形位公差检验标准
1
外检科检验标准手册检验标准编号SHWJ-00
1 标准类别形位公差类引用标准GB 1958-80标准种类通用标准序号检测项目检验标准检验手段检验方法示意图
1直线度
“—”按图纸要
求
(一)平台、塞
尺、刀口尺
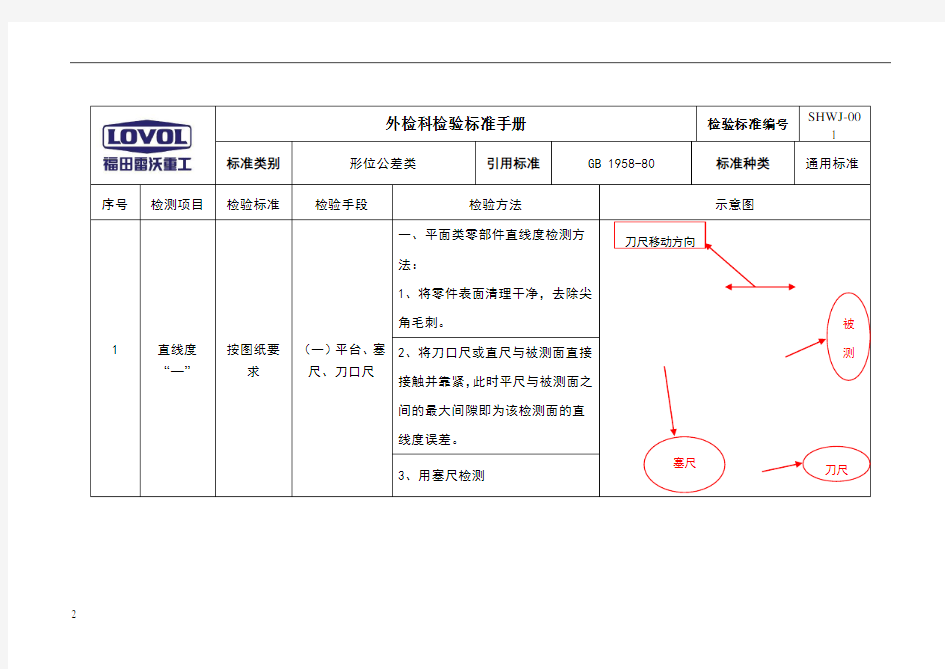
一、平面类零部件直线度检测方
法:
1、将零件表面清理干净,去除尖
角毛刺。
2、将刀口尺或直尺与被测面直接
接触并靠紧,此时平尺与被测面之
间的最大间隙即为该检测面的直
线度误差。
3、用塞尺检测刀尺
塞尺
刀尺移动方向
被
测
2
外检科检验标准手册检验标准编号
1 标准类别形位公差类引用标准GB 1958-80标准种类通用标准序号检测项目检验标准检验手段检验方法示意图
4、移动刀口尺,按此方法检测若
干条素线,取其中最大误差值作为
该件的直线度误差。
编制审核审定批准发放日期
共页第页
3
外检科检验标准手册检验标准编号
1 标准类别形位公差类引用标准GB 1958-80标准种类通用标准序号检测项目检验标准检验手段检验方法示意图
1直线度
“—”按图纸要
求
(二)平台、杠
杆表、方箱、塞
尺
二、轴类零部件直线度检测方法:
1、将零件表面清理干净,去除尖
角毛刺。
2、将被测轴放在平台上,并固定
靠紧在方箱底侧;
3、用杠杆表在被测素线的全长范
围内测量,同时记录检测数值,最
大数值与最小数值之差即为该条
素线直线度误差。(或用塞尺直接
测量轴与平台之间的最大间隙即
可)
4、将轴旋转几个角度,按上述方
法测量若干条素线,并计算,取其
中最大的误差值,作为被测零部件
方箱
被测件
杠杆表
平台
指
示
表
移旋转被测件
在整个圆周
4
5
外检科检验标准手册检验标准编号
1 标准类别形位公差类引用标准GB 1958-80标准种类通用标准序号检测项目检验标准检验手段检验方法示意图
的直线度误差。
编制审核审定批准发放日期
共页第页
2
平面度按图纸要
求
(一)平台、杠
杆表、顶尖
一、加工类较小平面检测:
1、将零件表面清理干净,去除尖
角毛刺。
2、将被测件用可调顶尖支撑在平
台上
3、调整顶尖,使被测表面最远的
三点A,B,C,与平台平行(利用杠
杆表或高度尺使A、B、C三个点的
高度相同)。
在整个平面内测量
找平A,B,C三点
杠杆表
外检科检验标准手册检验标准编号
1 标准类别形位公差类引用标准GB 1958-80标准种类通用标准序号检测项目检验标准检验手段检验方法示意图
4、用杠杆表在整个实际表面上进
行测量,同时记录读数,其最大与
最小读数之差,即为被测件平面度
误差
编制审核审定批准发放日期
共页第页
2
平面度“”按图纸要
求
(二)刀口尺或
直尺、塞尺
二、加工或焊接类较大平面的检测
(如:收割机平台):
1、“米”字型检测法:
用刀口尺或直板尺在整个被测平
面上采用“米”字型方法进行检测,
用塞尺进行检验,取其测得的最大
数值,作为该被测零件的平面度误
差。
6
外检科检验标准手册检验标准编号
1 标准类别形位公差类引用标准GB 1958-80标准种类通用标准序号检测项目检验标准检验手段检验方法示意图
2、“栅格”型检测法:
用刀口尺或直板尺在整个被测平
面上采用栅格型方法进行检测,用
塞尺进行检验,取其测得的最大数
值,作为该被测零件的平面度误
差。
编制审核审定批准发放日期
共页第页
3圆度“о”按图纸要
求
千分尺(内径
表)、或卡尺
两点测量法也称直径法:
1、将零件表面清理干净,去除尖
角毛刺。
旋转零部
件在同一
个截面测
在轴向取
多个截面
7
外检科检验标准手册检验标准编号
1 标准类别形位公差类引用标准GB 1958-80标准种类通用标准序号检测项目检验标准检验手段检验方法示意图
2、用千分尺(内径表)直接测量
被测轴(孔)的直径,在被测件的
同一截面内按多个方向测量直径
的变化情况,寻求各个方向测得读
数中的最大差值之半(最大值减最
小值之半)即为该被测截面的单个
圆度误差。
3、按同样方法在轴向上测若干个
截面,取各截面上测得差值中最大
的差值之半,作为该零件的圆度误
差。
编制审核审定批准发放日期
共页第页
8
9
外检科检验标准手册
检验标准编号 1 标准类别
形位公差类 引用标准 GB 1958-80
标准种类 通用标准
序号
检测项目
检验标准
检验手段
检验方法
示意图
4
圆柱度 “/о/”
按图纸要求
千分尺(内径表)、或卡尺
两点法(或直径法):
1、用内径表(或外径千分尺)测量内孔(或外径)的尺寸,并读取数值记录
2、按同样方法,在径向和轴向测量若干个截面并记录读数,取其全部测量数值的最大和最小读数差之半,作为该被测件的圆柱度误差。
编 制
审 核
审定
批准
发放日期
共 页 第 页
在轴向取多个截面进行测量
在同一截面内旋转测量2-3次
外检科检验标准手册检验标准编号
1 标准类别形位公差类引用标准GB 1958-80标准种类通用标准序号检测项目检验标准检验手段检验方法示意图
5线轮廓度
“⌒”
按图纸要
求
塞尺、样板、半
径规
将轮廓样板(或半径规)按规定的
方向放置在被测零件上,并靠紧,
样板与被测面之间的间隙即为该
被测面的线轮廓度误差,根据光隙
法估读(或用塞尺检测),取其最
大间隙作为该零件的线轮廓度误
差。
编制审核审定批准发放日期
共页第页样板移动被测
样板
检测塞尺
10
11
外检科检验标准手册
检验标准编号
1 标准类别
形位公差类 引用标准 GB 1958-80
标准种类 通用标准
序号
检测项目
检验标准
检验手段
检验方法
示意图
6
面轮廓度 “
”
按图纸要求
塞尺、直角尺、专用检具
1、将若干个截面轮廓样板放置在各指定的位置上,根据光隙法估读(或用塞尺)检测间隙的大小,取最大间隙作为该零件的面轮廓度误差。
2、对于外形复杂,厚度较厚的零
部件,可以用样板、直角尺、塞尺测量。测量时,将样板与被测件叠合在一起,平放在平台上,然后用直角尺靠紧样板的边沿,用塞尺检测实际轮廓相对于样板轮廓的凸出或凹下的数值,在公差值之内的便合格反之不合格。
编 制
审 核 审定
批准
发放日期
轮廓组合样板
塞尺
轮廓样板
被测件
检测塞尺
外检科检验标准手册检验标准编号
1 标准类别形位公差类引用标准GB 1958-80标准种类通用标准序号检测项目检验标准检验手段检验方法示意图
共页第页
7垂直度
⊥按图纸要
求
(一)杠杆表
(高度尺)、方
箱、平台
一、面对面步骤:
1、将被测件的基准面固定在直角
尺或方箱立面上,调整靠近基准面
的被测表面的读数差为最小值(用
高度尺或杠杆表在靠近A、B点处
找平)
2、然后用杠杆表对整个被测表面
进行测量,取指示器在整个被测表
面各点测得的最大与最小读数之
差,作为该件的垂直度误差。
编制审核审定批准发放日期将A、B
在整个被测面进行
12
外检科检验标准手册检验标准编号
1 标准类别形位公差类引用标准GB 1958-80标准种类通用标准序号检测项目检验标准检验手段检验方法示意图
共页第页
7垂直度
⊥按图纸要
求
(二)平台、直
角尺、塞尺
二、线对面步骤:
1、将被测件基准面固定在平台上
2、用直角尺靠紧被测轴表面,此
时直角尺与轴之间的最大间隙
即为被测素线的垂直度误差
3、用塞尺进行检验,取其塞尺最
大值作为该被测素线的垂直度误
差。
4、(公差为φ时)按同样方法在其
圆周方向进行多次测量(或旋转
90°测量),取其测量的最大数
值作为该被测件的垂直度误差
编制审核审定批准发放日期直角尺
直角尺转动90°塞尺
13
14
外检科检验标准手册
检验标准编号
1 标准类别
形位公差类 引用标准 GB 1958-80
标准种类 通用标准
序号
检测项目
检验标准
检验手段
检验方法
示意图
共 页 第 页 7
垂直度 ⊥
按图纸要求
(三)平台、直角尺、芯轴、可调顶尖、指示表
三、线对线:(公差为单方向时) 方法:
1、将芯轴穿入被测件孔内
2、用可调支撑将被测件架起;
3、在指定方向上用直角尺靠紧基
准芯轴,调整支撑,使其与平 台垂直;
4、将指示表测头放到被测芯轴顶
面,在测量距离为L2的两个位置上测量,所测数值分别为M1、M2。 5、计算垂直度误差: F =L1/L2│M1-M2│
编 制
审 核 审定 批 准 发放日期
可调支
被测件及垂直
直角尺
杠杆
平台
L1被测孔长
L2实际测量长
外检科检验标准手册检验标准编号
1 标准类别形位公差类引用标准GB 1958-80标准种类通用标准序号检测项目检验标准检验手段检验方法示意图
共页第页
8全跳动按图纸要
求
(一)杠杆表、
可调支撑、顶尖
(或V型铁)、
平台、工装
一、径向全跳动
1、将被测零件固定在一对顶尖上
(或一对V形铁上,同时在轴向上
固定),同时调整该对顶尖,使其
同轴和与平板平行;
2、在被测件连续回转过程中,同
时让杠杆表沿基准轴线的方向作
直线运动;
3、在整个测量过程中指示器读数
的最大差值即为该零件的径向全
跳动值。
编制审核审定批准发放日期
轴向固定顶回转符号
15
16
外检科检验标准手册
检验标准编号 1 标准类别
形位公差类 引用标准 GB 1958-80
标准种类 通用标准
序号
检测项目
检验标准
检验手段
检验方法
示意图
共 页 第 页 8
全跳动
按图纸要求
(二)V 型铁、
杠杆表、顶尖(或钢珠)
二、端面全跳动
1、将V 型铁竖直放在平台上,被测零件支撑在V 型槽内并在轴向上固定;
2、在被测件连续回转过程中,同时让杠杆表沿其径向作直线移动;
3、在整个测量过程中杠杆表读数的最大差值即为该零件的端面全跳动值
编 制
审 核 审定 批 准 发放日期
V 型铁
限位顶尖
杠杆
外检科检验标准手册检验标准编号
1 标准类别形位公差类引用标准GB 1958-80标准种类通用标准序号检测项目检验标准检验手段检验方法示意图
共页第页
9圆跳动按图纸要
求
(一)偏摆仪、
芯轴、杠杆表
一、径向圆跳动
1、将被测件表面清理干净,去除
尖角毛刺
2、将被测零件穿入芯轴并安装在
偏摆仪上(或一对V形铁上,同时
在轴向上固定),
3、在被测零件回转一周过程中,
指示器读数最大差值即为单个测
量面上的径向跳动;
4、按上述方法,测量若干个截面,
取各截面上测得的跳动量中的最
大值,作为该零件的径向跳动。
偏摆仪
17
外检科检验标准手册检验标准编号
1 标准类别形位公差类引用标准GB 1958-80标准种类通用标准序号检测项目检验标准检验手段检验方法示意图
编制审核审定批准发放日期
共页第页
9圆跳动按图纸要
求
(二)偏摆仪、
杠杆表、芯轴
二、端面圆跳动
1、将被测件表面清理干净,去除
尖角毛刺
2、将被测零件穿入芯轴并安装在
偏摆仪上(或一对V形铁上,同时
在轴向上固定),。
3、将指示表与被测端面适量接触,
在被测零件回转一周过程中,指示
器读数最大差值即为单个测量圆
柱面上的端面跳动;
4、按上述方法,测量若干个圆柱
面,取各测量圆柱面上测得的跳动
量中的最大值,作为该零件的端面
跳动
18
外检科检验标准手册检验标准编号
1 标准类别形位公差类引用标准GB 1958-80标准种类通用标准序号检测项目检验标准检验手段检验方法示意图
编制审核审定批准发放日期
共页第页
10位置度按图纸要
求(一)芯轴、杠
杆表、
一、法兰盘类件检测方法(孔的形
状误差对测量结果的影响可以忽
略时)
1)、将被测件装入锥度心轴,并装
夹到分度头上;
2)、用高度尺(或指示表)调整心
轴使其基准轴线与分度头回转轴
线同轴;
3)、任选一孔,以其中心作为角向
定位(使被选孔中心与分度头中心
高重合)
找
平
3、
6
19
外检科检验标准手册检验标准编号
1 标准类别形位公差类引用标准GB 1958-80标准种类通用标准序号检测项目检验标准检验手段检验方法示意图
4)、按图纸要求角度使被测孔转到
中心高处,用杠杆表测出切向误
差:切向误差Fx=│中心高—孔半
径—实际测量高度尺寸│
编制审核审定批准发放日期
共页第页
10
位置度
按图纸要
求(一)芯轴、杠
杆表、
5)、按图纸要求角度使被测孔转到
最高点处,用杠杆表测出径向误
差:径向误差Fy=│中心高+孔位
置尺寸—孔半径—实际测量高度
尺寸│
(或者用卡尺检测其径向误差=│
小孔中心到大孔中心的理论尺寸
—大孔半径—小孔半径—实际测
测
量
1
孔
分度头
测
量
孔
1
的
径
20