机加工首件检验记录表
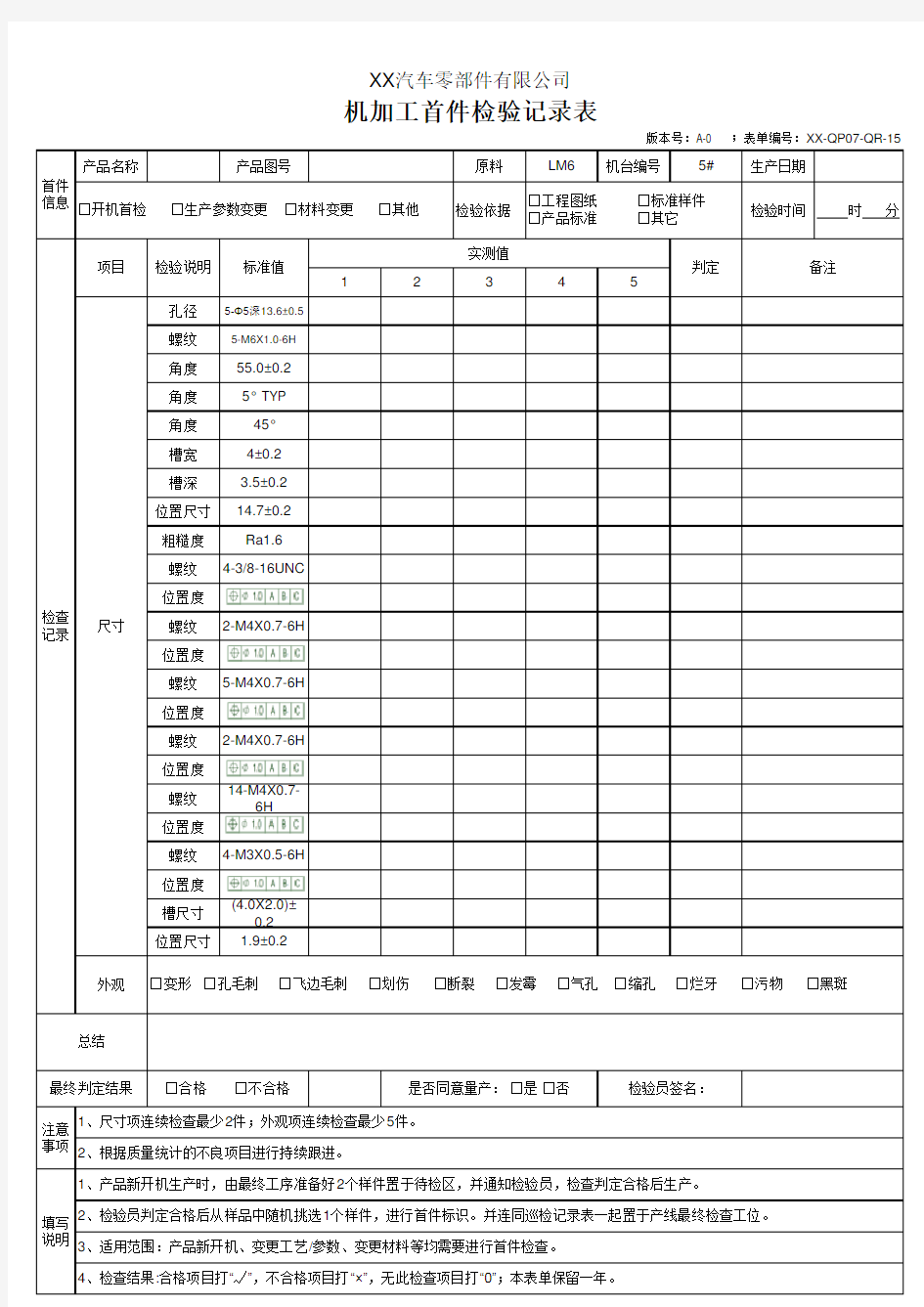
产品名称 产品图号原料LM6机台编号5#生产日期 检验依据
检验时间 时 分12345孔径
5-Φ5深13.6±0.5螺纹
5-M6X1.0-6H 角度
55.0±0.2角度
5° TYP 角度
45°槽宽
4±0.2槽深
3.5±0.2位置尺寸
14.7±0.2粗糙度
Ra1.6螺纹
4-3/8-16UNC
位置度螺纹
2-M4X0.7-6H 位置度
螺纹
5-M4X0.7-6H 位置度
螺纹
2-M4X0.7-6H 位置度
螺纹
14-M4X0.7-6H 位置度
螺纹
4-M3X0.5-6H 位置度
槽尺寸
(4.0X2.0)±0.2位置尺寸 1.9±0.2
外观□工程图纸 □标准样件□产品标准 □其它
判定备注XX 汽车零部件有限公司
机加工首件检验记录表
版本号:A-0 ;表单编号:XX-QP07-QR-15
首件信息检查
记录注意
事项填写
说明项目尺寸□开机首检 □生产参数变更 □材料变更 □其他4、检查结果:合格项目打“√”,不合格项目打“×”,无此检查项目打“0”;本表单保留一年。最终判定结果□合格 □不合格是否同意量产: □是 □否检验员签名:
1、尺寸项连续检查最少2件;外观项连续检查最少5件。
2、根据质量统计的不良项目进行持续跟进。
1、产品新开机生产时,由最终工序准备好2个样件置于待检区,并通知检验员,检查判定合格后生产。
2、检验员判定合格后从样品中随机挑选1个样件,进行首件标识。并连同巡检记录表一起置于产线最终检查工位。
3、适用范围:产品新开机、变更工艺/参数、变更材料等均需要进行首件检查。
总结
标准值实测值□变形 □孔毛刺 □飞边毛刺 □划伤 □断裂 □发霉 □气孔 □缩孔 □烂牙 □污物 □黑斑检验说明
相关主题