012 有铅炉温曲线设定规范作业指导书
一、目的:
规定本公司SMT所有热风回流焊炉温曲线的设定标准和测量方法。二、范围:
适应于本公司SMT所有回流炉。三、职责:
SMT工程人员负责回焊炉炉温曲线的设定和规范四、所需工具:
PROFILE 测试仪、热偶线、测量PROFILE 专用PCBA 实板、手套;专用锡膏资料等 1.炉温曲线的各段要求可参考锡膏资料
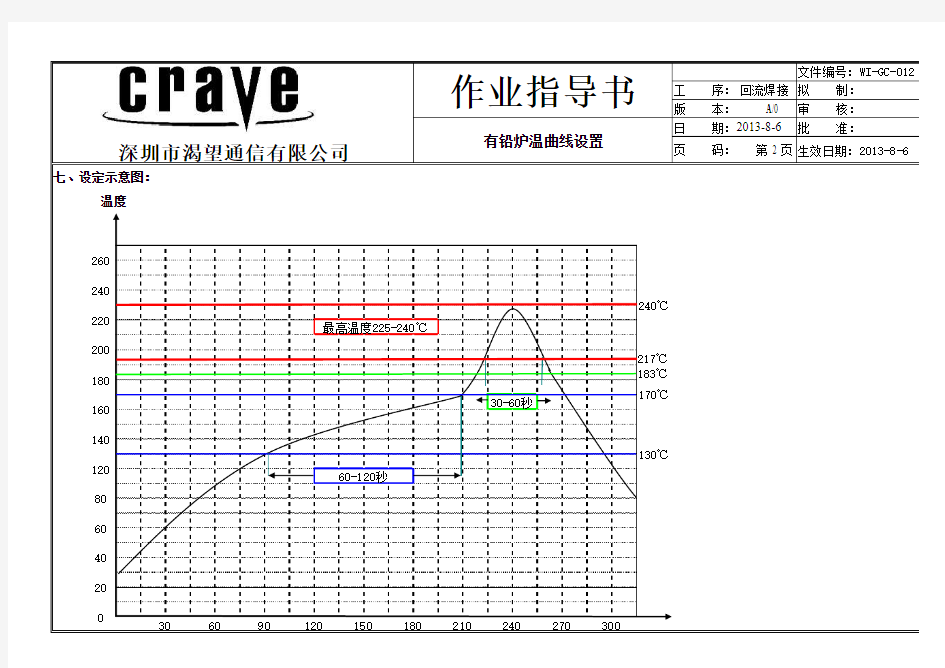
2 .所有的炉温曲线必须以真实的PCB 板测量,同时产品标准炉温曲线的设定要以产品试产时反馈为准。 3.通用标准一:有铅锡膏回流焊接时的炉温曲线要求: 3.1 保持PREHEAT 130-170°C 即预热区的时间为60-120秒 3.2 保持回流区217°C 以上的时间为30-60秒 3.
3 保持PEAK TEMPERATURE 在225-240°C 之间
3.4 特殊要求: 生产过程中根据产品的品质质量反馈或做适当调整,如客户有指定标准则遵照执行。六、注意事项:
1. 每天开机后或者转线都要对炉温进行测试并打印炉温曲线图;
2. 每天24小时内必须进行一次炉温测试;
3. 炉温曲线的更改必须由SMT 工程人员操作。
日 期:2013-8-6
批 准:
页 码: 第 1 页生效日期:2013-8-6
五、炉温曲线的设定标准:
深圳市渴望通信有限公司
作业指导书
有铅炉温曲线设置
文件编号:WI-GC-012
工 序: 回流焊接拟 制:版 本: A/2审 核:
七、设定示意图:
217℃183℃深圳市渴望通信有限公司
作业指导书
有铅炉温曲线设置
温度
200
240℃
170℃
130℃
160140
120806040180
210
240
270
300
260240
220200180页 码: 第 2 页生效日期:2013-8-6
最高温度225-240℃
30-60秒
60-120秒
30
60
90
120
150
工 序: 回流焊接拟 制:版 本: A/0审 核:日 期:2013-8-6
批 准:
文件编号:WI-GC-012
准:
6
1
制: 核:
6
制: 核: 准: