SPC初始过程能力研究计划
S P C初始过程能力研究
计划
集团标准化小组:[VVOPPT-JOPP28-JPPTL98-LOPPNN]
初始过程能力研究计划
一、为保证产品品质,确保制程能力足够,特制定本计划。
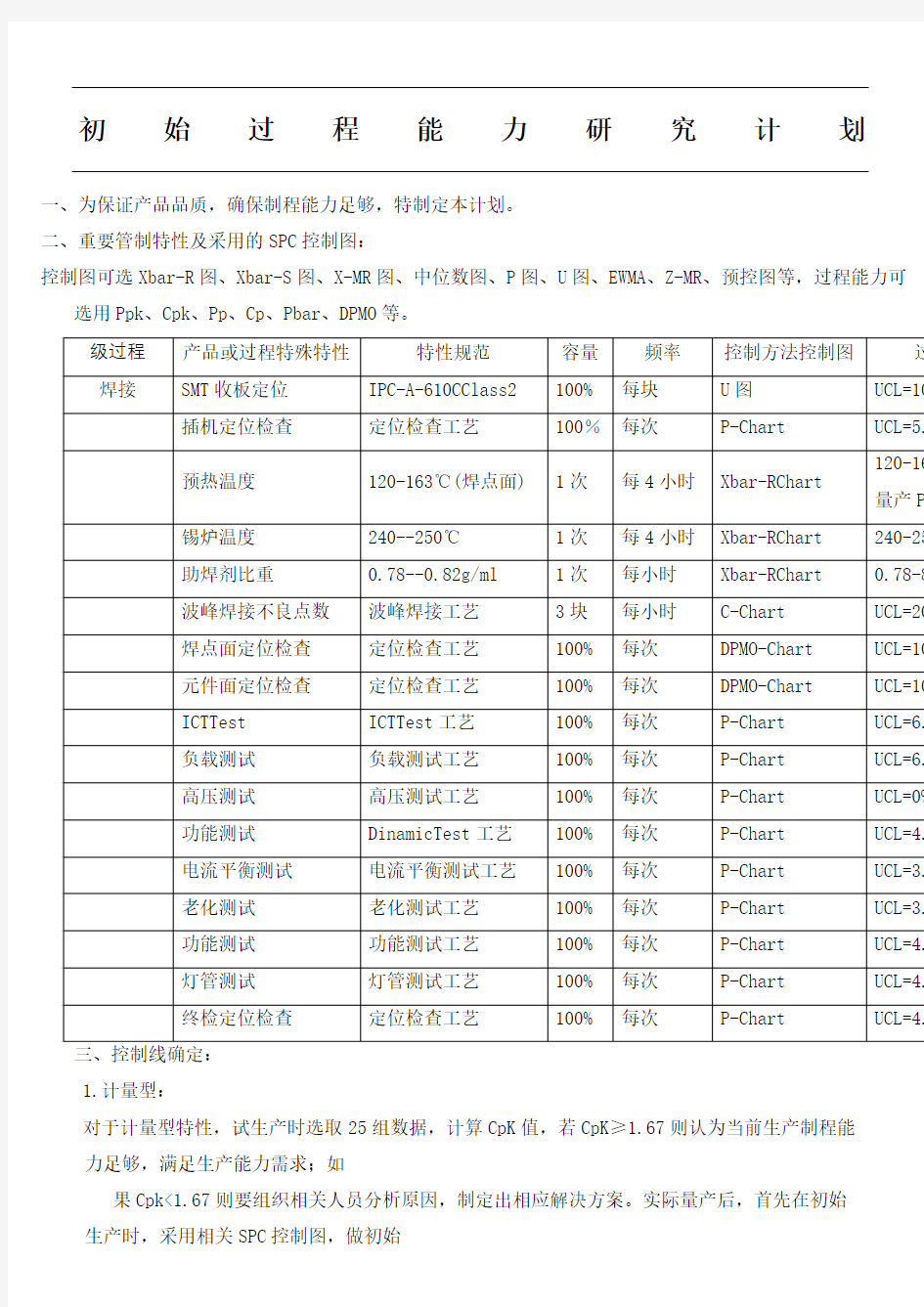
二、重要管制特性及采用的SPC控制图:
控制图可选Xbar-R图、Xbar-S图、X-MR图、中位数图、P图、U图、EWMA、Z-MR、预控图等,过程能力可选用Ppk、Cpk、Pp、Cp、Pbar、DPMO等。
1.计量型:
对于计量型特性,试生产时选取25组数据,计算CpK值,若CpK≥1.67则认为当前生产制程能
力足够,满足生产能力需求;如
果Cpk<1.67则要组织相关人员分析原因,制定出相应解决方案。实际量产后,首先在初始生产时,采用相关SPC控制图,做初始
能力研究,在生产制程稳定状态下,选定一控制线,若此时Cpk≥1.33,则定为当前控制线,并在月末对所有输入数据做月度评
审,以期达到持续改善的目的,若CpK<1.33或出现超出控制线点,则针对不良项目分析原因采取相应对策,改善提高过程能力,
直到CpK≥1.33为止。
2.计数型:
量产时取25组数据分析,制定当前控制线,并且每月由QA工程师进行月度评审,重新制定控制线,力争做到持续改善。
四、针对以上12种特性进行SPC控制,若有超标则由相关人员分析原因,并给出改善方案,直到CpK正常;针对CpK连续三点超标项
目作停线处理。
相关主题