篦 冷 机 液 压 系 统说明书
篦冷机液压系统
使
用
说
明
书
北京中冶迈克液压有限责任公司
2009年11月4日
用户手册前言
本手册是用来让用户熟悉蓖冷机液压系统并正确的使用该系统。
如从事以下作业的人员:现场电气操作人员,液压站维护人员及现场调试人员需仔细阅读。对于使用本设备的人员,在其运行相关作业前,该液压系统的用户必须告知其本手册的内容,特别是安全说明。包括有关本元件/液压系统安全、正确和经济运行的重要信息。仔细阅读这些内容将有助于避免危险的发生。降低维修成本并缩短检修所造成的停工期。提高元件液压系统的可靠性并延长其使用寿命。
一.设备介绍
1.1.主要技术参数
工作介质抗磨液压油VG46/40℃
介质清洁度NSA 7级
系统额定压力 16MPA
变量泵 4台(3用一备连续工作制)
最大流量 200L/min
电机功率 75KW/380VAC
1.2.概述
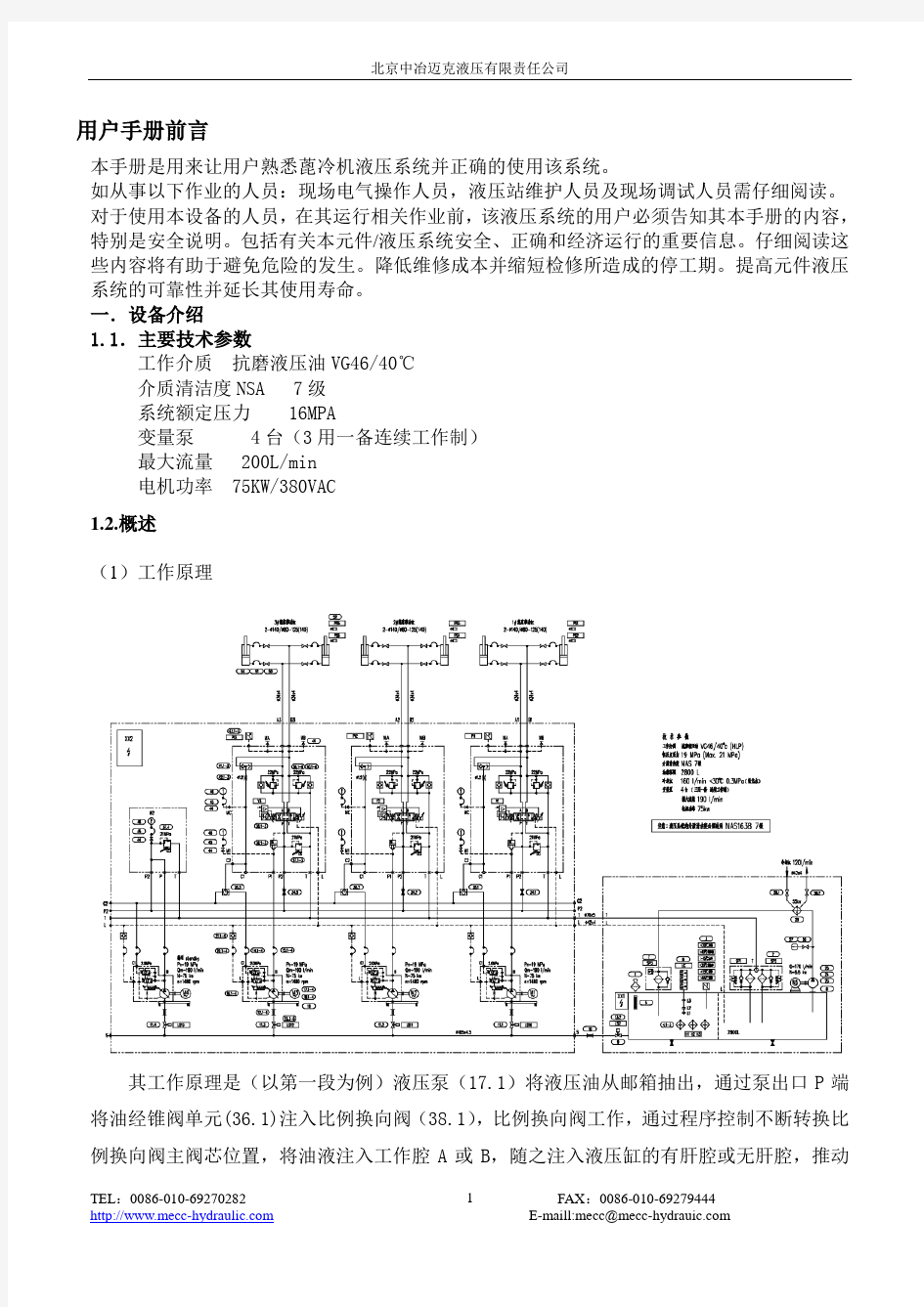
(1)工作原理
其工作原理是(以第一段为例)液压泵(17.1)将液压油从邮箱抽出,通过泵出口P端将油经锥阀单元(36.1)注入比例换向阀(38.1),比例换向阀工作,通过程序控制不断转换比例换向阀主阀芯位置,将油液注入工作腔A或B,随之注入液压缸的有肝腔或无肝腔,推动
液压缸的活塞做往复运动,液压缸通过传动轴将动力传递给活动框架,从而实现活动篦床的往复运动。
(2)温度控制
<30℃加热、>40℃停加热器、>47℃冷却、<35℃停冷却、<20℃低温报警、>50℃高温报警、>60℃停高温跳停。(检修完后开机时要注意温度,如温度太低要先加热到20℃在开机)
1.3.液压系统传动的术语
推程:液压缸活塞的上推运动,即活动篦床向物料流动的方向运动。
回程:液压缸活塞的回退运动,即活动篦床向物料流动的反方向运动。
冲程:由液压缸活塞的上推运动和随后的回退运动所完成的一个运动循环称作一个冲程。
冲程次数:液压缸每分钟的冲程数称为冲程次数。
行程:在液压缸的上推或回推运动中,活塞运动的距离。
主要组成部件及功能
动力元件:液压泵组件(17.1-4)(包括油泵;电机;梅花联轴器—等)(其中3台主泵装置、一台备用)
功能:产生油流和油压为系统提供动力。
执行元件:液压缸(共6台)
功能:推动篦床往复运动。
控制元件:比例阀(3台Y1-Y3)
功能:控制液压缸运动的方向和速度。
循环系统:循环泵(24)吸油经冷却器(29)冷却后,再有过滤器(7)过滤后回油箱。
功能:冷却、循环过滤。
过滤元件:过滤器(SP1-3),其中(2)为双筒过滤器,包括SP1和SP2,一用一备
功能:保持系统油液清洁。
辅助元件:邮箱、油管、管接头、加热器(4.1-3)、压力变送器(43)、压力表(39)、液位计(6)等
功能:a.供油、防尘;b.油温加热;c.压力检测。
1.4.图解
(注:此图上的序号与原理图上号不同,此处序号只在此“图解”中使用,其它处号码为原理图上号码)
1.(1)压力传感器
2.(2)比例换向阀。作用:a.换向b.通过控制阀芯开度控制流量,进而控制篦床速度。
3.(3)溢流阀:作用在管道上,设定值较大,防止换向时油相撞造成高压。
4.(4)溢流阀:备用泵上的主溢流阀。
5.(5)油路块:与之相连的电机、泵和其它元件,都是备用的,正常工作不用。
6.(6)主回油管:换向时令一腔的油有此管回油箱,与(10)相通。
7.(7)备用泵上负载敏感管,在备用状态时,负载敏感里的油流经此管。
8.(8)备用泵的主油管P,油有此管打入比例阀后进油缸。
9.(9)主油管,各泵从此管道中吸油。
10.(10)回油管道,此管和(6)相通。
11.(11)和(12)截止阀。正常工作时都为关闭状态,当要备用那组泵时,把此组上的
(11)和(12)打开,油有(7)和(8)经此两阀进入比例阀后,进行正常工作。
此类阀上有一个“一”槽,当“一”与管道平行时为开,垂直时为关状态。
12.(13)过滤器,更换滤芯时逆时针转上面红色盖子即可打开。
13.(14)管式冷却器
14.(15)液位继电器
15.(16)液位温度计
二.安装、液压站调试
2.1.液压系统管道安装冲洗规范:
(1)管道安装
首先确定管道的走向和布置,管路的连接必需和图纸对应,尤其是比例阀的A、B腔和油缸的无感强和有杆腔的对应。
切割:管子的切割采用机械方法进行,切口平面与管子轴线垂直度以差为管子直径的1/100,清理管口和管内铁屑、飞边、毛刺和杂物,确保管子清洁。
弯管:管子的煨弯采用液压弯管机进行冷弯,弯曲部位要达到无扭转、压扁、波纹、凸
凹不平现象的要求,弯管的弯曲半径不得小于管外径的3至5倍,弯曲角度必须符合规范要
求。
管子坡品的加工采用机械方法开坡口,同进根据不同钢管管径、壁厚来选择坡口角度有及钝边尺寸艺参数见表(一)。(特大或特小的不锈钢管可采用打磨)
焊前应对坡口及附近宽20mm范围内的内外管壁进行清理,除净其上的油、水、漆、锈及毛刺等。焊接完后要对焊接处内外侧(尤其内侧)进行清理,除静熔渣和大块焊肉。
管夹固定:通常在直管路上,间隔1000MM-2000MM,当管道振动较大或弯曲点过多的情况下,管夹间距尽可能小一些;应有足够的耐压力:是工作压力的1.25-1.5倍。
(2)管道循环冲洗
管道酸洗、中和之后要进行冲洗,冲洗一般以循环方式进行。管道应独立进行冲洗,禁止与已清洁的液压设备进行连接。冲洗过程中宜采用变换冲洗方向、振动管路、经常检查、清洗、更换滤芯等方法加强冲洗效果冲洗温度在40-60℃左右进行,冲洗时间不少于10小时。冲洗结束后,应对冲洗液进行检验,清洁度应不低于Nas7级。(注:调试时必须有7级油样检测报告,否则不予开机)
冲洗泵流量:200L/min;冲洗滤芯:10μm;冲洗介质:液压站工作介质;冲洗压力:1.5MPA 以上。
(3)管道压力试验
压力试验时,应先作低压循环,并排净系统中的空气。压力试验时的油温应在正常工作油温范围内。试验压力应逐级升高,每升高一级宜稳压至2~3分钟,达到试验压力(为工作压力1.25-1.5倍约31.5MPA)后,持压30s,然后降至工作压力进行全面的检查,以系统所有焊缝和连接口无漏油,管道无永久变形为合格。压力试验时如油故障需要处理,必须先卸压;如有焊缝需要重焊,必须将该管卸下并在除净油液后方可焊接。压力试验期间不得锤击管道,且在试验区域周围5m范围内不得同时进行明火作业及重噪声作业
2.2.液压站试车
整体式油站已在制造厂进行性能试验。帮在现场安放平衡,即可连接出油管、回油管、水管等,现场安装完毕后,用滤油车过滤加油,经试运转正常后即可投入工作。在调试时,首先把所有安全阀的压力设定值调到最小,确定好电机转向后,正常启动电机,把油路出口的截止阀关闭,然后慢慢旋转溢流阀的调压旋钮,按顺时针方向;同时目光注意仪表盘上相应的压力表,直到表针指到参数表内所提供的数值时锁紧旋钮;此时压力调整完毕,最后停止电机再重复启动几次待确认压力值设定无误的情况下把所有阀门按正常工作时打开
注意:注意:开车前应确保管道已经过酸洗和串油,油质已达到NAS1638 7级。开车前应确保经过空载运行,以免载荷过大而损坏主机及液压系统;停车前也应确保篦床上的物料已被卸空。
(1)加油:加油时使用滤油小车,同时应注意不要让外界杂质或水进入到油箱中。
(2)全部打开液压泵输入管线的阀门,再打开油泵附近压力口的安全进阀。
(3)电气:确定电机的运转方向:一般参照液压泵顶部铭牌上箭头方向和液压设备的装配图检查电机的运转方向。
给每个电磁控制阀单独通电以确定磁体是否按照说明进行动作。
(4)注满工作液(清除空气)
首先应确保阀(LS1-LS6)打开,每段上(35-2,4,6)处截止阀应处于关闭,每段上(35-1.3.5)处截止阀打开,泵上负载敏感C1处和阀块上C1处相通,与C2不通。每段上截止阀(34-1.2.3)关闭,即P2不通。
向油管内充油操作步骤:
向油管内充油
进油管和回油管上各有一个截止阀X。
旁通管上有一个截止阀Y。
注意:当泵停止工作时,为防止篦床倾斜或液压缸活塞被压到机械极限位置,可将篦冷机两侧截止阀X关闭而保证截止阀Y打开。
向油管内充油操作步骤:
关闭截止阀X;
打开截止阀Y;
检查管线系统,确保正确连接;
确保安装在泵吸油管道上的阀序号SL11 SL12截止阀打开;
逐个检查泵的注油孔,确保泵内已充满液压油,确保电机的旋向正确;
为了能使管路充满油,逐个地在比例换向阀完全打开的条件下让泵工作5—10分钟。
注意:油管中充完油后检查油箱油位,如油位较低,则还应向油箱中加油。
三.蓖冷机联动
.1.检查油箱油位及温度是否正常。检查油质是否正常,有无变质。
2. 确保阀(LS1-LS6)打开,每段上(35-2,4,6)处截止阀应处于关闭,每段上(35-1.
3.5)处截止阀打开,泵上负载敏感C1处和阀块上C1处相通,与C2不通。油缸处截止阀X打开,Y关闭。
3.开启循环泵系统及温控系统。
4.在现场控制箱上将篦床每分钟的运行次数设为最低值,此时行程应较短。
5.启动工作泵。
6.在控制板上将篦床的运行次数逐渐调大,此时应注意主机及液压系统是否正常,如有异常情况,应立即停机;若无异常情况,可将运动次数调到所需的工作次数。
7.备用泵功能的测试
调试期间,为了检验电气和液压的连接以及备用泵的功能,所有的主泵都应由备用泵替换来测试一遍。对于备用泵:打开所要备用段上截止阀(34-x),即使P2通,三通阀有C1打到C2位置,(即例35.6通,35.5不通)选择开关到备用泵挡位,启动备用泵;运行无异常后关闭备用泵,并按原操作复位。
注意:由于过滤器在运行时可能被阻塞,因此应注意使过滤器保持清洁。从试车运行约300小时后,注意松开了的螺钉和螺母,再严格的予以紧固。
四.正常运转时的保养
(1)为获得液压设备较高的效率,预防事故的发生和保证稳定的性能,要进行一系列的维护和管理工作,而其中液压操作中工作液的维护和管理尤其特别重要,因此必须和液压工作液制造者一起预先充分考虑保养维护和管理的主要内容。工作液的保养和维护的简单说明以及长期使用油的液压设备所必需检查的内容如下:
工作液的种类:使用L-HM46液压介质。
1.粘滞度范围:所使用的工作液粘滞度范围从41.4-50.6厘司该粘滞度范围一般相当于
工作液温度40°C,希望从工作液的制造者那里获得和所使用的液体操
作液有关的粘滞度温度曲线。
2.清洁度:系统要求NAS1638-7级
3.定期检查:试运行的初级阶段:运行500小时之后。
正常运转:2000小时。
取约1升工作液作为式样,请工作液的制造者进行对它检验。
4.更换:正常的更换周期通常是4500小时,尽管检查结果是正常的,一般说来,应将
全部液压工作液旧的尽可能的全部更换。
5.每天检查事项:
(1)变色—这种变色是由于水或空气的侵入而产生的。
(2)气味—特殊气味是由与油的玷污及变质之后而产生的。
(3)外界物质的侵入—由于外界物质的侵入有时造成工作液的提前变质。
7.除水—从油储藏室最底部的排水管排水,每月进行一次。
8.每工作一段时间(根据实际需要),要把管道上离油缸近处的截止阀X关闭,Y打开,
象前面提到的向管道里注油步骤相同,运行几分钟,排出管道中死油(即把管道里的油循环一次)。
(2)备用泵的切换:
正常工作过程中,如果某一台泵出现问题,为不影响生产可以用备用泵(4号泵)替换。具体操作:(用1号泵为例)停掉1号泵(其它两台可以不停),打开P2处截止阀
(34.1),负载敏感C2处截止阀(35.2)打开,关闭负载敏感C1处截止阀(35.1),启动泵用泵即可。同理可转换2、3号泵。
五.备品备件:由于设备上很多元件为进口元件,进货周期较长,为不影响公司有效生产,必须准备必要元器件以防紧急使用。
d系列单冲压片机使用说明书定稿版
d系列单冲压片机使用 说明书 HUA system office room 【HUA16H-TTMS2A-HUAS8Q8-HUAH1688】
DP30A系列单冲压片机操作规程 一、主要构造及工作原理 本机由传动机构、压片控制机构、电器控制部分组成。其结构简图见图1、图2、图3. 1 偏心轮 3 紧固螺栓 4齿轮轴 5 皮带护罩 6 手动论 7 键轴 8 中模台 9 调节螺母紧固螺钉 10 调节螺母 11 托模臂 12 填充蜗杆 13 填充齿轮 14 橡胶垫 15 填充紧固手柄 16 填充手轮 17 下冲紧固螺丝 18下模轴 19 下冲 20 中模板紧固螺钉 21 中模 22 下模板 23 上冲 24 上冲紧固螺钉 25 上冲导杆 26 罩 27 大齿轮护罩 28 油杯 29 玻璃罩 30大齿轮 31尼龙齿轮 32 外罩保护开关 33 安全门保护开关 34 安全门 35 变频器 36 除粉盒 37 前门
38 下模轴定位螺钉 39 电机座紧固螺栓 40电机座 41 电机座手柄 42 电机 43 后门 44 小车 45 垫板 46 小车摇臂 47卡簧 48 连杆轴 49 滑轮 50 料斗 51 大摇臂 52 副料斗 53 外罩 54副料斗上盖 注:料斗小车是由44、45、46、47、48、49、50等构成的组合体。 主传动机构由电机、A型V带传动(电机轮,V带,皮带轮)、齿轮传动(尼龙齿轮,大齿轮)、与大齿轮相连的主轴偏心轮组成。 压片运动机构工作时,传动机构首先启动,大齿轮每转动一转期间,大齿轮内侧的外导轨内的凸轮运动时通过连杆带动料斗小车对中模进行加料后一次退出,紧接着由过桥轮带动偏心轮使偏心向下运动,与偏心轮连接的导杆带动上冲进入中模与正在中模孔内的下冲一起进行压片成型。同时大齿轮内侧的内导轨的凸轮运动时通过立轴过连杆机构,带动下冲将药片顶出中模,接着料斗小车对中模进行第二次加料时,先将药片推出,而下冲缩回时,中模孔内留出加料空腔。这种动作循环往复进行。药片的压力大小、重量分别可由偏心轮下的导杆、下模轴进行连续可调。 电器控制部分工作与安全门、外罩接触的两个行程开关在闭合位置时电路才能接通。电机采用变频调速,可以根据所压药片的质量情况随时调整鸦片速度。
(完整版)单冲干粉压片机说明书毕业设计论文
优秀论文审核通过 未经允许切勿外传 摘要 单冲干粉压片机是通过凸轮(或偏心轮)连杆机构(类似冲床的工作 原理),使上、下冲产生相对运动而压制药片。单冲式并不一定只有一副冲模工作,也可以有两副或更多,但多副冲模同时冲压,由此引起机构的稳定性及可靠性要求严格,结构复杂,不多采用。随着现代科技的发展,压片机涉及的行业越来越广泛,高科技、高效率,低成本已成为现代压片机的一个重要的发展趋势。 本次设计以小型单冲式压片机为例, 介绍了单冲式压片机的基本结构组成、工作原理及工作过程, 阐述了国内外单冲式压片机的发展现状, 同时根据其发展现状分析了目前单冲式压片机所存在的主要缺陷, 并指明了其发展趋势,而且经过对压片机构造和运动进行了分析与合成。使其能够稳定的运行并完成连续自动化生产的要求。 关键词:压片机;单冲;连杆机构;片剂
Abstract Single pressing machine is through the eccentric CAM (or similar) linkage (principle of work), punch, and ran down to the relative motion and suppress tablets. Single blunt type must not only a pair of stamping work, also can of the stability and reliability of complex structure, strict, So it does not often used. With the development of modem science and technology,tablet pressing machine is used in more and more industries. High technology, example, this paper introduced the basic structure, working principle and working process o f the single punch
机械原理课程设计压片机设计说明书.
机械原理课程设计 题目:干粉压片机 学校:洛阳理工学院 院系:机电工程系 专业:计算机辅助设计与制造 班级:z080314 设计者:李腾飞(组长)李铁山杜建伟 指导老师:张旦闻 2010年1月1日星期五
课程设计评语 课程名称:干粉压片机的机构分析与设计 设计题目:干粉压片机 设计成员:李腾飞(组长)李铁山杜建伟 指导教师:张旦闻 指导教师评语: 2010年1月1日星期五
前言 干粉压片机装配精度高,材质优良耐磨损,稳定可靠,被公认为全国受欢迎产品。特别是现在的小型干粉压片机,市场前景很好。很多小型企业不可能花高价去买大型的,而且得不尝试,所以小型压片机更少中小型企业青睐。例如蚊香厂、鱼药饲料厂、消毒剂厂、催化剂厂都相继使用。本机还可改为异形冲模压片。由于该机型相对于其他机型压力较大,压片速度适中,因而受到生产奶片、钙片、工业、电子异形片的厂家欢迎。相信本厂品会给您带来良好的企业效应。 编者:洛阳理工学院第二小组 日期:2010年1月1日星期五
目录 一. 设计题目 (5) 1.工作原理以及工艺过程 (5) 2.原始数据以及设计要求 (5) 二. 设计题目的分析 (5) 1. 总功能分析 (5) 2. 总功能分解 (5) 3. 功能元求解 (6) 4. 运动方案确定 (7) 5. 方案的评价 (9) 6. 运动循环图 (10) 7. 尺度计算 (11) 8.下冲头对心直动滚子推杆盘形凸轮机 (13) 9.下冲头对心直动滚子推杆盘形凸轮机的位移曲线 (13) 三. 干粉压片机各部件名称以及动作说明 (14) 四. 参考书目 (14) 五. 新得体会 (14)
机械原理课程设计压片机
机械原理课程设计 说明书 设计题目压片成形机 汽车工程系汽车工程(中美)专业汽车工程 班号0621081班 设计者王佩玉 指导教师丽华 2010年7月2日
目录 1.设计题目 (3) 2.设计要求 (3) 3.运动方案评估 (3) 4.设计容 (6) 5.设计步骤 (8) 6.附录 (11)
机械原理课程设计 ——压片成形机 一、.设计题目 1.压片成形机介绍 设计自动压片成形机,将具有一定湿度的粉状原料(如瓷干粉、药粉)定量送入压形位置,经圧制成形后脱离位置。机器的整个工作过程(送料、压形、脱离)均自动完成。该机器可以压制瓷圆形片坯、药剂(片)等。 2.压片成形机的工艺动作 (1) 干粉料均匀筛入圆筒形型腔。 (2) 下冲头下沉3mm ,预防上冲头进入型腔是粉料扑出。 (3) 上、下冲头同时加压,并保持一段时间。 (4) 上冲头退出,下冲头随后顶出压好的片坯。 (5) 料筛推出片坯。 料型 下冲头 粉2 3 片下下 上冲上冲头 片坯
3.压片成形机设计数据 电动机转速/(r/min):1450;生产率/(片/min):10; 冲头压力/N:150 000;机器运转不均匀系数/δ:0.10; 二、设计要求 1.上冲头完成往复直移运动(铅垂上下),下移至终点后有短时间的停歇,起 保压作用,保压时间为0.4s左右。因冲头上升后要留有料筛进入的空间,故冲头行程为100mm。因冲头压力较大,因而加压机构应有增力能力。 2.下冲头先下沉3mm,然后上升8mm,加压后停歇保压,继而上升16mm, 将成形片坯顶到与台面平齐后停歇,待料筛将片坯推离冲头后,再下移21mm,到待料位置。 3.料筛在模具型腔上方往复振动筛料,然后向左退回。待坯料成型并被推出型 腔后,料筛在台面上右移约45~50mm,推卸片坯。 三.运动方案评估 上冲头设计方案 方案1 说明:杆1带动杆2运动,杆2使滑块 往复运动,同时带动杆3运动,从而达 到所要求的上冲头的运动。此方案可以 满足保压要求,但是上冲头机构制作工 艺复杂,磨损较大,且需要加润滑油,
开山冷干机使用说明书
KSAD系列 操作使用说明书 购买日期 型号 出厂编号 浙江开山净化设备有限公司
目录 一、冷冻式干燥机原理 ,,,,,,,,,,,,,,,,,,,,,,,2 二、冷冻式干燥机零部件图解 ,,,,,,,,,,,,,,,,,,,,3 三、设备安装事项 ,,,,,,,,,,,,,,,,,,,,,,,,,4-6 四、KSAD系列冷冻式干燥机操作方法 ,,,,,,,,,,,,,,,,6-7 五、常规控制仪表板说明 ,,,,,,,,,,,,,,,,,,,,,,,7 六、冷冻式干燥机的启动过程 ,,,,,,,,,,,,,,,,,,,,8 七、冷冻式干燥机的停机过程 ,,,,,,,,,,,,,,,,,,,,8 八、冷冻式干燥机的保养要求 ,,,,,,,,,,,,,,,,,,,9-10 九、冷冻式干燥机的典型故障分析和处理 ,,,,,,,,,,,,,11-14 尊敬的用户: 感谢您选购浙江开山压力容器有限公司KSAD系列冷冻式干燥机,为了确保机器正常、可靠运行,请务必在使用本机器之前详细阅读说 明书。 从您购买浙江开山压力容器有限公司产品之日起,您将会得到本公司一流的售后服务。 一、冷冻式干燥机工作原理: 冷冻式干燥机是根据冷冻除湿原理,将压缩空气强制通过蒸发器进行热交换而降温,使压缩空气中气态的
水和油经过等压冷却,凝结成液态的水和油,并夹带尘埃,通过自动排水器排出系统外,从而获得清洁的压缩空气。 1、冷冻式干燥机工艺流程 2、冷冻式干燥机配置流程 二、冷冻式干燥机主要零部件图解
三、设备安装注意事项
1、冷冻式干燥机安装标准要求:无须安装地脚螺栓,但要求基础水平坚固,并要顾及排水系统 的高度和设置排水地沟。 2、冷冻式干燥机避免安置于屋外直接日晒和雨淋或温度高、通风不良以及尘埃多的场所,需安 装在环境温度高于 0℃低于 38℃的地方,风冷式冷冻式干燥机必须安置在室内,并具有良好的通气设备以维持冷冻式干燥机的正常工作。安装在空压房内的风冷式冷冻式干燥机,要采取冷冻式干燥机与空压机的隔热措施。 警告 通风不良将导致冷凝后的热空气流反复通过风冷冷凝器而使室温不断升高。 这将导致制冷压缩机排气压力过高使冷媒高压开关保护或使电机内部过载保护, 最终使设备停止运转。 将风冷型冷冻式干燥机置于可使冷却空气便于通过冷凝器的地方,设备与周围环境或机器之间的距离应保持在 1 米以上的空间便于保养和维修。 3、安装时应尽量避免管道太长,弯曲角度太多,管径太小,以免产生压力降,设备空气进出口 口上方请加装旁路阀以利检修。 冷冻式干燥机 4、安装冷冻式干燥机电源时电器接线可能在运输过程中由于震动而松动,请用工具拧紧,并注意
机械原理课程设计压片机设计说明书
机械设计创新设计 题目:干粉压片机 学校: 院系:机电学院 专业:工程机械 班级:09级2班 设计者: 指导老师:胡启国 2012年5月 前言 1.1 干粉压片机的概述 干粉压片机是指利用传动系统将电动机的转速降低带动执行机构对粉末物质采取 上下进行加压而成片状。根据干粉压片机的传动系统和执行机构不同,干粉压片机可以分为单片式压片机,旋转式压片机,亚高速旋转式压片机、全自动高速压片机以及旋转式包芯压片机。 干粉压片机的使用行业很广泛。如制药厂、电子元件厂、陶瓷厂、化工原料厂等等,而且压片机还能用来做冲压设备。 压片机在欧美压片机出现的较早。而在国内到1949年,上海市的天祥华记铁工厂仿造成英国式33冲压片机;1951年,根据美国16冲压片机改制成国产18冲压片机,这是国内制造的最早制药机械;1957年,设计制造了ZP25-4型压片机;1960年,自行设计制造成功60-30型压片机,具有自动旋转、压片的功能。同年还设计制造了ZP33型、ZP19型压片机。“七五”期间,航空航天部206所HZP26高速压片机研制成功。1980年,上海第一制药机械厂设计制造了ZP-21W型压片机,达到国际上世纪80年代初的先进水平,属国内首创产品。1987年,引进联邦德国Fette公
司微机控制技术,设计制造了P3100-37型旋转式压片机,具有自动控制片剂重量、压力、自动数片、自动剔除废片等功能,封闭结构严密、净化程度达到GMP要求。1997,年上海天祥健台制药机械有限公司研发了ZP100系列旋转式压片机、GZPK100系列高速旋转式压片机。进入21世纪,随着GMP认证的深入,完全符合GMP的ZP系列旋转式压片机相继出现:上海的ZP35A、山东聊城的ZP35D等。高速旋转式压片机在产量、压力信号采集、剔废等技术上有了长足的发展,最高产量一般都大于300000片/小时,最大预压力20kN,最大主压力80kN或10080kN。譬如,北京国药龙立科技有限公司的GZPLS-620系列高速旋转式压片机、上海天祥健台制药机械有限公司的GZPK3000系列高速旋转式压片机、北京航空制造工程研究所的PG50系列高速旋转式压片机等。随着制造加工工艺水平、自动化控制技术的提高以及压片机使用厂家各种不同的特殊需求,各种特殊用途的压片机也相继出现。譬如,实验室用ZP5旋转式压片机、用于干粉压片的干粉旋转式压片机、用于火药片剂的防爆型ZPYG51系列旋转式压片机等。 国内压片机的现状:(1)压片机规格众多、数量大;(2)操作简单;(3)技术含量较低,技术创新后力不足。国外压片机的现状:高速高产、密闭性、模块化、自动化、规模化及先进的检测技术是国外压片机技术最主要的发展方向。 1.2 干粉压片机的研究现状 1.2.1 压片机动力学分析及力的优化 文献[6]阐述了主加压机构的运动学分析。对机构进行运动学分析可采用图解法分析和解析法分析.在此,我们采用解析法,应用c语言程序进行分析。杆组法运动学分析原理,由机构的组成原理可知,任何平面机构都可分解为原动件、基本杆组和机架三个部分,每一个原动件为一个单杆构件.分别对单杆构件和常见的基本杆组进行运动学分析,并编制成相应的子程序,在对整个机构进行运动分析时,根据机构组成情况的不同,依次调用这些子程序,从而完成对整体机构的运动分析。 文献[10]阐述了各种方案的拟定。根据各功能元的解,动力源可以采用电动机、汽油机、蒸汽透平机、液压机、气动马达等;上下加压则可采用凸轮机构、齿轮机构、连杆机构、液压缸等;送料可采用连杆机构、齿轮机构、槽轮机构等.这样可组合的方案达上百种。 文献[7]阐述了谐响应分析。分析动态响应实际上是解一个完整的动力学方程,它是一个二阶常系数线性微分方程: [M]{x(t)}+[c]{x(t)}+[K]{x(t)}={P(t)} 式中:[M] 、[c]、[K]--质量矩阵、阻尼矩阵和刚度矩阵。x(t)、x(t)、x ( t)--结点的加速度、速度和位移向量,它们均为时间的函数。fP(t)卜一激振力向量,也是时问的函数。谐响应分析是用于确定线性结构在承受随时问按正弦规律变化载荷时稳态响应的一种技术。分析的目的是计算出结构在谐波激振力下的响应,即位移响应与应力响应,并得到系统的动态响应与系统激振力频率的曲线,称为幅频曲线。压片机工作时,冲头和压轮周期性接触,这样就会造成有周期性的激振力作用在整个结构上。当激振力的频率与压片机的固有频率接近时,就会发生共振。共振现象的发生不但不能保证冲压的加工精度,还会对冲头和压轮以致整个机床造成严重破坏,这是一定要避免的。通过以上分析,可以得到以下结论: (1)经过力的优化以后,避免了在第一、二阶固有频率处的共振现象的发生,虽然优化后,第三阶固有频率处的位移比其他频率处较大(1.8xlO4),但小于优化前该频率处的位移(2.1xlO4),更远远小于机器共振时的(1。6x10一),振动量降低了接近1O倍。(2)经过力的优化以后,由于对整体结构不存在激振力,所以一、二、四、五阶振型不会对动态性能产生影响。(3)由于该压片机的实际工作转数在每分钟4O一6O转之间,即工作频率为48 73Hz之间,而优化后在96HZ处振动量较大,远离工作频率范围,所以,机器处于安全良好的工作区域范围,具有良好的动态性能。通过对压片机的模态分析,动力学谐响应分析,得出了压片机在不同工作频率范围下的响应,在此基础上对整体结构进行了力的优化,有效的抑制了共振现象的发生,解决了机器工作时振动和噪音的问题,分析结
红外压片机使用说明
压片机使用说明 准备(参考图1,图2): 1.保持使用压片机的房间湿度较低; 2.将压片机配件③、⑤表面的油脂用四氯化碳或苯清除(否则得到的样品片有黄色。),放入干燥器备用; 3.用玛瑙研钵一次研磨大量KBr晶体并过筛,放入烘箱中120~150℃干燥3小时,放入干燥器以备后用; 4.为避免手汗对压片的影响,准备一双白手套,研磨和压片过程中戴手套; 压片操作: 1.取400毫克备用KBr粉末于玛瑙研钵中,加入0.5%~1%样品,在红外灯下研细混匀,放入烘箱中120~150℃干燥1小时; 注意:干燥温度依样品性质而定; 2.使用丙酮(或乙醇、石油醚等溶剂)棉清洗③; 3.配件③光面向上插入①的圆形凹槽,③光面高出①的圆形凹槽约2毫米,将⑤套在③高出凹槽的部分; 注意:①、③、⑤大小配合,没有间隙,稍有倾斜则装不进 去,若装配不顺利拿出再装,不要硬挤,正常装配时,①、 ③、⑤之间可以自如旋转; 4.取样品和KBr混合粉末约200毫克,放到③和⑤形成的凹槽中,用抹刀铺平;
5.将另一③光面向下插入⑤的圆孔中,旋转③使粉末均匀平铺 (否则所得压片有白斑); 注意:正常装配时,③、⑤之间可以自如旋转; 6.将⑥准确放在①上,旋转⑥以确认安装正确; 7.将弹簧⑧放在⑥上,④插入⑥中,装配好的压片模具移至压 片机下; 8.○P与真空泵相连,压片前抽真空5分钟;(真空泵为选配件)9.压片机阀门拧至lock, 加压至80KN,停留5~10分钟,停留 时间越长压片越透明,但超过10分钟则没有明显变化; 10.压片机阀门拧至open,压片模具移下压片机,拆下④、⑥、 ⑧; 11.将连接在一起的③、⑤从①上取下,放在⑩上;12.安装⑥(同步骤6),○11插入⑥中,置于压片机下,(无须抽真空),压片机阀门拧至lock,加压至○11的上檐与⑥接近;13.压片机阀门拧至open,拆下○11和⑥,得到样品的KBr片; 14.用丙酮棉清洗所有与KBr接触过的配件,特别是③和⑤,以 免生锈,放入干燥器备用。 警告: ○P拆卸前,真空泵不能停止工作,否则泵油会被倒吸至模具。
冷干机使用说明书
目录 一、冷干机原理 (2) 二、冷干机零部件图解 (3) 三、设备安装事项…………………………………………………………………4-6 四、SLAD系列冷冻式干燥机操作方法…………………………………………6-7 五、常规控制仪表板说明 (7) 六、冷干机的启动过程 (8) 七、冷干机的停机过程 (8) 八、冷干机的保养要求…………………………………………………………9-10 九、冷干机的典型故障分析和处理……………………………………………11-14
一、冷冻式干燥机工作原理: 冷冻式干燥机是根据冷冻除湿原理,将压缩空气强制通过蒸发器进行热交换而降温,使压缩空气中气态的水和油经过等压冷却,凝结成液态的水和油,并夹带尘埃,通过自动排水器排出系统外,从而获得清洁的压缩空气。 1、冷冻式干燥机工艺流程 2、冷冻式干燥机配置流程
二、冷冻式干燥机主要零部件图解
三、设备安装注意事项
1、冷冻式干燥机安装标准要求:无须安装地脚螺栓,但要求基础水平坚固,并要 顾及排水系统的高度和设置排水地沟。 2、冷冻式干燥机避免安置于屋外直接日晒和雨淋或温度高、通风不良以及尘埃多 的场所,需安装在环境温度高于0℃低于38℃的地方,风冷式冷干机必须安置在室内,并具有良好的通气设备以维持冷冻式干燥机的正常工作。安装在空压房内的风冷式冷干机,要采取冷干机与空压机的隔热措施。 警告 通风不良将导致冷凝后的热空气流反复通过风冷冷凝器而使室温不断升高。 这将导致制冷压缩机排气压力过高使冷媒高压开关保护或使电机内部过载保 护,最终使设备停止运转。 将风冷型冷冻式干燥机置于可使冷却空气便于通过冷凝器的地方,设备与周围环境或机器之间的距离应保持在1米以上的空间便于保养和维修。 3、安装时应尽量避免管道太长,弯曲角度太多,管径太小,以免产生压力降,设备 空气进出口口上方请加装旁路阀以利检修。 冷冻式干燥机
压片机使用方法-v2
压片机操作流程V1.0 1. 压片机及模具简单介绍。 2. 确定样品用量。 A) 透射样品先用thinkness 软件包中的sam …..计算得到所需的样品用量,若量太少可 以参杂适量的BN 或其他试剂(低Z 元素,起压片成型的作用),保证能压成片。一般BN 的用量50-60mg 即可压成片。 B) 荧光样品用量要求不高,只需能压成片即可。通常片的厚度最好不要超过1mm 。 3. 研磨。用研钵把样品颗粒尽量研磨细小,颗粒大小四百目(3um 以下),手感像面粉; 同时加入掺杂的BN 或其他试剂研磨,混合均匀,备用。 4. 清洁模具,各个可能接触到样品的表面; 5. 组装模具 6. 放入垫块1(使用镊子) 1螺旋杆 2加压手柄 3压力表 4卸压旋钮 5模具 1底座 2套筒 3压杆 4垫块
7.装入研磨好的样品 8.再放入垫块2 9.放入压杆:轻轻旋转压杆,使粉末均匀分布; 10.将模具放到压片机上,旋紧螺旋杆。 注意要保证模具和压片机的螺旋杆同轴心,防止加压时受力不均模具变型。 具体方法为:从相互垂直的两个不同方向观察螺旋压杆与模具压杆的相对位置,确保压杆处于螺旋压杆的中心;
11.加压。将加压手柄上下摆动,直到红圈内压力表示数由0变大到一定值,停止加压。不 同直径对应的最大压力见下表。以模具直径是10mm为例,压力表示数不能超过10,8左右即可。 注意:加压过程尽量缓慢。 12.保持压力5-10分钟。 13.卸压。旋转红圈中的黑色旋钮,使压力表示数减小到0。然后马上把黑色旋钮拧紧,防 止漏油。 14.拧松螺旋杆,拿出模具,先取下模具的底座,再用压杆顶出样品片。若片太紧不好取, 可借助透明垫块,如图,稍微压紧螺旋杆即可。 15.清洗模具。每次压片结束后都必须用酒精清洗底座、套筒、压杆和垫块。
DPA系列单冲压片机使用说明书
D P A系列单冲压片机使 用说明书 集团标准化工作小组 #Q8QGGQT-GX8G08Q8-GNQGJ8-MHHGN#
DP30A系列单冲压片机操作规程 一、主要构造及工作原理 本机由传动机构、压片控制机构、电器控制部分组成。其结构简图见图1、图2、图3. 1 偏心轮 3 紧固螺栓 4齿轮轴 5 皮带护罩 6 手动论 7 键轴 8 中模台 9 调节螺母紧固螺钉 10 调节螺母 11 托模臂 12 填充蜗杆 13 填充齿轮 14 橡胶垫 15 填充紧固手柄 16 填充手轮 17 下冲紧固螺丝 18下模轴 19 下冲 20 中模板紧固螺钉 21 中模 22 下模板 23 上冲 24 上冲紧固螺钉 25 上冲导杆 26 罩 27 大齿轮护罩 28 油杯 29 玻璃罩 30大齿轮 31尼龙齿轮 32 外罩保护开关 33 安全门保护开关 34 安全门 35 变频器 36 除粉盒 37 前门 38 下模轴定位螺钉 39 电机座紧固螺栓 40电机座 41 电机座手柄 42 电机 43 后门 44 小车 45 垫板 46 小车摇臂 47卡簧 48 连杆轴 49 滑轮 50 料斗 51 大摇臂 52 副料斗 53 外罩 54副料斗上盖 注:料斗小车是由44、45、46、47、48、49、50等构成的组合体。 主传动机构由电机、A型V带传动(电机轮,V带,皮带轮)、齿轮传动(尼龙齿轮,大齿轮)、与大齿轮相连的主轴偏心轮组成。 压片运动机构工作时,传动机构首先启动,大齿轮每转动一转期间,大齿轮内侧的
外导轨内的凸轮运动时通过连杆带动料斗小车对中模进行加料后一次退出,紧接着由过桥轮带动偏心轮使偏心向下运动,与偏心轮连接的导杆带动上冲进入中模与正在中模孔内的下冲一起进行压片成型。同时大齿轮内侧的内导轨的凸轮运动时通过立轴过连杆机构,带动下冲将药片顶出中模,接着料斗小车对中模进行第二次加料时,先将药片推出,而下冲缩回时,中模孔内留出加料空腔。这种动作循环往复进行。药片的压力大小、重量分别可由偏心轮下的导杆、下模轴进行连续可调。 电器控制部分工作与安全门、外罩接触的两个行程开关在闭合位置时电路才能接通。电机采用变频调速,可以根据所压药片的质量情况随时调整鸦片速度。 二、操作方法 1 模具的安装与调整 旋松固定在中模板(序号22)上的3个紧固螺钉(序号20),取下中模板。 旋松下冲紧固螺钉(序号17),将下冲(序号19)插入下模轴(序号18)的孔中,并要插到底,下冲紧固螺钉不要旋紧。如果是圆形模具,下冲杆的缺口面要对准下冲紧固螺钉。 把中模平稳放在中模台(序号8)上,同时使下冲进入中模的孔中,然后将中模板放在中模台上,借助中模板的三个紧固螺钉固定,但不要旋紧。 松开上冲紧固螺钉(序号24),将上冲(序号23)插入上冲导杆(序号25)的孔中,并要插到底,注意上冲杆的缺口面要对准上冲紧固螺钉,旋紧上冲紧固螺钉。 用手轻轻旋动手动论(序号6),使上冲慢慢下降进入中模孔中,若发生碰撞或摩擦,则调整好中模板的位置,使上冲进入中模板孔中。如果是异形模具,要先转动下冲和中模,调整好和上冲的入模位置后,再调整中模板的位置,使上冲进入中模孔中。 顺序旋紧中模板的3个紧固螺钉,然后旋紧下冲紧固螺钉。
冷干机使用说明书.doc
冷冻式压缩空气干燥机使用说明书 杭州嘉隆气体设备有限公司
目录 安全总则 (1) 使用前注意事项 (1) 概述 (2) 型号编制及说明 (4) 配置及安装 (4) 冷干机的操作方法 (7) 5.0故障报警复位 (13) 故障原因及排除 (13)
安全总则 1、冷冻式压缩空气干燥机的工作压力绝不能超过铭牌上标明的最高工作压力。 2、冷冻式压缩空气干燥机在电力驱动下运行,请按国家电力标准进行安装。 3、在进行任何电气检修工作前,请务必先切断电源。 使用前注意事项 1、冷冻式干燥机属高级精密设备。机内制冷系统的精密元件、管道及控制系统电子元件,均不得经受较大的冲击和震动。由公路作长途运输时,车速不得过高。当路面质量不良时,尤应减速行驶,以免造成不必要的损失。 2、本机在装卸、移动及安装时,无论装箱或拆箱状态,均需使用叉车从箱体或机器的底部受力搬运。切忌在空气进、出口管道处受力搬运机器。 3、水冷式冷冻干燥机开机时应先通水,后通电。 4、冷却水温不高于320C,流量不小于。 5、风冷式冷冻干燥机的进风口与墙体距离以上,两台干燥机的进风口与排风口不要面对面,环境温度不高于350C。
6、冷冻干燥机开机前必须气、水(水冷型)、电三者具备。 概述 冷干机工作原理 JRL系列冷冻式压缩空气干燥机是根据空气冷冻干燥原理,利用制冷设备使压缩空气冷却到一定的露点温度,析出相应所含的水份,并通过分离器进行气液分离,再由自动排水阀将水排出。从而达到冷冻除湿的目的。同时,压缩空气中3μ及以上的固体尘粒及微油量成份都被滤除,使气源品质达到清洁、干燥的要求。 工艺流程顺序 JRL系列产品的工作分为空气系统和制冷系统两个部分: 空气系统:含有水份、油份的压缩空气进入气对气热交换器,使压缩空气预冷,降低压缩空气的温度,除去一部份水分,再进入气对制冷剂热交换器,使压缩空气冷却到(2-10)0C的露点温度。水份、油份及部分杂质在此被凝结,冷却后的气体和已凝结的水份、油份及部分杂质通过气液分离器被分离,然后水份、油分被自动排水阀排出,干燥后的压缩空气通过气对气热交换器升温后输出,从而有效地防止了管路“出汗”现象的发生。 制冷系统:低温液态制冷剂在气对制冷剂交换器吸收热量而蒸发成气态,气态制冷剂从交换器的制冷剂出口通过汽化器和吸气过滤器进入制冷压缩机吸气口,汽化器和吸气过滤器是为了防止液态制冷剂和杂质进入压缩机内而设置,压缩机将低温低压的制冷剂压缩成高温高压的气体,根据旁通阀的自动调节,有小部分气体直接进入气对制冷剂热交换器,而大部分气体则进入冷凝器冷凝并降温,从冷凝器出来的低温液态制冷剂通过贮液器及干燥过滤器进入膨胀阀。贮液器和冷凝器的作用是保证制冷剂在膨胀阀的入口处为纯净的液态。液态制冷剂经膨胀进入气对制冷剂热交换器,又在交换器中冷却压缩空气,从而又开始了新一轮的循环。 当负载增大时,气对制冷剂热交换器中的制冷剂温度压力升高,通过膨胀阀传感器信号控制膨胀口开大,直至达到新的平衡。 当负载过小时,旁通阀自动地向气对制冷剂热交换器提供一个人工负载,以防止吸气
粉末压片机的原理及使用
粉末压片机的原理及使用 粉末压片机工作原理:该粉末压片机特点是一种小型台式电动连续压片的机器,也可以手摇,压出的药片厚度平均,光泽度高,无需抛光。 由于单冲压片机只有一付冲模,所以称单冲压片机;物料的充填深度,压片厚度均可调节。 使用说明 1、使用前须重复检查冲模的质量,是否有缺边、裂缝、变形和紧松不全情况及装置是否完整良好等工作。 2、检查颗粒原料的粉子是否干燥及颗粒中的粉末含量不超过10%。如不合格的不要硬压,否则会影响机器的正常运转及使用寿命和原料损耗。 3、初次试车应将压力调节器控制的指示针放置6上,将粉子倒入斗内,用手转动试车手轮,同时调节充填和压力,逐步增加到片剂的重量和硬软程度达到成品要求,然后先开动电动机,再开离合器,进行正式运转生产,在生产过程中,须定时抽验片剂的质量,是否符合要求,必要时进行调整之。 4、速度的选择对机器使用的寿命有直接的影响,由于原料的性质粘度及片径大小和压力在使用上不能作统一规定,本机的结构无级变速装置,慢速适用于压制矿物、植物草素、大片径、粘度差等和快速难以成型的物料。 快速适用于压制粘合,滑润性好的和易于成型物料。因此,使用者必须根据实际情况而定。
5、在使用中要随时注意机器响声是否正常,遇有尖叫声和怪声即行停车进行检查消除之,不得勉强使用。 6、管理人员必须熟悉本机的技术性能,内部构造,控制机构的使用原理及运转期间不得闻开工作地点,为防止发生故障而损坏机件,借以保证安全生产为前提。 粉末压片机是一种小型、花篮式连续自动压片机。它是药化工、食品、电子等工业部门处理颗粒状原料压成片或冲剂的必须设备之一。 它适用于小批生产、实验室、医院等部门压制药片、触煤、糖片、钙片、咖啡片、粉末冶金、电子原件和各种农业化肥片剂等。它可压制各种异型、环形片剂,并可压制双面刻有商标、文字及简单图形的片剂。 标签: 粉末压片机
冷干机使用说明
第四章冷冻干燥机及后处理系统 1 空气净化基础知识 1.1 为什么必须对压缩空气进行处理 从空压机输出的压缩空气中含有大量水份、油污及有害杂质,不通过适当的方法清除这些杂质,会对气源系统造成很大的危害。水会使金属器件、管道生锈腐蚀,造成气动组件动作失灵或漏气。油会使橡胶、塑料、密封材料变质或污染产品,造成产品质量不良。固态物质会堵塞节流孔或过滤网,造成阀类动作失灵或使磨耗加快。由此造成的损失往往大大超过气源处理装置的成本和维修费用,故正确选用气源处理系统是绝对必要的。 1.2 如何去除压缩空气中的杂质 在实际应用中对气源系统中的水分一般通过加压、降温、吸附等方法来去除其中的水蒸气;油及杂质和异味的去除方法一般采用精密过滤器滤除。冷冻式干燥机采用冷冻原理降低压缩空气的温度,使其水蒸气冷凝成水滴然后通过离心力将水滴与空气分离从而达到干燥的目的,干燥后的压缩空气干燥度采用露点温度来衡量。 1)露点定义 对应于某一压力,水蒸气开始凝结时的温度。 2)压力露点 在固定的压力下所测得的露点,即为该压力下的压力露点。 3)常压露点(大气压力露点) 在标准大气压力下测得的露点。 在已知某一压力下的压力露点温度或大气压力下露点温度,通过查表即可知道空气的含水量。
露点温度等级表 ISO8573-2000 压力露点与大气压力露点转换表 大气压力露点水份含量表
2 冷冻式干燥机
2.1 空气系统原理 1)潮湿高温的压缩空气流入热交换器,并与从蒸发器排出的冷空气进行热交换,使进入蒸发器压缩空气的温度降低。 2)降温后的压缩空气流入蒸发器与冷媒热交换,压缩空气中的热量被冷媒带走,压缩空气温度急速下降,潮湿空气中的水分因为达到饱和温度迅速冷凝成水滴,经过气水分离器分离后,冷凝水从自动排水阀处排出。 3)降温后的冷空气流经空气热交换与入口的高温空气热交换,经热交换的冷空气因吸收了入口空气的热量提升了温度,同时空气还经过冷冻系统的二次冷凝与高温的冷媒再次热交换使出口的温度得到充分的加热,确保出口空气管路不结露。由于充分利用了出口空气的冷源,降低了机台冷冻系统的负荷确保了机台出口空气的质量。2.2 制冷系统原理 1)开机后冷媒经压缩机压缩由原状态变为高温高压的蒸气。 2)高温高压的蒸气流入冷凝器及二次冷凝,其热量通过热交换被冷却介质带走后温度下降,高温高压的蒸气因为冷凝变成了常温高压的液体。 3)常温高压的液体冷媒流过膨胀阀,因为膨胀阀的节流作用压力降低,使得冷媒变成常温低压的液体。 4)常温低压的液体进入蒸发器后,因为压力的降低液态冷媒沸腾蒸发变成低压低温的气体,冷媒蒸发时吸收了大量压缩空气的热量,使得压缩空气的温度下降达到干燥的目的。 5)蒸发后的冷媒变为低温低压的蒸气,从压缩机的吸气口流回,被压缩机压缩后进入下一循环。 2.3 电气系统原理 冷干机的电气控制系统考虑到简单可靠的原则,小马力 一般采用按钮与接触器的控制方式;大马力部份(螺杆式)一 般采用智能继电器进行控制。以上两种控制不仅控制简单且 可靠。FR冷干机采用质量可靠的按钮进行操作,故障率低。 另附有电气短路保护、过电流保护、冷媒高低压保护、防冻 开关保护满足安全、可靠、实用且便于维修的要求。
ZP35压片机使用说明书
目录 一.说明和适用范围 (1) 二.主要技术参数 (2) 三.主要工作原理 (3) 四.安装调整和使用 (4) 五.电器操作方法 (5) 六.常见故障与排除方法 (6) 七.机器的润滑 (7) 八.机器的保养 (8)
安装前、开机前、维修前,必须仔细阅读本说明书,说明书内不推荐的行为均可能引起机器的异常或人身安全。 一.用途说明和适用范围 1.本机是根据生产用自动旋转、连续压片的压片机微型化的机器,它主要用于制药、化工、食品、电子等工业部门工艺研究,确认颗状原料能否压制成片剂的重要设备。 2.本机适用于能压制成片剂(本机压力范围内)的。而且含粉量(100目以上)不超过10%的颗粒状原料的压制。 3.本机适用于压制5-20毫米的圆形、异形和刻字片剂。 4.本机不适用于半固体、潮湿颗粒、低熔点易吸潮原料和无颗粒的粉末压片。 二.主要技术参数 序号名称单位指标 1 转台冲模数付5-7-9 2 最大工作压力千牛(KN) 60 3 最大压片直径毫米(mm) 20 4 最大压片厚度毫米(mm) 6 5 最大充填深度毫米(mm) 15 6 最大压片产量片/小时9600-13440-17280 7 转台工作直径毫米(mm) 200 8 转台转速转/分(r/min) 0~32 9 中模直径毫米(mm) 26 10 中模高度毫米(mm) 22 11 上、下冲杆直径毫米(mm) 22 12 上、下冲杆长度毫米(mm) 115 13 外型尺寸(长×宽×高)毫米(mm) 650×1000×1200 14 机器重量公斤(kg) 300 15 电动机功率千瓦(kw) 2.2 16 电压伏(V) 380 三.工作原理与主要机构 1.转台结构:转台是本机工作的主要执行件。有上、下轴承组件、主轴、转台等主要零件构成。转台的圆周上均匀分布5(7,9)付冲模,转台与主轴间由平键传递扭矩。主轴支撑在轴承上,由蜗轮副传动,花键连接,转动主轴,使转台旋转工作。 2.轨道机构:轨道有上轨道和下轨道组成的圆柱凸轮和平面凸轮,是上、下冲杆运动的轨迹。上轨道由上冲上行轨、上冲下行轨、上冲上平行轨、上冲下平行轨、压下路轨等多块轨道组成。它们分别紧固在上轨道盘上。下轨道由上冲下行轨、
冷干机使用说明书doc
冷干机使用说明书 doc
冷冻式压缩空气干燥机 使用说明书 杭州嘉隆气体设备有限公司 目录 安全总则 (1) 使用前注意事项··························
1 1.0概述 (2) 2.0型号编制及说明 (4) 3.0配置及安装 (4) 4.0冷干机的操作方法 (7) 5.0故障报警复位 (13) 6.0故障原因及排除 (13)
安全总则 1、冷冻式压缩空气干燥机的工作压力绝不能超过铭牌上标明的最高 工作压力。 2、冷冻式压缩空气干燥机在电力驱动下运行,请按国家电力标准进 行安装。 3、在进行任何电气检修工作前,请务必先切断电源。 使用前注意事项 1、冷冻式干燥机属高级精密设备。机内制冷系统的精密元件、管道 及控制系统电子元件,均不得经受较大的冲击和震动。由公路作长途运输时,车速不得过高。当路面质量不良时,尤应减速行驶,以免造成不必要的损失。 2、本机在装卸、移动及安装时,无论装箱或拆箱状态,均需使用叉 车从箱体或机器的底部受力搬运。切忌在空气进、出口管道处受力搬运机器。 3、水冷式冷冻干燥机开机时应先通水,后通电。 4、冷却水温不高于320C,流量不小于0.2t/m3.h。 5、风冷式冷冻干燥机的进风口与墙体距离1.5m以上,两台干燥机 的进风口与排风口不要面对面,环境温度不高于350C。 6、冷冻干燥机开机前必须气、水(水冷型)、电三者具备。
1.0概述 1.1冷干机工作原理 JRL系列冷冻式压缩空气干燥机是根据空气冷冻干燥原理,利用制冷设备使压缩空气冷却到一定的露点温度,析出相应所含的水份,并经过分离器进行气液分离,再由自动排水阀将水排出。从而达到冷冻除湿的目的。同时,压缩空气中3μ及以上的固体尘粒及微油量成份都被滤除,使气源品质达到清洁、干燥的要求。 1.2工艺流程顺序 JRL系列产品的工作分为空气系统和制冷系统两个部分: 空气系统:含有水份、油份的压缩空气进入气对气热交换器,使压缩空气预冷,降低压缩空气的温度,除去一部份水分,再进入气对制冷剂热交换器,使压缩空气冷却到(2-10)0C的露点温度。水份、油份及部分杂质在此被凝结,冷却后的气体和已凝结的水份、油份及部分杂质经过气液分离器被分离,然后水份、油分被自动排水阀排出,干燥后的压缩空气经过气对气热交换器升温后输出,从而有效地防止了管路“出汗”现象的发生。 制冷系统:低温液态制冷剂在气对制冷剂交换器吸收热量而蒸发成气态,气态制冷剂从交换器的制冷剂出口经过汽化器和吸气过滤器进入制冷压缩机吸气口,汽化器和吸气过滤器是为了防止液态制冷剂和杂质进入压缩机内而设置,压缩机将低温低压的制冷剂压缩成高温高压的气体,根据旁通阀的自动调节,有小部分气体直接进入气对制冷剂热交换器,而大部分气体则进入冷凝器冷凝并降温,从冷凝器出来的低温液态
压片机操作规程
15.12 压片机操作规程 1. 目的 为了保证X荧光分析样品的准确性,正确安全的使用压片机,特制定《压片机操作规程》。 2. 适用范围 《压片机操作规程》适用于佳木斯市松江水泥有限公司试验样品的压片操作。 3. 操作程序 压片机分为手动操作和自动操作两种操作模式,两种模式的操作分别如下: 3.1 手动操作 (1)检查压片机电源是否满足工作条件要求,上下压头是否擦拭干净。 (2)在电源满足工作条件要求、上下压头擦拭干净的前提下,用取样勺取适量粉磨好的样品放入压片盒内,并将压片盒准确放在上下压头之间的中心位置。 (3)打开主电源和电机电源,按下启动开关,启动开关指示灯亮,向上搬动控制手柄或按下压头上升按钮(UP),下压头开始上升至接触试样,开始加压,转动压力控制旋钮,并至所需最大压力。 (4)在最大压力下,不要放松控制手柄,继续保压5秒钟。 (5)保压10秒钟后,向下搬动控制手柄按下压头下降按钮(DOWN),压片机回油,下压头下降至初始位置,按下关闭按钮,取出压好的式样,整个压片过程结束。
3.2 自动操作 (1)检查压片机电源是否满足工作条件要求,上下压头是否擦拭干净。并将压片机最大压力调试到压片所需的最大压力,设定好最大压力下的延时时间(一般为5秒钟)。 (2)在电源满足工作条件要求、上下压头擦拭干净、最大压力调试好、延时时间设定好的前提下,用取样勺取适量粉磨好的样品放入压片盒内,并将压片盒准确放在上下压头之间的中心位置。 (3)打开主电源和电机电源,按下启动开关,启动开关指示灯亮,下压头开始自动上升至接触试样,开始加压并至最大压力。 (4)在最大压力下,继续保压5秒钟。 (5)保压10秒钟后,压片机自动回油,下压头下降至初始位置,关闭电机电源和主电源,取出压好的式样,整个压片过程结束。 4. 压片机示意图 压力控制钮 5. 维护与校验 5.1 压片机应保持清洁,物料粉尘应及时清扫干净。 5.2 定期检查压片机油缸油位,检查压片机油路是否漏油。 5.3 压片机每季度的第一个月进行校验,由于试验设备的特殊性,压片机与震动磨作为一个整体进行校验。校验方法为:采用混合均匀的专用生
冷干机控制器说明书英文版
XJK-LG5 Refrigerated Air Dryer Controller User Manual Thanks for your choose XJK-LG5 refrigerated air dryer controller, please read the manual before use. And operation should be complied with the manual. I Main Function ●Local/Remote control the work of compressor and drain valve automatically ●Link signal control the work of controller ●Detect temp. of each part of system ●LCD display running/alarm information and parameter value ●Output alarm signal ●Communication with PC (RS485) ●Output a start signal for subordinate after compressor work II Technical Data ●Rating voltage: AC220V(+15%,-20%). ●Analogy input: 5 channels of temperature ● 6 channels of relay output (include energize, Y, △, drain, alarm, subordinate machine start) If the voltage of contact is AC 220V, then the sensitive load current of contact is 0.8A, the resistance current of contact is 2A. ●Digital input signal: 4 buttons (include =, △, ▽, run/stop), alarm signal (N.C), link start signal. ●Display: 128×32 lattice LCD screen, 2.99’’ (76mm) wide by 0.98’’ (25mm) tall. ●Shell size: 218×150×115. It’s panel-mount, the recommended panel cutout for the controller is 8.27’’ wide (210mm) by 5.51’’ tall (140mm). III Display 1. LCD 2-4. light-emitting diode alarm 5-8. button 9. light-emitting diode compressor work 10. light-emitting diode inlet gas temperature too high. 11. light-emitting diode dew point temperature too high 12. light-emitting diode drain valve work