TLT 轴流式风机动叶片液压调节机构的工作原理
TLT 轴流式风机动叶片液压调节机构的工作原理
1.叶片角度的调整
若将风机的设计角度作为0o,把叶片角度转在-5o的位置(即叶片最大角度和最小角度的中间值,叶片的可调角为+20o~-30o)。这时将曲柄轴心和叶柄轴心调到同一水平位置,然后用螺丝将曲柄紧固在叶柄上,按回转方向使曲柄滑块滞后于叶柄的位置(曲柄只能滞后而不能超前叶柄),全部叶片一样装配。这时当装上液压缸时,叶片角处于中间位置,以保证叶片角度开得最大时,液压缸活塞在缸体的一端;叶片角关得最小时,液压缸活塞移动到缸体的另一端。否则当液压缸全行程时可能出现叶片能开到最大,而不能关到最小位置;或者相反只能关到最小而不能开到最大。液压缸与轮毂组装时应使液压缸轴心与风机的轴心同心,安装时偏心度应调到小于0.05mm,用轮毅中心盖的三角顶丝顶住液压缸轴上的法兰盘进行调整。当轮毂全部组装完毕后进行叶片角度转动范围的调整,当叶片角度达到+20o时,调整液压缸正向的限位螺丝,当叶片达到-30o,调整液压缸负向的限位螺丝,这样叶片只能在-30o~ +20o的范围内变化,而液压缸的行程约为78~80mm。当整个轮毂组装完毕再在低速(320r/min)动平衡台上找动平衡,找好动平衡后进行整机试转时,其振动值一般为0.01mm左右。
2.平衡块的工作原理
TLT 风机在每个叶柄上都装有约6kg 的平衡块,它的作用是保证风机在运行时产生一个与叶片自动旋转力相反、大小相等的力。平衡块的计算相当复杂,设计计算中总是按叶片全关时(-30o)来计算叶片的应力,因为叶片全关时离心力最大,即应力最大。所以叶片在运行时总是力求向离心力增大的方向变化。有些未装平衡块的送风机关时容易,启动时打不开就是这个原因。平衡块在运行中也是力求向离心力增大的方向移动,但平衡块离心力增加的方向正好与叶片离心力增加的方向相反而大小相等,这样就能使叶片在运行时无外力的作用,可在任何一个位置保持平衡,开大或关小叶片角度时的力是一样的。如果没有平衡块要想实现液压调节,液压缸就得做得很大,否则不易调整。
3.液压调节机构的工作原理
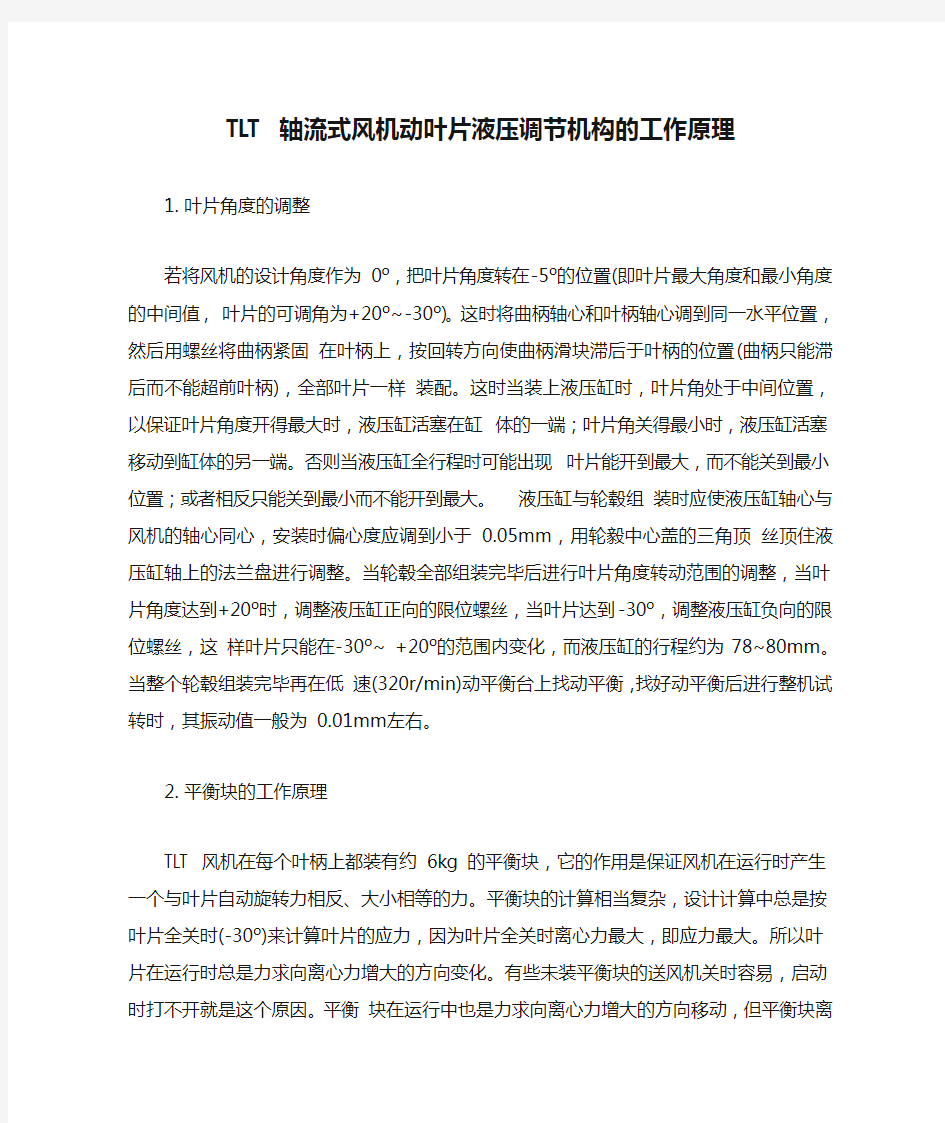
TLT风机的主要技术特点之一是动叶叶片角度的调整采用液压调节。动叶片在运行时通过液压调节机构可以改变动叶片的角度,使风机的性能曲线移位。下图为不同动叶安装角Q-H性能曲线与风道特性曲线,图示中可以看出一系列工作点。若需要流量和压头增大,只需增大动叶安装角;反之,只需减少动叶安装角。轴流风机的动叶调节,调节效率高,而且又能使调节后风机处于高效率区内工作。采用动叶调节的风机还可以避免在小流量工况下落在不稳定工况区内。轴流风机动叶调节使风机结构复杂,调节装置要求较高,制造精度要求亦高。
动叶调节
液压调节机构从结构来看(参考图),可分为二部分。一为控制头,它不随轴转动,另一部分为液压缸。液压缸由叶片、曲柄、活塞、缸体、轴、主控箱(即控制阀)、带齿条的反馈拉杆、位置指示轴和控制轴等组成,液压缸的轴线上钻有5个孔,中心孔是为了安装位置反馈杆,此反馈杆一端固定于缸体上,另一端通过轴承与反馈齿条连接。这样,位置反馈齿条做轴向往返移动,反馈齿条带动输出轴(显示轴),输出轴与一传递杆弹性连接在机壳上显示出叶片角度的大小,同时又可转换成电信号引到控制室作为叶片角度的开度指示。另一方面,反馈齿条又带动传动伺服阀(错油门)齿条的齿轮,使伺服阀复位。而液压缸中心周围的4个孔是使缸体做轴向往返运动的供油回路。叶片装在叶柄的外端,每个叶片用6个螺栓固定在叶柄上、叶柄由叶柄轴承支承。平衡块用于平衡离心力,使叶片在运转过程中可调。
液压缸的轴固定在转子罩壳上,并插入风机轴孔内随转子一同转动的,轴的一端装液压缸缸体和活塞(固定于轴上),另一端装控制头(即控制阀,它和轴靠轴承连接)在两轴承间被分割成两个压力油室。该轴和风机同步转动,而控制头则不转动,油室的中间和两端与轴间的间隙都是靠齿形密封环密封,而轴与控制阀壳靠橡胶密封,使油不致大量泄出或从一油室漏入另一油室。伺服阀装在控制头的另一侧,压力油和回油管道通过伺服阀与两个压力油室连接。伺服阀的阀心与传动齿条铰接,传动齿条穿过滑块的中心与装配在滑块上的小齿轮啮合,小齿轮同轴的大齿轮与反馈牙杆相啮合。在与伺服机构连接的输入轴(控制轴)上偏心安装金属杆,嵌入在滑块的槽道中。当轴流风机在某工况下稳定工作时,动叶片也在相应某一安装角下运转,那么伺服阀恰好处在图示的位置,伺服阀将油道①与②的油孔堵住,活塞左右两侧的工作油压不变,动叶安装角自然固定不变。
轴流风机动叶调节机构示意图
调节机构的伺服阀
当锅炉工况变化需要调节风量时,电信号传至伺服马达使控制轴发生旋转,控制轴的旋转带动拉杆向右移动。此时由于液压缸只随叶轮作旋转运动,而调节杆(定位轴)及与之相连的齿条是静止不动的。于是齿套带动与伺服阀相连的齿条往右移动,使压力油口与油道②接通,回油口与油道①接通。压力油从油道②不断进入活塞右侧的液压缸容积内,使液压缸不断向右移动。与此同时活塞左侧的液压缸容积内的工作油从油道①通过回油孔返回油箱。由于液压缸与叶轮上每个动叶片的调节杆相连,当液压缸向右移动时,动叶的安装角减小,轴流送风机输送风量和压头也随之降低。当液压缸向右移动时,调节杆(定位轴)
亦一起往右移动,但由于控制轴拉杆不动,所以使伺服阀上齿条往左移动,从而使伺服阀将油道①与②的油孔堵住,则液压缸处在新工作位置下(即调节后动叶角度)不再移动,动叶片处在关小的新状态下工作。这就是反馈过程。
若锅炉的负荷增大,需要增大动叶角度,伺服马达使控制轴发生旋转,于是控制轴上拉杆以调节杆(定位轴)上齿条为支点,将齿套向左移动,与之啮合齿条(伺服阀上齿条)也向左移动,使压力油口与油道①接通,回油口与油道②接通。压力油从油道①进入活塞的左侧的液压缸容积内,使液压缸不断向左移动,而与此同时活塞右侧的液压缸容积内的工作油从油道②通过回油孔返回油箱。此时动叶片安装角增大、锅炉通风量和压头也随之增大。当液压缸向左移动时,定位轴也一起往左移动,使伺服阀的齿条往右移动,直至伺服阀将油道①与②的油孔堵住为止,动叶在新的安装角下稳定工作。