20CrMnTiH5齿轮钢产品质量分析

40Cr钢齿轮低真空变压氮碳共渗
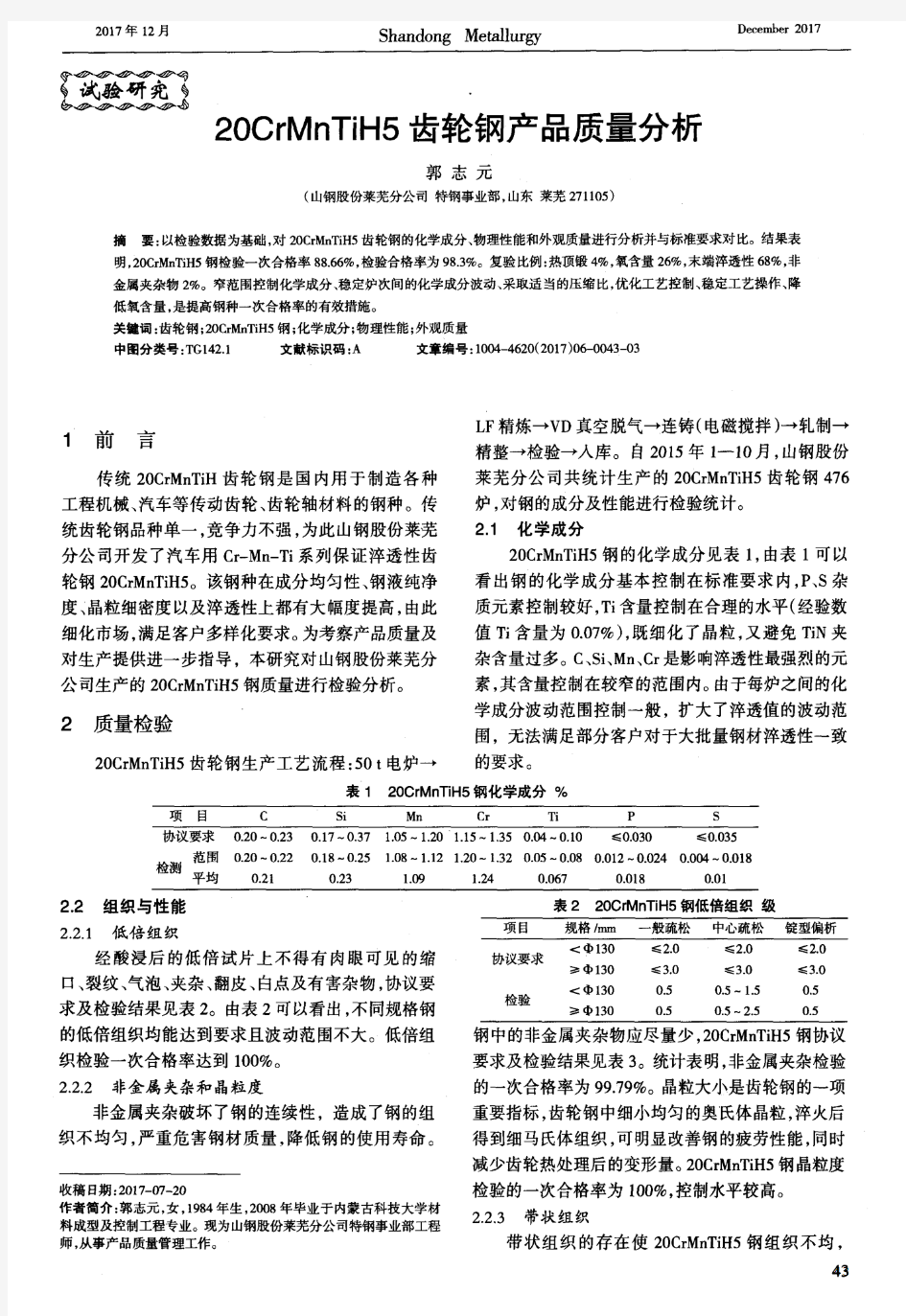
图3 40cr钢齿轮低真空变压氮碳共渗层金相照片×150 F培3 Micmstmctureofnitmcarburizedlayerfor40Cr steelgearwithlowvacuumvaryingpressure ×150 配置的抽真空装置,可迅速抽出炉内的空气及老化气氛,换气时间比常规缩短60%以上。该设备在炉底侧装有大风量的鼓风机,渗氮结束后可立即实现罐内强制快冷,即炉罐外用风机吹强风加速罐内工件冷却,缩短冷却时间。炉壳上部的排气孔排气散热。如 45 kw低真空变压渗氮炉在满装(400kg/炉)的情况 下,由580℃降温至150℃,仅需3h,而老炉仅靠自然炉冷则需要10h以上。 (3)装炉量大,可密装 在低真空变压渗氮处 理过程中,可迅速排出工件各处的老化气氛,新鲜气氛可渗透到罐内的任一角落,工件可密装或堆积,如两块15 mm×15 mm的铯加工平板件相互紧贴 渗氮后,其紧贴面与裸露面的渗氮质量无明显差别;使装炉量较常规炉增加一倍以上,如75kw低真空变压渗氮炉可装1000kg,而常规同样大小的炉仅装 400 kg。 (4)盲孔、深孔、狭缝等工件可获得均匀的渗氮层 由于工件在设定的低真空上下限的范围内自行循环变压加热渗氮,炉气在设定的周期内自行反复吐故纳新,使盲孔、狭缝等工件的工作面仍可获得均匀的渗氮层。如宽O.16mm、深10mm的狭缝件,缝壁处与外表面的渗氮质量几乎无差异。 (5)辅料消耗少、处理成本极低排气阶段借助于抽真空系统,且在渗氮处理过程中气体渗剂为间断通入(每一变压周期,供气时间所占比例约为60%),可大幅度降低辅料(如NH,、CO:等)消耗,与常规炉相比可节约辅料40%左右,大大降低了生产成本。 (6)拥有多功能仅改变工艺和渗剂就可实现渗素s、0)的多元素共渗、低温奥氏体碳氮共渗、薄壁件浅层强化及使用蒸馏水的蒸汽氧化处理和少无氧化光亮加热等原在常规炉需用几台炉才能完成的工艺,功能之多,居群炉之冠。 (7)无污染工作期间产生的废气被抽到室外的密封水箱中溶解(水中加有消除毒物的无毒化学药品),经处理后的废水无毒、无污染,可任意排放,且可作为 农用肥料,为绿色热处理。 (8)操作简单工作期间,按经试验确定的渗剂流量进行自动“抽气.供气一保压”的循环低真空变压,无需测分解率;一段渗氮具有常规炉二、三段渗氮的特点。一般情况下,无需采用二、三段渗氮,简化了工艺,一人可操作多台设备。4 提高产品质量和优化工艺的讨论 4.1工件渗氦前的调质硬度 文献[5]试验分析了40cr、35crMo、38crMoAl钢 等常用渗氮材料对渗氮硬度和渗层深度的影响,结果表明:提高其调质硬度,渗氮层表面硬度将随之提高,渗氮层硬度梯度明显改善。生产中应重视工件渗氮前的调质硬度,将40Cr钢件的调质硬度控制在250一 280 HBS(25—29.5HRc),可有效地解决渗氮件表面 硬度不足的问题。在同一调质热处理工艺规范下,原材料的分炉管理是保证工件调质硬度均匀性的重要措施之一。 4.2工件表面预氧化 工件入炉后,在无保护气氛的情况下,将工件加热到350—450℃保温一段时间,使工件表面被空气氧化生成一层薄的氧化膜(6Fe+40:-÷2Fe,O。),该膜在渗氮气氛中会优先被还原成新生态的铁(Fe,O。+4CO_3Fe+4CO,)。新生态的铁具有很强的表面活性,可促使[N]、[C]工件表面的吸收,可以显著提高渗氮件的渗层均匀性和实现催渗、缩短渗氮时间MJ。40Cr钢主驱动齿轮在同一条件下若达到同一渗层深度,其经预氧化较未经预氧化的时间缩短20%左右。 另外,工件人炉后的预氧化加热可消除工件渗氮前的残余应力和因缓慢升温而减少应力,对减少工件变形起到一定作用。4.3低真空变压幅度大小 氮、氮碳共渗、氧氮共渗、两类元素(提高表面硬度的文献[7]指出,在保压时间固定的情况下,渗氮件强化型元素N、C、B,降低表面摩擦系数的润滑型元 的表面白亮层深度在一范围内随着变压幅度的增加而 144 《金属热处理》2008年第33卷第8期
QJ410325-2015 S-20CrMnTiH合金渗碳齿轮钢技术规范
QJ B3100JQAQ(2015)003 QJ410325 上海汽车变速器有限公司 企业标准 QJ410325-2015 S-20CrMnTiH 合金渗碳齿轮钢技术规范 2015-02-28发布 2015-02-29实施 上海汽车变速器有限公司 发 布
QJ410325-2015 前言 本标准是根据GB/T 1.1-2009《标准化工作导则第1部分:标准的结构和编写》的基本规定和格式要求进行制定的。 本标准由上海汽车变速器有限公司提出。 本标准由上海汽车变速器有限公司标准化室归口。 本标准起草单位:上海汽车变速器有限公司技术中心。 本标准主要起草人:马森林。
S-20CrMnTiH合金渗碳齿轮钢技术规范 1 范围 本技术规范按照GB/T 5216,ISO 683,ISO 6336-5等相关材料标准制定,主要适用于可控气氛渗碳或碳氮共渗齿轮类零件。本技术规范适用于直径为25~100mm的热轧钢材。 2 规范性引用文件 下列文件对于本文件的应用是必不可少的。凡是注日期的引用文件,仅所注日期的版本适用于本文件。凡是不注日期的引用文件,其最新版本(包括所有的修改单)适用于本文件。 GB/T 226 钢的低倍组织及缺陷酸浸检验法 GB/T 225 钢的淬透性末端淬火试验方法 GB/T 231.1 金属布氏硬度试验第1部分:试验方法 GB/T 702 热轧圆钢和方钢尺寸、外形、重量及允许偏差 GB/T 1979 结构钢低倍组织缺陷评级图 GB/T 5216 保证淬透性结构钢 GB/T 3077 合金结构钢 GB/T 4162 锻轧钢棒超声波检验方法 GB/T 13299 钢的显微组织评定方法 GB/T 20066 钢和铁化学成分测定用试样的取样和制样方法 GB/T 222 钢的化学分析用试样取样方法及成品化学成分允许偏差 ASTM A534 耐磨轴承用渗碳钢 ASTM E45 钢中非金属夹杂物显微评定方法 ASTM E112 金属平均晶粒度测定方法 3 尺寸、外形、重量及允许偏差 3.1尺寸允许偏差 3.1.1热轧不剥皮材料:尺寸及允许的尺寸偏差按照GB/T 702 I或者II组执行。 3.1.2银亮剥皮材(仅适用于?30~?70mm)的钢棒,则按照下表1执行。
典型零件的机加工工艺分析
第4章典型零件的机械加工工艺分析 本章要点 本章介绍典型零件的机械加工工艺规程制订过程及分析,主要内容如下:1.介绍机械加工工艺规程制订的原则与步骤。 2.以轴类、箱体类、拨动杆零件为例,分析零件机械加工工艺规程制订的全过程。 本章要求:通过典型零件机械加工工艺规程制订的分析,能够掌握机械加工工艺规程制订的原则和方法,能制订给定零件的机械加工工艺规程。 §机械加工工艺规程的制订原则与步骤 §机械加工工艺规程的制订原则 机械加工工艺规程的制订原则是优质、高产、低成本,即在保证产品质量前提下,能尽量提高劳动生产率和降低成本。在制订工艺规程时应注意以下问题: 1.技术上的先进性 在制订机械加工工艺规程时,应在充分利用本企业现有生产条件的基础上,尽可能采用国内、外先进工艺技术和经验,并保证良好的劳动条件。 2.经济上的合理性 在规定的生产纲领和生产批量下,可能会出现几种能保证零件技术要求的工艺方案,此时应通过核算或相互对比,一般要求工艺成本最低。充分利用现有生产条件,少花钱、多办事。 3.有良好的劳动条件 在制订工艺方案上要注意采取机械化或自动化的措施,尽量减轻工人的劳动强度,保障生产安全、创造良好、文明的劳动条件。 由于工艺规程是直接指导生产和操作的重要技术文件,所以工艺规程还应正确、完整、统一和清晰。所用术语、符号、计量单位、编号都要符合相应标准。必须可靠地保证零件图上技术要求的实现。在制订机械加工工艺规程时,如果发现零件图某一技术要求规定得不适当,只能向有关部门提出建议,不得擅自修改零件图或不按零件图去做。 §制订机械加工工艺规程的内容和步骤 1.计算零件年生产纲领,确定生产类型。 2.对零件进行工艺分析 在对零件的加工工艺规程进行制订之前,应首先对零件进行工艺分析。其主要内容包括: (1)分析零件的作用及零件图上的技术要求。
圆柱齿轮受力分析
轮齿的受力分析 1. 直齿圆柱齿轮受力分析 图为直齿圆柱齿轮受力情况,转矩T1由主动齿轮传给从动齿轮。若忽略齿面间的摩擦力,轮齿间法向力Fn的方向始终沿啮合线。法向力Fn在节点处可分解为两个相互垂直的分力:切于分度圆的圆周力Ft 和沿半径方向的径向力Fr 。 式中:T1-主动齿轮传递的名义转矩(N·mm),,Pl为主动齿轮传递的功率(Kw),n1为主动齿轮的转速(r/min); d1-主动齿轮分度圆直径(mm); α-分度圆压力角(o)。 对于角度变位齿轮传动应以节圆直径d`和啮合角α`分别代替式(9.44)中的d1 和α。 作用于主、从动轮上的各对力大小相等、方向相反。从动轮所受的圆周力是驱动力,其方向与从动轮转向相同;主动轮所受的圆周力是阻力,其方向与从动轮转向相反。径向力分别指向各轮中心(外啮合)。 2. 斜齿轮受力分析 图示为斜齿圆柱齿轮受力情况。一般计算,可忽略摩擦力,并将作用于齿面上的分布力用作用于齿宽中点的法向力Fn 代替。法向力Fn 可分解为三个相互垂直的分力,即圆周力Ft 、径向力Fr 及轴向力Fa 。它们之间的关系为
式中:αn-法向压力角(°); αt-端面压力角;(°) β-分度圆螺旋角(°); 作用于主、从动轮上的各对力大小相等、方向相反。圆周力Ft 和径向力Fr 方向的判断与直齿轮相同。轴向力Fa 的方向应沿轴线,指向该齿轮的受力齿面。通常用左右手法则判断:对于主动轮,左旋时用左手(右旋时用右手),四指顺着齿轮转动方向握住主动轮轴线,则拇指伸直的方向即为轴向力Fa1 的方向。 2 计算载荷和载荷系数 名义载荷上述所求得的各力是用齿轮传递的名义转矩求得的载荷。 计算载荷由于原动机及工作机的性能、齿轮制造及安装误差、齿轮及其支撑件变形等因素的影响,实际作用于齿轮上的载荷要比名义载荷大。因此,在计算齿轮传动的强度时,用载荷系数K对名义载荷进行修正,名义载荷与载荷系数的乘积称为计算载荷。
20CrMnTi钢材标准
Q/RT 山东润通齿轮集团有限公司 企业标准 重型汽车变速箱及车桥齿轮 钢材标准 2014-03-14发布 2014-03-14实施山东润通齿轮集团有限公司发布
重型汽车变速箱及车桥齿轮钢材标准20CrMnTiH 1、适用范围 本标准适用于重型汽车变速箱轴类零件、齿轮类零件以及车桥齿轮零件加工用热轧圆钢。钢号20CrMnTiH.本标准规定了热轧齿轮钢的尺寸、外形、重量及允许偏差、技术要求、试验方法、检验规则、包装、标志和质量证明书等。 2、引用标准 下列标准所包含的条文,通过在本标准中引用而构成为本标准的条文。凡是不注日期的引用文件,其最新版本适用于本标准 GB222-1984 钢的化学成分分析用试样取样法及成品化学成份允许偏差 GB/T225 钢的淬透性末端淬火试验方法。 GB/T226 钢的低倍组织及缺陷酸蚀检验法 GB/T228 金属材料温室拉伸试验方法 GB/T229 金属夏比缺口冲击试验方法 GB/T702 热轧圆钢和方钢尺寸、外形、重量及允许偏差 GB1979 低倍组织评级图 GB/T2101 型钢验收、包装、标志和质量证明书的一般规定 GB5216 保证淬透性结构的技术条件 GB/T3077 合金结构钢技术条件 GB/T6394 金属平均晶粒度测定法 GB/T10561 钢中非金属夹杂物显微评定方法 GB/T13299 钢的显微组织评定方法
GB/T17505 钢和钢产品交货一般技术条件 3、尺寸、外形、重量 热轧圆钢的尺寸、外形及允许偏差应符合GB/T702中第Ⅱ组的规定。 4、技术要求 4.1 冶炼方法:电炉冶炼,并经过炉外精炼处理。 4.2 交货状态 钢材以热轧状态交货,钢材的轧制比≥6 4.3 牌号及化学成份:钢的牌号及化学成份应符合表1的规定 表1钢的化学成份(wt%) 钢材的化学成份允许偏差按GB/T222规定执行。 另:钢材氧含量≤18PPM ,残余元素W、Mo、V、B应作分析,结果记入质量证明书中 4.4 非金属夹杂物按GB/T10561中JK分级标准检验;其合格级别应符合表2的规定。 表2 4.5 晶粒度:按GB/T6394检验,钢材奥氏体晶粒度级别不小于6级 4.6 低倍组织:
典型零件选材及工艺分析
典型零件选材及工艺分析 一,齿轮类 机床、汽车、拖拉机中,速度的调节和功率的传递主要靠齿轮机床、汽车和拖拉机中是一种十分重要、使用量很大的零件。 齿轮工作时的一般受力情况如下: (1)齿部承受很大的交变弯曲应力; (2)换当、启动或啮合不均匀时承受击力; (3)齿面相互滚动、滑动、并承受接触压应力。 所以,齿轮的损坏形式主要是齿的折断和齿面的剥落及过度磨损。据此,要求齿材料具有以下主要性能: (1)高的弯曲疲劳强度和接触疲劳强度; (2)齿面有高的硬度和耐磨性; (3)齿轮心部有足够高的强度和韧性。 此外,还要求有较好的热处理工艺性,如变形小,并要求变形有一定的规律等。下面以机床和汽车、拖拉机两类齿轮为例进行分析。 (一)机床齿轮 机床中的齿轮担负着传递动力、改变运动速度和运动方向的任务。一般机床中的齿轮精度大部分是7级精度(GB179-83规定,精度分12级,用1、2、3、……12表示,数字愈大者,精度愈低)。只是在他度传动机构中要求较高的精度。
机床齿轮的工作条件比起矿山机械、动力机械中的齿轮来说还属于运转平稳、负荷不大、条件较好的一类。实践证明,一般机床齿轮选用中碳钢制造,并经高频感应热处理,所得到的硬度、耐磨性、强度及韧性能满足要求,而县市频淬火具有变形小、生产率高等优点。 下面以C616机床中齿轮为例加以分析。 1、高频淬火齿轮的工工艺线 2、热处理工序的作用正火处理对锻造齿轮毛坯是必需的热处理工序,它可以使同批坯料具有相同的硬度,便于切削加工,并使组织均匀,消除锻造应力。对于一般齿轮,正火处理也可作为高频淬火前的最后热处理工序。 调质处理可以使齿轮具有较高的综合机械性能,提高齿轮心部的强度和韧性,使齿轮能承受较大的弯曲应力和冲击力。调质后的齿轮由于组织为回火索氏体,在淬火时变形更小。 高频淬火及低温回火是赋予齿轮表面性能的关键工序,通过高频淬火提高了齿轮表 面硬度和耐磨性,并使齿轮表面有压应力存在而增强了抗疲劳破坏的能力。为了消除淬火应力,高频淬火后应进行低温回火(或自行回火),这对防止研磨裂纹的产生和提高抗冲击能力极为有利。 3、齿轮高频淬火后的变形情况齿轮高频淬火后,其变形一般表现为内孔缩小,外径不变或减小。齿轮外径与内径之比小于1.5时,内径略胀大;当齿轮有键槽时,内径向键槽方向胀大,形成椭圆形,齿间椭圆形,齿间亦稍有变形,齿形变化较小,一般表现为中间凹0.002~0.0005㎜。这些微小的变形对生产影响不大,因为一般机床用的7级精度齿轮,淬火回火后,均要经过滚光和推孔才成为成品。
淬硬钢齿轮的加工工艺
淬硬钢齿轮的加工工艺 随着现代技术的发展,对齿轮的品质要求越来越多,并且齿轮作为汽车行业的主要基础传单元件,齿轮的质量直接影响汽车的噪声、平稳性及使用寿命。所以齿轮要达到品质、噪音的双重目标,并实现高效率生产,只有在加工齿轮的刀具和齿轮的工艺路线上改进。 齿轮的加工工艺路线:下料--改锻成齿轮毛坯—正火--粗车外圆内孔及端面(按标准留加工余量)--调质热处理(淬火+高温回火)--精车外圆内孔及端面(到成活尺寸)--制齿(齿面留磨量)--齿部感应加热表淬或渗碳淬火--齿面磨削加工--验收交活。 下面就简单介绍一下齿轮的加工工艺路线及改进方法。 (1)锻造毛坯:目前,热模锻仍然是汽车齿轮件广泛使用的毛坯锻造工艺。近年来,楔横轧技术在轴类加工上得到了大范围推广。这项技术特别适合为比较复杂的阶梯轴类制坯,它不仅精度较高、后序加工余量小,而且生产效率高。 (2)正火:锻造毛坯之后部分工厂会选择正火,也有公司选择退火,正火和退火的目的都是为了使晶粒细化和碳化物分布均匀化,去除材料的内应力,但由于正火冷却速度比退火冷却速度稍快,因而正火组织要比退火组织更细一些,其机械性能也有所提高。另外,正火炉外冷却不占用设备,生产率较高,因此生产中尽可能采用正火来代替退火。采用等温正火使产品质量稳定可靠。 (3)粗车加工:粗加工齿轮外圆,端面,可选择普通车床和数控车床,由于粗车之后还有对工件进行热处理,所以一般会留有3-5mm的余量,方便之后的精车加工到指定尺寸。 (4)调质热处理:由于齿轮的工作条件不同,热处理出来的表面硬度也不同,但齿轮经过淬火后的硬度一般都在HRC45以上,例如:汽车齿轮由于受力较大,受冲击较频繁的原因常采用20CrMnTi钢作为齿轮材料,20CrMnTi钢具有较高的力学性能,经过淬火后表面硬度可达HRC58~62,心部硬度HRC30~45,以提高耐磨性和疲劳抗力。 (5)精车加工:精加工齿轮外圆,端面,将尺寸加工到图纸规定的尺寸要求,如后续还需要磨削,那么需留0.2-0.3mm的余量,以方便磨削获得更高的精度要求。 (6)制齿:常采用插齿机或者滚齿机加工齿面,虽然调整维护方便,但如果大批量生产就会出现效率低的问题,之后随着涂层技术的发展,滚刀、插刀刃磨后的再次涂镀非常方便地进行,经过涂镀的刀具能够明显地提高使用寿命,一般能提高90%以上,有效地减少了换刀次数和刃磨时间,效益显着。 (7)齿面磨削:齿轮的品质要求越来越高,变速噪音要求越来越低。要达到品质、噪音的双重目标,就要求进行精度更高的齿轮加工,对于大批量生产的齿轮,磨削仍然是其最有效的精加工方法。一般用于加工已淬火齿面,对磨前工序误差的纠正能力强,能达到很高的精度,齿面粗糙度可小至R0.63~0.16微米。 随着汽车行业的不断发展,越来越多的大批量生产齿轮,并且对齿轮的精度要求越来越高,磨削确是提高精度的有效方法,但对于大批量的齿轮,磨削就会影响加工效率,如采用“以车代磨”的新工艺,可在不影响齿面精度的前提下提高加工效率,使机械制造厂得到很好的经济效益。“以车代磨”就是采用车床加工代替磨床加工,由于齿轮经过热处理之后硬度在HRC45以上,所以此时选择的刀具就尤为重要,只有选择正确的刀具才能提高加工效率,根据“以车代磨”的
典型零件机械加工工艺设计与实施期末测试答案
典型零件机械加工工艺设计与实施 期末测试参考答案 一、填空题(每空1分,共30分): 1、铸件、锻件、焊接件、冲压件 2、粗基准、精基准 3、基准先行、先主后次、先粗后精、先面后孔 4、通规、止规 5、成形法、展成法 6、直齿、斜齿圆柱齿轮、蜗轮 7、弟y齿、珩齿、磨齿 8 500 9、盘形插齿刀、碗形直齿插齿刀、锥柄插齿刀 10、平行孔系、同轴孔系、交叉孔系。
11 找正法、镗模法、坐标法、
、选择题(每小题5分,共10 分)
工床身时,导轨面的实际切除量要尽可能地小而均匀,故应选导轨面作粗基准加工床身底面,然后再以加工过的床身底面作精基准加工导轨面,此时从导轨面上去除的加工余量可较小而均匀。 3、试述单刃镗刀镗削具有以下特点。 答:单刃镗刀镗削具有以下特点 镗削的适应性强。 镗削可有效地校正原孔的位置误差。 镗削的生产率低。因为镗削需用较小的切深和进给量进行多次走刀以减小刀杆的弯曲变形,且在镗床和铣床上镗孔需调整镗刀在刀杆上的径向位置,故操作复杂、费时。 镗削广泛应用于单件小批生产中各类零件的孔加工。 4、铣削加工可完成哪些工作?铣削加工有何特点? 答:1)铣削应用范围:铣床是机械加工主要设备之一,在铣床上用铣刀对工件进行加工的方法称为铣削。它可用来加工平面、台阶、斜面、沟槽、成形表面、齿轮和切断等。如图5—11所示为铣床加工应用示例。 2)铣削特点: (1)生产率高铣削时铣刀连续转动,并且允许较高的铣削速度,因此具有较高的生产率(2)断续切削铣削时每个刀齿都在断续切削,尤其是端铣,铣削力波动大,故振动是不可
高速铣削时刀齿还要经受周期性的冷、热冲击,容易出现裂纹和崩刃,使刀具耐用度下 降。 (3)多刀多刃切削 铣刀的刀齿多,切削刃的总长度大,有利于提高刀具耐用度和生产 率,优点不少。但也存在下述两个方面的问题:一是刀齿容易出现径向跳动,这将造成 刀齿负荷不等,磨损不均匀,影响已加工表面质量;二是刀齿的容屑空间必须足够,否 则会损坏刀齿 五、分析与计算题(每小题9分,共18分) 1、解:(1)电动机(1450r/min — 40, 26, 33 - 325 58 72 65 -—[聖—M3-主轴],[M2 61 —17-主轴] 81 (2) 3X 2 = 6 (3) n min = 1450X 100 X 26 X 17 =33.81344mm 325 72 81 2、 解:先画出尺寸链。 确定圭寸闭环:A0=0.1?0.4mm 命⑴ 90 °严 增环:A2= 0 mm 0.03 ES 减环:A1=A3=6 0.01mm 、 A 4EI m n 1 然后用极值法公式:A 0 A , A j i 1 j m 1
Ti对20CrMnTiH齿轮钢接触疲劳性能影响研究
Metallurgical Engineering 冶金工程, 2017, 4(1), 56-60 Published Online March 2017 in Hans. https://www.360docs.net/doc/c012703008.html,/journal/meng https://https://www.360docs.net/doc/c012703008.html,/10.12677/meng.2017.41008 文章引用: 范黎明, 裴建华. Ti 对20CrMnTiH 齿轮钢接触疲劳性能影响研究[J]. 冶金工程, 2017, 4(1): 56-60. Effect Study of Ti on Contact Fatigue Properties of 20CrMnTiH Gear Steel Liming Fan, Jianhua Pei Shandong Iron and Steel Group Co., Ltd, Laiwu Shandong Received: Mar. 19th , 2017; accepted: Mar. 28th , 2017; published: Mar. 31st , 2017 Abstract In order to avoid the harm of the large particle deformation and brittle TiN inclusions to the fati-gue life of gear steel, according to the principle of the microalloying and toughening of steel mate-rials, the titanium content in 20CrMnTi was optimized and designed. The results show that reduc- ing the titanium content of carburizing steel can effectively reduce or eliminate liquation TiN of carburizing steel containing Ti, so to improve the fatigue life of steel. Keywords Gear Steel, Fatigue Life, TiN, Composition Optimization Ti 对20CrMnTiH 齿轮钢接触疲劳性能影响研究 范黎明,裴建华 山东钢铁集团有限公司,山东 莱芜 收稿日期:2017年3月19日;录用日期:2017年3月28日;发布日期:2017年3月31日 摘 要 为避免大颗粒不变形脆性TiN 夹杂物对齿轮钢的疲劳寿命的危害,根据钢铁材料的微合金化原理和强韧化原理,对20CrMnTi 钢中的钛含量进行优化设计,结果表明,适当降低渗碳钢中的钛含量,可有效减轻或消除含钛渗碳钢中的液析氮化钛从而提高钢材的疲劳寿命。 关键词 齿轮钢,疲劳寿命,TiN ,成分优化
典型零件的加工工艺分析案例
典型零件的加工工艺分析案例 实例. 以图A-54所示的平面槽形凸轮为例分析其数控铣削加工工艺。 图A-54 平面槽型凸轮简图 案例分析: 平面凸轮零件是数控铣削加工中常用的零件之一,基轮廓曲线组成不外乎直线—曲线、圆弧—圆弧、圆弧—非圆曲线及非圆曲线等几种。所用数控机床多为两轴以上联动的数控铣床,加工工艺过程也大同小异。 1. 零件图纸工艺分析 图样分析要紧分析凸轮轮廓形状、尺寸和技术要求、定位基准及毛坯等。 本例零件是一种平面槽行凸轮,其轮廓由圆弧HA、BC、DE、FG和直线AB、HG以及过渡圆弧CD、EF所组成,需要两轴联动的数控机床。材料为铸铁、切削加工性较好。 该零件在数控铣削加工前,工件是一个通过加工、含有两个基准孔直径为φ280mm、厚度为18mm的圆盘。圆盘底面A及φ35G7和φ12H7两孔可用作定位基准,无需另作工艺孔定位。 凸轮槽组成几何元素之前关系清晰,条件充分,编辑时所需基点坐标专门容易求得。 凸轮槽内外轮廓面对A面有垂直度要求,只要提升装夹度,使A面与铣刀轴线垂直,即可保证:φ35G7对A面的垂直度要求由前面的工序保证。 2. 确定装夹方案
一样大型凸轮可用等高垫块垫在工作台上,然后用压板螺栓在凸轮的孔上压紧。外轮廓平面盘形凸轮的垫板要小于凸轮的轮廓尺寸,不与铣刀发生干涉。对小型凸轮,一样用心轴定位,压紧即可。 按照图A-54所示凸轮的结构特点,采纳“一面两孔”定位,设计一“一面两销”专用夹具。用一块320mm×320mm×40mm的垫块,在垫块上分别精镗φ35mm及φ12mm两个定位销孔的中心连接线与机床的x轴平行,垫块的平面要保证与工作台面平行,并用百分表检查。 图A-55为本例凸轮零件的装夹方案示意图。采纳双螺母夹紧,提升装夹刚性,防止铣削时因螺母松动引起的振动。 图A-55凸轮装夹示意图 3. 确定进给路线 进给路线包括平面内进给和深度进给两部分路线。对平面内进给,对外凸轮廓从切线方向切入,对内凹轮廓从过渡圆弧切入。在两轴联动的数控铣床上,对铣削平面槽形凸轮,深度进给有两种方法:一种是xz(或yz)平面来回铣削逐步进刀到即定深度;另一种方法是先打一个工艺孔,然后从工艺孔进刀到即定深度。 本例进刀点选在(150,0),刀具在y+15之间来回运动,逐步加深铣削深度,当达到即定深度后,刀具在xy平面内运动,铣削凸轮轮廓。为保证凸轮的工件表面有较好的表面质量,采纳顺铣方式,即从(150,0)开始,对外凸轮廓,按顺时针方向铣削,对内凸轮廓按逆时针方向铣削,图A -56所示为铣刀在水平面的切入进给路线。 图A-56 平面槽形凸轮的切入进给路线 4. 选择刀具及切削用量 铣刀材料和几何参数要紧按照零件材料切削加工性、工件表面几何形状和尺寸大小不一选择;切削用量则依据零件材料特点、刀具性能及加工
典型齿轮零件加工工艺分析共4页
典型齿轮零件加工工艺分析 圆柱齿轮加工工艺过程常因齿轮的结构形状、精度等级、生产批量及生产条件不同而采用不同的工艺方案。下面列出两个精度要求不同的齿轮典型工艺过程供分析比较。 一、普通精度齿轮加工工艺分析 (一)工艺过程分析 图示为一双联齿轮,材料为40Cr,精度为7-6-6级,其加工工艺过程见表1。 从表中可见,齿轮加工工艺过程大致要经过如下几个阶段:毛坯热处理、齿坯加工、齿形加工、齿端加工、齿面热处理、精基准修正及齿形精加工等。 双联齿轮加工工艺过程 加工的第一阶段是齿坯最初进入机械加工的阶段。由于齿轮的传动精度主要决定于齿形精度和齿距分布均匀性,而这与切齿时采用的定位基准(孔和端面)的精度有着直接的关系,所以,这个阶段主要是为下一阶段加工齿形准备精基准,使齿的内孔和端面的精度基本达到规定的技术要求。在这个阶段中除了加工出基准外,对于齿形以外的次要表面的加工,也应尽量在这一阶段的后期加以完成。 第二阶段是齿形的加工。对于不需要淬火的齿轮,一般来说这个阶段也就是齿轮的最后加工阶段,经过这个阶段就应当加工出完全符合图样要求的齿轮来。对于需要淬硬的齿轮,必须在这个阶段中加工出能满足齿形的最后精加工所要求的齿形精度,所以这个阶段的加工是保证齿轮加工精度的
关键阶段。应予以特别注意。 加工的第三阶段是热处理阶段。在这个阶段中主要对齿面的淬火处理,使齿面达到规定的硬度要求。 加工的最后阶段是齿形的精加工阶段。这个阶段的目的,在于修正齿轮经过淬火后所引起的齿形变形,进一步提高齿形精度和降低表面粗糙度,使之达到最终的精度要求。在这个阶段中首先应对定位基准面(孔和端面)进行修整,因淬火以后齿轮的内孔和端面均会产生变形,如果在淬火后直接采用这样的孔和端面作为基准进行齿形精加工,是很难达到齿轮精度的要求的。以修整过的基准面定位进行齿形精加工,可以使定位准确可靠,余量分布也比较均匀,以便达到精加工的目的。 (二)定位基准的确定 定位基准的精度对齿形加工精度有直接的影响。轴类齿轮的齿形加工一般选择顶尖孔定位,某些大模数的轴类齿轮多选择齿轮轴颈和一端面定位。盘套类齿轮的齿形加工常采用两种定位基准。 1)内孔和端面定位选择既是设计基准又是测量和装配基准的内孔作为定位基准,既符合“基准重合”原则,又能使齿形加工等工序基准统一,只要严格控制内孔精度,在专用芯轴上定位时不需要找正。故生产率高,广泛用于成批生产中。 2)外圆和端面定位齿坯内孔在通用芯轴上安装,用找正外圆来决定孔中心位置,故要求齿坯外圆对内孔的径向跳动要小。因找正效率低,一般用于单件小批生产。 (三)齿端加工
齿轮材料选择及其热处理
齿轮材料选择及其热处理 摘要:齿轮是轮缘上有齿能连续啮合传递运动和动力的机械元件,是能互相啮合的有齿的机械零件,是机械传动中应用最广泛的零件之一。在齿轮的制造过程中,合理选择材料与热处理工艺,是提高承载能力和延长使用寿命的必要保证。常用齿轮材料锻钢、铸钢、铸铁、有色金属、非金属材料等的选择及热处理工艺进行了分析。 关键词:齿轮材料热处理工艺 一、齿轮结构: 二、齿轮的分类: 按其外形分为:圆柱齿轮、锥齿轮、非圆齿轮、齿条、蜗杆蜗轮
按齿线形状分为:直齿轮、斜齿轮、人字齿轮、曲线齿轮 按轮齿所在的表面分为:外齿轮、内齿轮 按制造方法可分为:铸造齿轮、切制齿轮、轧制齿轮、烧结齿轮 三、常用齿轮材料及热处理工艺的选择: 1)高承载能力的重要齿轮,如汽车、拖拉机、矿山机械及航空 发动机等齿轮 汽车、拖拉机等齿轮主要分装在变速箱和差速器中,推动汽车、拖拉机运行,所以传递功率、冲击力及摩擦压力都很大, 工作条件比较差。因此在耐磨性、疲劳强度、心部强度和冲击韧性等方面的要求均比较高,因此选用渗碳钢经渗碳、淬火及低温回火后使用最为合适。小模数齿轮一般采用20Cr和20CrMnTi,而较大模数齿轮采用
30CrMnTi 钢。 工艺路线一般为:备料——锻造——正火——机械粗加工、半精加工——渗碳+ 淬火+ 低温回火——喷丸——校正——精加工 2)中等承载能力的齿轮,主要用于切削机床齿轮 机床齿轮大多用于齿轮箱,传递动力,改变运动速度和方向,工作条件相对较好,载荷不大,工作平稳无强烈冲击,转速也不高,属工作条件较好的齿轮。因此,要求综合力学性能好,一般选用调质钢制造, 如40 钢、45 钢、40Cr、40SiMn 等。 工艺路线一般为:备料——锻造——正火——机械粗加工——调质——机械半精加工——高频感应淬火+ 低温回火——磨削 3)较低承载能力的齿轮 较低承载能力的齿轮一般选用中碳钢(40、45)或低合金中碳钢(40Cr、40Mn、40MnB等)制造,进行调质处理,调质后硬度约为200~300HB。相互配对使用的小齿轮硬度稍高(相差大约在70~120HB),对齿轮的使用寿命有利。 工艺路线一般为:备料——锻造——正火——机械粗加工——调质——机械精加工 四、齿轮在热处理后应满足下列性能要求: 1)高的弯曲疲劳强度和接触疲劳强度(抗疲劳点蚀)。 2)齿面具有较高的硬度和耐磨性。
典型零件的机械加工工艺的分析
型零件的机械加工工艺分析 本章要点 本章介绍典型零件的机械加工工艺规程制订过程及分析,主要内容如下: 1.介绍机械加工工艺规程制订的原则与步骤。 2.以轴类、箱体类、拨动杆零件为例,分析零件机械加工工艺规程制订的全过程。 本章要求:通过典型零件机械加工工艺规程制订的分析,能够掌握机械加工工艺规程制订的原则和方法,能制订给定零件的机械加工工艺规程。 §4.1 机械加工工艺规程的制订原则与步骤§4.1.1机械加工工艺规程的制订原则 机械加工工艺规程的制订原则是优质、高产、低成本,即在保证产品质量前提下,能尽量提高劳动生产率和降低成本。在制订工艺规程时应注意以下问题: 1.技术上的先进性 在制订机械加工工艺规程时,应在充分利用本企业现有生产条件的基础上,尽可能采用国内、外先进工艺技术和经验,并保证良好的劳动条件。 2.经济上的合理性 在规定的生产纲领和生产批量下,可能会出现几种能保证零件技术要求的工艺方案,此时应通过核算或相互对比,一般要求工艺成本最低。充分利用现有生产条件,少花钱、多办事。 3.有良好的劳动条件 在制订工艺方案上要注意采取机械化或自动化的措施,尽量减轻工人的劳动强度,保障生产安全、创造良好、文明的劳动条件。 由于工艺规程是直接指导生产和操作的重要技术文件,所以工艺规程还应正确、完整、统一和清晰。所用术语、符号、计量单位、编号都要符合相应标准。必须可靠地保证零件图上技术要求的实现。在制订机械加工工艺规程时,如果发现零件图某一技术要求规定得不适当,只能向有关部门提出建议,不得擅自修改零件图或不按零件图去做。 §4.1.2 制订机械加工工艺规程的内容和步骤 1.计算零件年生产纲领,确定生产类型。 2.对零件进行工艺分析 在对零件的加工工艺规程进行制订之前,应首先对零件进行工艺分析。其主要内容包括: (1)分析零件的作用及零件图上的技术要求。 (2)分析零件主要加工表面的尺寸、形状及位置精度、表面粗糙度以及设计基准等; (3)分析零件的材质、热处理及机械加工的工艺性。 3.确定毛坯
圆柱齿轮加工工艺过程
圆柱齿轮加工工艺过程 The Standardization Office was revised on the afternoon of December 13, 2020
圆柱齿轮加工工艺过程常因齿轮的结构形状、精度等级、生产批量及生产条件不同而采用不同的工艺方案。下面列出两个精度要求不同的齿轮典型工艺过程供分析比较。 一、普通精度齿轮加工工艺分析 (一)工艺过程分析 图示为一双联齿轮,材料为40Cr,精度为7-6-6级,其加工工艺过程见表1。 从表中可见,齿轮加工工艺过程大致要经过如下几个阶段:毛坯热处理、齿坯加工、齿形加工、齿端加工、齿面热处理、精基准修正及齿形精加工等。
双联齿轮加工工艺过程
加工的第一阶段是齿坯最初进入机械加工的阶段。由于齿轮的传动精度主要决定于齿形精度和齿距分布均匀性,而这与切齿时采用的定位基准(孔和端面)的精度有着直接的关系,所以,这个阶段主要是为下一阶段加工齿形准备精基准,使齿的内孔和端面的精度基本达到规定的技术要求。在这个阶段中除了加工出基准外,对于齿形以外的次要表面的加工,也应尽量在这一阶段的后期加以完成。 第二阶段是齿形的加工。对于不需要淬火的齿轮,一般来说这个阶段也就是齿轮的最后加工阶段,经过这个阶段就应当加工出完全符合图样要求的齿轮来。对于需要淬硬的齿轮,必须在这个阶段中加工出能满足齿形的最后精加工所要求的齿形精度,所以这个阶段的加工是保证齿轮加工精度的关键阶段。应予以特别注意。 加工的第三阶段是热处理阶段。在这个阶段中主要对齿面的淬火处理,使齿面达到规定的硬度要求。 加工的最后阶段是齿形的精加工阶段。这个阶段的目的,在于修正齿轮经过淬火后所引起的齿形变形,进一步提高齿形精度和降低表面粗糙度,使之达到最终的精度要求。在这个阶段中首先应对定位基准面(孔和端面)进行修整,因淬火以后齿轮的内孔和端面均会产生变形,如果在淬火后直接采用这样的孔和端面作为基准进行齿形精加工,是很难达到齿轮精度的要求的。以修整
齿轮钢的开发与生产
收稿日期:2002-12-26 作者简介:张悦,女,工程师,重庆大学钢铁冶金专业毕业,从事炼钢工艺研究、企业的标准管理及企业标准的制修订工作。 齿轮钢的开发与生产 张 悦,霍松波,黄一新 (南京钢铁集团有限公司 江苏南京 210035) 摘 要:自2001年以来南京钢铁集团有限公司相继开发了20Cr 、20CrM o 、20CrMnT i 等齿轮用钢,着重介绍了公司齿轮钢的开发与生产实践。关键词:齿轮钢;开发 中图分类号:TG 142.4 文献标识码:B 文章编号:1003-0514(2003)01-0017-03 Developing and producing of gear steel ZH ANG Y ue ,H UO S ong -bo ,H UANG Y i -xin (Nanjing Iron &S teel C o.,Ltd ,Nanjing 210035,China ) Abstract :Introduce the developing and producing of gear steel such as 20Cr ,20CrM o ,20CrMnT i in Nangang since 2001.K ey w ords :gear steel ,developing 0 前言 随着中国加入WT O ,中国将成为全球制造业中心,而江浙沪是我国机械制造业、汽配、摩配的发达地区。对南钢公司而言,充分利用有利的生产设备开发以齿轮钢为主的机械制造用钢,具有深远的战略意义。 齿轮是汽车、农用机械及机械制造业的主要传动部件。在传递动力和改变速度的运行过程中,相互啮合的齿面之间既有滚动又有滑动,同时齿根部还将受到脉动和交变弯曲应力的作用,因此要求齿轮钢不但要有良好的强韧性、耐磨性以承受冲击、弯曲和接触应力,而且还要求其变形小,精度高和噪音低。 齿轮常采用铸铁、铸钢、机械结构用碳素钢、调质钢(如20-40CrH )、渗碳淬火钢(如20CrMnT i )等进行热处理,除了正常的淬火回火热处理外,还采用渗碳淬火、氮化处理、高频淬火、火焰淬火等多种表面硬化处理。因此齿轮钢不仅与高质量的钢有关,还与热处理工艺密切相关。 1 齿轮钢开发的前景 根据中国齿轮专业协会对车辆齿轮行业26家骨干企业的统计数据和特钢协会统计(见表1),我国农用车行业年消费齿轮钢20万吨左右,另外工程机械齿轮用量约10万吨,全国每年约需齿轮钢50万吨。但随着机械加工、汽车、摩托车行业的迅猛发展,齿轮钢的用量将日益增长。 表1 车辆齿轮钢用量统计 吨 钢 号 2000年实际用量 2001年预计用量 20CrM oH 9786010049020CrMnT iH 364323779820CrMnT i 3470039100其它 13010158008620H 8244888016-28MnCr53340463017-18CrMnBHZ 30003500SC M82H 2600260014-19CN52400256045Cr 12801760合计 203066 217118 7 1 第1期 齿轮钢的开发与生产
20crmntih齿轮钢
20crmntih齿轮钢 详细信息: 齿轮钢20crmntih: ●化学成份: 碳 c :0.17~0.23 硅 si:0.17~0.37 锰 mn:0.80~1.15 硫 s :允许残余含量≤0.035 磷 p :允许残余含量≤0.035 铬 cr:1.00~1.35 镍 ni:允许残余含量≤0.030 铜 cu:允许残余含量≤0.030 钛 ti:0.04~0.10 ●力学性能: 硬度:退火或高温回火,≤217hb,压痕直径≥4.1mm ●热处理规范及金相组织: ●交货状态:以轧制或锻制状态交货。根据需方要求也可以热处理(正火、退火或高温回火)状态交货。交货状态应在合同中注明。 钢厂规格 本钢圆钢φ80*6000 80 6000 0 20crmntih宝钢圆钢φ85*6000 85 6000 0 20crmntih 本钢圆钢φ85*6000 85 6000 0 20crmntih淮钢圆钢φ90*6000 90 6000 0 20crmntih 宝钢圆钢φ90*6000 90 6000 0 20crmntih 宝钢圆钢φ90*6000 90 6000 0 20crmntih 宝钢圆钢φ95*6000 95 6000 0 20crmntih 宝钢圆钢φ95*6000 95 6000 0 20crmntih 宝钢圆钢φ100*6000 100 6000 0 20crmntih 宝钢圆钢φ100*6000 100 6000 0 20crmntih 宝钢圆钢φ100*6000 100 6000 0 20crmntih 宝钢圆钢φ105*6000 105 6000 0 20crmntih 淮钢圆钢φ105*6000 105 6000 0 20crmntih 宝钢圆钢φ110*6000 110 6000 0 20crmntih
齿轮钢材
齿轮 人字齿轮,是一种圆柱齿轮,在某一部分齿宽上为右旋齿,而在另一部分齿宽上为左旋齿。人字齿轮的英语为double-helical gear。人字齿轮具有承载能力高、传动平稳和轴向载荷小等优点,在重型机械的传动系统中有广泛的应用。人字齿轮需要将两侧分体制造,然后组合在一起;或虽将两侧做成一体,但在两侧有效齿面之间留下必要的越程槽;或者采用插齿加工方法,但也需要将两侧齿面断开。 <正> 平行两轴的传动,有直齿轮、斜齿轮、人字齿轮三种。直齿轮、斜齿轮是我们日常能够看到的,人字齿轮在大的动力机器上才用到。传动力量小的机器用直齿轮,力量较大一点的就改用斜齿轮。因为直齿轮在传动时,力量是从第一个牙突然传到第二个牙的。如图1,在3、4两牙要离开时,全部的力量就从1牙传到2牙上。 直齿轮在高速运行时会产生振动及噪音,斜齿轮比直齿轮承载能力大,运转平稳、噪音小,适用于高速、重载传动,但缺点是会产生较大的轴向力,需要安装推力轴承,使结构复杂化。而人字齿轮相当于两个斜齿轮合并而成,不但具备斜齿轮的优点,还克服了斜齿轮会产生较大的轴向力这一缺点。主要应用于大型、重载设备。但是加工较困难,造价高! 减速比方面知识 已知减速比为20:49,电机转速为980r/min,滚筒直径为500mm,求滚筒的线速度 先计算辊筒周长=∏*D=3.1416*500=1570.8mm 再计算辊筒转速=980*20/49=400r/min 两者乘积即为滚筒线速度 v=1570.8*400=628318.5mm/min =628.3m/min 砂轮的直径是20cm,转速为2400r/min。在砂轮边缘上某一质点做圆周运动的线速度为多少 2400*2*3.14*20=301440 cm/min =50.24 m/s 电动机带轮的转速n=120r/min带轮上一点到轮轴的距离为10cm,求这一点的转动频率周期角速度和线速度? 转动频率=120/60=2