推荐-组合机床电气控制课程设计说明书 精品
目录
第一章绪论 (1)
第二章设计方案 (3)
2.1 左、右两动力头进给电机 (3)
2.2电动机控制电路 (3)
2.3液压泵电动机 (4)
2.4液压动力滑台控制 (4)
2.5主电路及照明电路 (6)
2.6保护与调整环节 (6)
2.7继电器电气原理简图 (8)
第三章I/O分配表 (10)
第四章组合机床电气控制电路图 (11)
第五章课程设计的具体内容 (12)
5.1单循环自动工作 (12)
5.1.1单循环自动工作循环图 (12)
5.1.2单循环自动工作功能表 (12)
5.1.3单循环自动工作梯形图 (12)
5.2左铣单循环工作 (13)
5.2.1左铣单循环功能表 (13)
5.2.2左铣单循环梯形图 (13)
5.3右铣单循环工作梯形图 (13)
5.4公用程序 (13)
5.5回原位程序 (14)
5.6手动程序 (15)
5.7 PLC梯形图总体结构图 (15)
5.8面板设计 (16)
第六章系统调试 (17)
第七章设计心得 (18)
第八章 (19)
第一章绪论
对于机械—电气结合控制的组合机床,电气控制系统起着重要的神经中枢作用。传统的组合机床采用的继电器—接触器控制系统,接线复杂、故障率高、调试和维护困难。
随着PLC控制技术日益成熟并得到越来越广泛的应用,利用原有的继电器—接触器控制电路设计PLC控制系统,或直接进行PLC控制系统的设计,都能很好地满足组合机床自动化控制的要求。本次设计的要求如下:
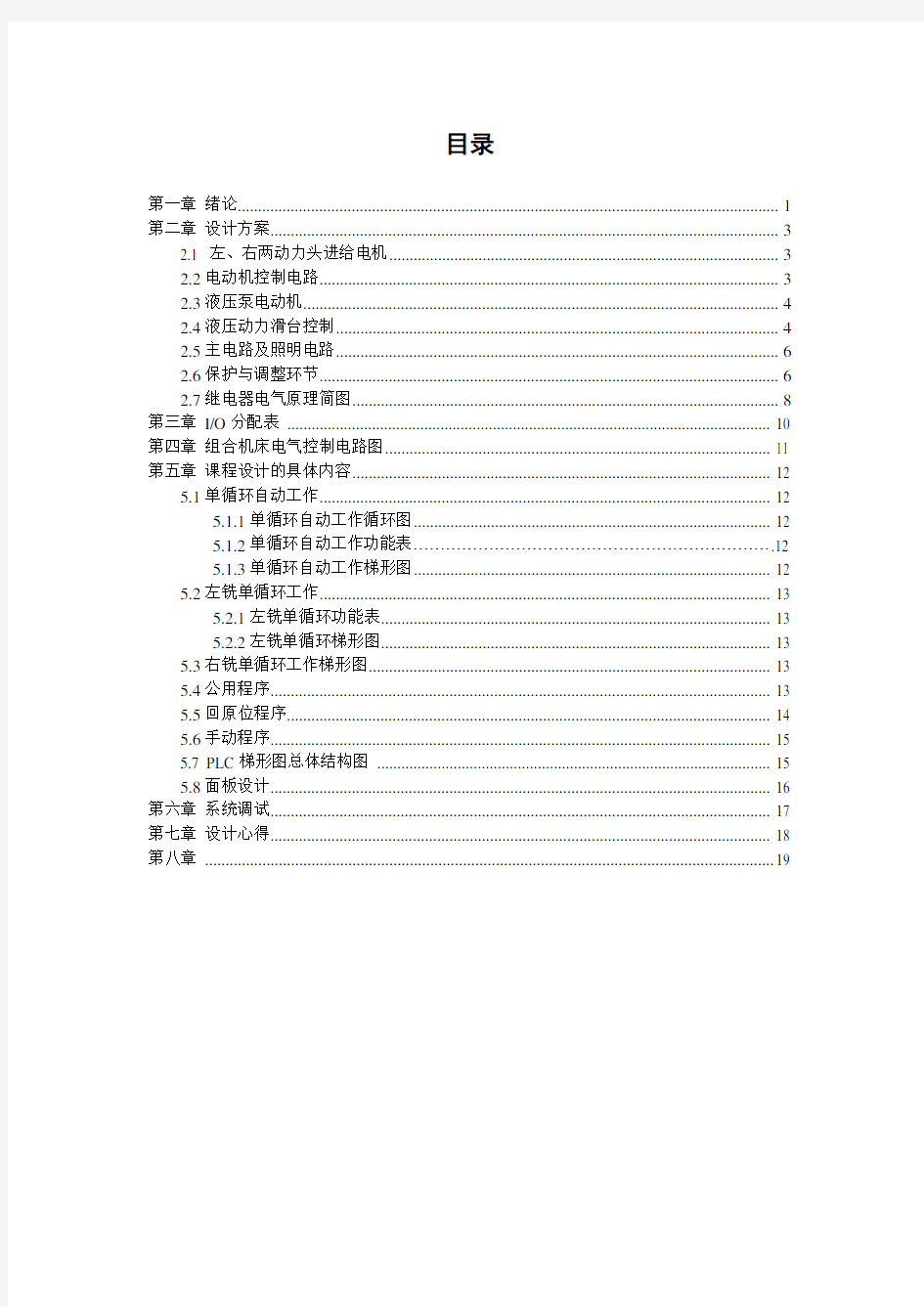
组合机床结构示意图
组合机床工作循环图
组合机床采用两个动力头从两个侧面分别加工,左、右动力头的电动机均为2.2kw,进给系统和工件夹紧都用液压系统驱动,液压泵电动机的功率为3kw,动力头和夹紧装置的动作由电磁阀控制。设计要求如下:
(1)两台铣削动力头分别由两台笼型异步电动机拖动,单向旋转,无须电
气变速和停机制动控制,但要求铣刀能进行点动对刀。
(2)液压泵电动机单向旋转,机床完成一次半自动工作循环后按下总停机按钮时才停机。
(3)加工到终点,动力头完全停止后,滑台才能快速退回。 (4)液压动力滑台前进、后退能点动调整。 (5)电磁铁1YV 、2YV 采用直流供电。 (6)机床具有照明、保护和调整环节。
第二章 设计方案
2.1 左、右两动力头进给电机
根据设计要求知左、右两动力头要求快进→工进→快退的工作循环,并且左、右两动力头可以同时工作,也可进行单独调整。液压泵电动机M1正转,工作进给电机M2、M3也能够正转即可。其主电路如下图:
2.2电动机控制电路
1M 为液压泵电动机,操作按钮2SB 或1SB ,使1KM 得电或失电,控制电动机起动或停止。
1SA 为机床半自动工作与调整工作的选择开关。1SA 开关置于A 位置时机床实现半自动工作,左、右铣削动力头酌电动机2M 与3M 分别由滑台移动到位,压下行程开关2SQ 与3SQ ,使2KM 、3KM 得电并自锁,2M 、3M 分别起动工作。加工到终点时,滑台压下终点行程开关4SQ ,使2KM 、3KM 断电,两动力头停转。
2.3液压泵电动机
液压泵电动机正转,因液压泵电动机的功率较小,故可以直接启动。其主电路图如下:
液压泵电动机接线图
当KM1的线圈得电吸合使电机M1正转,通过plc 的输出就可以使不同的接触器线圈得电,从而使各电机转动起来。 2.4液压动力滑台控制
液压泵电动机1M 起动工作后,按下按钮3SB ,继电器1KA 得电并自锁,电磁铁1YV 得电,控制液压滑台快速趋近,至滑台压下行程阀,滑台转为工作进给速度进给。工作进给至终点,死挡铁停留,进油路油压升高,到压力继电器KP 动作。1KA 失电,电磁铁1YV 失电,同时2KA 得电,电磁铁2YV 得电,滑台快速退回到原位,压下原位行程开关1SQ ,2KA 失电,2YV 失电,滑台停在原位,一个工作循环结束。
液压动力滑台的液压系统图
元件动作表
工步YV1 YV2 KP 原位- - - 快进+ - - 工进+ - - 死挡铁停留+ - -/+ 快退- + -
2.5主电路及照明电路
机床照明灯EL 通过控制变压器1T 降压为24V ,由开关2SA 控制。
机床照明灯
2.6保护与调整环节
熔断器1FU 实现对电动机1M 、变压器1T 、2T 一次侧短路保护。2FU 实现对电动机2M 、3M 短路保护。3FU 实现对控制电路短路保护。4FU 实现对照明电路短路保护。5FU 实现对电磁铁线圈电路短路保护。
保护环节电路
三台电动机的过载保护分别由1KR 、2KR 、3KR 热继电器实现。为了保护刀具与工件安全,当其中一台电动机过载时,要求其余两台电动机均应停止工作。因此,熟继电器的常闭触点均应接在控制电路的总电路中。
组合机床是由通用部件和专用部件组成。组合机床在整机的安装、调试过程中,希望各部件能灵活方便地进行单独调试,而不影响其它部件。因此,控制电路应具有对自动加工与调整工作状态的控制作用。
左、右动力头调整点动对刀时,通过操作转换开关1SA 于调整位置M ,分别按下按钮7SB 、8SB 实现左、右动力头点动对刀的调整。
液压动力滑台前进、后退的调整是将1SA 开关置于M 位置,切断2KM 、3
KM 线圈电路,使滑台移动到2SQ 、3SQ 位置时,左、右铣削动力头不应起动工作。按下点动按钮5SB 、6SB ,分别使1KA 、2KA 得电,获得滑台前进与后退的点动调整工作。
调节环节电路
2.7继电器电气原理简图
3
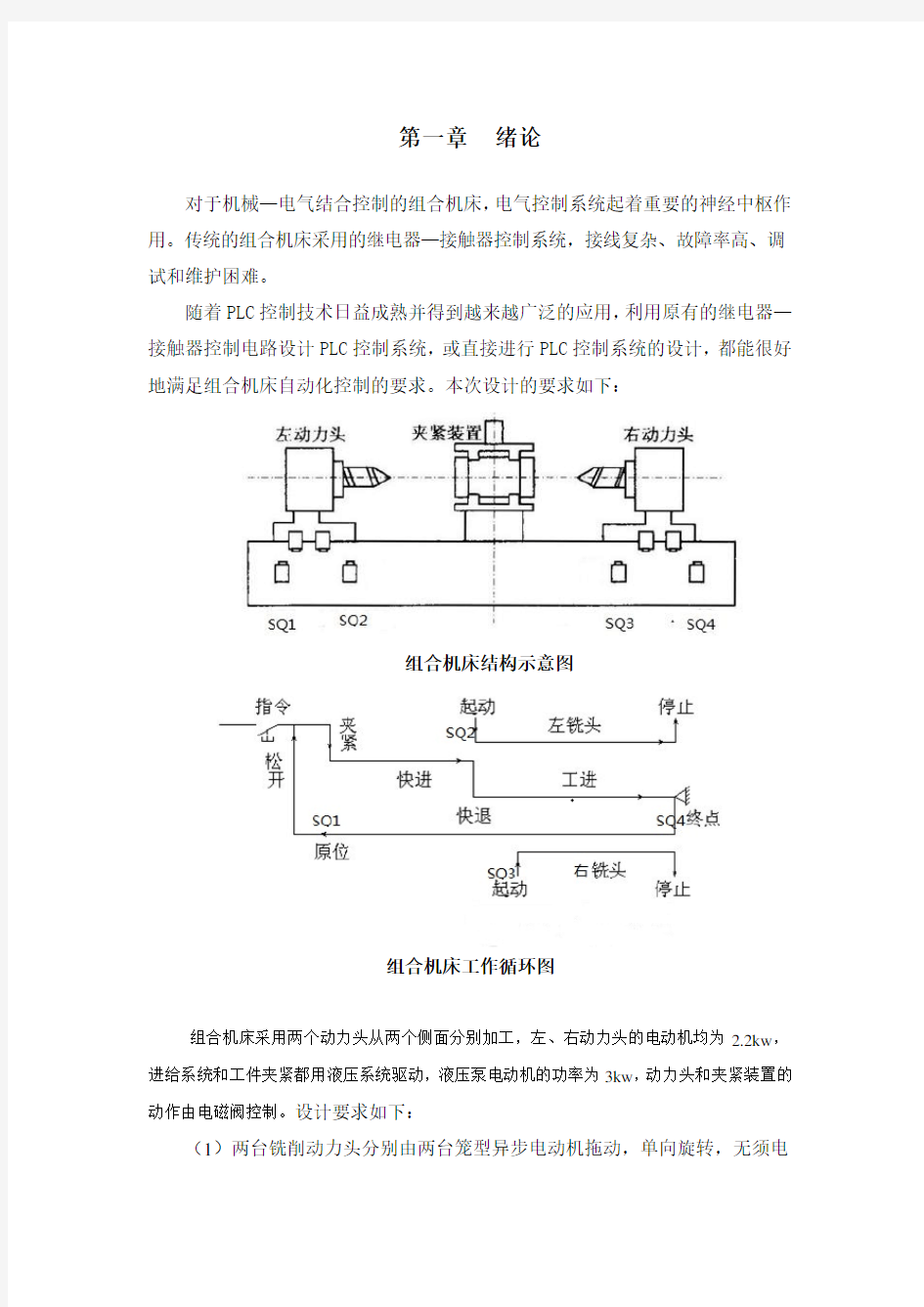
程序的设计
根据要求知需使左、右两动力头均要求快进→工进→快退的工作循环和可使左、右两动力头同时工作,也可进行单独调整。故设计的流程图如下图
N N
N
N N
N N
N N
程序流程图