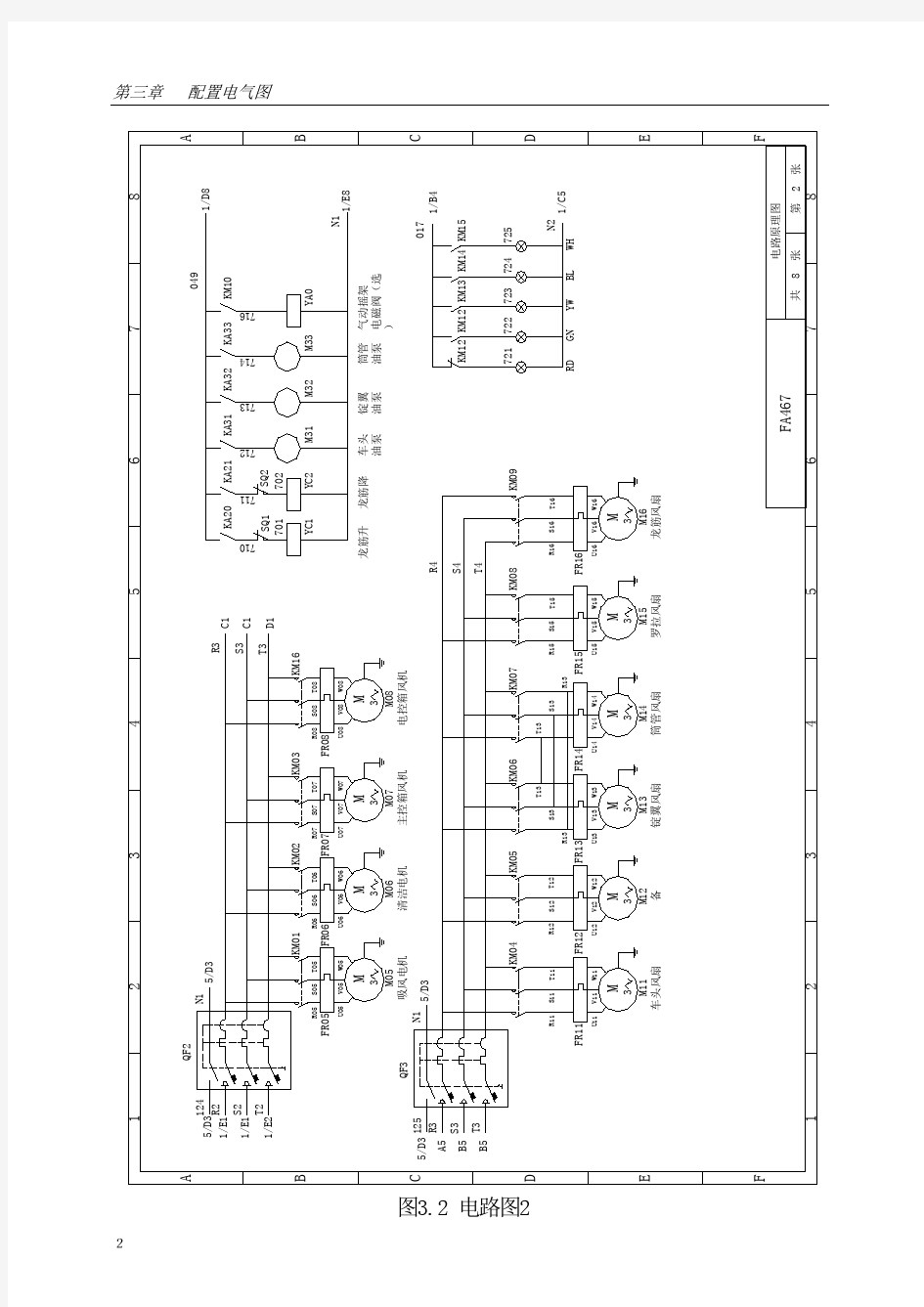
太行粗纱机467说明书电气图纸
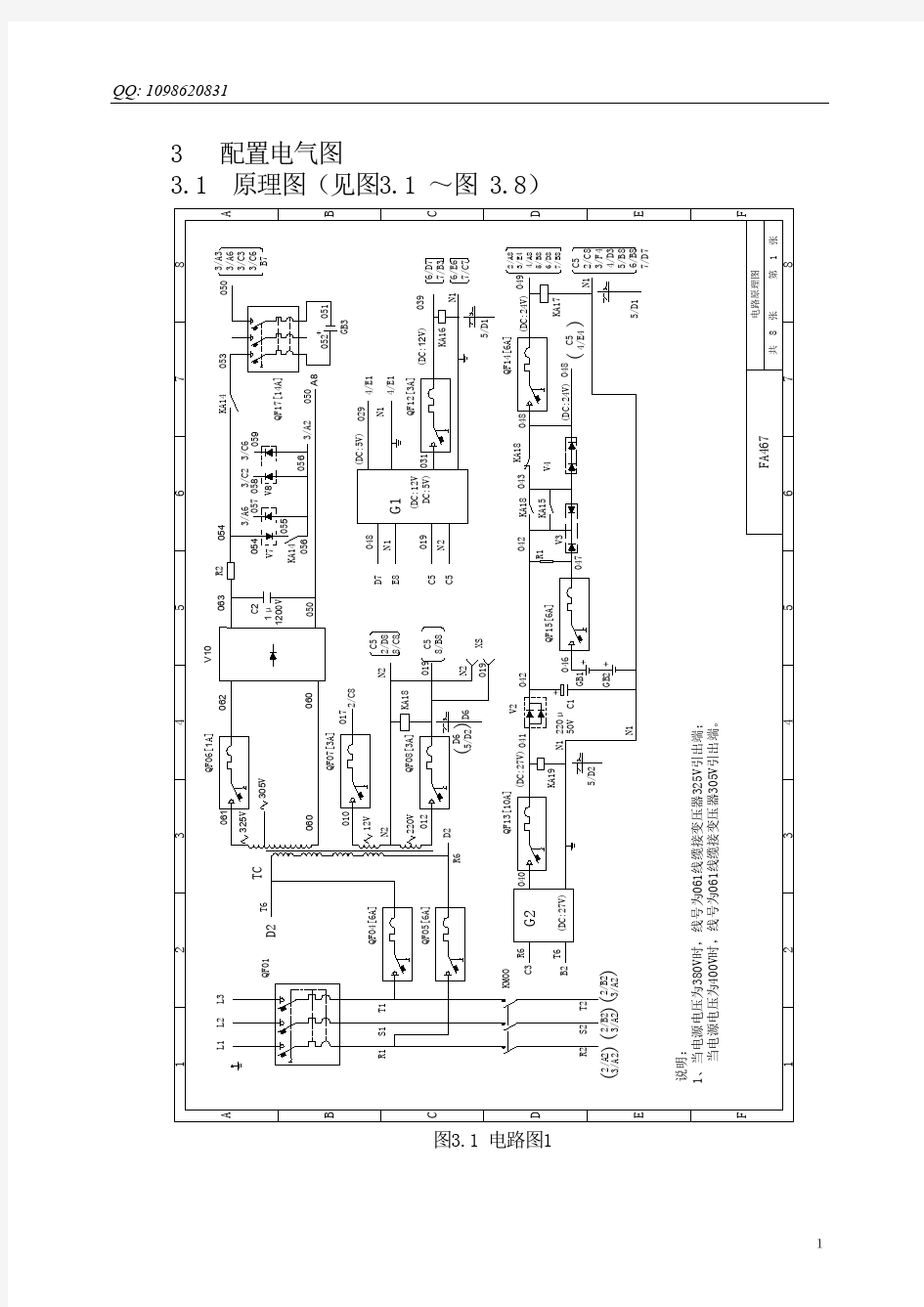
简明变电站图示符号说明(电气识图、电气符号说明)
第三篇:变电站文字符号和编号一般规定 1 范围 本规定适用于福建省电网110kV 及以下变电站电气二次线的各类文字符号和编号。 2 引用标准 DL 5028-93 电力工程制图标准 DL/T 5136-2001 火力发电厂、变电所二次接线设计技术规程电力工程电气设计手册 3 总则 电气图是电气工程语言,各类文字符号和编号是图纸的重要组成部分。尤其是二次图中的文字符号、编号更是种类繁多,合理确定各类符号和编号,可以使图纸清晰、整齐,便于施工、运行、维护。本规定旨在使电气制图标准及二次线文字符号和编号的相关规定在变电站二次回路中得到正确应用和理解。 规范统一的原则。解决各地区设计习惯不同造成的差异,为施工、运行、维护创造条件。 宜简不宜繁的原则。在保证能表达清楚的情况下,各类符号和编号应力求简单,尽量使用现有已被大家熟悉的代码,特别是字母代码。 本规定在参照相关标准的同时,也充分考虑了省内多年形成的习惯做法,便于在工程中实施。 4 安装单位符号 4.1 定义 划分安装单位的目的是便于在回路上分组,便于设计和运行维护,减少接线错误。合理划分安装单位,有以下意义: a)使比较复杂的二次回路在安装单位划分的原则下更加清晰。 b)二次接线内部之间联系密切,由于合理划分安装单位,可防止二次回路中迂回回路的产生。 c)利于维护和检修试验。 4.2 构成 安装单位的符号一般由序号和文字符号组成,格式如下:
表安装单位文字符号约定字母表 例如:110kV 扩大内桥接线安装单位的划分 #1、#2进线:1Y、2Y; #1、#2内桥:1YQ、2YQ;Ⅰ、Ⅱ母电压互感器:1YYH 、2YYH ; #1、#2 主变高压侧:1BY、2BY ;
抛丸机规格书
附件2-5 北海诚德金属压延有限公司 1550mm 热轧不锈钢退火酸洗机组 抛丸机技术规格书 一重集团大连设计研究院 2011年10月
目录 1.一般概念 2.前提 3.供应范围 4.设备参数 5.项目推进进度及图纸资料交付 6.性能保证及考核验收 7.设备制造标准及出厂验收 8.人员派遣与现场服务培训 9.参考资料及图纸
1.一般概念 1.1一般介绍 目前热轧不锈钢带退火酸洗生产工程一般按以下工序进行:即退火、冷却、机械除磷、酸洗和平整。机械去磷和化学除磷结合使用,可以取得最佳的去鳞效应。 1.2基本概念 不锈钢带抛丸机用于连续生产线,对不锈钢带材进行高性能机械除磷。这种高质量的均匀除磷,可以使得后续的化学去磷过程中酸消耗降低,从而使酸洗液中的金属离子有效减少。通过抛丸机抛丸量的优化利用,可以获得很高的去鳞效率,从而确保被处理带材表面质量的均一性。该机时不锈钢带退火酸洗生产线的重要组成部分,安装在破磷机后面、酸洗池的前面。
2.前提 2.1机组原料及产品条件 2.1.1原料带钢的钢种:AISI200、300系列不锈钢 2.1.2原料钢卷状态: ●带钢厚度: 3.0 ~ 16.0mm ●带钢宽度: 1000 ~ 1550mm ●带钢温度:常温 2.1.3原料为:来自热轧的不锈钢卷 2.1.4 产品为:用于生产冷轧不锈钢 2B和BA板带的原料或1#板商品卷2.2 产能及机组参数 2.2.1 产能 退火酸洗线年生产能力:60万吨 2.2.2 机组参数 ●穿带速度: 5~ 15m/min ●入口段速度: 5~ 80m/min ●工艺段速度: 5~ 40m/min ●出口段速度: 5~ 80m/min ●工艺段加速: + 0.133 m/s2 ●工艺段减速: - 0.133 m/s2 ●工艺段快停: - 0.26 m/s2 2.3公用介质条件 2.3.1供电系统 ●高压电源: 10KVAC,- 10% ~+ 15% ;50Hz±1Hz ●低压电源: 380VAC,- 10% ~+ 15% ;50Hz±1Hz ●操作电源: 220VAC, 24VDC ●电磁阀电源:24VDC 2.3.2压缩空气 干燥无油压缩空气,压力:0.4~0.5Mpa 2.4 厂房条件
桥式起重机的电气设计
哈爾濱工業大學本科畢業設計(論文) 摘要 這次設計首先詳細分析了可編程控制器的特點、功能、組成和工作原理,與繼電器接觸器控制系統相比在實際應用中的特點與優勢,確定了可編程控制器控制橋式起重機的可行性。另一方面,詳細研究了起重機的工作原理,特別是凸輪控制器和主令控制器的控制原理、控制線路和各種保護環節,並以15/3噸橋式起重機為模型,重點分析該起重機的控制線路。以此為對象,對可編程控制器規模進行了估算並選擇了FX2—32MR型機器機型,根據其輸入/輸出信號及PLC地址編號,對PLC控制系統進行了設計,編制出PLC的控制梯形圖和PLC外部接線圖。我們還設計了電氣控制櫃和控制面板。最後,我們設計了PLC的安裝與抗干擾措施並進行了PLC系統的試運行與維護。在這次設計中,在老師的引導下,注重理論與實踐的結合,為今後的研究和學習探索了道路,積累了經驗。設計過程中,自己動手查找資料、將學習到的理論知識應用到實際的設計工作中的能力得到了提高。 關鍵字可編程控制器;PLC;橋式起重機;電氣控制系統
Abstract In this design, first of all, we analyzes the characteristics, function, constitutes and the work principle of the programmable controller in detail. With after electric appliances contact machine control the system compare in physically the application of the characteristics and advantage, made sure programmable controller to control the bridge type derrick of possibility. Studied the work principle of the derrick in detail on the other hand, especially the cam controller and lord make the control principle ,the control circuit and various protection link of the controller, and with 15/3 ton bridge type derricks for model, the point analyzes the control circuit of that derrick. Take this as object, carry on programmable controller scale to estimate and chose the FX2 — 32 MR type machine model, according to its importation/output the signal and the PLC address serial number, to PLC control the system carried on a design, drawing up a control trapezoid diagram of PLC Key words Programmable controller PLC Bridge type derricks Electricity control system.
421粗纱说明书
FA421粗纱机电气改进说明该电气是在原2000年2月太行FA421A/423A粗纱机基础上通过改动可编程控制器的程序并略微改动外围电路实现电气升级。2000年以前的机型可对比参考图纸也可实现该功能。两者主要区别,原计长采用计数仪(CYF-153A)在plc的001端输入满纱信号。现在采用plc计数并通过C-02DS-1面板显示。1.开车点动停车 1.1开车按钮当五色灯绿灯(待运行)亮时,挡车工可按开车按钮,粗纱机升速至第一频率并连续运转。运行中连续按启动按钮几秒后,变频器输出第二段速度(推荐15Hz)运转,松手后又自动执行第一段速度(40-50Hz),方便龙筋换向时能够中速运行,减少断头。a.断纱时,断纱光电动作,蓝灯亮,指示车前断纱。机器自动停车,接好后,按停车按钮或点动按钮使光电故障信号复位后方可开车。b.断条时,断条光电动作,白灯亮,指示车后断条。机器自动停车,接好后,按停车按钮或点动按钮使光电故障信号复位后方可开车。但注意,断条5秒内,按点动按钮不起作用,防止挡车工未及时发现断条信号便点动开车使断条信号丢失。(该时间可调整T611延时值)c.保护光电,当保护光电动作,设备保护,无法开车,防止事故发生。 1.2点动按钮按点动按钮,机器以较低速度运转(变频器推荐速度15Hz),松手机器停车,点动运转时指示灯对光电信号有指示但机器不停。 1.3停车按钮运转中按停车按钮,设备停车,也可用来使故障信号复位。在自动落纱时可以使落纱动作中止。 1.4龙筋上升按钮在非落纱状态时,连续按压龙筋上升按钮,吹吸风点动运转。2.落纱当定长达到后龙筋向上运动至SQ5位置时,红灯亮,机器自动停车,机器停稳后,便开始一系列的自动程序动作 1.下锥轮抬起,皮带复位 2.下龙筋下降至龙筋落底位置 3.皮带张紧 4.挡车工把纱落完后按龙筋上升按钮,龙筋上升至始纺位置。在自动落纱中可按停止按钮停止自动动作,问题处理后转手动落纱.手动落纱需在龙筋上升时进行,上升信号(101)由SQ8提供。 电气与原程序区别1.取消原多段速,改为三种速度-----运行速度40-50赫兹、点动速度15赫兹、停止定位速度1.5赫兹。运行中连续按压启动按钮不放执行点动速度。2.增加各种故障指示,原程序只有简单的五种指示(断条、断纱、停车、开车和落纱),出现故障无法排查故障原因,增加电工负担。如门开关、落纱故障等均有指示作用。3.原程序当吹吸风机在摇架上方时无法打开摇架。现程序可在停车时按车头车尾的龙筋上升按钮相当吹吸风点动按钮,将吹吸风移走,同时也为维修吹吸风提供方便。且吹吸风和车尾吸风分开控制。4.在车前增加2个带灯按钮(24V带灯按钮SB2\SB4),指示灯在落纱时指示皮带复位
FA493(L)FA494(L)齿轮传动粗纱机
FA493(L)FA494(L)齿轮传动粗纱机 主要规格参数: 机器型号:FA494 FA493 锭距:220mm 194mm 锭数:96、108、120、132 96、108、120、132 节距:440mm 388mm 每节锭数:4 4 筒管尺寸:45*445mm 45*445mm 成型尺寸:150*400mm 135*400mm 牵伸倍数:4.2—12 4.2—12 捻度范围:18~80捻/米18~80捻/米 适纺线密度:200~1250 tex 牵伸形式:四罗拉双短皮圈牵伸 罗拉直径:上28.8 28.8 25 28.8 下28.5 28.5 28.5 28.5 加压形式:YJ4-190*4摇架 锭速:最高1400转/分 罗拉凳角度:15。 喂入装置:高架式导条辊 清洁形式:间歇式积极回转绒带配巡回式清洁装置 锭翼形式:封闭悬锭 车面高:1400mm 断头自停形式:红外线光电控制 主电机启动形式:变频调速慢速启动 副电机启动形式:变频调速慢速启动 机器手向:右手车 总功率:12.75kw 工艺计算: 锭翼速度(转/分)=主电机转速(转/分*40/96*47*47/54*32 =主电机转速(转/分)*40/96*1.27835 前罗拉转速=主电机转速*(40/96)*(TC1/TC2)*(A/B) 总牵伸倍数=TDC=(83/TDC)*(104/26)=332/TDC
捻度: 捻度=(1000*47*47*TC2*B)/(28.5*3.1415*32*54*TC1*A) =14.27766713*(TC2/TC1)*(B/A)
隔距块7.5(有4.5、5.5、6.5、7.5的)隔距:8*22*32 束棉器:前八后七 定量:6.8g/10m 捻系数=103 注:红色字体为上机工艺
天津FA458粗纱机说明书(精品资料).doc
【最新整理,下载后即可编辑】 天津FA458粗纱机说明书 I系统介绍篇 粗纱是前纺的一道工序,它的任务是把熟条经过牵伸、加捻,加工成粗纱,并将粗纱卷绕成形,便于送到下一道工序。 现在讲述一下悬锭系列粗纱机的工作程序: 一、纺纱部分: 熟条经导条架进入罗拉牵伸、加捻,牵伸后形成的粗纱经锭翼导纱槽、压掌,最后将粗纱卷绕在筒管上,这几个工作程序是由主电机传动,由一系列的机械结构完成的。 卷绕部分的换向动作是由电气器件――双向吸铁来辅助完成的。卷绕时,筒管被下龙筋托着,随着下龙筋有规律的上下运动,由于筒管转速比锭翼转速快,因而粗纱便被平行地卷绕在筒管上。下龙筋运行方向的上、下变换,便是由双向吸铁来控制。 如图(I.1)上龙筋固定不动,假设此时下龙筋运动方向是向上、则当点“A”上升到与锭翼压掌成水平位置时,下龙筋运动方向应反向向下,点“A”称换向点。双向吸铁的活塞可由电控制左、右吸合,动程达25mm,活塞牵动机械齿轮正、反向啮合旋转,带动下龙筋向上或向下运行。 二、落纱部分: 当成形的粗纱纺到定长之后,就要把纱落下去,送到下一道程序。落纱部分应完成的动作有: 1、下龙筋抬起,使皮带松弛并返回初始位置,以便下次纺纱。 2、下龙筋下落,使管纱从锭杆中脱出,然后由落纱工把管纱拔走。 3、下锥轮落下,返回原位置,使皮带张紧。 4、落完纱之后,使下龙筋进行第一次上升至插管位置,然后,挡车工把空的筒管插上。 5、再次使下龙筋上升,即第二次上升至生头位置。挡车工生完头之后便可进行纺纱了。 三、辅助装置: 1. 悬锭系列粗纱机配备了吹吸风装置用于清洁,吹吸风装置是间
歇工作的,间歇时间可调。 2. 机器配备了红外光电检测装置,当发生断纱和断条时,挡光路后,机器将自停。下龙筋附近的龙筋光电可保证落纱时纱不落光则下龙筋不能一次上升,插管时不插管则不能二次上升,起联锁控制作用。机前三组光电为人身保护光电。 II.操作篇 粗纱机装配调试好之后,便可正常纺纱了。本PV控制系统使用的五色信号灯除进行正常的操作信号显示之外,还用不同颜色的信号灯组合来显示不同的故障信息,这些故障都是由可编程控制器PLC通过软件检测出来的。信号灯显示的各种意义如表(II.1)1、开车、点车、停车 车前上龙筋上共有七组(120锭)或五组(96锭)按钮,每一组按钮中从左到右共有红、黄、绿三只按钮,依次完成停车、点车、开车功能。如图(II.1) 1.1、开车按钮,当五色信号灯绿灯亮时(待运行),挡车工便可按开车钮,此时粗纱机匀升速并连续运转起来。 a. 断纱时,挡上龙筋上面两组断纱光电则蓝灯亮,用以指示车前断纱,机器自动停车,锭翼定位停。断头接好后,必须先按停车按钮或点车按钮使光电信号复位后方可开车。 b. 断条时,挡车后断条光电,则白灯亮用以指示,且机器自动锭翼定位停车。断头接好后,可按停车按钮使指示信号复位,然后开车,也可按点车按钮,使机器低速运转,并使光电复位。但特别指示,断头后的十秒时间内,按点车不起作用,此举为防止挡车工未及时发现断条信号便点车运转而使断条信号丢失。 c. 当纱管上卷绕好的纱由于张力大而绷断时,挡车前保护光电,则蓝灯白灯亮用以指示,并自动停车,当保护光电被挡光时,车运转不起来,防止人胳膊进入锭翼内接头时他人误开车而造成事故。 序号信号灯 显示方式含义标志优先级 1 红落纱自动动作标志14
简明变电站图示符号说明电气识图电气符号说明
简明变电站图示符号说明电气识图电气符号说 明 公司内部档案编码:[OPPTR-OPPT28-OPPTL98-OPPNN08]
第三篇:变电站文字符号和编号一般规定 1 范围 本规定适用于福建省电网110kV及以下变电站电气二次线的各类文字符号和编号。 2 引用标准 DL 5028-93 电力工程制图标准 DL/T 5136-2001 火力发电厂、变电所二次接线设计技术规程 电力工程电气设计手册 3 总则 电气图是电气工程语言,各类文字符号和编号是图纸的重要组成部分。尤其是二次图中的文字符号、编号更是种类繁多,合理确定各类符号和编号,可以使图纸清晰、整齐,便于施工、运行、维护。本规定旨在使电气制图标准及二次线文字符号和编号的相关规定在变电站二次回路中得到正确应用和理解。 规范统一的原则。解决各地区设计习惯不同造成的差异,为施工、运行、维护创造条件。 宜简不宜繁的原则。在保证能表达清楚的情况下,各类符号和编号应力求简单,尽量使用现有已被大家熟悉的代码,特别是字母代码。 本规定在参照相关标准的同时,也充分考虑了省内多年形成的习惯做法,便于在工程中实施。 4 安装单位符号 定义 划分安装单位的目的是便于在回路上分组,便于设计和运行维护,减少接线错误。合理划分安装单位,有以下意义: a)使比较复杂的二次回路在安装单位划分的原则下更加清晰。 b)二次接线内部之间联系密切,由于合理划分安装单位,可防止二次回路中迂回回路的产生。 c)利于维护和检修试验。 构成 安装单位的符号一般由序号和文字符号组成,格式如下:
举例 例如:110kV扩大内桥接线安装单位的划分#1、#2进线:1Y、2Y; #1、#2内桥:1YQ、2YQ; Ⅰ、Ⅱ母电压互感器:1YYH、2YYH; #1、#2主变高压侧:1BY、2BY; 10kV母分:1SF、2SF。 5 文字符号 定义
my电气识图方法
m y电气识图方法标准化工作室编码[XX968T-XX89628-XJ668-XT689N]
电气识图 前言: 本文共分为二十一个章节介绍。 一、电气图定义: 用电气图形符号、带注释的围框或简化外形表示电气系统或设备中组成部分之间相互关系及其连接关系的一种图。广义地说表明两个或两个以上变量之间关系的曲线,用以说明系统、成套装置或设备中各组成部分的相互关系或连接关系,或者用以提供工作参数的表格、文字等,也属于电气图之列。 二、电气图分类: 1、系统图或框图:用符号或带注释的框,概略表示系统或分系统的基本组成、相互关系及其主要特征的一种简图。 2、电路图:用图形符号并按工作顺序排列,详细表示电路、设备或成套装置的全部组成和连接关系,而不考虑其实际位置的一种简图。目的是便于详细理解作用原理、分析和计算电路特性。 3、功能图:表示理论的或理想的电路而不涉及实现方法的一种图,其用途是提供绘制电路图或其他有关图的依据。 4、逻辑图:主要用二进制逻辑(与、或、异或等)单元图形符号绘制的一种简图,其中只表示功能而不涉及实现方法的逻辑图叫纯逻辑图。 5、功能表图:表示控制系统的作用和状态的一种图。 6、等效电路图:表示理论的或理想的元件(如R、L、C)及其连接关系的一种功能图。 7、程序图:详细表示程序单元和程序片及其互连关系的一种简图。 8、设备元件表:把成套装置、设备和装置中各组成部分和相应数据列成的表格其用途表示各组成部分的名称、型号、规格和数量等。 9、端子功能图:表示功能单元全部外接端子,并用功能图、表图或文字表示其内部功能的一种简图。 10、接线图或接线表:表示成套装置、设备或装置的连接关系,用以进行接线和检查的一种简图或表格。 ⑴单元接线图或单元接线表:表示成套装置或设备中一个结构单元内的连接关系的一种接线图或接线表。(结构单元指在各种情况下可独立运行的组件或某种组合体) ⑵互连接线图或互连接线表:表示成套装置或设备的不同单元之间连接关系的一种接图或接线表。(线缆接线图或接线表) ⑶端子接线图或端子接线表:表示成套装置或设备的端子,以及接在端子上的外部接线(必要时包括内部接线)的一种接线图或接线表。 ⑷电费配置图或电费配置表:提供电缆两端位置,必要时还包括电费功能、特性和路径等信息的一种接线图或接线表。 11、数据单:对特定项目给出详细信息的资料。 12、简图或位置图:表示成套装置、设备或装置中各个项目的位置的一种简图或一咱图叫位置图。指用图形符号绘制的图,用来表示一个区域或一个建筑物内成套电气装置中的元件位置和连接布线。 三、电气图的特点: 1、电气图的作用:阐述电的工作原理,描述产品的构成和功能,提供装接和使用信息的重要工具和手段。
粗纱机说明书
FA456粗纱机说明书 FA456粗纱机 2008-10-17 13:44:35 阅读527 评论0 字号:大中小订阅I系统介绍篇 粗纱是前纺的一道工序,它的任务是把熟条经过牵伸、加捻,加工成粗纱,并将粗纱卷绕成形,便于送到下一道工序。 现在讲述一下悬锭系列粗纱机的工作程序: 一、纺纱部分: 熟条经导条架进入罗拉牵伸、加捻,牵伸后形成的粗纱经锭翼导纱槽、压掌,最后将粗纱卷绕在筒管上,这几个工作程序是由主电机传动,由一系列的机械结构完成的。 卷绕部分的换向动作是由电气器件――双向吸铁来辅助完成的。卷绕时,筒管被下龙筋托着,随着下龙筋有规律的上下运动,由于筒管转速比锭翼转速快,因而粗纱便被平行地卷绕在筒管上。下龙筋运行方向的上、下变换,便是由双向吸铁来控制。 如图(I.1)上龙筋固定不动,假设此时下龙筋运动方向是向上、则当点“A”上升到与锭翼压掌成水平位置时,下龙筋运动方向应反向向下,点“A”称换向点。双向吸铁的活塞可由电控制左、右吸合,动程达25mm,活塞牵动机械齿轮正、反向啮合旋转,带动下龙筋向上或向下运行。 二、落纱部分: 当成形的粗纱纺到定长之后,就要把纱落下去,送到下一道程序。落纱部分应完成的动作有:
1、下龙筋抬起,使皮带松弛并返回初始位置,以便下次纺纱。 2、下龙筋下落,使管纱从锭杆中脱出,然后由落纱工把管纱拔走。 3、下锥轮落下,返回原位置,使皮带张紧。 4、落完纱之后,使下龙筋进行第一次上升至插管位置,然后,挡车工把空的筒管插上。 5、再次使下龙筋上升,即第二次上升至生头位置。挡车工生完头之后便可进行纺纱了。 三、辅助装置: 1. 悬锭系列粗纱机配备了吹吸风装置用于清洁,吹吸风装置是间歇工作的,间歇时间可调。 2. 机器配备了红外光电检测装置,当发生断纱和断条时,挡光路后,机器将自停。下龙筋附近的龙筋光电可保证落纱时纱不落光则下龙筋不能一次上升,插管时不插管则不能二次上升,起联锁控制作用。机前三组光电为人身保护光电。 II.操作篇 粗纱机装配调试好之后,便可正常纺纱了。本PV控制系统使用的五色信号灯除进行正常的操作信号显示之外,还用不同颜色的信号灯组合来显示不同的故障信息,这些故障都是由可编程控制器PLC通过软件检测出来的。信号灯显示的各种意义如表(II.1) 1、开车、点车、停车 车前上龙筋上共有七组(120锭)或五组(96锭)按钮,每一组按钮中从左到右共有红、黄、绿三只按钮,依次完成停车、点车、开车功能。如图(II.1)
基于PLC控制的桥式起重机电气设计(图文)
f21 基于PLC控制的桥式起重机电气设计(图文) 桥式起重机是生产企业广泛应用的生产工具之一。传统的电气控制系统接线复杂。介绍一种采用SIMENSS7-200型PLC控制的起重机电控系统。智能化程度较高。 关键词:PLC,起重机,控制系统,HMI,智能化 1.引言 桥式起重机是生产企业广泛应用的生产工具之一,传统的电气控制系统接线复杂,故障率高,难以维护。本文结合生产实际的,介绍一种采用SIMENS S7-200型PLC控制的起重机电控系统,其控制线路简单,安全可靠,智能化程度较高,能够有效地提高生产效率。 2 总体设计方案 一个完整的基于PLC控制的桥式起重机电气系统,主要由六大模块组成[1],分别为:1)配电保护模块2)主起升机构模块3)副起升机构模块4)大车运行机构模块5)小车运行机构模块6)PLC 控制模块。通过联动台上的主令控制器、按钮等手动控制装置,把信号传递给PLC的输入模块,CPU内的程序对这些信号进行处理,再由输出模块输出控制信号控制中间继电器、指示灯、报警器、显示装置等。中间继电器带动大的接触器,进一步控制起重机各机构电机的启动、停止及运行。免费论文。各种保护信号如限位开关、过流继电器、门开关、超载限制器等也将信号反馈到PLC的输入模块,起到安全保护的作用。免费论文。系统总图见图1。 2.1 控制系统安全保护 (1)安全门开关联锁保护:在门开关没关的情况下,总接触器不能吸合,在总接触器吸合的情况下,打开门开关,总接触器断开。 (2)超载保护:当起重量达到额定起重量的95%时,开始报警,达到额定起重量的105%,报警并输出停止信号,此时,起升机构只能下降,不能上升。 (3)断相、相序保护:通过断相相序保护器来实现。 (4)各机构限位保护:包括主副起升、下降限位;大车左行、右行限位;小车前行、后行限位,到达限位时,切断对应方向电源,此时,该机构只能向相反方面运行。 (5)设置急停开关,在出现紧急事故的情况下,切断总电源。急停开关一般为红色蘑菇头非自复位型。 (6)设置零位保护,各机构控制器只有在零位的情况下,总接触器才能吸合,防止在停电后,主令没回零的情况,各机构自行运行,带来危险。 (7)设置热继电器,当电机通过的电流超过 电动机的额定电流,电机温度过热时,其相应的热继电器工作,断开主回路,起到保护电机的作用。 (8)设置电铃或报警装置,在出现故障时,可进行报警。在起重机动作之前应该报警,必须在响铃后方可操作大车运行机构。 2.2输入输出信号设计 通过用户对桥机控制档位及安全的要求,需要以下控制信号: 主副钩起升、下降信号、2档、3档、4档,小车和大车的前、后、左、右方向信号及2档、3档、4档;主副起升限位、大小车限位;热继电器信号、超载信号、变频器故障信号;安全门开关,启动、停止、急停、照明、电铃、变频器复位信号;初步确定所有的手动输入信号和反馈信号总共48个,对应的输出有31个。 3 PLC的内部逻辑运算原理与梯形图的绘制 3.1 PLC的扫描执行原理
FA458粗纱机说明书
FA456粗纱机说明书 FA456粗纱机2008-10-17 13:44:35 阅读527 评论0 字号:大中小订阅 I系统介绍篇 粗纱是前纺的一道工序,它的任务是把熟条经过牵伸、加捻,加工成粗纱,并将粗纱卷绕成形,便于送到下一道工序。 现在讲述一下悬锭系列粗纱机的工作程序: 一、纺纱部分: 熟条经导条架进入罗拉牵伸、加捻,牵伸后形成的粗纱经锭翼导纱槽、压掌,最后将粗纱卷绕在筒管上,这几个工作程序是由主电机传动,由一系列的机械结构完成的。 卷绕部分的换向动作是由电气器件――双向吸铁来辅助完成的。卷绕时,筒管被下龙筋托着,随着下龙筋有规律的上下运动,由于筒管转速比锭翼转速快,因而粗纱便被平行地卷绕在筒管上。下龙筋运行方向的上、下变换,便是由双向吸铁来控制。 如图(I.1)上龙筋固定不动,假设此时下龙筋运动方向是向上、则当点“A”上升到与锭翼压掌成水平位置时,下龙筋运动方向应反向向下,点“A”称换向点。双向吸铁的活塞可由电控制左、右吸合,动程达25mm,活塞牵动机械齿轮正、反向啮合旋转,带动下龙筋向上或向下运行。 二、落纱部分: 当成形的粗纱纺到定长之后,就要把纱落下去,送到下一道程序。落纱部分应完成的动作有: 1、下龙筋抬起,使皮带松弛并返回初始位置,以便下次纺纱。 2、下龙筋下落,使管纱从锭杆中脱出,然后由落纱工把管纱拔走。 3、下锥轮落下,返回原位置,使皮带张紧。 4、落完纱之后,使下龙筋进行第一次上升至插管位置,然后,挡车工把空的筒管插上。 5、再次使下龙筋上升,即第二次上升至生头位置。挡车工生完头之后便可进行纺纱了。 三、辅助装置: 1. 悬锭系列粗纱机配备了吹吸风装置用于清洁,吹吸风装置是间歇工作的,间歇时间可调。 2. 机器配备了红外光电检测装置,当发生断纱和断条时,挡光路后,机器将自停。下龙筋附近的龙筋光电可保证落纱时纱不落光则下龙筋不能一次上升,插管时不插管则不能二次上升,起联锁控制作用。机前三组光电为人身保护光电。
电气原理图识图步骤和方法
电气原理图识图步骤和 方法 The manuscript was revised on the evening of 2021
步骤和方法 电气原理图绘制一般原则 1.按标准---按规定的电气符号绘制。 2.文字符号标准---按国家标准GB7159-1987规定的文字符号标明。 3.按顺序排列---按照先后工作顺序纵向排列,或者水平排列。 4.用展开法绘制---电路中的主电路,用粗实线画在的左边、上部或下部。 5.表明动作原理与控制关系---必须表达清楚控制与被控制的关系。 6. 电气原理图中的主电路和辅助电路(主电路、辅助电路)。 电气原理图识图的步骤 1.识主电路的具体步骤 (1)查看主电路的选用电器类型。 (2)查看电器是用什么样的控制元件控制,是用几个控制元件控制。(3)查看主电路中除用电器以外的其他元器件,以及这些元件所起的作用。(4)查看电源。电源的种类和电压等级。 2.查看辅助电路的具体步骤 (1)查看辅助电路的电源(交流电源、直流电源)。 (2)弄清辅助电路的每个控制元件的作用。 (3)研究辅助电路中各控制元件的作用之间的制约关系。 电气接线图识图的步骤和方法 电气接线图绘制的基本原则
(1)按照国家规定的电气图形符号绘制,而不考虑真实。 (2)电路中各元件位置及内部结构处理。 (3)每条线都有明确的标号,每根线的两端必须标同一个线号。 (4)凡是标有同线号的导线可以并接于一起。 (5)进线端为元器件的上端接线柱,而出线端为元件的下端接线柱。 电气接线图中电气设备、装置和控制元件位置常识 (1)出入端子处理----安排在配电盘下方或左侧。 (2)控制开关位置----一般都是安排在配电盘下方位置(左上方或右下方)。 (3)熔断器处理----安排在配电盘的上方位置。 (4)开关处理----安装在容易操作的面板上,而不是安装在配电盘上。 (5)指示灯处理----安装在容易观察的面板上。 (6)交直流元件区分处理----采用直流控制的元器件与采用交流控制的元器件分开安装。 电气接线图的识图步骤和方法 (1)分析清楚电气原理图中主电路和辅助电路所含有的元器件,弄清楚每个元器件的动作原理。 (2)弄清楚电气原理图和电气接线图中元器件的对应关系。 (3)弄清楚电气接线图中接线导线的根数和所用导线的具体规格。 (4)根据电气接线图中的线号研究主电路的线路走向。 (5)根据线号研究辅助电路的走向。
毕业设计论文桥式起重机电气控制毕业设计
275T/50桥式起重机电气控制设计 摘要 桥式起重机是桥架在高架轨道上运行的一种桥架型起重机,又称天车。桥式起重机的桥架沿铺设在两侧高架上的轨道纵向运行,起重小车沿铺设在桥架上的轨道横向运行,构成一矩形的工作范围,就可以充分利用桥架下面的空间吊运物料,不受地面设备的阻碍。桥式起重机广泛地应用在室内外仓库、厂房、码头和露天贮料场等处。桥式起重机可分为普通桥式起重机、简易粱桥式起重机和冶金专用桥式起重机三种。普通桥式起重机一般由起重小车、桥架运行机构、桥架金属结构组成。起重小车又由起升机构、小车运行机构和小车架三部分组成。起升机构包括电动机、制动器、减速器、卷筒和滑轮组。电动机通过减速器,带动卷筒转动,使钢丝绳绕上卷筒或从卷筒放下,以升降重物。本文重点研究起重机的控制,通过使用串电阻的调速方法已实现对电机的控制,从而控制起重机。 关键词:起重小车;电动机;串电阻调速
275T/50 bridge crane electrical control design ABSTRACT Bridge crane is a bridge in an elevated running track as a bridge-type crane, also known as Crane。Bridge crane installed in the bridge along the track on both sides of the elevated vertical run,Lifting trolley along the bridge on the laying of the track in the horizontal run, which constitute the scope of work of a rectangle, you can take full advantage of the space bridge was being lifted the following materials, the hindered from ground equipment.Bridge crane widely used in indoor and outdoor warehouses, factories, docks and outdoor storage yard, etc.Bridge crane bridge crane can be divided into ordinary, simple beam bridge crane and metallurgical three special bridge crane.Lifting bodies, including the motor, brake, reducer, drum and pulle y blocks。Car lifting and lifting by the agencies, institutions and small car running frame is composed of three parts.Lifting bodies, including the motor, brake, reducer, drum and pulley blocks. Motor through reducer, driven rotating drum so that the wire rope around the drum or from the reel down to take-off and landing weights.This article focuses on the crane's control, through the use of series resistance to achieve the speed control method of motor control to control a crane. Keywords: lifting trolley; motor; governor resistor string
天津FA458粗纱机说明书
天津FA458粗纱机说明书 I系统介绍篇 粗纱是前纺的一道工序,它的任务是把熟条经过牵伸、加捻,加工成粗纱,并将粗纱卷绕成形,便于送到下一道工序。 现在讲述一下悬锭系列粗纱机的工作程序: 一、纺纱部分: 熟条经导条架进入罗拉牵伸、加捻,牵伸后形成的粗纱经锭翼导纱槽、压掌,最后将粗纱卷绕在筒管上,这几个工作程序是由主电机传动,由一系列的机械结构完成的。 卷绕部分的换向动作是由电气器件――双向吸铁来辅助完成的。卷绕时,筒管被下龙筋托着,随着下龙筋有规律的上下运动,由于筒管转速比锭翼转速快,因而粗纱便被平行地卷绕在筒管上。下龙筋运行方向的上、下变换,便是由双向吸铁来控制。 如图(I.1)上龙筋固定不动,假设此时下龙筋运动方向是向上、则当点“A”上升到与锭翼压掌成水平位置时,下龙筋运动方向应反向向下,点“A”称换向点。双向吸铁的活塞可由电控制左、右吸合,动程达25mm,活塞牵动机械齿轮正、反向啮合旋转,带动下龙筋向上或向下运行。 二、落纱部分: 当成形的粗纱纺到定长之后,就要把纱落下去,送到下一道程序。落纱部分应完成的动作有: 1、下龙筋抬起,使皮带松弛并返回初始位置,以便下次纺纱。
2、下龙筋下落,使管纱从锭杆中脱出,然后由落纱工把管纱拔走。 3、下锥轮落下,返回原位置,使皮带张紧。 4、落完纱之后,使下龙筋进行第一次上升至插管位置,然后,挡车工把空的筒管插上。 5、再次使下龙筋上升,即第二次上升至生头位置。挡车工生完头之后便可进行纺纱了。 三、辅助装置: 1. 悬锭系列粗纱机配备了吹吸风装置用于清洁,吹吸风装置是间歇工作的,间歇时间可调。 2. 机器配备了红外光电检测装置,当发生断纱和断条时,挡光路后,机器将自停。下龙筋附近的龙筋光电可保证落纱时纱不落光则下龙筋不能一次上升,插管时不插管则不能二次上升,起联锁控制作用。机前三组光电为人身保护光电。 II.操作篇 粗纱机装配调试好之后,便可正常纺纱了。本PV控制系统使用的五色信号灯除进行正常的操作信号显示之外,还用不同颜色的信号灯组合来显示不同的故障信息,这些故障都是由可编程控制器PLC通过软件检测出来的。信号灯显示的各种意义如表(II.1) 1、开车、点车、停车 车前上龙筋上共有七组(120锭)或五组(96锭)按钮,每一组按钮中从左到右共有红、黄、绿三只按钮,依次完成停车、点车、开车功能。
抛丸机操作规程
抛丸机安全操作规程 1. 目的: 为保证设备操作人员正确的操作设备,防止因误操作造成生产及安全事故,特制定本规程。 2. 范围: 本规程适用于抛丸机设备的操作与使用。 3. 职责: 生产部负责编制抛丸机设备的操作规程,并下发至操作者使用;操作人员负责按设备操作规程实施设备操作。 4. 工作内容:抛丸机工作前:操作者必须熟悉机床使用说明书和机床的一般性能、结构,严禁超 性能使用。运转前要检查护板、橡胶帘、辊子等易损件磨损情况,及时更换。检查各运动部件的配合,螺栓连接是否松动,及时拧紧。 检查是否有杂物落入机内,及时清除以防堵塞各输送环节造成设备故障。 检查各部位润滑是否符合规定。开机前当确认室体内无人,并且检修门已关闭可靠时,才能准备启动。启动机器前要发出信号,使机器附近的人员离开。 要正确的按照操作规程操作。 抛丸机工作中: 首先启动通风吸尘电机,检查运行情况,确认正常后再启动抛丸机, 抛丸机未开动前,不得打开供铁丸的控制阀门开机操作步骤:吊钩在室外装工件T吊钩开入室内T吊钩自转 开T大门关闭T启动风机T启动抛丸器T启动提升机
要经常检查钢材清理质量,必要时可调整弹丸抛射角度和辊道输送速度,随时观察钢材是否有跑偏,打滑要及时排除。 注意抛丸器运转中的振动和音响是否正常,轴承和电机温升情况,当出现异常要停车检查,排除故障或更换叶片。 抛丸室工作结束时,关机操作步骤与开机相反。 出现异常现象,立即停机,检查其原因并及时排除。 潮湿钢板严禁进入抛丸室进行抛丸处理。 抛丸机工作后: 切断电源,清除分离器下部筛网上的杂物。 进行日常维护保养。 注意事项 吊钩的进出一定要在吊轨接通时进行。 时间继电器的调整一定要在关闭电源开关后进行。 在机械正常运转后,人应及时远离机械的正面及两侧面,防止铁丸穿出伤人。
电气识图,电气图的常用符号
第二章电气识图 本章要点 ●电气图的分类 ●详细介绍电气原理图的绘制。 ●详细介绍电气原理图的识读。 本章难点 ●电气图的绘制特点。 ●电气原理图的识读。 电气控制系统是由电动机和若干电气元件按照一定要求连接组成,以便完成生产过程控制特定功能的系统。为了表达生产机械电气控制系统的组成及工作原理,同时也便于设备的安装、调试和维修,而将系统中各电气元件及连接关系用一定的图样反映出来,在图样上用规定的图形符号表示各电气元件,并用文字符号说明各电气元件,这样的图样叫做电气图。 第一节电气图的常用符号 电气图,也称电气控制系统图。图中必须根据国家标准,用统一的文字符号、图形符号及画法,以便于设计人员的绘图与现场技术人员、维修人员的识读。在电气图中,代表电动机、各种电器元件的图形符号和文字符号应按照我国已颁布实施的有关国家标准绘制。如 GB4728—85 《电气图常用图形符号》 GB6988—86 《电气制图》 GB7159—87 《电气技术中的文字符号制订通则》 GB5094—85 《电气技术中的项目代号》 GB5226—85 《机床电气设备通用技术条件》 国家规定从1990年1月1日起,电气图中的文字符号和图形符号必须符合最新国家标准。表2—1给出了部分常用电气图形符号和文字符号。因为目前有些技术资料仍使用旧国标,所以表中给出了新、旧国标对照,以供参考。若需更详细的资料,请查阅最新国家标准。
表2—1 部分常用电气图形符号和文字符号的新旧对照表
一、图形符号 图形符号通常用于图样或其他文件,用以表示一个设备或概念的图形、标记或字符。图形符号含有符号要素、一般符号和限定符号。常用图形符号见表2—1。 1.符号要素 它是一种具有确定意义的简单图形,必须同其他图形结合才构成一个设备或概 念的完整符号。如接触器常开主触电的符号就由接触器触点功能符号和常开触点
抛丸机技术参数(精)
QH698Y辊道式抛丸清理机 一、主要技术参数: 1、被清理工件的最大断面尺寸: 宽X高800X2000mm 2、抛丸器: 型号ZLQ034 叶轮直径¢420mm 电机功率 11KW 抛丸器数量 8台 抛丸量180Kg*8/min 3、提升机: 提升量90t/h 功率7.5KW 4、分离器: 分离量90t/h 分离区风速4-5m/s 功率4KW 5、纵向螺旋输送器: 输送量90t/h 功率4KW 6、横向螺旋输送器: 输送量90t/h 功率4KW 7、弹丸: 首次装入量6000kg 直径0.8-1.5mm 8、风量: 总风量22000m3/h 清理室约19000m3/h
分离器约3000m3/h 9、总功率145KW 10、布袋除尘器的主要技术参数: 1)滤袋数量48只 2)过滤面积75m2 3)过滤风速2-4m/min 4)处理风量15000-25000m3/h 5)主风机功率11KW 6)主风机风量15000-25000m3/h 7)反吹风机功率4KW 8)反吹风机风量1174-2062m3/h 9)回转减速器电机功率1.5KW 10)总重3390Kg 二、QH698Y辊道式抛丸清理机的组成部分: 1、工件输送系统 由1)送进辊道2)抛丸室辊道3)送出辊道组成 2、抛丸清理室 由1)抛丸室、前后密封室2)抛丸器总成组成 3、丸料循环净化系统 由1)纵向螺旋输送器2)横向螺旋输送器3)斗式提升机4)丸料分离净化系统5)分离器组成 4、除尘系统 由1)布袋除尘器(FBC48)2)离心高压风机3)除尘器电机4)管道5排尘烟囱组成 5、电控系统 请厂方提供各类详细使用手册、安装调试使用指导,易损易耗品清单、各类技术参数、故障维修指导说明等资料。
FA421粗纱机电气说明
FA421粗纱机电气改进说明 该电气是在原2000年2月太行FA421A/423A粗纱机基础上通过改动可编程控制器的程序并略微改动外围电路实现电气升级。2000年以前的机型可对比参考图纸也可实现该功能。两者主要区别,原计长采用计数仪(CYF-153A)在plc 的001端输入满纱信号。现在采用plc计数并通过C-02DS-1面板显示。 1.开车点动停车 1.1开车按钮当五色灯绿灯(待运行)亮时,挡车工可按开车按钮,粗纱机升速至第一频率并连续运转。运行中连续按启动按钮几秒后,变频器输出第二段速度(推荐15Hz)运转,松手后又自动执行第一段速度(40-50Hz),方便龙筋换向时能够中速运行,减少断头。 a.断纱时,断纱光电动作,蓝灯亮,指示车前断纱。机器自动停车,接好后,按停车按钮或点动按钮使光电故障信号复位后方可开车。 b.断条时,断条光电动作,白灯亮,指示车后断条。机器自动停车,接好后,按停车按钮或点动按钮使光电故障信号复位后方可开车。但注意,断条5秒内,按点动按钮不起作用,防止挡车工未及时发现断条信号便点动开车使断条信号丢失。(该时间可调整T611延时值) c.保护光电,当保护光电动作,设备保护,无法开车,防止事故发生。 1.2点动按钮按点动按钮,机器以较低速度运转(变频器推荐速度15Hz),松手机器停车,点动运转时指示灯对光电信号有指示但机器不停。1.3停车按钮运转中按停车按钮,设备停车,也可用来使故障信号复位。在自动落纱时可以使落纱动作中止。 1.4龙筋上升按钮在非落纱状态时,连续按压龙筋上升按钮,吹吸风点动运转。 2.落纱 当定长达到后龙筋向上运动至SQ5位置时,红灯亮,机器自动停车,机器停稳后,便开始一系列的自动程序动作 1.下锥轮抬起,皮带复位 2.下龙筋下降至龙筋落底位置 3.皮带张紧 4.挡车工把纱落完后按龙筋上升按钮,龙筋上升至始纺位置。 在自动落纱中可按停止按钮停止自动动作,问题处理后转手动落纱.手动落纱需在龙筋上升时进行,上升信号(101)由SQ8提供。 电气与原程序区别 1.取消原多段速,改为三种速度-----运行速度40-50赫兹、点动速度15赫兹、停止定位速度1.5赫兹。运行中连续按压启动按钮不放执行点动速度。 2.增加各种故障指示,原程序只有简单的五种指示(断条、断纱、停车、开车和落纱),出现故障无法排查故障原因,增加电工负担。如门开关、落纱故障等均有指示作用。 3.原程序当吹吸风机在摇架上方时无法打开摇架。现程序可在停车时按车头车尾的龙筋上升按钮相当吹吸风点动按钮,将吹吸风移走,同时也为维修吹吸风