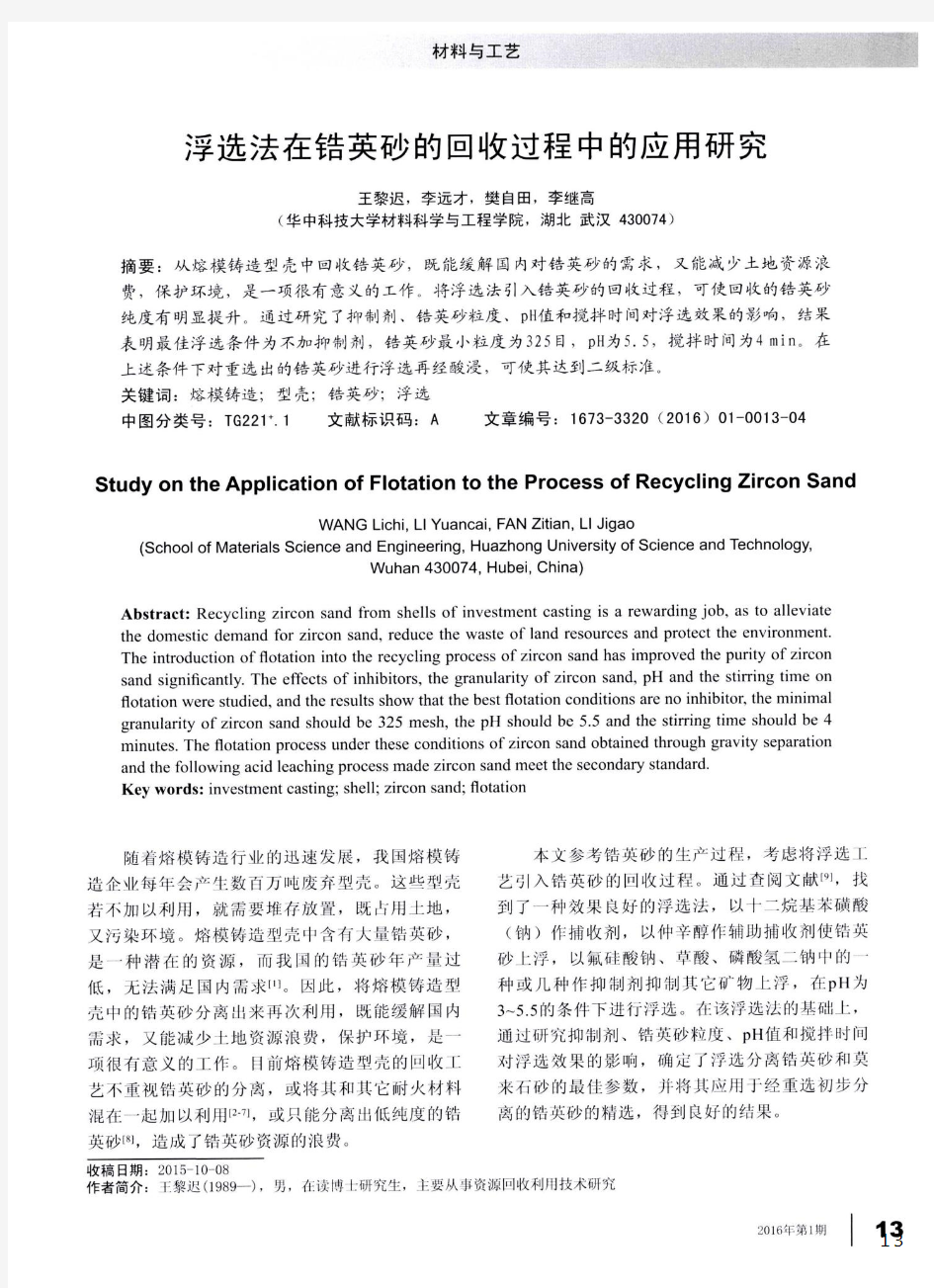
浮选法在锆英砂的回收过程中的应用研究
选煤厂浮选尾煤的处理中的机械设备与工艺流程_冯振东
2013年3月(上) [摘要]浮选尾煤的处理不仅能防止浮选尾煤水对环境的污染,还能节约工业用水,解决工业区水源不足的问题。本文主要阐述了浮选尾煤 处理中的厂外沉淀池回收工艺、浓缩———过滤、浓缩———压滤、浓缩———过滤与浓缩———压滤的联合流程等工艺设备与流程。[关键词]浮选煤尾;处理;选煤设备;工艺流程 选煤厂浮选尾煤的处理中的机械设备与工艺流程 冯振东 (龙煤集团七台河分公司新兴选煤厂,黑龙江七台河154600) 浮选尾煤的处理不仅能防止浮选尾煤水对环境的污染,还能节约工业用水,解决工业区水源不足的问题。因浮选尾煤中含有大量微细粒粘土类矿物,而它们又具有分散性强和可压缩的特点,这给浮选尾煤的处理带来了很大的困难,因此,浮选尾煤的处理是选煤厂的一个较为复杂的问题,是实现煤泥水闭路循环的关键。做好浮选尾煤的处理非常重要。浮选尾煤的处理流程主要包括低浓度浮选尾煤的浓缩和澄清,浓缩后尾煤脱水回收和脱水产品的利用。各选煤厂浮选尾煤的浓缩和澄清是在适宜的絮凝剂配合下在浓缩澄清设备中完成。浮选尾煤经浓缩澄清后,能得到每升几百克以上的浓缩产品和每升几克乃至零点几克的澄清水。对浓缩后尾煤的脱水,各个选煤厂要按具体情况采用的设备不尽相同,其效果也各不相同。浮选尾煤的处理流程是以浮选尾煤脱水设备为中心的处理流程。 1厂外沉淀池回收工艺 利用厂外沉淀池回收浮选尾煤水是一种原始、最简单的浮选尾煤处理流程。传统的厂外沉淀池处理浮选尾煤是使大多数煤泥沉淀下来,溢流水直接外排。因溢流水中含有一定量的固体颗粒和剩余浮选药剂,很可能导致环境污染。为了提高煤泥水固、液分离效果,应先在浮选尾煤中添加凝聚剂,再送至厂外沉淀池,固体颗粒在厂外沉淀池中凝聚、沉降而成为沉淀物,澄清水返回厂内复用。池内沉淀物经自然脱水、干燥,实现一定水分后用机械挖出装车外运。为了提高厂外沉淀池的澄清效率,一般浮选尾煤送入厂外沉淀池前添加凝聚剂以促使固体颗粒团聚和沉降。 采用厂外沉淀池处理浮选尾煤,一是流程简单,并把选煤厂的所有滴、漏和生产事故产生的废水集中在这里进行处理。它的缺点一是沉淀池不能连续作业,需要几个池子轮换工作,还要有煤泥挖出后的堆积场所,占地面积较大;由于沉淀池大面积的蒸发和渗漏,使水的损失较为严重,会影响水的回收复用;三是沉淀物尽管自然脱水、干燥,但挖出时水分还是较大;在管理不好时,可能导致煤泥损失和环境污染。 2浓缩———过滤的工艺设备与流程 送入浓缩机,经澄清、浓缩,溢流水循环使用,浓缩机底流送入过滤机进行脱水,滤饼有的选煤厂采用浓缩一过滤流程处理浮选的尾煤。对浮选尾煤添加凝聚剂后,把它作为最终产品,滤液返回浓缩机。 浓缩设备一般有耙式浓缩机。因浮选尾煤中含有大量的粘土质细颗粒,导致煤浆的粘度较大。过滤时的表现为滤饼薄、水分高、卸饼困难、滤布堵塞和滤液中固体含量高。为提高滤饼的脱落效果,对浮选尾煤的过滤多采用折带式过滤机。 除通常影响过滤机工作效果的因素外,浮选尾煤过滤时,影响其工作效果的突出因素是入料中极细粒的含量。在浮选尾煤中极细粒含量 较多时,为改善其过滤效果,有的采取在过滤机入料中掺进适量粗粒的措施,可取得很好的效果。 这种流程也存在一定的缺点,主要是过滤机的单产低,需过滤机台数较多,滤液中固体含量较多,其返回不但增加了浓缩机的负荷,还影响浓缩机溢流水的质量;在入料中极细粒含量较多时,过滤机有时不能正常工作。浮选尾煤中细粒和黏土泥杂质含量较小时,可采用这个流程。 3浓缩———压滤的工艺设备流程 浮选尾煤处理工艺流程,被选煤厂采用。从技术上说,浓缩一压滤流程是处理浮选尾煤是比较理想的,对尾煤压滤也是能够实现洗水闭路的主要途径。这个流程是把浓缩机底流送入压滤机脱水,滤饼是最终产品,滤液能直接作为澄清水而循环复用。 浓缩后尾煤用压滤机脱水,滤饼水分通常较低,能单独运输,滤液中固体含量也小,所以,防止了用过滤机对浓缩后浮选尾煤脱水时产生的问题。在生产上压滤机是现在浮选尾煤脱水的可靠设备,此流程的优点是滤饼水分低,滤液中固体含量少,压滤机工作可靠等。而压滤机的使用还存在一些问题,主要是处理能力较低,箱式压滤机劳动强度较大、需要操作人员较多、工作不连续,使用不当会发生滤板、滤布损坏严重的问题。 4浓缩———过滤、浓缩———压滤的联合流程 过滤机不适合处理极细粒含量多的煤泥,而压滤机尽管适合处理极细粒含量多的煤泥,而处理能力比较低,一些选煤厂把这些设备联合使用,可以发挥各自优点,在浮选尾煤的处理中可以取得较佳的效果。 这种工艺流程是把浓缩机底流用旋流器分级,粗粒尾煤送至过滤机处理,极细粒尾煤和过滤机滤液送至压滤机处理,浓缩机溢流和压滤机滤液作为澄清水循环复用,过滤机和压滤机的滤饼是最终产品。这种流程是利用过滤机处理过滤的物料,其单位处理能力高,过滤机滤液送给压滤机可防止细颗粒通过滤液而出现的反复循环;使用压滤机作为把关设备回收细泥,由于入料中的固体量少,因此,可减少压滤机使用台,在处理浮选尾煤时,还要做好尾煤脱水后的运输。运用这些流程处理浮选尾煤,除了压滤机的滤饼水分较低外,其他脱水产品的水分都比较高,所以,脱水后的浮选尾煤与细矸石混合后再进行外运。 [参考文献] [1]刘加伟.范各庄选煤厂煤泥水系统改造.洁净煤技术,2011. [2]赵良兴.影响加压过滤机工作效果的主要因素分析.选煤技术,2009.[3]杜晓亮.选煤厂煤泥水闭路循环技术研究.甘肃冶金,2007. [4]董永杰.选煤厂煤泥水处理系统设计探讨.水力采煤与管道运输,2007.[5]杜力.千秋矿选煤厂浮选流程改造.科技信息,2009. 128
提高金矿回收率研究与实践
【内容摘要】通过对河南灵宝市大湖金矿选厂工艺流程的考查与研究,找出了回收率低的原因,现场生产中通过采取合理配矿、预先碱浸、分段加药、增加浸前调浆槽和浸出作业供氧量等措施解决了问题,提高了选矿回收率,并取得较明显的经济效益。 关键词:选矿回收率研究与实践 一、引言 河南灵宝市大湖金矿位于河南省灵宝市西南阳平镇峪口村,现选矿厂处理规模为500吨/日,其中炭浆系列200吨/日,浮选氰化系列300吨/日,采用“浮选+浮选金精矿并入炭浆氰化”的选冶工艺流程;自97年11月300吨/日浮选氰化系列扩建投产以来,经过改造调试,生产正常,各项技术经济指标达到了原设计要求,选冶回收率稳定;进入99年以来,随着矿山开采向640米标高以下延伸,矿石逐步由氧化矿递变为中等硫化物矿,矿石性质发生了较大变化,99年4月份,氰化尾渣开始跑高,选冶回收率下降,浮选系列被迫二次停车,生产无法进行;通过对原矿化验分析,流程考查、小型试验等一系列工作,查明了原因,采取相应措施,改进了工艺流程,稳定了选冶回收率;到99年6月份生产恢复了正常,氰化尾渣品位由改造前的0.60克/吨降到0.33克/吨,尾液品位由0.04克/米 3降到0.02克/米 3,选冶回收率提高了7.44个百分点,每年可增加经济收入350多万元,经济效益显著。 二、矿石类型及矿物组成 1、矿石类型 大湖金矿矿床工业类型为含金石英脉和构造蚀变岩型,矿床成因类型为中~低温热液型金矿床。矿石按工业类型分为中等硫化物矿石和氧化矿石两类,其中氧化矿石分布在640米标高以上,中等硫化物矿石分布在640米标高以下。 矿区矿石自然类型有含金石英脉和构造蚀变岩型两个主要类型,多金属硫化物角砾岩次之。 2、矿物组成 组成矿石的矿物共有20多种,其中金属矿物占矿物总量的8.46%,主要金属矿物有黄铁矿,次为自然金、黄铜矿、方铅矿及少量的闪锌矿、辉钼矿等;脉石矿物主要为石英,约占64%,其次有微斜长石、斜长石、方解石、绢云母、黑云母、绿泥石和磷灰石等,次生矿物为褐铁矿、斑铜矿、铜蓝,脉石约占矿物总量的91.54%。 3、矿石结构与构造 矿石结构有自形一半自形粒状结构,它形晶粒状结构、碎裂结构、包容结构、浸蚀结构、交代穿孔结构等;矿石构造以浸染构造为主,细脉状、条带状、块状构造次之。 4、金的赋存状态及嵌布特征 矿石中含金矿物主要是自然金,自然金又分为明金和微粒金两类,明金约占47.65%,微粒金约占52.30%;金的赋存状态和嵌布特征有三种形式,其中以包体金为主约占61%,其次为裂隙金约占27%、粒间金约占12%;金主要赋存在黄铁矿中,约占78%,黄铁矿是金的主要载体矿物。 金的颗粒形状以尖角粒状、麦粒状、针线状为主,其次为浑圆粒状,少量夹角粒状、板片状等,矿石中金的粒度以中粒金(0.074~0.037mm)、细粒金(0.037~0.01mm)为主,其次是粗粒金(>0.074mm )和微粒金 (<0.01mm= 。属典型的小秦岭地区金矿石类型。 5、矿石的机械物理性质 矿石硬度:f=8~10
选矿回收率怎么计算
选矿回收率怎么计算 添加时间:2010-04-11 一、名词解释 重力选矿法(简称重选法):是在运动介质(水)中,按粒度比重和粒度的差异进行分选的分法。 浮选法:是选金生产中,应用最广泛的一种选矿法。是利用矿物表面物理化学性质的差异来选分矿石的一种方法。 混汞法:是一种古老而又简易的选金方法。在矿浆中,金粒被汞(水银)选择性地润湿并形成金汞齐,使它和别的矿物及脉石互相分离,这种方法称为混汞法。 品位:就是矿石或选矿产物中该金属或选矿产物重量之比值,通常用百分数来表示。 产率:选矿产物的重量与原矿重量之比值,通常用百分数来表示。 选矿比:原矿重量与精矿重量的比值,它表示获得1吨精矿需要处理的原矿的吨位。 富矿比:精矿中有用成分的品位和原矿中有用成分的品位之比值。它表示精矿中有用成分的品位和原矿中有用成分的品位高出的倍数。 回收率:选矿的目的就是要把原矿中所含的金属,最大限度地选入到品位更高的精矿中。这个选分过程的完全程度,可以用金属回收率来评定。所谓金属回收率,就是精矿中所含的金属重量与原矿中该金属重量的比值,常用百分数来表示。 二、选矿指标 处理原矿品位(克/吨)=处理原矿含金量(克) / 处理原矿量(吨) 精矿品位: 是指平均每吨精矿中的含金量,它是反映精矿质量的指标,计算公式为: 精矿品位(克/吨)=精矿含金量(克) / 精矿数量(吨) 精矿产率: 是指产出的精矿量占原矿量的百分比,它是反映选矿厂质量的指标。计算公式为: 精矿产率(%)=精矿数量(吨) /原矿数量(吨) ×100% 尾矿品位: 是指选矿厂排弃的尾矿中,平均每吨尾矿中的含金量。它是反映在选矿过程中金属损失程度的指标。计算公式为: 尾矿品位(克/吨)=尾矿含金量(克)/尾矿数量(吨) 尾矿量(吨)=处理原矿量(吨)-精矿量(吨) 选矿回收率: 是指采用各种选矿方法获得的最终产品含金量占处理原矿含金 量的百分比。按理论和实际回收率两种方法计算。 选矿理论回收率(%)=精矿品位×(原矿品位-尾矿品位)/(原矿品位×(精矿品位-尾矿品位) ×100%=理论回收的金属量(克) /处理原矿金属量(克)×100% 选矿实际回收率(%)=金精矿含金量(克)/原矿含金量(克)×100% (浮选回收率) 浸出率: 是指经浸出作业已溶解金的金属量占氰原矿金属量的百分比。计算公式为: 浸出率=已溶解金的金属量(克)/氰原矿金属量(克)×100%=( 氰原矿金属量(克)-浸渣金属量(克) )/氰原矿金属量(克)×100% 洗涤率: 是指贵液中含金量占浸出溶解金的金属量的百分比。计算公式为:
浮选尾煤处理工艺智能化控制的研究与应用材料
浮选尾煤处理工艺智能化控制的研究与应用 鉴定材料 单位名称:河南许昌新龙矿业有限责任公司选煤厂 时间:2008年7月3日
目录 一、项目立项背景 (3) 1、煤泥水组成 (3) 2、设计工艺 (3) 3、设备选型 (3) 4、存在问题 (4) 二、改造目的 (5) 三、改造内容 (6) 1、底流泵及底流管道改造方案: (6) 2、压滤机入料泵入料管改造方案 (6) 3、滤机反吹系统改造方案 (7) 4、底流泵自动控制系统改造方案 (8) 5、压滤机入料自动控制改造方案 (9) 6、煤泥运输系统自动控制改造方案 (10) 四、效果验证 (11) 五、经济效益分析 (12) 六、总结 (13) 七、参考文献 (14)
浮选尾煤处理工艺智能化控制研究与应用 一、项目立项背景: 1、煤泥水组成:我厂所处理的煤泥水主要来自浮选尾矿(粒度组成为:<0.5mm)。 2、设计工艺:我厂对煤泥水的处理工艺是煤泥水经过浓缩、沉淀后,对浓缩池底流经底流泵抽到煤泥搅拌桶内,充分搅拌后用压滤机处理,压滤的煤泥经皮带机输送到卸煤点,然后用铲车转运到煤泥场地,其工艺流程图如图表1所示: 图表 1 浮选尾煤压滤系统工艺布置图 3、所选设备: 底流泵:型号U250M-6,流量Q=86m3/h,扬程H=31m; 压滤机入料泵:型号80LZJE-440,流量Q=120m3/h,扬程H=70.4m; 浮选尾煤刮板输送机:Q=30t/h,B=1000mm,V=0.48m/s;
压滤机:型号KZG250/1600-U/X B 浮选尾煤带式输送机:Q=80t/h,B=800mm,V=1.6m/s; 4、存在问题: (1)、由于我厂经新增压滤机入料泵流量为:Q=120m3/h,而底流泵流量为Q=86m3/h:且一台底流泵最多时需要为四台压滤机供料,(一般情况一台底流泵只可以满足两台压滤机的使用需要),其入料流量也达不到使用要求,经常会出现搅拌桶抽空现象;生产过程中还经常出现因底流浓度过高而导致底流管堵塞现象,影响了正常的生产活动。 (2)、我厂压滤系统按照原设计方案安装后,由于入料管道过长、弯折的角度过大且入料管口由搅拌桶的底部引入,处于煤泥沉淀区域内。在生产调试过程中,发现当压滤机停止入料或搅拌机构出现故障时,往往会造成入料管道内大颗粒煤泥急剧沉降,当再次开泵时,大颗粒物料由于瞬间张力提升,而堵塞管道,疏通清理管道浪费大量的时间及精力。 (3)、新增压滤机(景津压滤机集团有限公司)比我厂原有压滤机(衡水海江压滤机集团有限公司)增加了反吹功能,其作用是将压榨后设备管道中的煤泥水排出,以降低经压榨过后煤泥饼的含水量,同时也有利于了压滤机的卸料。但是由于我厂供风系统管道过长,当风沿管道到达压滤设备时,吹气压力降低,不能够将设备管道中的煤泥水正常吹出,经常导致排料管道的堵塞,不能真正起到反吹的作用,影响了煤泥饼的质量,同时给正常生产带来极大的不变;且原设计是将
钱家营选煤厂洗水平衡与闭路循环实践-2019年文档资料
钱家营选煤厂洗水平衡与闭路循环实践 一、引言 选煤厂洗水闭路循环关键在于: (一)煤泥的充分回收,就是把煤泥水固液彻底分离; (二)保持洗水平衡。 通过围绕以上两点对选煤厂闭路循环方面进行加强个改善,各科研单位以及生产厂都从工艺、设备、管理更方面着手进行完善,但是由设计资料、资金方面、工艺布置等多个方面的限制导致实践操作中没有取到预期的效果,主要原因是一方面煤泥不能及时收回,使其在系统中集聚,造成洗水浓度增高;另一方面就是由于洗水不能够保持平衡,使局部出现波动。针对这类问题,钱营洗煤厂通过不断的汲取经验采取了有力的措施,从一开设计建厂到生产管理都取得了很好的成效,在长期的生产过程中坚持高标准、高水准的操作方式,使它在遇到各种突发事件后都能够及时的得到处理,保持洗水平衡、清水洗煤和洗水闭路的循环,使整个工作达到预期的效果。 二、煤泥水工艺流程 钱营洗煤厂设计能力400Mt/a,设计生产时间300d/a, 14h/d,1689年投产,目前实际生产能力超过设计能力的20%。入洗原煤为1/3焦煤,精美做冶金炼焦煤,采用重介-浮选联合工艺,尾煤采用耙式浓缩机浓缩,压滤机把关回收,洗水闭路循
环。系统处理能力960t/h,原生煤泥占18%,次生煤泥6%,总煤泥量230 t/h ,主循环水量 2500m3/h, 三、煤泥水流程的特点及其效果 (一)工艺流程设计合理,操作灵活 工艺流程中的主要系统有主循环、主回收系统、浮选尾煤回收工艺、真空泵用水自循环系统和事故防水补水系统等。 浮选尾煤回收工艺是由原来的一段变为两段。 1.一段主要是用来回收粗煤泥; 2.二段通过根据一、二段的要求采用分级设备,进行尾煤回收,确保洗水闭路和循环水浓度保持在控制范围。 煤泥水中对粗煤泥和细煤泥采取的脱水手段是不一样的,对与粗煤泥一般是运用筛网沉降离心机进行脱水,这样能够获取较低水分、并掺入中煤。对于煤泥而言大部分都被筛网沉降离心机回收,只有少部分是需要浓缩机和压缩机处理的。而根据市场的选择,浓缩机和压缩机的数量逐步减少并且主要应用在确保澄清水和洗水闭路循环上。 (二)处理能力与缓从能力充足 2台φ45m煤泥浓缩机总面积3180m2,实际处理能力2862 m3/h4台筛网沉降离心机,24个φ350mm分级旋流器,4台308 m2快开压滤机,3台XMZ500/1500型压滤机,总压滤面积2732 m2,2台事故沉淀池,总容积为5400m3,上述设备的配备,使系统具有充足的处理能力和缓冲能力。
屯兰选煤厂浮选系统改造可行性分析
一第20卷第6期洁净煤技术Vol.20一No.6一一2014年11月CleanCoalTechnologyNov.一2014一 屯兰选煤厂浮选系统改造可行性分析 赵一晓一红 (西山煤电(集团)有限责任公司屯兰选煤厂,山西古交一030206) 摘一要:为了提高屯兰选煤厂浮选系统的分选效果,提高精煤回收率,减少因煤泥灰分高而造成煤炭资源的浪费,通过对选煤厂浮选系统中存在的浮选尾煤灰分低,分选效率低,浮选药耗高和浮选精煤池消泡困难的问题进行分析,提出了更新改造工程方案,并对方案进行了预测及论证三结果表明,通过对XJM-12浮选机进行更新改造,可以有效提高浮选精煤产率及浮选尾煤灰分,同时节省浮选药耗及电耗,节约选煤成本,年增加经济效益4208.96万元三 关键词:煤泥;可浮性;技术改造 中图分类号:TD94一一一文献标志码:A一一一文章编号:1006-6772(2014)06-0071-03 TransformationofflotationsysteminTunlancoalpreparationplant ZHAOXiaohong(TunlanCoalPreparationPlant,XishanCoalElectricityGroupCo.,Ltd.,Gujiao一030206,China)Abstract:Inordertoimprovetheseparatingeffectsofflotationsystemandincreasecleancoalrecovery,meanwhile,reducethewasteof coalresourcescausedbyhighashcoal.Thepaperanalyzedthecausesoflowashofflotationtailings,lowseparationefficiency,highflotationagentconsumptionandmassbubbleinflotationcleancoalpool.Therenovationprojectschemewasputforward,theschemewasdemonstra-ted.Theresultsshowedthat,theupdatingofXJM-12flotationmachinesimprovedtheflotationconcentrateyieldandfloatingtailasheffec-tively,whichcouldgreatlysavedtheconsumptionofreagentandelectricity.ThetransformationsavedtheproductioncostandtheeconomicbenefitsincreasedbyRMB4.20986?107.Keywords:coalslime;flotability;technicaltransformation 收稿日期:2014-09-23;责任编辑:孙淑君一一DOI:10.13226/j.issn.1006-6772.2014.06.017 作者简介:赵晓红(1974 ),男,山西兴县人,工程师,现任西山煤电(集团)有限公司屯兰选煤厂生产厂长,从事煤炭分选管理工作三E-mail:814941296@qq.com引用格式:赵晓红.屯兰选煤厂浮选系统改造可行性分析[J].洁净煤技术,2014,20(6):71-73. ZHAOXiaohong.TransformationofflotationsysteminTunlancoalpreparationplant[J].CleanCoalTechnology,2014,20(6):71-73.0一引一一言 一一屯兰选煤厂属矿井型选煤厂,于1997年建成试投产,为核定处理量5.00Mt/a的大型炼焦煤选煤 厂,生产优质主焦煤三采用不脱泥重介 浮选联合 流程进行煤炭分选[1-3],煤泥含量为20%,浮选采用3台XJX-TA16和2台XJM-12浮选机三近年来屯兰矿井煤质变差,用户对炼焦煤要求变高,2台四室 XJM-12浮选机的浮选尾矿灰分仅能达到40%[4],造成优质炼焦煤资源的浪费三笔者通过对浮选入 料二浮选精煤二浮选尾煤指标进行对比,对本次改造 的可行性进行分析,发现改造后可明显改善浮选尾 矿灰分,提高精煤回收率,对增加选煤厂经济效益, 提高稀缺煤种的回收利用率有着深远的意义三1一存在问题1.1一浮选尾煤灰分低一一屯兰选煤厂浮选捕收剂采用煤油,起泡剂采用仲辛醇,2台XJM-12四室浮选机的浮选尾煤灰分始终保持在50%以下[5],浮选效率低三表1为浮选入料粒度组成,表2为浮选精煤粒度组成,表3为浮选尾煤粒度组成三由表1可以看出,入料粒度集中在0.125~0.25mm,属于易选粒级,但小于0.045mm灰分高达35.98%,说明高灰细泥含量较多三表2中浮选精煤小于0.045mm产率为25.97%,可见 有高灰细泥污染三表3可以得出,浮选尾煤累计灰分为45.03%,尾矿灰分较低,有一部分精煤没有被充分回收,仍有进一步分选的价值三17
提高浮选回收率的措施
提高浮选回收率措施 1、由于目前矿石性质复杂多变,原矿品位波动较大,浮选工艺条件不容易控制,选别指标无法保证;应进行合理配矿,确保原矿品位在一个较小的波动范围内,整个浮选工艺条件容易控制,过程也相对的稳定,对浮选过程有利。 2、如果新建3000吨/日选厂能使用自动化控制,对一些主要的工艺参数如:给矿量、磨矿浓度、溢流浓细度、药剂添加量都能准确的控制,提高选别过程的稳定性,对提高浮选回收率能够起到很好的效果。 3、3000吨/日选厂投产后,地表氧化矿会逐渐增加,可以先考察地表矿石的氧化和泥化程度,如果原矿含泥量大,对浮选是很不利的,对为了消除或减少矿泥对浮选的影响,可采取下列措施:(1)入选前添加矿泥分散剂;(2)分段、分批加药,在二扫作业前新增设一个加药点,便于调整;(3)入选前可先进行脱泥处理,若矿泥有用矿物含量较多,可进行集中处理。 4、通过小型试验室实验和生产实验选择适合地表氧化矿的新型捕收剂与现有药剂混合使用,降低尾矿品位。 5、勤观察原矿粒度变化,根据返砂量,溢流浓度,及时调整前、后水量,做到均匀给矿,确保浮选工序液面稳定。 6、每小时检测一次溢流浓、细度并作好记录,勤调整并在小范围内循序渐进的调整,告知浮选工提前做好应对准备 7、定期采样,对磨矿产品进行粒度分析,以此为依据判断球磨
机内部钢球配比是否合理,既要满足处理量的要求,又要满足细度要求,出现异常及时调整。 8、勤观察原矿品位变化情况,通过泡沫刮出量、颜色等,做出相应的调整。 9、严格按药剂制度准确的添加各类药剂,每小时去药台巡视,避免断流。 10、每周清理地沟和回收池,返回流程,避免金属流失。 11、定期组织流程考察和选矿试验,根据生产实际不断优化工艺参数。 12、组织浮选工相互学习、交流经验,根据不同种类矿石性质的差异,总结出有针对性的操作方法,提高技术水平。 13、选矿技术人员每天下车间检测各项工艺参数,指导现场操作,稳定生产。
金矿浮选流程考察报告
竭诚为您提供优质文档/双击可除金矿浮选流程考察报告 篇一:金矿石浮选试验报告(精华版) 浮选试验报告 一、试样的采取和制备 7月22号收到矿石样,将所送矿样全部细磨后,用于本次试验。样品的各主要元素含量见表1.1。 表1.1样品各主要元素分析结果 由分析结果可以看出,该矿石的有价元素是金和铜,硫含量较低,属氧化类矿石。 二、选矿试验1、试验流程 试验流程如下图2.1所示,由于是矿石浮选的探索性试验,所以只进行粗扫选,考察该矿石的回收率情况,对精矿没有进行精选。 2、浮选过程及结果 2.1药剂条件试验 固定条件:浮选浓度30%,磨矿细度-200目50%,粗选黄药100g/t,黑药80g/t,2号油25g/t,Z20XX5g/t;扫一
黄药80g/t,黑药50g/t,2号油25g/t,Z20XX5g/t;扫二黄药50g/t,黑药50g/t,2号油25g/t,Z20XX5g/t。并通过添加nas和na2sio3考察加不同调整剂的影响,并进行了细度为-200目50% 2 和80%的对比试验,试验结果见表2.1。 表2.1条件试验结果 通过1与2试验对比发现,加入na2s有利于提高金浮选回收率。 通过2与3试验对比发现添加na2sio3,在一定程度上有提高金浮选回收率的作用,在提高铜浮选回收率方面效果不太明显。 通过1与4试验对比发现,磨矿细度由-200目50%提高到80%,金、铜的回收率都获得很大的提高,可见细度是影响该矿物回收率的主要因素,因而我们安排进一步提高磨矿细度的浮选试验。 2.1.2细度条件试验 通过对调浆后检测ph可见,该矿物略显酸性,所以采用na2co3做调整剂。固定条件:加na2co3调ph=8-9,搅4min;加na2s2000g/t搅30min,浮选浓度30%,粗选黄药100g/t,2号油25g/t,Z20XX5g/t;扫一黄药80g/t,2号油25g/t,Z20XX5g/t;扫二黄药50g/t,2号油25g/t,
表3铜矿选矿回收率指标要求单位
附件 铜铅锌矿产资源“三率”指标要求(试行) (征求意见稿) 为加强铜铅锌矿产资源合理开发利用“三率”(开采回采率、选矿回收率和综合利用率)的监督管理,促进矿山企业节约与综合利用矿产资源,依据《矿产资源法》等法律法规,特制定《铜铅锌矿产资源合理开发利用“三率”指标要求(试行)》。 一、“三率”指标要求 (一)开采回采率。 1.地下开采。 (1)铜矿体。 依据矿体厚度和综合品位的不同,铜矿体回采率确定为80~92%间共9个指标要求(详见表1)。 表1 铜矿体地下开采时回采率指标要求单位:% 矿体厚度铜综合品位≥1.2% 铜综合品位0.60%~1.2% 铜综合品位≤0.60% ≤5m 88 80 75 5~15m 92 83 80 ≥15m 92 85 85
(2)铅锌矿体。 依据矿体厚度和不同矿种类型的综合品位,铅锌矿体的回采率确定为75~92%间共27个指标要求(详见表2)。 表2 铅锌矿体地下开采时回采率指标要求 单位:% 2.露天开采。 大型铜或铅锌矿山的回采率不低于95%,对于矿体形态变化大、矿岩稳固性差、矿床规模小的矿山企业,其回采率不低于92%。 矿体厚度 铅锌综合品位(硫化矿) 铅锌综合品位(混合矿) 铅锌综合品位(氧化矿) ≥ 9.0% 4.5%~9.0% ≤4.5% ≥11.5% 6.0%~11.5% ≤6.0% ≥14.0% 7.5%~14.0% ≤7.5% ≤5m 88 80 75 88 80 75 88 80 75 5~15m 92 83 80 92 83 80 92 83 80 ≥15m 92 85 85 92 85 85 92 85 85
金矿浮选试验报告
浮选试验报告 一、试样的采取和制备 7月22号收到矿石样,将所送矿样全部细磨后,用于本次试验。样品的各主要元素含量见表1.1。 表1.1样品各主要元素分析结果 二、选矿试验 1、试验流程 试验流程如下图2.1所示,由于是矿石浮选的探索性试验,所以只进行粗扫选,考察该矿石的回收率情况,对精矿没有进行精选。
2、浮选过程及结果 2.1药剂条件试验 固定条件:浮选浓度30%,磨矿细度-200目50%,粗选黄药100g/t,黑药80g/t,2号油25 g/t,Z200 25 g/t;扫一黄药80g/t,黑药50g/t,2号油25 g/t,Z200 25 g/t;扫二黄药50g/t,黑药50g/t,2号油25 g/t,Z200 25 g/t。并通过添加Na2S和Na2SiO3考察加不同调整剂的影响,并进行了细度为-200目50%和80%的对比试验,试验结果见表2.1。 表2.1条件试验结果
通过1与2试验对比发现,加入Na2S有利于提高金浮选回收率。 通过2与3试验对比发现添加Na2SiO3,在一定程度上有提高金浮选回收率的作用,在提高铜浮选回收率方面效果不太明显。 通过1与4试验对比发现,磨矿细度由-200目50%提高到80%,金、铜的回收率都获得很大的提高,可见细度是影响该矿物回收率的主要因素,因而我们安排进一步提高磨矿细度的浮选试验。 2.1.2细度条件试验 通过对调浆后检测PH可见,该矿物略显酸性,所以采用Na2CO3做调整剂。 固定条件:加Na2CO3调PH=8-9,搅4min;加Na2S 2000g/t搅30min,浮选浓度30%,粗选黄药100g/t,2号油25 g/t,Z200 25 g/t;扫一黄药80g/t,2号油25 g/t,Z200 25 g/t;扫二黄药50g/t,2号油25 g/t,Z200 25 g/t。考察细度对浮选指标的影响,试验结果见表2.2。 表2.2条件试验结果
黄金选矿药剂
浮选时使用各种药剂来调节入选矿物和浮选介质的物理化学性质,从而扩大金矿物或含金矿物与脉石间亲琉水性的差异,使之更好地分选,达到提高金回收率的目的。常用的浮选剂分三大类:捕收剂,起泡剂,调整剂。 1.捕收剂 自然界中除煤、石墨、硫磺、滑石和辉钼矿等矿物颗粒表面疏水、具有天然的可浮性外,大多数矿物均是亲水的,金矿物也是如此。加一种药剂能改变矿物颗粒的亲水性而产生疏水性使之可浮,这种药剂通常称之为捕收剂。捕收剂通常是极性捕收剂和非极性捕收剂。极性捕收剂由能与矿物颗粒表面发生作用的极性基团和起疏水作用的非极性基团两部分组成。当这类捕收剂吸附于矿粒表面时,其分子或离子呈定向排列,极性基团朝向矿物颗粒表面,非极性基团朝外形成疏水膜,从而使矿位具有可浮性 与铜、铅、锌、铁等硫化矿物伴生的金,在浮选时常用有机硫代化合物作浦收剂.例如,烷基(乙、丙、丁、戊基等)二硫代碳酸钠(钾),又称黄原酸盐,俗称黄药。如NaS2C·OCH2·CH3,在含金多金属矿石的浮选时,多采用乙基黄药和丁基黄药。烷基二硫代磷酸或其盐类,如(RO)2PSSH,式中R为烷基,俗称黑药. 烷基二硫代氨基甲酸盐和黄原酸盐的酯类衍生物等也是硫化矿物常用的捕收剂。也是浮选含金多金属硫化矿的常用描收剂,常与黄药类同时使用. 非离子型极性捕收剂的分子不解离,如含硫酯类,非极性捕收剂
为烃油(中性油),如煤油、柴油等。 2.起泡剂 具有亲水基团和疏水基团的表面活性分子,定向吸附于水一空气界面,降低水溶液的表面张力,使充入水中的空气易于弥散成气泡和稳定气泡。起泡剂和捕收剂联合在一起吸附于矿物颗粒表面,使矿粒上浮。常用的起泡剂有:松树油,俗称二号油、酚酸混合脂肪醇,异构己醇或辛醉、醚醉类以及各种酯类等. 3.调整剂 调整剂可分为五类:(1) pH值调整剂。用它来调节矿浆的酸碱度,用以控制矿物表面特性、矿浆化学组成以及其他各种药剂的作用条件,从而改善浮选效果。在氰化过程中也同样要调节矿浆pH值的。常用的有石灰、碳酸钠、氢氧化钠和硫酸等。在选金时,最常用的调节剂是石灰和硫酸。(2)活化剂。能增强矿物同捕收剂的作用能力,使难浮矿物受到活化而浮起。使用硫化钠活化含金的铅铜氧化矿,然后用黄药等捕收剂浮选。(3)抑制剂.提高矿物的亲水性和阻止矿物同捕收剂作用,使其可浮性受到抑制。如在优先浮选过程中使用石灰抑制黄铁矿,用硫酸锌和氰化物抑制闪锌矿,用水玻璃抑制硅酸盐脉石矿物等、利用淀粉、拷胶(单宁)等有机物作抑制剂达到多金属分离浮选的目的。(4)絮凝剂。使矿物细颗粒聚集成大颗粒,以加快其在水中的沉降速度;利用选择性絮凝进行絮凝一脱泥及絮凝一浮选。常用的絮凝剂有聚丙烯酰胺和淀粉等。(5)分散剂。阻止细矿粒聚集,处于单体状态,其作用与絮凝剂恰恰相反,常用的有水玻璃、磷酸盐