表面粗糙度及其影响因素 (1)

表面粗糙度及其影响因素
一、切削加工中影响表面粗糙度的因素
影响表面粗糙度的因素主要有几何因素和物理因素。
1.几何因素:
式中 f ——进给量。
Kr ——主偏角。
Kr’——副偏角
考虑刀尖圆弧角:
式中 f ——进给量。
r ——刀尖圆弧半径。
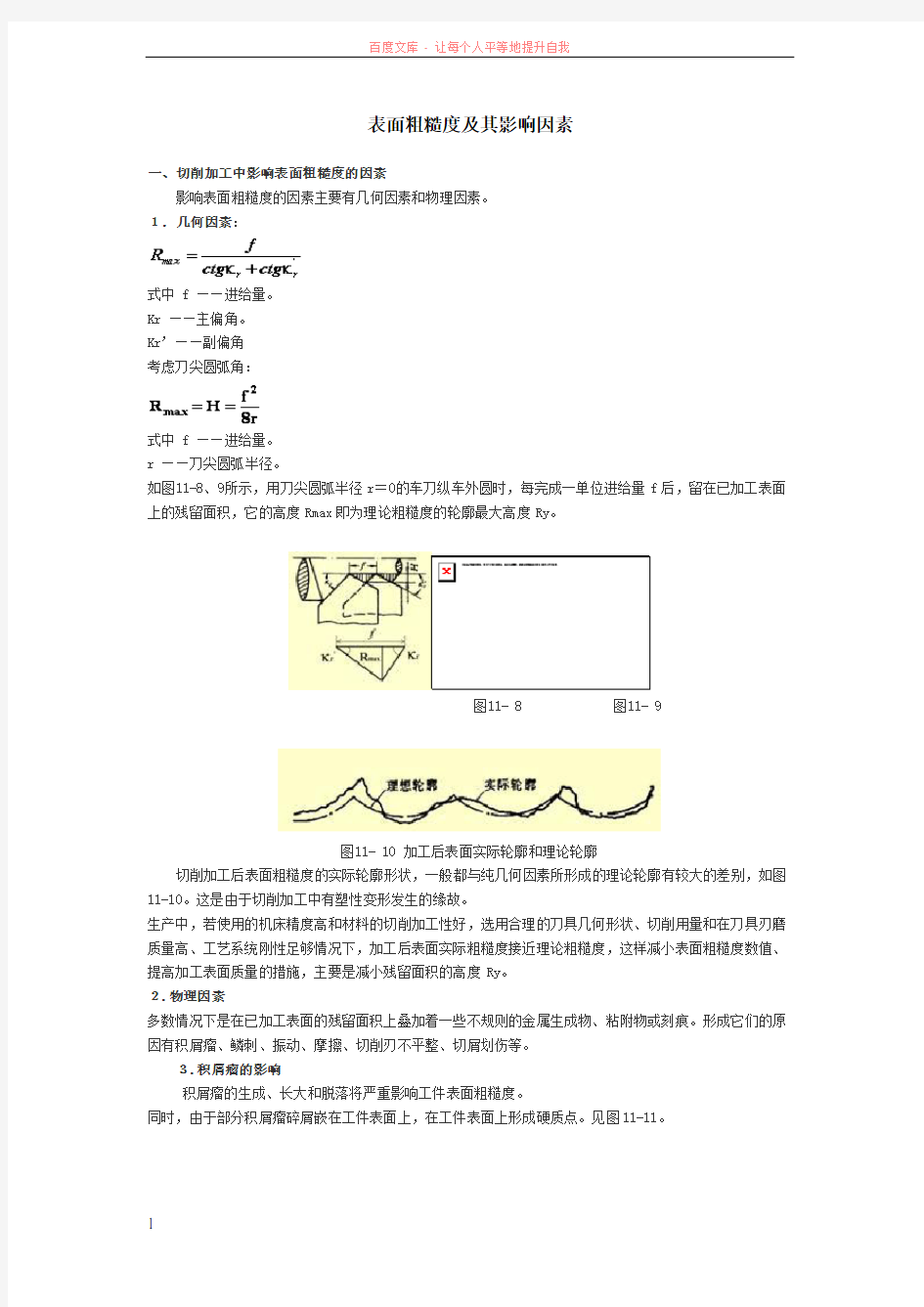
如图11-8、9所示,用刀尖圆弧半径r=0的车刀纵车外圆时,每完成一单位进给量f后,留在已加工表面上的残留面积,它的高度Rmax即为理论粗糙度的轮廓最大高度Ry。
图11- 8 图11- 9
图11- 10 加工后表面实际轮廓和理论轮廓
切削加工后表面粗糙度的实际轮廓形状,一般都与纯几何因素所形成的理论轮廓有较大的差别,如图11-10。这是由于切削加工中有塑性变形发生的缘故。
生产中,若使用的机床精度高和材料的切削加工性好,选用合理的刀具几何形状、切削用量和在刀具刃磨质量高、工艺系统刚性足够情况下,加工后表面实际粗糙度接近理论粗糙度,这样减小表面粗糙度数值、提高加工表面质量的措施,主要是减小残留面积的高度Ry。
2.物理因素
多数情况下是在已加工表面的残留面积上叠加着一些不规则的金属生成物、粘附物或刻痕。形成它们的原因有积屑瘤、鳞刺、振动、摩擦、切削刃不平整、切屑划伤等。
3.积屑瘤的影响
积屑瘤的生成、长大和脱落将严重影响工件表面粗糙度。
同时,由于部分积屑瘤碎屑嵌在工件表面上,在工件表面上形成硬质点。见图11-11。
图11- 11 图11- 12
鳞刺的影响鳞刺的出现,使已加工表面更为粗糙不平。
鳞刺的形成分为:
抹拭阶段:前一鳞刺已经形成,新鳞刺还未出现;而切屑沿着前刀面流出,切屑以刚切离的新鲜表面抹拭刀——屑摩擦面,将摩擦面上有润滑作用的吸附膜逐渐拭净,以致摩擦系数逐渐增大,并使刀具和切屑实际接触面积增大,为这两相摩擦材料的冷焊创造条件,如图11-12(a)。
导裂阶段:由于在第一阶段里,切屑将前刀面上的摩擦面抹拭干净,而前刀面与切屑之间又有巨大的压力作用着,于是切屑与刀具就发生冷焊现象,切屑便停留在前刀面上,暂时不再沿前刀面流出。这时切屑代替前刀面进行挤压,刀具只起支撑切削的作用。其特点是在切削刃前下方,切屑与加工表面之间出现一裂口。如图11-12(b)。
层积阶段:由于切削运动的连续性,切屑一旦停留在前刀面上,便代替刀具继续挤压切削层,使切削层中受到挤压的金属转变为切屑。而这部分新成为切屑的金属,只好逐层的积聚在起挤压作用的那部分切屑的下方。;这些金属一旦积聚并转化为切屑,便立即参与挤压切削层的工作;同时,随着层积过程的发展,切削厚度将逐渐增大,切削力也随之增大,如图11-12(c)。
刮成阶段:由于切削厚度逐渐增大,切削抗力也随之增大,推动切屑沿前刀面流出的分力Fy也增大。当层积金属达到一定厚度后,Fy力便也随之增大到能够推动切屑重新流出的程度,于是切屑又重新开始沿前刀面流出,同时对切削刃便刮出鳞刺的顶部,如图11-12(d)。至此,一个鳞刺的形成过程便告结束。紧接着,又开始另一个新鳞刺的形成过程。如此周而复始,在工件加工表面上便不断地生成一系列鳞刺。
振动的影响切削加工时,在工件与刀具之间经常发生振动,使工件表面粗糙度值增大。
从物理因素看,要降低表面粗糙度主要应采取措施减少加工时的塑性变形,避免产生积屑瘤和鳞刺。对此起主要作用的影响因素有切削速度、被加工材料的性质及刀具的几何形状、材料和刃磨质量。
①切削速度的影响:
图11- 13
图11-13描述了加工塑性材料时不同的切削速度对表面粗糙度的影响,实线表示只受塑性变形影响的情况,虚线表示只受积屑瘤与鳞刺影响的情况。
在实际切削时,选择低速宽刀精切和高速精切,往往可以得到较小的表面粗糙度值。
②工件材料性质的影响:
一般韧性较大的塑性材料,加工后表面粗糙度值较大,而脆性材料加工后易得到较小的表面粗糙度值。为了减小加工表面粗糙度值,常在切削加工前对材料进行调质或正火处理,以获得均匀细密的晶粒组织和较高的硬度。
③刀具几何形状、材料、刃磨质量的影响:
适当增大前角,有利于减小表面粗糙度值。前角太大,表面粗糙度值将会增加。
当前角一定时,后角越大,切削刃钝圆半径越小,刀刃越锋利;增大后角还能减小后刀面与已加工表面间的摩擦和挤压。这样都有利于减小加工表面粗糙度值。但后角太大时,积屑瘤易于流到后刀面;同时,后角大容易产生切削振动,因而使加工表面粗糙度值反倒增加。
从几何因素来看,增加刀尖圆弧半径r会减小加工表面粗糙度值。
主偏角Kr和副偏角Kr’ Kr和Kr’减小,可减小加工表面粗糙度值。
刀具材料中热硬性高的材料耐磨性好,易于保持刃口的锋利。摩擦系数小的材料有利于排屑。与被加工材料亲合力小的材料不易产生积屑瘤和鳞刺。因此,硬质合金刀具优于高速钢,高速钢刀具优于碳素工具钢,而金刚石刀具、立方氮化硼刀具又优于硬质合金。
刀具的前刀面、后刀面本身的表面粗糙度值越小,则被加工表面的粗糙度值也越小。刀具刃口越锋利、刃口平刃性越好,则切出的工件表面粗糙度值也就越小。
④冷却润滑的影响
切削液的冷却和润滑作用能减小切削过程中的界面摩擦,降低切削区温度,使切削区金属表面的塑性变形程度下降,抑制鳞刺和积屑瘤的产生,因此可大大减小加工表面粗糙度值。
二、磨削加工中影响表面粗糙度的因素
磨削加工时磨粒很钝,常具有很大的负前角,会使加工表面产生严重的塑性变形,形成沟槽和隆起,增大了表面粗糙度,见图11-14。
图11- 14
1.磨削用量
图11- 15
1)砂轮速度v砂轮提高v砂轮可以增加在工件单位面积上的刻痕,使工件表面塑性变形和沟槽两侧塑性隆起残留量小,磨削表面粗糙度值可以显著减小。见图11-15。
2)工件速度v工件在其他条件不变的情况下,v工件提高,磨粒单位时间内在工件表面上的刻痕数减小,因而将增大磨削表面粗糙度值。
3)磨削深度ap ap增加,磨削过程中磨削力及磨削温度都增加,磨削表面塑性变形程度增大,从而增大表面粗糙度值。为提高磨削效率,一般开始采用较大的磨削深度,后期采用较小的ap或进行无进给磨削(光磨),以使磨削表面粗糙度值减小。
2.砂轮的特性①粒度:
砂轮粒度愈细,则砂轮单位面积上磨粒数愈多,工件表面上刻痕密而细,则表面粗糙度值愈小。粒度过细时,砂轮易堵塞,切削性能下降,表面粗糙度值反而会增大,同时还会引起磨削烧伤。
②砂轮的硬度:
砂轮的硬度是指磨粒受磨削力后从砂轮上脱落的难易程度。硬度应大小合适,砂轮太硬,磨粒钝化后仍不易脱落,使工件表面受到强烈摩擦和挤压作用,塑性变形程度增加,表面粗糙度值增大或使磨削表面产生烧伤。砂轮太软,磨粒易脱落,常会产生磨损不均匀现象,从而使磨削表面粗糙度值增大。
③砂轮的修整:
修整砂轮是改善磨削表面粗糙度的重要因素,砂轮的修整质量与所用修整工具、修整砂轮的纵向进给量等有密切关系。砂轮的修整是用金刚石除去砂轮外层已钝化的磨粒,使磨粒切削刃锋利,降低磨削表面的表面粗糙度值。另外,修整砂轮的纵向进给量越小,修出的砂轮上的切削微刃越多,等高性越好,从而获得较小的表面粗糙度值。砂轮修整得越好,磨出工件的表面粗糙度值越小。
3.冷却
图11- 16 图11- 17
图11- 18
如图11-16所示,切削液不易进入磨削区AB,烧伤早巳发生。因此采取有效的冷却方法。
常见的冷却方法有:
在砂轮上安装带有空气挡板的切削液喷嘴,如图11-17所示。采用内冷却砂轮如图11-18所示,将切削液引入砂轮的中心腔内。由于离心力的作用,切削液再经过砂轮内部4的孔隙从砂轮四周的边缘甩出,因此切削液可直接进入磨削区,发挥有效的冷却作用。
采用高压大流量切削液这样既增强了冷却效果,又有利于冲掉砂轮表面上的磨屑,防止砂轮堵塞。
采用浸油砂轮
三、影响表面层物理、力学性能变化的因素1.表面层的加工硬化
机械加工中,工件表面层金属受切削力的作用,产生塑性变形,使晶格扭曲,晶粒间产生滑移剪切,晶粒被拉长、纤维化甚至碎化,引起表面层的强度和硬度增加,塑性降低,物理性能(如密度、导电性、导热性等)也有所变化,这种现象称为加工硬化,又称冷作硬化或强化。
加工硬化的评定指标有三项,见图11-19:
①表面层的显微硬度 HV0
②硬化层深度 h
③硬化程度 N
式中 HV0——工件原表面层的显微硬度。
图11- 19 切削加工后表面层的冷硬
影响加工硬化的因素:
切削力愈大,塑性变形愈大,硬化程度愈大,硬化层深度也愈大。
a.刀具
刀具的刃口圆角和后刀面的磨损量越大,冷作硬化程度也越大。见图11-20。
b.切削用量
当进给量f、背吃刀量ap增加,都会起增大切削力的作用,使加工硬化严重。
当变形速度很快(即切削速度很高)时,塑性变形可能跟不上,这样塑性变形将不充分,因此硬化层深度和硬化程度都减小。见图11-21 。
c.工件材料
工件材料的硬度越低,塑性越大时,冷作硬化程度也越大。
图11- 20刀具的刃口圆角对冷作硬化的影响图11- 21切削速度与进给量对冷作硬化的影响
2.表面层的金相变化与磨削烧伤
在磨削加工时,磨粒的切削、刻划和滑擦作用,以及大多数磨粒的负前角切削和很高的磨削速度,会使得加工表面层有很高的温度,当温升达到相变临界点时,表层金属就会发生金相组织变化,从而使表面层强度和硬度降低、产生残余应力、甚至出现微观裂纹。这种现象被称为磨削烧伤。
①烧伤的形式:
a.退火烧伤:
在磨削时,如果工件表面层温度超过相变临界温度Ac3,则马氏体转变为奥氏体,如果此时无冷却液,表层金属空冷冷却比较缓慢而形成退火组织。硬度和强度均大幅度下降。这种现象称为退火烧伤。工件干磨时易发生这种烧伤。
b.回火烧伤:
磨削时,工件表面温度未达到相变温度AC3 (一般中碳钢为7200C),但超过马氏体的转变温度(一般中碳钢为3000C),这时马氏体组织将转变为硬度较低的回火屈氏体或索氏体,此现象称为回火烧伤。
c.淬火烧伤:
磨削时,如果工件表面层温度超过相变临界温度Ac3时,则马氏体转变为奥氏体。若此时有充分的冷却液,工件最外层金属会出现二次淬火马氏体组织。其硬度比原来的回火马氏体高,但很薄,只有几个微米厚;其下为硬度较低的回火索氏体和屈氏体。由于二次淬火层极强,表面层总的硬度是降低的,这种现象被称为淬火烧伤。
磨削时表面出现的黄、褐、紫、青等烧伤色是工件表面在瞬时高温下产生的氧化膜颜色,相当于钢在回火时的颜色。
②影响磨削烧伤的因素
磨削烧伤与温度有十分密切的关系。
a.磨削用量
当磨削深度增大时,工件表面及表面下不同深度的温度都将提高,容易造成烧伤。
工件速度增大时,磨削区表面温度会增高,可减轻烧伤。但提高工件速度导致表面粗糙度值变大,可提高砂轮速度V砂轮。
当工件纵向进给量f增大时,工件表面及表面下不同深度的温度都将降低,故可减轻烧伤。但f增大会导致工件表面粗糙度值变大,因而,可采用较宽的砂轮来弥补。
b.工件材料
工件材料硬度高、强度高、韧性和密度大都会使磨削区温度升高,因而容易产生磨削烧伤。导热性能比较差的材料,如耐热钢、轴承钢、不锈钢等,在磨削时也容易产生烧伤。
c.砂轮特性
d.冷却
3.加工表面层的残余应力
机械加工中工件表面层组织发生变化时,在表面层及其与基体材料的交界处就会产生互相平衡的弹性应力。这种应力即为表面层的残余应力。表面残余应力的产生,有以下三种原因。
a.冷态塑性变形
图11-23 热应力在切削力的作用下,已加工表面受到强烈的塑性变形,表面层金属体积发生变化,此时里层金属受到切削力的影响,处于弹性变形的状态下。切削力去除后,里层金属趋向复原,但受到已产生塑性变形的表面层的限制,回复不到原状,因而在表面层产生残余应力。一般说来,表面层在切削时受刀具后刀面的挤压和摩擦影响较大,其作用使表面层产生伸长塑性变形,表面积趋向增大,但受到里层的限制,产生了残余压应力,里层则产生残余拉应力与其相平衡。图11- 24
b.热态塑性变形
表面层在切削热的作用下产生热膨胀,此时基体温度较低,因此表面层热膨胀受基体的限制产生热压缩应力。当表面层的温度超过材料的弹性变形范围时,就会产生热塑性变形(在压应力作用下材料相对缩短)。当切削过程结束,温度下降至与基体温度一致时,因为表面层已产生热塑性变形,但受到基体的限制产生了残余拉应力,里层则产生了压应力。
c.局部金相组织变化:
切削或磨削过程中,若工件被加工表面温度高于材料的相变温度,则会引起表面层的金相组织变化。
不同的金相组织有不同的密度,如马氏体密度ρM=7.75/cm3,奥氏体密度ρA=7.96/cm3,珠光体密度ρP =7.78/cm3,铁素体密度ρF=7.88/cm3。当金相组织变化时,由于密度不同,体积会发生变化。如果表层金属膨胀则残余应力为压应力(-),反之,如果表层金属体积缩小则产生残余拉应力(+)。
实际机械加工后的表面层残余应力是上述三方面原因产生残余应力的综合结果。
各国表面粗糙度对照表
时代涂层测厚仪使用介绍 一、原理 磁性测厚原理:当测头与覆层接触时,测头和磁性金属基体构成一闭合磁路,由于非磁性覆盖层的存在,使磁路磁阻变化,通过测量其变化可计算覆盖层的厚度。 涡流测厚原理:利用高频交电流在线圈中产生一个电磁场,当测头与覆盖层接触时,金属基体上产生电涡流,并对测头中的线圈产生反馈作用,通过测量反馈作用的大小可导出覆盖层的厚度。 二、适用行业 1、电镀、喷涂:这个行业是使用我们仪器最多的,占每年销量相当大的比例,是我们主要用户群体,需要花大的精力去不断挖掘。 2、管道防腐:主要以石化方面的用户比较多,一般防腐层比较厚,TT260配F10探头的用户比较多。 3、铝型材:今年以来受国家实施强制标准,型材企业换发许可证的影响,该行业出现前所未有的好势头,主要测型材上面的氧化膜,据了解生产企业每少镀一微米,一吨型材“节约”150元,非常可观,因此国家强制要求配备包括涂层测厚仪在内的相关检测设备。此举也给我们带来了非常好的机会。这个机会也同样受到竞争对手的关注,他们最大限度的调低了价格,而且采取铺货等多种方式迅速在此行业展开攻势,针对于此唐总、石总也多次指示密切关注对手动向时世采取相应策略,宗旨是让利不让市场。希望分公司同仁也能切实利用好这次机会,充分发挥区域优势,使我们的产品更多进入该行业,也为今后在此行业的销售打下基础。另外,也可以扩大我们的产品在整个市场的影响。 4、钢结构:对于我们的产品这类企业也可以单独划为一个行业。涂层测厚仪在此行业也确实有很大的应用,包括铁塔等厂家最近购买信息也比较多。 5、印刷线路版、及丝网印刷等行业,这类企业相对来讲数特殊行业,购买量目前来看只是来自零星一些厂家, 8月份我们就有两家印刷企业购买。可以看出还是有需求的,需要我们不断做工作,挖掘信息资源,多发现一些新的销售机会。 三、各型号产品介绍: TT220:测量磁性金属上非磁性覆盖层的厚度。如钢、铁、非奥氏不锈钢上基体上的铝、铬、铜、珐琅、橡胶、油漆层的厚度。 TT230:测量非磁性基体上非导电层的厚度。如铜、铝、锌、锡基体上的珐琅、橡胶、油漆、铬、搪瓷、铝阳极氧化层的厚度。 TT240:测量非磁性基体上非导电层的厚度。如铜、铝、锌、锡基体上的珐琅、橡胶、油漆、铬、搪瓷、铝阳极氧化层的厚度。蹶 主要特点: 1、外型美观,且带有橡胶护套便于携带与现场操作; 2、存储数据多达300个测量值; 3、探头与主机的分离使操作稳定性增强,适用范围更广,特别是对于管道内壁,空间狭窄 的工件; 4、可以设定上下限,对界外测量值能自动报警,更大限度满足了用户需求; 5、可以配备通讯软件与PC机接口,便于用户对数据进行进一步的处理,仪器本身档次也 得到提高;
表面粗糙度的概念和表面粗糙度符号
表面粗糙度的概念和表面粗糙度符号 已有 2082 次阅读2008-10-24 10:43 1.表面粗糙度的基本概念 经过机械加工的零件表面,总会出现一些宏观和微观上几何形状误差,零件表面上的微观几何形状误差,是由零件表面上一系列微小间距的峰谷所形成的,这些微小峰谷高低起伏的程度就叫零件的表面粗糙度。 表面粗糙度是衡量零件表面加工精度的一项重要指标,零件表面粗糙度的高低将影响到两配合零件有接触表面的摩擦、运动面的磨损、贴合面的密封、配面的工作精度、旋转件的疲劳强度、零件的美观等等,甚至对零件表面的抗腐蚀性都有影响。 在工程中,评定表面粗糙度的高度参数,有轮廓算术平均偏差(R),微观不平度十轮廓算术平均偏差的 图1轮廓算术平均偏差 定义是:在取样长度L(用上判别具有表面粗糙度特征的一段基准线长度)内,轮廓偏距绝对值的算术平均值即为Ra,如图1所示。在图中,x轴为基准线,轮廓线上的各点到基准线之间的偏距为Y1,Y2,…Yp…Yn,Rs只为轮廓算术平均偏差值,则其数学表达式为 式中 n 测点数;Yi 峰谷任一测点到基准的偏距。 Rs的值越大,表面就越粗糙。 轮廓算术平均偏差Rs的数值见表1设计时应优先选用表中的第一系列值。
在图纸上规定表面粗糙度要求时,还必须给出测定粗糙度的取样长度,必要时还可以叙定其它附加条件和要求。但是,若测量R时的取样长度按表2的对应值选取时。在图样上L值可省略不标。 2.表面粗糙度的符号、代号 在图件上对零件表问质量的要求,用表面粗糙度符号、代号表示。国家标准(GB131-93)规定了表面粗糙度的符号、代号及其注法。同时指出,图样上所标注的粗糙度符号、代号是指该表面加工后的要求。 (l)表面粗糙度的符号。 图样上表示表面粗糙度的符号,如表3所示。
各种材料表面粗糙度
零件表面粗糙度与尺寸公差 一般,我国机械设计和加工技术常用的表面粗糙度标准是轮廓算术均匀偏差Ra 对于Ra,国标GB3508—83有明确的规定。本文仅就Ra在机械零件设计考虑加工情况时的使用作以阐述。 1图纸右上角的表面粗糙度要求留意事项 大多数设计职员在图纸右上角都会标注:其余Ra6.3、Ra1.6,等。这里所指的是,除图样上注明的机械加工面的表面粗糙度要求后,剩余未注明的机械加工面的表面粗糙度Ra的数值为6.3μm或1.6μm。对于这一要求,需留意以下几方面。 1.1对于型钢表面等非本图要求而制作的加工面 在实际工作中,为了减少不必要的加工工作和进步产品质量,可以在图纸右上角处,对用非本图加工手段取得的材料、型材外表加以表面粗糙度要求,然后再对机械加工处的表面进行表面粗糙度要求,如图1。当然,这种对用非本图加工手段取得的材料、型材外表的表面粗糙度要求必须公道,必须不经过原材料工厂特殊加工就可以达到。如,一般热轧型钢的表面粗糙度在Ra25μm~Ra12.5μm;冷拔型钢的表面粗糙度在Ra12.5μm~Ra3.2μm;冷拔铝型钢的表面粗糙度在Ra6.3μm~Ra1.6μm。所以,标注型材等的表面粗糙度要求时,必须留意不能超出以上范围。 1.2对于用铸造、铸造、焊接等本图要求而制作的毛坯件 在使用铸造、铸造、焊接制作毛坯时,尤其是型腔件,对它们的机械加工往往是一部分,而不是全部加工。此时,设计职员一般在图纸右上角处标上:其余Ra6.3。这里的Ra6.3μm仅仅是指对型腔件要求进行机械加工部分,除往图纸上已经有表面粗糙度要求的_部分外表面加以表面粗糙度要求而已,并没有对非机械加工部分(如铸造、铸造)的外表加以表面粗糙度要求。所以,为了不产生混淆,有
光洁度对照表
光洁度▽,▽▽,▽▽▽,▽▽▽▽是现在日本和台湾用的。 ▽▽▽▽对应Ra<0.2; ▽▽▽对应Ra=0.2~0.8; ▽▽对应Ra=1.6~6.3; ▽对应Ra=12.5~50。 要求达到▽▽▽▽的表面有:工作时承受较大交变应力作用的重要零件的表面;保证精确定心的锥体表面;液压传动用的孔表面;汽缸套的内表面;活塞销的外表面;仪器导轨面;阀的工作面。 什么加工机械能达到▽▽▽▽,要到达▽▽▽▽至少要研磨,精度更高的话要超级加工。研磨加工是应用较广的一种光整加工。加工后精度可达IT5级,表面粗糙度可达Ra0.1~0.00 6μm。既可加工金属材料,也可以加工非金属材料。研磨加工时,在研具和工件表面间存在分散的细粒度砂粒(磨料和研磨剂)在两者之间施加一定的压力,并使其产生复杂的相对运动,这样经过砂粒的磨削和研磨剂的化学、物理作用,在工件表面上去掉极薄的一层,获得很高的精度和较小的表面粗糙度。 研磨的方法按研磨剂的使用条件分以下三类: 1.干研磨研磨时只需在研具表面涂以少量的润滑附加剂。砂粒在研磨过程中基本固定在研具上,它的磨削作用以滑动磨削为主。这种方法生产率不高,但可达到很高的加工精度和较小的表面粗糙度值(Ra0.02~0.01μm)。 2.湿研磨在研磨过程中将研磨剂涂在研具上,用分散的砂粒进行研磨。研磨剂中除砂粒外还有煤油、机油、油酸、硬脂酸等物质。在研磨过程中,部分砂粒存在于研具与工件之间。此时砂粒以滚动磨削为主,生产率高,表面粗糙度Ra0.04~0.02μm,一般作粗加工用,但加工表面一般无光泽。 3.软磨粒研磨在研磨过程中,用氧化铬作磨料的研磨剂涂在研具的工作表面,由于磨料比研具和工件软,因此研磨过程中磨料悬浮于工件与研具之间,主要利用研磨剂与工件表面的化学作用,产生很软的一层氧化膜,凸点处的薄膜很容易被磨料磨去。此种方法能得到极细的表面粗糙度(Ra0.02~0.01μm)。 我们国家以前也用▽后面加数字表示光洁度(GB1031-1968)有14个等级▽14,▽13,▽12,▽11,▽10,▽9,▽8,▽7,▽6,▽5,▽4,▽3,▽2,▽1,与现在大家用的粗糙度对应(GB1031-1983),*.*,0.012,0.025,0.05,0.10,0.2,0.4,0.8,1.6,3. 2,6.3,12.5,25,50,最后一个没有,请不要将此与日本标准混淆。
表面粗糙度选用标准
表面粗糙度选用 ----------------------------------------------------------- 序号=1 Ra值不大于\μm=100 表面状况=明显可见的刀痕 加工方法=粗车、镗、刨、钻 应用举例=粗加工的表面,如粗车、粗刨、切断等表面,用粗镗刀和粗砂轮等加工的表面,一般很少采用 ----------------------------------------------------------- 序号=2 Ra值不大于\μm=25、50 表面状况=明显可见的刀痕 加工方法=粗车、镗、刨、钻 应用举例=粗加工后的表面,焊接前的焊缝、粗钻孔壁等 ----------------------------------------------------------- 序号=3 Ra值不大于\μm=12.5 表面状况=可见刀痕 加工方法=粗车、刨、铣、钻 应用举例=一般非结合表面,如轴的端面、倒角、齿轮及皮带轮的侧面、键槽的非工作表面,减重孔眼表面 ----------------------------------------------------------- 序号=4 Ra值不大于\μm=6.3 表面状况=可见加工痕迹 加工方法=车、镗、刨、钻、铣、锉、磨、粗铰、铣齿 应用举例=不重要零件的配合表面,如支柱、支架、外壳、衬套、轴、盖等的端面。紧固件的自由表面,紧固件通孔的表面,内、外花键的非定心表面,不作为计量基准的齿轮顶圈圆表面等 ----------------------------------------------------------- 序号=5 Ra值不大于\μm=3.2 表面状况=微见加工痕迹 加工方法=车、镗、刨、铣、刮1~2点/cm^2、拉、磨、锉、滚压、铣齿 应用举例=和其他零件连接不形成配合的表面,如箱体、外壳、端盖等零件的端面。要求有定心及配合特性的固定支承面如定心的轴间,键和键槽的工作表面。不重要的紧固螺纹的表面。需要滚花或氧化处理的表面 ----------------------------------------------------------- 序号=6 Ra值不大于\μm=1.6 表面状况=看不清加工痕迹 加工方法=车、镗、刨、铣、铰、拉、磨、滚压、刮1~2点/cm^2铣齿
表面粗糙度符号
表面粗糙度符号、代号 1. 图样上所标注的表面粗糙度符号、代号是该表面完工后的要求。 2. 表面粗糙度的画法。 3. 有关表面粗糙度的各项规定应按功能要求给定。若仅需要加工(采用去除材 料的方法或不去除材料的方法)但对表面粗糙度的其他规定没有要求时,允许只注表面粗糙度符号。 4. 表面粗糙度参数和各项规定注写的位置。 a1、a2 —— 粗糙度高度参数的允许值(μm ); b —— 加工方法、镀涂或其他表面处理; c —— 取样长度(mm ); d —— 加工纹理方向符号; e —— 加工余量(mm ); f —— 粗糙度间距参数值(mm )或轮廓支撑长度率 5. 图样上表示零件表面粗糙度的符号。 b
6.当允许在表面粗糙度参数的所有实测值中超过规定值的个数少于总数的 16%时,应在图样上标注表面粗糙度参数的上限值或下限值。 7.当要求在表面粗糙度参数的所有实测值中不得超过规定值时,应在图样上 标注表面粗糙度参数的最大值或最小值。 8.表面粗糙度高度参数轮廓算术平均偏差R a值的标注见下表,R a在代号中用 数值表示(单位为微米μm),参数值前可不标注参数代号。
9.表面粗糙度高度参数轮廓微观不平度十点高度R z、轮廓最大高度R y值(单位 为微米μm)的标注见下表,前需标注出相应的参数代号。 10.取样长度应标注在符号长边的横线下面,见图1。 图1 若按GB 10610—1989第6.1条中表1、表2的有关规定选用对应的取样长度时,在图样上可省略标注。 11.若需要标注表面粗糙度间距参数轮廓的单峰平均间距S值、轮廓微观不平 度的平均间距S m值或轮廓支承长度率tp时,应注在符号长边的横线下面,
表面粗糙度与公差等级的关系
机械零件表面粗糙度的选择 表面粗糙度是反映零件表面微观几何形状误差的一个重要技术指标,是检验零件表面质量的主要依据;它选择的合理与否,直接关系到产品的质量、使用寿命和生产成本。 机械零件表面粗糙度的选择方法有3种,即计算法、试验法和类比法。在机械零件设计工作中,应用最普通的是类比法,此法简便、迅速、有效。应用类比法需要有充足的参考资料,现有的各种机械设计手册中都提供了较全面的资料和文献。最常用的是与公差等级相适应的表面粗糙度。在通常情况下,机械零件尺寸公差要求越小,机械零件的表面粗糙度值也越小,但是它们之间又不存在固定的函数关系。例如一些机器、仪器上的手柄、手轮以及卫生设备、食品机械上的某些机械零件的修饰表面,它们的表面要求加工得很光滑即表面粗糙度要求很高,但其尺寸公差要求却很低。在一般情况下,有尺寸公差要求的零件,其公差等级与表面粗糙度数值之间还是有一定的对应关系的。 在一些机械零件设计手册和机械制造专著中,对机械零件的表面粗糙度和机械零件的尺寸公差关系的经验及计算公式都有很多介绍,并列表供读者选用,但只要细心阅来,就会发现,虽然采取完全相同的经验计算公式,但所列表中的数值也不尽相同,有的还有很大的差异。这就给不熟悉这方面情况的人带来了迷惑。同时也增加了他们在机械零件工作中选择表面粗糙度的困难。 在实际工作中,对于不同类型的机器,其零件在相同尺寸公差的条件下,对表面粗糙度的要求是有差别的。这就是配合的稳定性问题。在机械零件的设计和制造过程中,对于不同类型的机器,其零件的配合稳定性和互换性的要求是不同的。在现有的机械零件设计手册中,反映的主要有以下3种类型: 第1类主要用于精密机械,对配合的稳定性要求很高,要求零件在使用过程中或经多次装配后,其零件的磨损极限不超过零件尺寸公差值的10%,这主要应用在精密仪器、仪表、精密量具的表面、极重要零件
表面粗糙度
表面粗糙度: 当需方对钢管表面有粗糙度要求时,应在合同中注明。表面粗糙度参数,按GB/T 1031 规定的轮廓算术平均偏差Ra测定,其表面粗糙度值和测定时的取样长度值. 现货国标钢管除外,我们振兴钢管可以生产供应外径10-100以下,壁厚1—18毫米以内任意规格的中厚薄壁精密无缝管,精密光亮无缝管!我们的钢管同心度10丝-15丝-20丝=0.1-0.15-0.2mm,无缝钢管精密钢管,精轧钢管钢管误差可控正负3丝-5丝-7丝-10丝=0.03-0.05-0.07-0.1mm,(该项技术指标需要详细协商)按照我们山东聊城来说公差正负3丝(±0.03mm)已到二辊机极限。客户对钢管加工切削后精度可达±0.025,粗糙度(Ra)可达1.6-0.8-0.2。 精轧管为保持内外光亮一般无氧退火(如果需要),冷拔管交货状态一般为冷拔(轧)+去应力退火,热轧管一般不需要再退火!! 无缝管内孔毫米外径壁厚钢管无缝管垂询电话:0635-888 8291/0635-888 3039 杨/衣经理(先生)!! 表面粗糙度,是指加工表面具有的较小间距和微小峰谷不平度。其两波峰或两波谷之间的距离(波距)很小(在1mm以下),用肉眼是难以区别的,因此它属于微观几何形状误差。表面粗糙度越小,则表面越光滑。表面粗糙度的大小,对机械零件的使用性能有很大的影响, 表面光洁度:surface finish 表面光洁度是表面粗糙度的旧标准; 它们的对应关系: 表面光洁度14级=Ra 0.012 表面光洁度13级=Ra 0.025 表面光洁度12级=Ra 0.050 表面光洁度11级=Ra 0.1 表面光洁度10级=Ra 0.2 表面光洁度9级=Ra 0.4 表面光洁度8级=Ra 0.8 表面光洁度7级=Ra 1.6 表面光洁度6级=Ra 3.2 表面光洁度5级=Ra 6.3 表面光洁度4级=Ra 12.5 表面光洁度3级=Ra 25 表面光洁度2级=Ra 50 表面光洁度1级=Ra 100 以上表面粗糙度单位均为μm,即微米=10^-6米。 表面粗糙度对零件的外观、测量精度也有影响。 Ra值um 块数符合国标 车外圆组合式0.8、1.6、3.2、6.3 32 GB6060.2-85 镗内孔0.8、1.6、3.2、6.3 刨0.8、1.6、3.2、6.3
表面粗糙度符号及意义 (1)
表面粗糙度符号及意义表面粗糙度高度参数的标注 符号意义及说明 R a R z、R y 代号意义 代号 意义 基本符号,表示表面可用任何方法获得。当不加注粗糙度参数值或有关说明(例如:表面处理、局部热处理状况等)时,仅适用于简化代号标注 用任何方法 获得的表面粗 糙度,R a的上限 值为3.2μm 用任何方法获 得的表面粗糙 度,R y的上限值 为3.2μm 用去除材料 方法获得的表 面粗糙度,R a 的上限值为3.2 μm 用不去除材料 方法获得的表面 粗糙度,R z的上 限值为200μm 基本符号加一 短划,表示表面是用去除材料的方法获得。例如:车、铣、钻、磨、剪、切、抛光、腐蚀、电火花加工、气剖等 用不去除材 料方法获得的 表面粗糙度,R a 的上限值为3.2 μm 用去除材料方 法获得的表面粗 糙度,R z的上限 值为3.2μm,下 限值为1.6μm 基本符号加一 小圆,表示表面是用不去除材料的方法获得。例如:铸、锻、冲压变形、热轧、冷轧、粉末冶金等。或者是用于保持原供应状况的表面(包括保持上道工序的状况) 用去除材料 方法获得的表 面粗糖度,R a 的上限值为3.2 μm,R a的下限 值为1.6μm 用去除材料方 法获得的表面粗 糙度,R a的上限 值为3.2μm,R y 的上限值为12.5 μm 用任何方法 获得的表面粗 糙度,R a的最大 值为3.2μm 用任何方法获 得的表面粗糙 度,R y的最大值 为3.2μm 在上述三个符 号的长边上均可加一横线,用于标注有关参数和说明 用去除材料 方法获得的表 面粗糙度,R a 的最大值为3.2 μm 用不去除材料 方法获得的表面 粗糙度,R y的最 大值为200μm
尺寸公差、形位公差、表面粗糙度三者的关系
尺寸公差、形位公差、表面粗糙度三者的关系 A.尺寸公差、形位公差、表面粗糙度数值上的关系 1、形状公差与尺寸公差的数值关系 当尺寸公差精度确定后,形状公差有一个适当的数值相对应,即一般约以50%尺寸公差值作为形状公差值;仪表行业约20%尺寸公差值作为形状公差值;重型行业约以70%尺寸公差值作为形状公差值。由此可见.尺寸公差精度愈高,形状公差占尺寸公差比例愈小所以,在设计标注尺寸和形状公差要求时,除特殊情况外,当尺寸精度确定后,一般以50%尺寸公差值作为形状公差值,这既有利于制造也有利于确保质量。 2、形状公差与位置公差间的数值关系 形状公差与位置公差间也存在着一定的关系。从误差的形成原因看,形状误差是由机床振动、刀具振动、主轴跳动等原因造成;而位置误差则是由于机床导轨的不平行,工具装夹不平行或不垂直、夹紧力作用等原因造成,再从公差带定义看,位置误差是含被测表面的形状误差的,如平行度误差中就含有平面度误差,故位置误差比形状误差要大得多。因此,在一般情况下、在无进一步要求时,给了位置公差,就不再给形状公差。当有特殊要求时可同时标注形状和位置公差要求,但标注的形状公差值应小于所标注的位置公差值,否则,生产时无法按设计要求制造零件。 3、形状公差与表面粗糙度的关系 形状误差与表面粗糙度之间在数值和测量上尽管没有直接联系,但在一定的加工条件下两者也存在着一定的比例关系,据实验研究,在一般精度时,表面粗糙度占形状公差的1/5~1/4。由此可知,为确保形状公差,应适当限制相应的表面粗糙度高度参数的最大允许值。 在一般情况下,尺寸公差、形状公差、位置公差、表面粗糙度之间的公差值具有下述关系式:尺寸公差>位置公差>形状公差>表面粗糙度高度参数 从尺寸、形位与表面粗糙度的数值关系式不难看出,设计时要协调处理好三者的数值关系,在图样上标注公差值时应遵循:给定同一表面的粗糙度数值应小于其形状公差值;而形状公差值应小于其位置公差值;位置各差值应小于其尺寸公差值。否则,会给制造带来种种麻烦。可是设计工作中涉及最多的是如何处理尺寸公差与表面粗糙度的关系和各种配合精度与表面粗糙度的关系。 一般情况下按以下关系确定: 1、形状公差为尺寸公差的60%(中等相对几何精度)时,Ra≤0.05IT; 2、形状公差为尺寸公差的40%(较高相对几何精度)时,Ra≤0.025IT; 3、形状公差为尺寸公差的25%(高相对几何精度)时,Ra≤0.012IT; 4、形状公差小于尺寸公差的25%(超高相对几何精度)时,Ra≤0.15Tf(形状公差值)。 最简单的参考值:尺寸公差是粗糙度的3-4倍,这样最为经济。
尺寸公差形位公差、表面粗糙度数值上的关系
尺寸公差、形位公差、表面粗糙度数值上的关系 一、尺寸公差、形位公差、表面粗糙度数值上的关系 1、形状公差与尺寸公差的数值关系 当尺寸公差精度确定后,形状公差有一个适当的数值相对应,即一般约以50%尺寸公差值作为形状公差值;仪表行业约20%尺寸公差值作为形状公差值;重型行业约以70%尺寸公差值作为形状公差值。由此可见.尺寸公差精度愈高,形状公差占尺寸公差比例愈小所以,在设计标注尺寸和形状公差要求时,除特殊情况外,当尺寸精度确定后,一般以50%尺寸公差值作为形状公差值,这既有利于制造也有利于确保质量。 2、形状公差与位置公差间的数值关系 形状公差与位置公差间也存在着一定的关系。从误差的形成原因看,形状误差是由机床振动、刀具振动、主轴跳动等原因造成;而位置误差则是由于机床导轨的不平行,工具装夹不平行或不垂直、夹紧力作用等原因造成,再从公差带定义看,位置误差是含被测表面的形状误差的,如平行度误差中就含有平面度误差,故位置误差比形状误差要大得多。因此,在一般情况下、在无进一步要求时,给了位置公差,就不再给形状公差。当有特殊要求时可同时标注形状和位置公差要求,但标注的形状公差值应小于所标注的位置公差值,否则,生产时无法按设计要求制造零件。 3、形状公差与表面粗糙度的关系 形状误差与表面粗糙度之间在数值和测量上尽管没有直接联系,但在一定的加工条件下两者也存在着一定的比例关系,据实验研究,在一般精度时,表面粗糙度占形状公差的1/5~1/4。由此可知,为确保形状公差,应适当限制相应的表面粗糙度高度参数的最大允许值。 在一般情况下,尺寸公差、形状公差、位置公差、表面粗糙度之间的公差值具有下述关系式:尺寸公差>位置公差>形状公差>表面粗糙度高度参数 从尺寸、形位与表面粗糙度的数值关系式不难看出,设计时要协调处理好三者的数值关系,在图样上标注公差值时应遵循:给定同一表面的粗糙度数值应小于其形状公差值;而形状公差值应小于其位置公差值;位置各差值应小于其尺寸公差值。否则,会给制造带来种种麻烦。可是设计工作中涉及最多的是如何处理尺寸公差与表面粗糙度的关系和各种配合精度与表面粗糙度的关系。 一般情况下按以下关系确定: 1、形状公差为尺寸公差的60%(中等相对几何精度)时,Ra≤0.05IT; 2、形状公差为尺寸公差的40%(较高相对几何精度)时,Ra≤0.025IT; 3、形状公差为尺寸公差的25%(高相对几何精度)时,Ra≤0.012IT; 4、形状公差小于尺寸公差的25%(超高相对几何精度)时,Ra≤0.15Tf(形状公差值)。 最简单的参考值:尺寸公差是粗糙度的3-4倍,这样最为经济。
表面粗糙度等级
本人从事机械行业多年,为大家提供一些简单的数据: 【表面粗糙度等级】 粗糙等级 (mm ) (μm ) 基本尺寸 IT6 IT7 IT8 IT9 IT10 IT11 IT12 >0~10 0.2 0.8 0.8 1.6 1.6 1.6 3.2 >10~18 3.2 >18~30 1.6 >30~50 0.4 3.2 >50~80 1.6 >80~120 3.2 6.3 >120~180 6.3 >180~250 0.8 6.3 【表面粗糙度Ra 特征】 Ra max/μm 表面特征 加工方法 常用类型 0.0063 雾状表面 块规的工作表面,高精度测量仪器的测量面,高精度仪器摩擦机构的支承表面。 0.012 雾状镜面 仪器的测量表面和配合表面,尺寸超过 100mm 的块规工作面。 0.025 镜面光泽面 高压柱塞泵中柱塞和柱塞套的配合表面,中等精度仪器零件配合表面,尺寸大于120mm 的IT6级孔用量规、小于120mm 的IT7~IT9级轴用和孔用量规测量表面。 0.05 亮光泽面 保证高气密性的接合表面,如活塞、柱塞和汽缸内表面。摩擦离合器的摩擦表面。对同轴度有精确要求的轴和孔。滚动导轨中的钢球或滚子和高速摩擦的工作表面。 0.1 暗光泽面 超级加工 工作时承受较大变应力作用的重要零件的表面。保证精确定心的锥体表面。液压传动用的孔表面。汽缸套的内表面,活塞销的外表面,仪器导轨面,阀的工作面。尺寸小于120mm 的IT10~IT12级孔和轴 用量规测量面等。 0.2 不可辩加工痕 迹方向 布轮磨、磨、研磨、 超级加工 工作时承受变应力的重要零件表面,保证零件的疲劳强度、防蚀性及耐久性,并在工作时不破坏配合性质的表面,如轴颈表 面、要求气密的表面和支承表面、圆锥定 心表面等。IT5、IT6级配合表面、高精度齿轮的齿面,与C 级滚动轴承配合的轴颈 表面,尺寸大于315mm 的IT7~IT9级孔
表面粗糙度参数总结
Summary of Surface Finish Parameters Table 1. Primary surface finish parameters.
Figure 1. Measurement of Average Roughness, Ra, and RMS Roughness, Rq. there being a surface point at a certain height. If one were to draw a line at a particular height the ADF would be proportional to the number of times the surface profile crosses the line. The Material Ratio Curve (also known as the Bearing Ratio Curve, Bearing Area Curve, or the Abbott-Firestone Curve) is the integral of the ADF from above the surface to the height of interest. This is the total percentage of material above a certain height.
Measurement of Material Ratio This measurement is also known as Bearing Ratio, and its symbol is t p . The Material ratio is usually defined at X% at a slice depth c. Depth c is measured from a reference. This reference can be defined as T the highest peak T a lower value that excludes outlying peaks (sometimes this is written as a reference %, which is the t p at the height C ref ) T the mean, with c being defined as above or below the mean. If you imagine slicing through the peaks on the surface at a particular depth, t p is the ratio of the total length of the flat “mesas” you would produce to the sampling length. This is illustrated in Figure 3. 1. If you grind to a depth c, t p is the percentage of the surface available to support a perfectly flat load 2. Ratio of lengths: Add up all lengths with material beneath them in the measurement length, L; divide the sum of these lengths by L to obtain the ratio. 3. Intersection of the line at height c with the Material Ratio Curve (see also Figure 2). References The following have additional information and more details: 1. Surface Metrology Guide , Precision Devices. Inc. 2. Surface Texture Parameters , Mahr 3. ASME B46.1 (1995) specification mean C ref C t p =19%
表面粗糙度符号及数值说明[1]
表面粗糙度符号及其标注说明 粗糙度是衡量零件表面粗糙程度的参数,它反映的是零件表面微观的几何形状误差,必须借助放大镜等进行测量。它是由于零件加工过程中刀具与加工表面之间的摩擦、挤压以及加工时的高频振动等方面的原因造成的。表面粗糙度对零件的工作精度、耐磨性、密封性、耐蚀性以及零件之间的配合都有着直接的影响。 粗糙度的评定常用轮廓算术平均偏差Ra、轮廓最大高度Ry、微观不平度十点高度Rz三个参数表示。数值越小,零件的表面越光滑,数值越大零件的表面越粗糙。 1、轮廓算术平均偏差Ra 取样长度:取样长度是指具有粗糙度几何特征的一段长度,在取样长度内应该具有几个波峰和波谷。测量时可选5倍的取样长度作为测量长度进行测量。 Ra是指在取样长度内,轮廓偏距绝对值的算术平均值,可以表示为:
关于表面粗糙度的数值和表面特征、获得方法、应用举例请参见下表。 从上图中也可以看出,粗糙度参数的数值.基本上成倍数的关系。标注时应当选用这些数值,不能选用其他的数值。 2、轮廓最大高度Ry 3、轮廓不平度十点高度Rz
标注 2.1代号及意义 粗糙度代号可以分为:符号,粗糙度项目及数值。 常用标注参数是Ra, 标注Ra时Ra可以省略,标注Rz和Ry时,在粗糙度数值前加对应的符号Rz和Ry。 2.2 标注原则 1)、在同一图样上每一表面只注一次粗糙度代号,且应注在可见轮廓线、尺寸界线、引出线或它们的延长线上,并尽可能靠近有关尺寸线。 2)、当零件的大部分表面具有相同的粗糙度要求时,对其中使用最多的一种,代(符)号,可统一注在图纸的右上角。并加注“其余”二字。 3)、在不同方向的表面上标注时,代号中的数字及符号的方向必须下图的规
表面粗糙度等级对照表
表面粗糙度级别对照及应用国际标注Rz N12 N11 N10 N9 N8 N7 N6 N5 N4 N3 N2 N1200 100 25Ra 50 25 6.3粗糙面表面形状特征 明显可见刀痕 可见刀痕
微见刀痕 可见加工痕迹 微见加工痕迹 看不见加工痕迹 可辨加工痕迹的方向 光面微辨加工痕迹的方向 不可辨加工痕迹的方向 暗光泽面 亮光泽面 镜状光泽面 雾状镜面 镜面精磨、研磨、抛光、超精磨、 镜面磨削等研磨、金刚石车刀的精车、精绞、冷拉、拉刀加工、抛光等加工方法举例锯断、粗车、粗铣、粗刨、钻孔以及用粗纹锉刀、粗砂 轮等加工冷拉、精车、精绞、粗绞、粗磨、刮削、粗拉刀加 工等5012.5 12.53.2半光面 6.31.6 6.30.8 3.20.4 1.60.2
0.80.1 0.40.05 0.20.025最光面 0.10.012 0.05 表面特征 明显可见刀痕 微见刀痕 看不见加工痕迹,微辩加工方向暗光泽面 雾状镜面0.012 镜状光泽面0.025 亮光泽面0.05 暗光泽面0.1 不可见加工痕迹的方向0.2 可见加工痕迹方向0.8 微见加工痕迹方向0.4 看不清加工痕迹方向1.6 微见加工痕迹方向3.2 可见加工痕迹方向6.3 微见刀痕12.5
可见刀痕25 明显可见刀痕50表面粗糙度(Ra)数值 Ra100、Ra50、Ra25、 Ra12.5、Ra6.3、Ra3.2、 Ra1.6、Ra0.8、Ra0.4、 Ra0.2、Ra0.1、Ra0.05、加工方法举例 粗车、粗刨、粗铣、钻孔精车、精刨、精铣、粗铰、粗磨精车、精磨、精铰、研磨研磨、珩磨、超精磨、抛光镜面0.006微米
表面粗糙度及表面粗糙度的标注方法
一.表面粗糙度的符号 注意:极限值表示参数的实测值中允许少于总数的16%的实测值超过规定值,高度参数常用Ra,在图中标注时常省略。无max min则表示是上极限或下极限,如果有则表示最大值和最小值,单位为微米 基本符号,表示可使用任何方法获得 基本符号加一短划,表示表面用去除材料的方法获得 表示用不去除材料方法获得(铸锻冲压等) 表示所有表面具有相同的表面粗糙度要求 二.表面粗糙度的代号 1. d' =h/10;H=1.4h;h为字体高度 a1、a2--粗糙度高度参数的允许值(mm); b加工方法、镀涂或其他表面处理; c取样长度(mm); d加工纹理方向符号; e加工余量(mm); f粗糙度间距参数值(mm)或轮廊支承长度率。 2.零件的加工表面的粗糙度要求由指定的加工方法获得,用文字标注在符号上边的横线,加工方法也可在图样的技术要求中说明 3.加工纹理方向: = 纹理平行于标注符号的视图的投影面 ⊥纹理垂直于标注符号的视图的投影面 x 纹理呈两相交的方向 M 纹理呈多方向 c 纹理呈近似同心圆 R 纹理呈近似的放射状 p 纹理无方向或凸起的细粒状 4.加工余量:注在符号的左侧,标注时数值要加上括号,单位为毫米 5.参数S Sm Tp l的标注,应标注在符号长边的横线下面,并且必须在参数值前注写参数的符号 三。表面粗糙度符号、代号在图样上的标注 一般标注在可见轮廓线、尺寸界线、引出线或它们的延长线上,符号的尖端必须从材料外指向表面,代号中数字及符号的注写方向必须与尺寸数字方向一致
标准规定在同一图样上,每一表面一般只标注一次。当零件的大部分表面具有相同的表面粗糙度要求时,对其中使用最多的一种代号可以统一注在图样的右上角,并加注“其余”两字当零件所有表面具有相同的表面粗糙度要求时,其代号可在图样的右上角统一标注序号标注规定及说明图例 1当零件的大部分表面具有相同的表由粗糙度要求时,对其中使用最多的一种代(符)号可统一注在图样的右上角,并加注‘其余”两字,且应是图样上其它代(符)号高度的1.4倍 2 代号中数字注写方向应与尺寸数字方向一致;倾斜表面的代号及数字标控方向应符合图右规定 3 带有横线的表面粗糙度应按右图方式标注
表面粗糙度符号及意义
1、表面粗糙度符号及意义 符号 意义 表面粗糙度参数和各项规定注写的位置 基本符号,单独使用这符 号是没有意义的 α1、α2——粗糙度高度参数的允许值(μm ); b ——加工方法、镀涂或其他表面处理; c ——取样长度(mm ); d ——加工纹理方向符号; e ——加工余量(mm ); f ——粗糙度间距参数值(mm )或轮廊支承长度率 基本符号上加一短划,表示表面粗糙度是用去除材料方法获得。例如:车、铣、钻、磨、剪切、抛光、腐蚀、电火花加工等 基本符号加一小圆,表示表面粗糙度是用不去除材 料的方法获得。例如:铸、锻、冲压变形、热轧、冷 轧、粉末冶金等 或者是用于保持原供应状况的表面(包括保持上道工序的状况) 以上三个符号的长边可加一横线,用于标注参数;在长边与横线间可加一小 圆,表示所有表面具有相同的表面粗糙度要求。 2、表面粗糙度高度参数的标注 R a 值 R z ,R y 值 代号 意义 代号 意义 用任何方法获得的表面,R a 的最大允许值为3.2μm 用任何方法获得的表面,R Y 的最大允许值为3.2μm 用去除材料获得的表面, R a 的最大允许值为3.2μm 用不去除材料方法获得的表面,R z 的最大允许值为 200μm 用不去除材料获得的表面,R a 的最大允许值为 3.2μm 用去除材料方法获得的表面,R z 的最大允许值(R zmax )为3.2μm ,最小允许值(R zmin )为1.6μm 用去除材料方法获得的表面,R a 的最大允许值(R amax )为3.2μm ,最小的允许值 (R amin )为1.6μm 用去除材料方法获得的表面,R a 的最大允许值为3.2μm ,R Y 的最大允许值为 12.5μm 3、表面粗糙度符号的画法
表面粗糙度对照表
国内表面光洁度与表面粗糙度Ra、Rz数值换算表(单位:μm)
另附:粗糙度仪新旧标准参数变化对照表现将TR200粗糙度仪依据新标准更改参数的情况列表如下,如有问题,由时代公司负责解释。本表还适用于公司TR1系列粗糙度仪。修改后可测量参数的总数没有变化,仍为13个参数,只是显示在不同的标准中,也就是说:时代粗糙度仪产品参数:涵盖新旧标准参数!(详见表)
另附:表面粗糙度国际标准加工方法 表面粗糙度参数及其数值(Surface Roughness Parameters and their Values)常用的3个分别是:轮廓算数平均偏差(Ra)--arithmetical mean deviation of the profile; 微观不平度十点高度(Rz)--the point height of irregularities; 轮廓最大高度(Ry)--maximum height of the profile。
Ra--在取样长度L内轮廓偏距绝对值的算术平均值。 Rz--在取样长度内5个最大的轮廓峰高的平均值与5个最大的轮廓谷深的平均值之和。 Ry--在取样长度L内轮廓峰顶线和轮廓谷底线之间的距离。 如果图面没标注粗糙度选用Ra /Rz /Ry 的情况下默认为Ra。 表面粗糙度是指加工表面具有的较小间距和微小峰谷不平度。其两波峰或两波谷之间的距离(波距)很小(在
1mm以下),用肉眼是难以区别的,因此它属于微观几何形状误差。表面粗糙度越小,则表面越光滑。表面粗糙度的大小,对机械零件的使用性能有很大的影响,主要表现在以下几个方面: ①表面粗糙度影响零件的耐磨性。表面越粗糙,配合表面间的有效接触面积越小,压强越大,磨损就越快。 ②表面粗糙度影响配合性质的稳定性。对间隙配合来说,表面越粗糙,就越易磨损,使工作过程中间隙逐渐增大;对过盈配合来说,由于装配时将微观凸峰挤平,减小了实际有效过盈,降低了联结强度。 ③表面粗糙度影响零件的疲劳强度。粗糙零件的表面存在较大的波谷,它们像尖角缺口和裂纹一样,对应力集中很敏感,从而影响零件的疲劳强度。 ④表面粗糙度影响零件的抗腐蚀性。粗糙的表面,易使腐蚀性气体或液体通过表面的微观凹谷渗入到金属内层,造成表面腐蚀。 ⑤表面粗糙度影响零件的密封性。粗糙的表面之间无法严密地贴合,气体或液体通过接触面间的缝隙渗漏。 此外,表面粗糙度对零件的外观、测量精度也有影响。 粗糙度:0.012、0.025、0.050、0.100、0.20、0.40、0.80、1.6、3.2、6.3、12.5、25、50、100 6.3:半精加工表面。用于不生要的零件的非配合表面,如支柱、轴、、支架、外壳、衬套、盖等的端面;螺钉、螺栓各螺母的自由表面;不要求定心和配合特性的表面,如螺栓孔、螺钉通孔、铆钉孔等;飞轮、带轮、离合器、联轴节、凸轮、偏心轮的侧面;平键及键槽上下面、花键非定心表面、齿顶圆表面;所有轴和孔的退刀槽;不重要的连接配合表面;犁铧、犁侧板、深耕铲等零件的摩擦工作面;插秧爪面等。1、外观的光滑与摩擦是一个矛盾问题,总的来说,既要光滑美观,又要有相当的摩擦, 以方便安装,以下是常见的一些粗糙度数值: 2、粗糙度0.8以下:抛光 3、粗糙度0.8:用磨床加工的面 4、粗糙度1.6—3.2:车床、铣床加工面 5、粗糙度3.2—12.5:一般性的常规加工 6、一般而言,既要光滑美观,又要有相当的摩擦,以方便安装的话,粗糙度0.8可以,既显得美观高档,手感也可以的 7、如果手拧部分需要减低等级的话也可以的,建议选择粗糙度1.6—3.2,但是,好看吗?会不会影响外观的美感呢? 8、如果需要重视手拧的功能,最好是做滚花处理,滚花有“直纹”和“网纹”两种,图纸上的标注:网纹0.8(用箭头指明需要滚花的部位,再写上文字) 如有侵权请联系告知删除,感谢你们的配合!
《公差配合及表面粗糙度》选择题
1.一孔尺寸的要求为φ30+0052,我们在加工时最理想的目标值是( D ) A.30 B.30.052 C.30.040 D.30.026 2.下列标准公差中,精度最低的是( D ) A.ITO B.IT01 C.IT10 D.IT18 3.某轴段标注尺寸为,现对四个完工零件进行测量,得到的数据分别为φ55.000mm,φ5 4.998mmφ5 5.042mm,φ55.023mm,则合格的零件有( A ) A1个 B.2个 C.3个 D.4个 4.已知某轴的公称尺寸为φ50加工后测得的实际尺寸为φ50.022mm,则实际偏差为( D ) A.0.051mm B.0.050mm C.0.025mm D.0.022mm 5.关于φ20R6、φ20R7、φ20R8三个公差带,下列说法正确的是( C ) A,上、下极限偏差均不相同 B.上、下极限偏差均相同 C.上极限偏差相同,但下极限偏差不同
D.上极限偏差不同,但下极限偏差相同 6.表面结构中,加工纹理呈两斜向交叉且与视图所在的投影面相交的是( C ) 7.表面结构中,加工纹理垂直于视图所在的投影面的是( B ) 8.以下不属于表面粗糙度对零件的使用性能影响的主要表现是( C ) A.对配合性质的影响 B对耐磨性的影响奥面 C.对材料塑性变形的影响 D.对抗腐蚀性的影响 9.Ra值测量最常用的方法是( C ) A.样板比较法 B.显微镜比较法,度 C电动轮廓仪比较法D.光切显微镜测量法工眼 10.表面粗糙度是( )误差。( B ) A.宏观几何形状 B.微观几何形状 C.宏观相互位置 D.微观相互位置 11选择表面粗糙度评定参数值时,下列论述不正确的有( A ) A.同一零件上工作表面应比非工作表面参数值大 B摩擦表面应比非摩擦表面的参数值小 C配合质量要求高,表面粗糙度参数值应小 D.受交变载荷的表面,表面粗糙度参数值应小