加工中心精度检验规范

MCV F01 S001Q301000003 940331-7
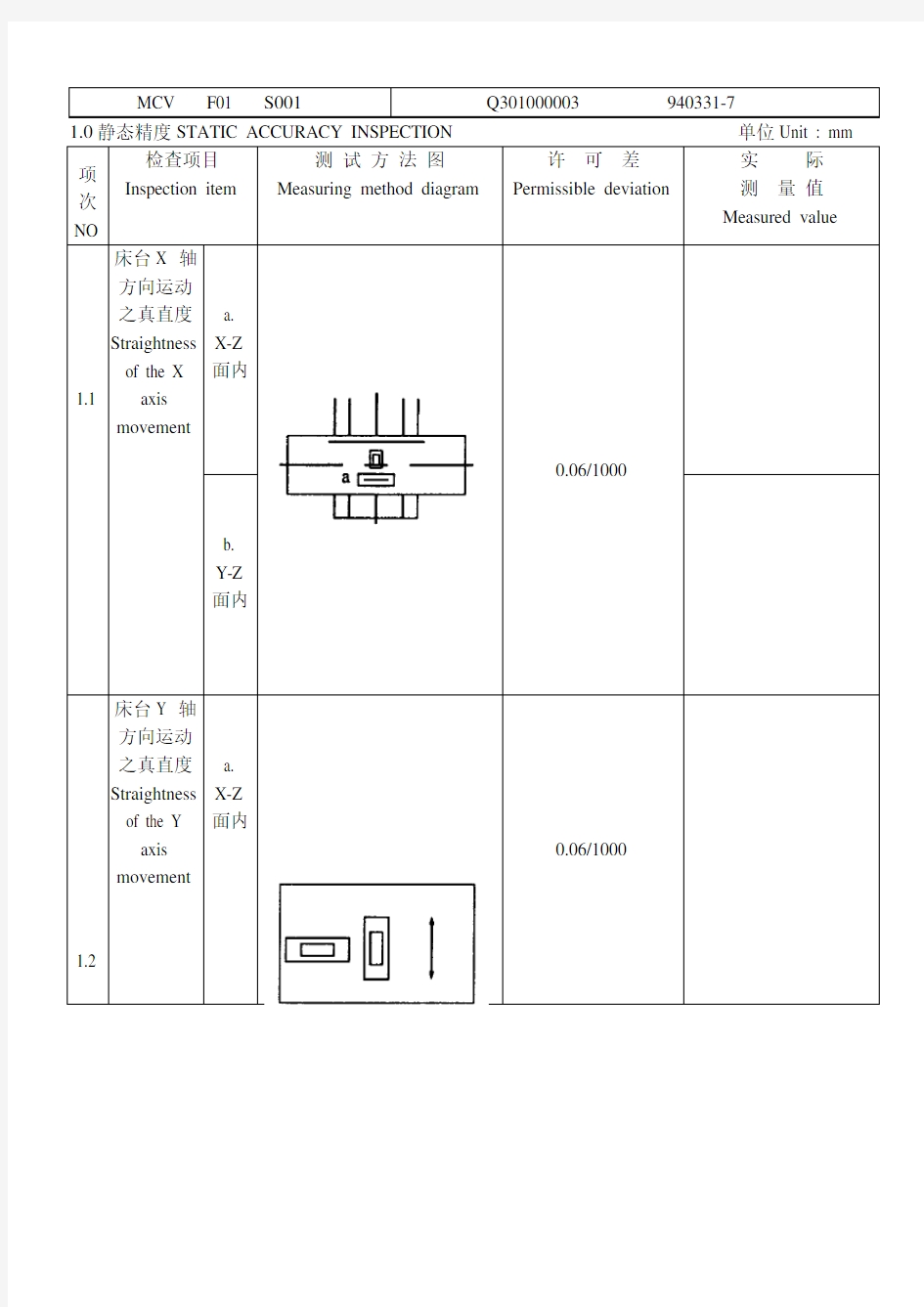
1.0静态精度STATIC ACCURACY INSPECTION 单位Unit : mm
项次NO
检查项目
Inspection item
测试方法图
Measuring method diagram
许可差
Permissible deviation
实际
测量值
Measured value
1.1 床台X 轴
方向运动
之真直度
Straightness
of the X
axis
movement
a.
X-Z
面内
0.06/1000
b.
Y-Z
面内
1.2 床台Y 轴
方向运动
之真直度
Straightness
of the Y
axis
movement
a.
X-Z
面内
0.06/1000
b.
Y-Z
面内
1-1
项次NO
检查项目
Inspection item
测试方法图
Measuring method diagram
许可差
Permissible deviation
实际
测量值
Measured value
1.3 床台X轴方向之
运动与其上面之
平行度
Parallelism
between
movement in X
axis direction and
table upper surface
X≦500 0.02
500<X≦800 0.025
800<X≦1250 0.03
1250<X≦2000 0.04
1.4 床台Y轴方向之
运动与其上面之
平行度
Parallelism
between
movement in Y
axis direction and
table upper surface
Y≦500 0.02
500<Y≦800 0.025
800<Y≦1250 0.03
1250<Y≦2000 0.04
1.5 X轴方向运动与
床台基准沟侧面
之平行度
Parallelism
between
movement in X
axis direction and
Side surface of
table reference slot
每300mm的量测距离下
许可差为0.015mm
0.015for a measuring
length of 300
1-2
单位Unit : mm
项次NO
检查项目
Inspection item
测试方法图
Measuring method diagram
许可差
Permissible
deviation
实际
测量值
Measured value
1.6
各轴方向
相互运动
之直角度
Perpendicu
larity
Between
movement
in X axis
direction
and Y axis
direction
and Z axis
direction
a.
X-Y
轴
Place
0.012/300
b.
X-Z
轴
Place
0.012/300
c.
Y-Z
轴
Place
0.012/300
1.7 主轴中心线与床
台面之直角度
Perpendicularity
between centerline
of main spindle
and table surface.
旋径每300
Per300
0.015
1-3
单位Unit : mm
项次NO
检查项目
Inspection item
测试方法图
Measuring method diagram
许可差
Permissible deviation
实际
测量值
Measured value
1.8 主轴孔内面之偏
摆
Run out of spindle
taper hole
固定端
At spindle side end of test
bar
0.005
固定端300处
At 300 position
0.015
1.9 主轴轴线与Z轴
轴线运动间的平
行度
Parallelism
between the
spindle axis and
the Z-axis motion
a:0.015/300
b:0.015/300
1.10 主轴在Z轴方向
之移(松)
动量
Movement of main
spindle in Z axis
direction
0.005
1.11 主轴端面之偏摆
Run out of main
spindle outer
surface
0.01
1.12 主軸外面之偏擺
Run out of main
spindle outer
surface
0.01mm
1-4
1.13 床檯X軸方向運
動之直線度
Straightness of
table movement in
the X axis.
1.Apply a fixed indicator to the straight
0.01/300
edge as the figure shown.
2.Adjust to get reading at both ends of the
straight edge.
2.Move the table 300 mm in X-axis
direction.
3.Record the largest value difference as the
measurement value.
1.14 床檯Y軸方向運
動之直線度
Straightness of
table movement in
the Y axis
1.Apply a fixed indicator to the straight
edge as the figure shown.
0.01/300
2.Adjust to get reading at both ends of the
straight edge.
2.Move the table 300 mm in X-axis
direction.
3.Record the largest value difference as the
measurement value.
1.15 旋轉檯旋轉偏擺
Table runout(XY)
0.015mm/300
1-5
1.16 旋轉檯旋轉偏擺
Table runout(Z)
0.005mm
1.17 車刀角度換刀後
重複定位精度
Repeatability of
0.001mm
tool angle after
tool change.
1.18 車刀角度停止後
重複定位精度
Repeatability of
0.001mm
tool angle after
tool stop.
1.20 車刀加工後定位
精度
Repeatability of
0.001mm
tool angle after
machining part
1.21 主軸振動檢測
Spindle vibration
detection ≦0.6mm/s
(Ref)
2.0定位精度检查Positioning accuracy inspection 单位Unit : mm
项次NO
检查项目
Inspection item
测试方法图
Measuring method diagram
许可差
Permissible deviation
实际
测量值
Measured value
2.1 直线运动之
定位精度
ISO230-2
循环次数:
2次
Positioning
accuracy of
straight line
movement
By
ISO230-2
Cycle times
: Two times
X
L≦1000
0.01
1000<L≦2000
0.015
L≧2000
0.02
Y
Z
2.2
回转运动
之定位精
度
Positioning
accuracy
of straight
line
movement
By
ISO230-2
Cycle
times
: Two
times
C
15〞
1-7