热高光无痕注塑RHCM技术是利用高温高压蒸汽作为加热介质,在模具闭合时,通过高压蒸汽的剧烈的放热反应,使模具型腔表面瞬时达到设定温度,当材料充填完毕后,通过冷却水快速降低模具温度,使产品迅速冷却,以获得产品达到非常高的表面质量效果。目前该蒸汽辅助注塑技术凭借其完美的外观效果,稳定的生产工艺,已广泛应用在中、大型高端显示器类产品的实际生产中,系当前广泛使用的热变温高光无痕注塑系统技术。
蒸汽辅助-RHCM高光无痕模具技术简要说明:
1.模具材料选择:由于模具表面的光亮度要求,一般选择高硬度材料,并且加工后氮化处理,抛光。
2.前模水道开设要求:
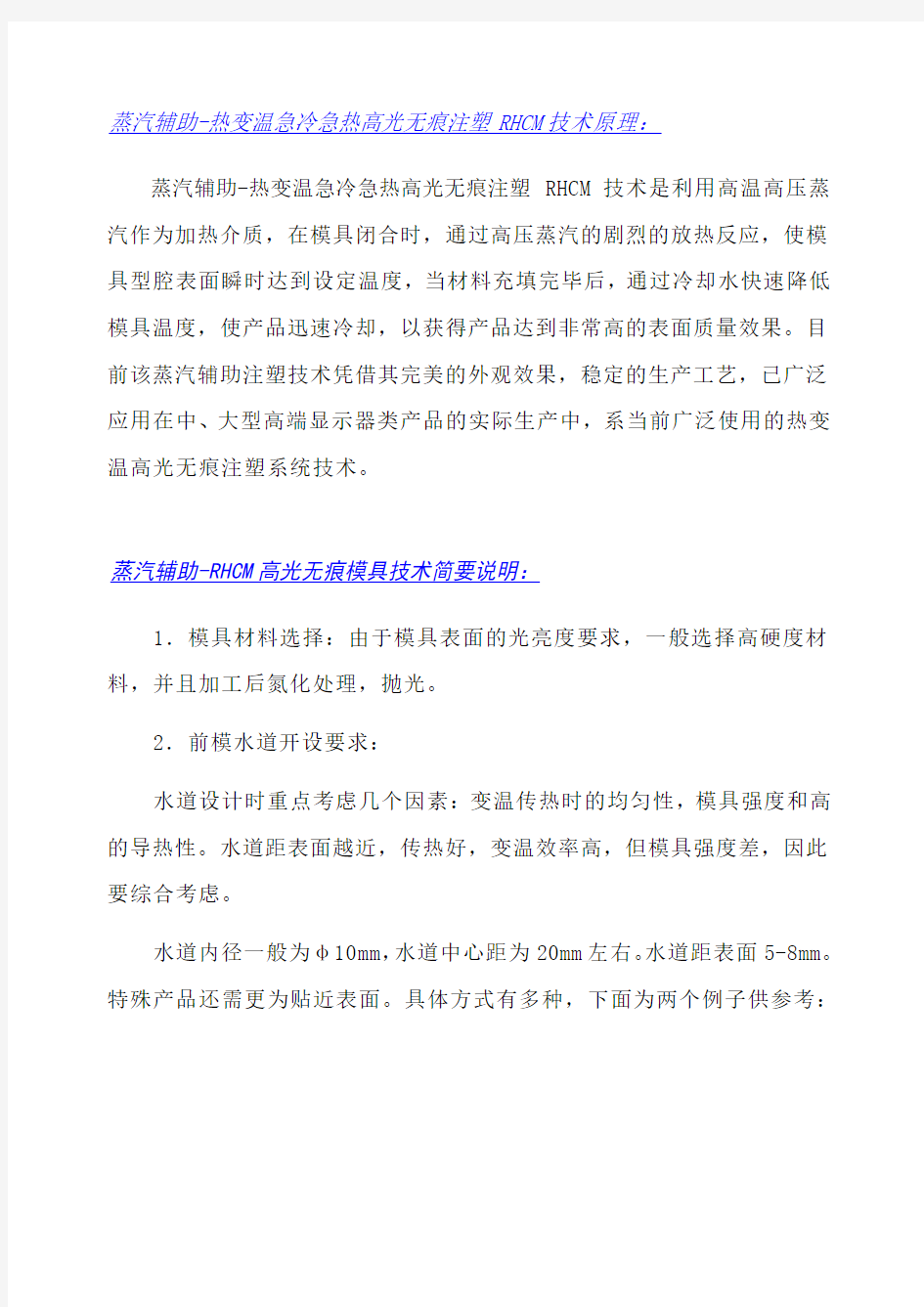
水道设计时重点考虑几个因素:变温传热时的均匀性,模具强度和高的导热性。水道距表面越近,传热好,变温效率高,但模具强度差,因此要综合考虑。
水道内径一般为φ10mm,水道中心距为20mm左右。水道距表面5-8mm。特殊产品还需更为贴近表面。具体方式有多种,下面为两个例子供参考:
1
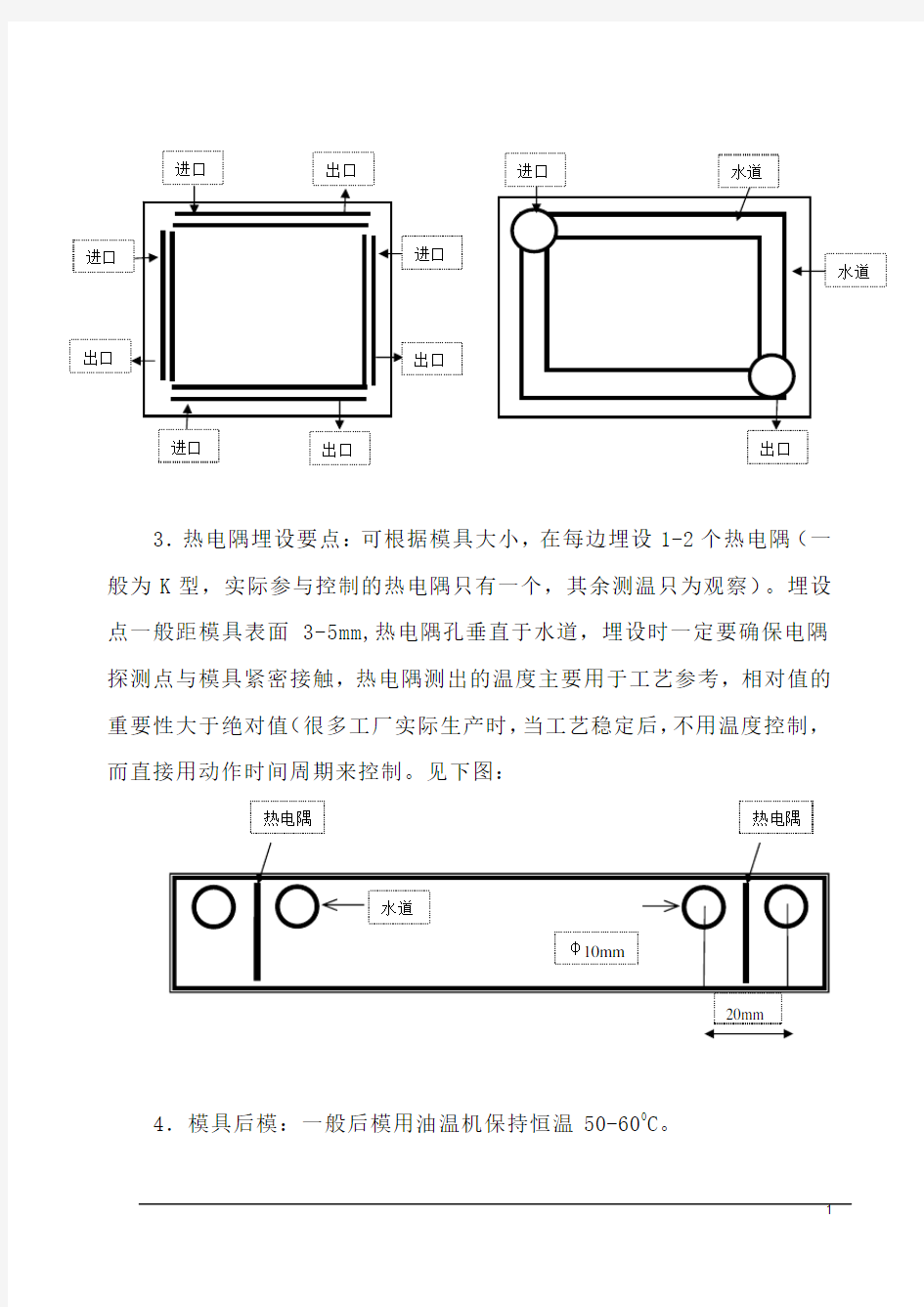
3.热电隅埋设要点:可根据模具大小,在每边埋设1-2个热电隅(一般为K 型,实际参与控制的热电隅只有一个,其余测温只为观察)。埋设点一般距模具表面3-5mm,热电隅孔垂直于水道,埋设时一定要确保电隅探测点与模具紧密接触,热电隅测出的温度主要用于工艺参考,
相对值的重要性大于绝对值(很多工厂实际生产时,当工艺稳定后,不用温度控制,而直接用动作时间周期来控制。见下图:
4.模具后模:一般后模用油温机保持恒温50-600C。
相关主题