SVM中文介绍

基于统计学习理论的支持向量机算法研究
1 理论背景
基于数据的机器学习是现代智能技术中的重要方面,研究从观测数据(样本)出发寻找规律,利用这些规律对未来数据或无法观测的数据进行预测。迄今为止,关于机器学习还没有一种被共同接受的理论框架,关于其实现方法大致可以分为三种[3]:
第一种是经典的(参数)统计估计方法。包括模式识别、神经网络等在内,现有机器学习方法共同的重要理论基础之一是统计学。参数方法正是基于传统统计学的,在这种方法中,参数的相关形式是已知的,训练样本用来估计参数的值。这种方法有很大的局限性,首先,它需要已知样本分布形式,这需要花费很大代价,还有,传统统计学研究的是样本数目趋于无穷大时的渐近理论,现有学习方法也多是基于此假设。但在实际问题中,样本数往往是有限的,因此一些理论上很优秀的学习方法实际中表现却可能不尽人意。
第二种方法是经验非线性方法,如人工神经网络(ANN)。这种方法利用已知样本建立非线性模型,克服了传统参数估计方法的困难。但是,这种方法缺乏一种统一的数学理论。
与传统统计学相比,统计学习理论(Statistical Learning Theory或SLT)是一种专门研究小样本情况下机器学习规律的理论。该理论针对小样本统计问题建立了一套新的理论体系,在这种体系下的统计推理规则不仅考虑了对渐近性能的要求,而且追求在现有有限信息的条件下得到最优结果。V. Vapnik等人从六、七十年代开始致力于此方面研究[1],到九十年代中期,随着其理论的不断发展和成熟,也由于神经网络等学习方法在理论上缺乏实质性进展,统计学习理论开始受到越来越广泛的重视。
统计学习理论的一个核心概念就是VC维(VC Dimension)概念,它是描述函数集或学习机器的复杂性或者说是学习能力(Capacity of the machine)的一个重要指标,在此概念基础上发展出了一系列关于统计学习的一致性(Consistency)、收敛速度、推广性能(Generalization Performance)等的重要结论。
统计学习理论是建立在一套较坚实的理论基础之上的,为解决有限样本学习问题提供了一个统一的框架。它能将很多现有方法纳入其中,有望帮助解决许多原来难以解决的问题(比如神经网络结构选择问题、局部极小点问题等);同时,这一理论基础上发展了一种新的通用学习方法──支持向量机(Support Vector Machine或SVM),已初步表现出很多优于已有方法的性能。一些学者认为,SLT和SVM正在成为继神经网络研究之后新的研究热点,并将推动机器学习理论和技术有重大的发展。
支持向量机方法是建立在统计学习理论的VC维理论和结构风险最小原理基础上的,根据有限的样本信息在模型的复杂性(即对特定训练样本的学习精度,Accuracy)和学习能力(即无错误地识别任意样本的能力)之间寻求最佳折衷,以期获得最好的推广能力(Generalizatin Ability)。支持向量机方法的几个主要优点有:
1.它是专门针对有限样本情况的,其目标是得到现有信息下的最优解而不仅仅是样本数
趋于无穷大时的最优值;
2. 算法最终将转化成为一个二次型寻优问题,从理论上说,得到的将是全局最优点,解决了在神经网络方法中无法避免的局部极值问题;
3. 算法将实际问题通过非线性变换转换到高维的特征空间(Feature Space),在高维空间中构造线性判别函数来实现原空间中的非线性判别函数,特殊性质能保证机器有较好的推广能力,同时它巧妙地解决了维数问题,其算法复杂度与样本维数无关;
在SVM 方法中,只要定义不同的内积函数,就可以实现多项式逼近、贝叶斯分类器、径向基函数(Radial Basic Function 或RBF)方法、多层感知器网络等许多现有学习算法。
统计学习理论从七十年代末诞生,到九十年代之前都处在初级研究和理论准备阶段,近几年才逐渐得到重视,其本身也趋向完善,并产生了支持向量机这一将这种理论付诸实现的有效的机器学习方法。目前,SVM 算法在模式识别、回归估计、概率密度函数估计等方面都有应用。例如,在模式识别方面,对于手写数字识别、语音识别、人脸图像识别、文章分类等问题,SVM 算法在精度上已经超过传统的学习算法或与之不相上下。
目前,国际上对这一理论的讨论和进一步研究逐渐广泛,而我国国内尚未在此领域开展研究,因此我们需要及时学习掌握有关理论,开展有效的研究工作,使我们在这一有着重要意义的领域中能够尽快赶上国际先进水平。由于SLT 理论和SVM 方法尚处在发展阶段,很多方面尚不完善,比如:许多理论目前还只有理论上的意义,尚不能在实际算法中实现;而有关SVM 算法某些理论解释也并非完美(J.C.Burges 在[2]中就曾提到结构风险最小原理并不能严格证明SVM 为什么有好的推广能力);此外,对于一个实际的学习机器的VC 维的分析尚没有通用的方法;SVM 方法中如何根据具体问题选择适当的内积函数也没有理论依据。因此,在这方面我们可做的事情是很多的。
2方法介绍
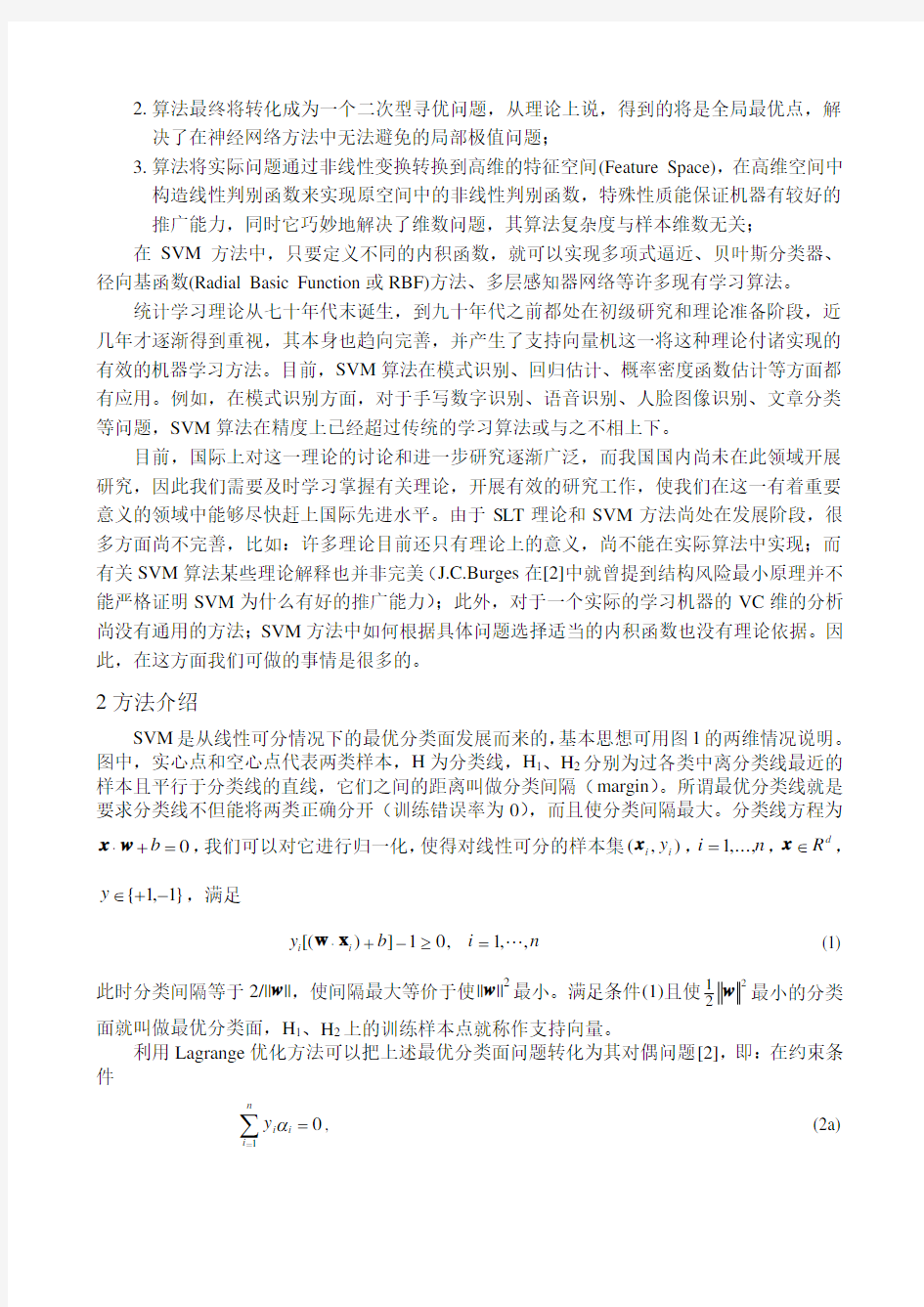
SVM 是从线性可分情况下的最优分类面发展而来的,基本思想可用图1的两维情况说明。图中,实心点和空心点代表两类样本,H 为分类线,H 1、H 2分别为过各类中离分类线最近的样本且平行于分类线的直线,它们之间的距离叫做分类间隔(margin )。所谓最优分类线就是要求分类线不但能将两类正确分开(训练错误率为0),而且使分类间隔最大。分类线方程为0=+?b w x ,我们可以对它进行归一化,使得对线性可分的样本集),(i i y x ,
n i ,...,1=,d R ∈x ,}1,1{-+∈y ,满足
n i b y i i ,,1,01])[( =≥-+?x w (1) 此时分类间隔等于2/||w ||,使间隔最大等价于使||w ||2
最小。满足条件(1)且使221w 最小的分类面就叫做最优分类面,H 1、H 2上的训练样本点就称作支持向量。
利用Lagrange 优化方法可以把上述最优分类面问题转化为其对偶问题[2],即:在约束条件
y i
i i n α=∑=10, (2a)
和 αi ≥ 0 i =1,?n (2b) 下对αi 求解下列函数的最大值:
∑∑==?-=n
j i j i j i j i n
i i y y Q 1,1)(21)(x x αααα (3) αi 为原问题中与每个约束条件(1)对应的Lagrange 乘子。这是一个不等式约束下二次函数寻优的问题,存在唯一解。容易证明,解中将只有一部分(通常是少部分)αi 不为零,对应的样本就是支持向量。解上述问题后得到的最优分类函数是
?
?????+?=+?=∑=n i i i i b y b f 1**)(sgn })sgn{()(x x x w x α, (4) 式中的求和实际上只对支持向量进行。b *是分类阈值,可以用任一个支持向量(满足(1)中的等号)求得,或通过两类中任意一对支
持向量取中值求得。
对非线性问题,可以通过非线性变
换转化为某个高维空间中的线性问题,
在变换空间求最优分类面。这种变换可
能比较复杂,因此这种思路在一般情况
下不易实现。但是注意到,在上面的对
偶问题中,不论是寻优目标函数(3)还是
分类函数(4)都只涉及训练样本之间的
内积运算)(j i x x ?。设有非线性映射Φ :
R d → H 将输入空间的样本映射到高维
(可能是无穷维)的特征空间H 中。当在特征空间H 中构造最优超平面时,训练算法仅使用空间中的点积,即Φ(x i ).Φ(x j ),而没有单独的Φ(x i )出现。因此,如果能够找到一个函数K 使得K ( x i , x j )=Φ(x i ).Φ(x j ),这样,在高维空间实际上只需进行内积运算,而这种内积运算是可以用原空间中的函数实现的,我们甚至没有必要知道变换Φ的形式。根据泛函的有关理论,只要一种核函数K ( x i ,x j )满足Mercer 条件,它就对应某一变换空间中的内积。
因此,在最优分类面中采用适当的内积函数K ( x i ,x j )就可以实现某一非线性变换后的线性分类,而计算复杂度却没有增加,此时目标函数(3)变为: ∑∑==-=n
j i j i j i j i n
i i K y y Q 1,1
),(21)(x x αααα , (5) 而相应的分类函数也变为
)),(sgn()(*1*b K y f n i i i i +=∑=x x x α, (6)
这就是支持向量机。
这一特点提供了解决算法可能导致的“维数灾难”问题的方法:在构造判别函数时,不是对输入空间的样本作非线性变换,然后在特征空间中求解;而是先在输入空间比较向量(
例图1 最优分类面
如求点积或是某种距离),对结果再作非线性变换[9]。这样,大的工作量将在输入空间而不是在高维特征空间中完成。SVM 分类函数形式上类似于一个神经网络,输出是s 中间节点的线性组合,每个中间节点对应一个支持向量,如图2所示。
函数K 称为点积的卷积核函数,根据[2],它可以看作在样本之间定义的一种距离。
显然,上面的方法在保证训练样本全部被正确分类,即经验风险R emp 为0的前提下,通过最大化分类间隔来获得最好的推广性能。如果希望在经验风险和推广性能之间求得某种均衡,可以通过引入正的松弛因子ξi 来允许错分样本的存在。这时,约束(1)变为 n i b y i i i ,,1,01])[( =≥+-+?ξx w
(7) 而在目标——最小化221w ——中加入惩罚项∑=n
i i C 1ξ,这样,Wolf 对偶问题可以写成: Maximize: ∑∑==-=n
j i j i j i j i n i i K y y Q 1,1
),(21)(x x αααα (8) s.t. y i
i i n α=∑=10 (9a)
0 ≤ αi ≤ C i =1,?n (9b)
这就是SVM 方法的最一般的表述。为了方便后面的陈述,这里我们对对偶问题的最优解做一些推导。
定义
∑Φ=i i i i y )()(x ααω
(10)
i j
j i j j i i i y K y y F -=-Φ?=∑),()()(x x x ααω
(11) 对偶问题的Lagrange 函数可以写成:
图2 支持向量机示意图
)x (K x 1 x 2
x 输入向量),...,,(21d x x x =x 基于s 个支持向量s x x x ,...,,21的非线性变换(内积) 权值i i y α 输出(决策规则): )),(sgn(1b K y y s i i i i +=∑=x x α
∑∑∑∑--+--?=i i i i i i i i i i y C L αβαμαδααωαω)()()(21 (12)
KKT 条件为
0)(=+--=??i i i i i y F L μδβα
(13a) 00≥=i i i δαδ且
(13b) μi (αi - C ) = 0 ? i
(13c) 由此,我们可以推导出如下关系式:
● 若αi = 0 则 δi ≥ 0 μi = 0 ? (F i - βi )y i ≥ 0 (14a) ● 若0 < αi < C 则 δi = 0 μi = 0 ? (F i - βi )y i = 0 (14b) ● 若 αi = C 则 δi = 0 μi ≥ 0 ? (F i - βi )y i ≤ 0 (14c)
由于KKT 条件是最优解应满足的充要条件[6],所以目前提出的一些算法几乎都是以是否违反KKT 条件作为迭代策略的准则。
3.SVM 算法中目前的研究状况
由于SVM 方法较好的理论基础和它在一些领域的应用中表现出来的优秀的推广性能,近年来,许多关于SVM 方法的研究,包括算法本身的改进和算法的实际应用,都陆续提了出来。尽管SVM 算法的性能在许多实际问题的应用中得到了验证,但是该算法在计算上存在着一些问题,包括训练算法速度慢、算法复杂而难以实现以及检测阶段运算量大等等。
传统的利用标准二次型优化技术解决对偶问题的方法可能是训练算法慢的主要原因:首先,SVM 方法需要计算和存储核函数矩阵,当样本点数目较大时,需要很大的内存,例如,当样本点数目超过4000时,存储核函数矩阵需要多达128兆内存;其次,SVM 在二次型寻优过程中要进行大量的矩阵运算,多数情况下,寻优算法是占用算法时间的主要部分。
SVM 方法的训练运算速度是限制它的应用的主要方面,近年来人们针对方法本身的特点提出了许多算法来解决对偶寻优问题。大多数算法的一个共同的思想就是循环迭代:将原问题分解成为若干子问题,按照某种迭代策略,通过反复求解子问题,最终使结果收敛到原问题的最优解。根据子问题的划分和迭代策略的不同,又可以大致分为两类。
第一类是所谓的“块算法”(chunking algorithm )。“块算法”基于的是这样一个事实,即去掉Lagrange 乘子等于零的训练样本不会影响原问题的解。对于给定的训练样本集,如果其中的支持向量是已知的,寻优算法就可以排除非支持向量,只需对支持向量计算权值(即Lagrange 乘子)即可。实际上支持向量是未知的,因此“块算法”的目标就是通过某种迭代方式逐步排除非支持向量。具体的作法是,选择一部分样本构成工作样本集进行训练,剔除其中的非支持向量,并用训练结果对剩余样本进行检验,将不符合训练结果(一般是指违反KKT 条件)的样本(或其中的一部分)与本次结果的支持向量合并成为一个新的工作样本集,然后重新训练。如此重复下去直到获得最优结果。
当支持向量的数目远远小于训练样本数目时,“块算法”显然能够大大提高运算速度。然而,如果支持向量的数目本身就比较多,随着算法迭代次数的增多,工作样本集也会越来越
大,算法依旧会变得十分复杂。因此第二类方法把问题分解成为固定样本数的子问题:工作样本集的大小固定在算法速度可以容忍的限度内,迭代过程中只是将剩余样本中部分“情况最糟的样本”与工作样本集中的样本进行等量交换,即使支持向量的个数超过工作样本集的大小,也不改变工作样本集的规模,而只对支持向量中的一部分进行优化。
固定工作样本集的方法和块算法的主要区别在于:块算法的目标函数中仅包含当前工作样本集中的样本,而固定工作样本集方法虽然优化变量仅包含工作样本,其目标函数却包含整个训练样本集,即工作样本集之外的样本的Lagrange乘子固定为前一次迭代的结果,而不是像块算法中那样设为0。而且固定工作样本集方法还涉及到一个确定换出样本的问题(因为换出的样本可能是支持向量)。这样,这一类算法的关键就在于找到一种合适的迭代策略使得算法最终能收敛并且较快地收敛到最优结果。
固定工作样本集的方法最早大概是由Osuna et al.[6]提出的。在[4]中,Edgar Osunal等人介绍了一种具体的算法并对人脸识别问题进行了实验。将样本集分为两个集合B和N,集合B 作为子问题工作样本集进行SVM训练,集合N中所有样本的Lagrange乘子均置为零。显然,如果把集合B中对应Lagrange乘子为零的样本i(即αi= 0,i∈B)与集合N中的样本j(即αi = 0,j∈N)交换,不会改变子问题与原问题的可行性(即仍旧满足约束条件);而且,当且仅当样本满足条件(F i-βi ) y i≥0(14a)时,替换后的子问题的最优解不变。于是可以按照以下步骤迭代求解:1.选择集合B,构造子问题;2.求子问题最优解αi,i∈B及b,并置αj = 0,j∈N;3.计算F j,j∈N找出其中不满足条件(F i-βi ) y i≥0(14a)的样本j,与B中满足αi = 0的样本i交换,构成新的子问题。[4]证明了这种迭代算法的收敛性,并给出了两阶多项式分类器在人脸识别问题中的应用结果。
需要说明的是,文中没有说明集合B的大小是否改变。作者期望的是支持向量的数目非常少,当然可以固定B的大小,作者的意图正是如此。不过为此需要选择一个较大的B集合,这样看来,其效率可能还不如块算法。而且如果如果集合B不足以包括所有的支持向量,该算法没有提出改变B的大小的策略,有可能得不到结果。
前面提到,固定工作样本集方法的关键在于选择一种合适的换入换出策略。Joachims指出如果采用某种启发式的迭代策略将会提高算法的收敛速度。最近John C. Platt在[5]中提出SMO(Sequential Minimal Optimization或SMO)算法。将工作样本集的规模减到最小——两个样本。之所以需要两个样本是因为等式线性约束的存在使得同时至少有两个Lagrange乘子发生变化。由于只有两个变量,而且应用等式约束可以将其中一个用另一个表示出来,所以迭代过程中每一步的子问题的最优解可以直接用解析的方法求出来。这样,算法避开了复杂的数值求解优化问题的过程;此外,Platt还设计了一个两层嵌套循环分别选择进入工作样本集的样本,这种启发式策略大大加快了算法的收敛速度。标准样本集的实验结果证明,SMO 表现出在速度方面的良好性能。
子问题的规模和迭代的次数是一对矛盾,SMO将工作样本集的规模减少到2,一个直接的后果就是迭代次数的增加。所以SMO实际上是将求解子问题的耗费转嫁到迭代上,然后在迭代上寻求快速算法。但是,SMO迭代策略的思想是可以用到其他迭代算法中的,可见,SMO还有改进的余地。
SMO在实际应用中取得了较好的效果,但它也存在着一些问题。SMO算法每次迭代都要更新β值,但是该值有可能是无法确定的(例如不存在0 < αi < C的样本,尽管这种情况很少出现),这时SMO采用的方法是确定出β的上下界然后取平均值;另外,每一次迭代过程中的β值仅取决于上次迭代结果的两个变量的最优值,用这个β值判断样本是否满足迭代结果,这就可能存在某些达到最优值的样本却不满足KKT条件的情况,从而影响了该算法的效率[6]。
解决算法速度问题的另一个途径是采用序列优化的思想。这种方法主要目的是研究当出现新的单个样本时,它与原有样本集或其子集,或是原有样本集训练结果的关系,例如,它的加入对原有样本集的支持向量集有什么样的影响,怎样迅速地确定它对新的分类器函数的贡献等等。[10]中提出了一种用卡尔曼滤波器求解的方法。
4.研究方向
应该说,块算法和固定工作样本集算法是各有优缺点的。毫无疑问,固定工作样本集的算法解决了占用内存的问题,而且限制了子问题规模的无限增大;但是,从这个意义上来说,固定工作样本集的算法把解标准二次型的寻优问题的时间转嫁到循环迭代上了,它的迭代次数一般会比“块算法”多。尤其是SMO,如果没有一个好的启发式迭代策略,该算法就是一种盲目爬山法。
基于此,我们提出一种算法思想,希望能够综合两类算法的特点。我们仍旧从最终目标中抽取子问题,借用某种迭代策略使算法收敛,关键的,我们希望一方面子问题规模不会太小,以免迭代次数太多,另一方面能借鉴SMO的思想,利用二次问题的特点,找到子问题的解析解法,或者是近似解,从而不必对每一个子问题都调用寻优算法。
此外,由于SVM方法的性能与实现上的巨大差异,我们在求解子问题时不一定要得到精确解(解的精确度可以由迭代来保证),甚至还可以考虑对最终目标求取近似解。这样,尽管结果的性能会受到影响,但是如果能够大幅度提高运算速度,它仍不失为一种好方法。
一种在二维数据实验中取得一定效果的方法是近邻SVM。由于SVM的目标是在高维特征空间中最大化分类间隔,亦即最小化||w||,而目标函数的度量就是欧氏距离,所以两类样本点之间的欧氏距离应该与目标函数有着密切的关系,可以认为,两类样本中距离最近的点最有可能成为支持向量,相反地,与异类样本距离较远则意味着它与分类面关系不大。事实上,传统的近邻法就是以距离作为判定样本点类别的依据,只不过在这里由于SVM的特点,距离可以直接用欧氏距离定义。
在高维特征空间中,两个样本x i , x j之间的欧氏距离的平方为:
||Φ( x i ) -Φ( x j )||2 = (Φ( x i ) -Φ( x j )) . (Φ( x i ) -Φ( x j ))
= Φ( x i ) . Φ( x i ) + Φ( x j ) . Φ( x j ) - 2Φ( x i ) . Φ( x j )
= K( x i , x i ) + K( x j , x j ) - 2K( x i , x j )
我们仍旧可以利用核函数,而不需要知道具体的变换形式。有了距离的定义后,我们可以对每一样本找出与它距离最近的几个异类样本。遍历所有样本后,我们可以得到这些最近邻的并集,通常,如果近邻个数选择适当,这个并集能够包含且只包含大多数处于最优分类面附近的样本,用这个并集作为训练样本集,可以大大提高算法的速度,得到的结果也比较令
人满意。当然,近邻SVM还存在着许多问题,例如对某些特殊分布的样本集可能效果很差,再比如计算近邻样本也是一个很耗时的工作,这些都需要进一步的研究改进。
采用序列优化的思想也可以解决算法速度问题。如果能够简单有效地确定单个样本加入工作样本集后对训练结果的影响,一方面,出现新的样本时,可以利用原来的训练结果而不必重新开始;另一方面,让训练样本逐个进入工作样本集也可以简化寻优过程,提高算法速度。这实际上是将工作样本集中的样本数减少到一个,[11]中提出的SOR方法就是这样一种思路。
核函数是SVM方法中少数几个能够调整的参数之一,目前的方法一般都是使用多项式、径向基函数等等。尽管一些实验结果表明核函数的具体形式对分类效果的影响不大,但是核函数的形式以及其参数的确定决定了分类器类型和复杂程度,它显然应该作为控制分类器的性能的手段。有关核函数选择的理论依据仍旧很少,[12]中提到一种在SVM算法过程中自适应地选择模型参数的方法。我们的想法是,找出样本集分布特点与最优分类器之间的可能的对应关系,然后根据待训练样本的一些先验知识选择分类器的类型和参数,或者直接构造新的类型,可以预先确定,也可以在训练过程中逐步优化。
另外,SVM方法在分类方面的应用比较多,其实它在其它方面也有其优势,例如数据挖掘、特征选择和提取等,它的核函数的思想也已经应用到。尤其是特征选择,SVM方法用少数支持向量代表整个样本集的思想与特征选择极为类似。SVM方法的最优分类面是以分类间隔来衡量的,如果用不同的样本作支持向量,应该得到不同的分类间隔。因此,如果把样本看作特征,建立某种准则函数,它以特征为变量,同时与分类间隔相对应,那么训练过程就完成了特征选择。在[13]中对此提出了一些方法,我们可以做进一步的研究。
References:
[1]V.Vapnik. Nature of Statistical Learning Theory. John Wiley and Sons,Inc.,New York,in preparation.
[2]J.C.Burges. A Tutorial on Support Vector Machines for Pattern Recognition.Bell Laboratories, Lucent
Technologies. 1997.
[3]Filip Mulier. Vapnik-Chervonenkis(VC) Learning Theory and Its Applications.IEEE Trans. on Neural
Networks. V ol.10, No.5, Sep 1999.
[4]Edgar Osuna et al. Training Support Vector Machines: an Application to Face Detection.
[5]John C. Platt. Using Analytic QP and Sparseness to Speed Training of Support Vector Machines.
[6]S.S. Keerthi et al. Improvements to Platt's SMO Algorithm for SVM Classifier Design.
[7]Chris J.C. Burges. Simplified Support Decision Rules.
[8]Chris J.C. Burges, Beruhard Scholkopf. Improving the Accuracy and Speed of Support Vector Machines.
Neural Information Processing Systems, V ol.9, M. Mozer, M. Jordan, & T. Petsche, eds. MIT Press, Cambridge, MA, 1997.
[9]Corinna Cortes,V.Vapnik. Support-Vector Network. Machine Learning, 20.273-297 (1995)
[10]Nando de Freitas et al. Sequenttial Support Vector Machines. Neural Neworks for Signal Processing IX.
31-40(1999)
[11]Olvi L. Mangasarian, David R. Musicant. Successive Overrelaxation for Support Vector Machines. IEEE
Trans. on Neural Networks. V ol.10, No.5, Sep 1999.
[12]Nello Cristianini, Bristol et al. Dynamically Adapting Kernels in Support Vector Machines.
[13]P.S. Bradley, O.L. Mangasarian. Feature Selection via Concave Minimization and Support Vector Machines.
[14]J.Platt. Sequential minimal optimization: A fastalgorithm for training support vector machines. Advances in
Kernel Methods-Support Vector learning. Cambridge, MA: MIT Press,1999, pp.185-208.
[15]S.S.Keerthi et al. A Fast iterative Nearest Point Algorithm for Support Vector Machine Classifier Design.
[16]边肇祺等。模式识别。清华大学出版社。1988
ANN MNIST手写数字识别总结
由于第十四周除了正常上课外,其余时间在整理机器学习的笔记,做中特社会调查报告,然后就是元旦放假,故第十四周没提交周报。 本周正常上课,继续完成老师都布置的课业任务,总结通信系统仿真结果,并且完成报告的撰写,分析社会调查结果,做好报告,查阅物理层安全方面的资料,翻译和整理论文。其余时间是开始学习深度学习理论和编程实践,人工神经网络(ANN)和卷积神经网络,了解深度学习几个框架(Caffe 、Torch、TensorFlow、MxNet),最主要还是TensorFlow,学习和查找了一下深度学习优化算法,并且利用人工神经网络做手写数字识别。 心得体会:第一个感受是时间过得很快,已然是15周了,要加快各方面进程。神经网络从线性分类器开始,线性分类器是产生一个超平面将两类物体分开。一层神经网络叫做感知器,线性映射加激励输出,每个神经元对输入信号利用激励函数选择输出,就像大脑神经元的兴奋或抑制,增加神经元数量、隐层数量,就可以无限逼近位置函数分布的形态,过多会出现过拟合算法。ANN的学习方法是BP后向传播算法,其主要思想是每一层的带来的预测误差是由前一层造成的,通过链式求导法则将误差对每一层的权重和偏置进行求导更新权重和偏置,以达到最优结果。因为ANN每一层神经元是全连接的,对于图像这种数据就需要非常大数量的参数,所以就出现了卷积神经网路CNN,利用一些神经元以各种模版在图像上滑动做卷积形成几张特征图,每个神经元的滑动窗口值不一样代表其关注点不一样,单个神经元对整张图的窗口权重是一样的即权值共享(这就是减少参数和神经元数量的原因),这么做的依据是像素局部关联性。CNN主要有数据数据输入层、卷积计算层、激励层、池化层(下采样层)、全连接层、Batch Normalization层(可能有)CNN学习方法也是BP算法迭代更新权重w和偏置b。CNN优点是共享卷积核,对高维数据处理无压力,无需手动选取特征,训练好权重,即得特征,深层次的网络抽取,信息丰富,表达效果好,缺点是需要调参,需要大样本量,训练最好要GPU,物理含义不明确。主要采用随机失活的方法解决过拟合问题,因为CNN网络学习能力强,如果样本量小,容易让网络将样本的所有细节记忆下来而不是学习到样本的共性规律,所以随机失活神经元让部分神经元工作就可以缓解过拟合问题。个人觉得深度学习理论不是很难,就是对硬件的要求很高,GPU真是其必备工具。深度学习学习最主要的学习框架觉得是TensorFlow,因为Google大力支持,社区很庞大,就是依赖硬件能力强。 以下是ANN MNIST手写数字识别程序和结果,数据集是经典的Yann LeCun(人工智能界大佬)MNIST数据集,每张照片大小是28 * 28的灰度图,训练集5000张图片,验证集1000张图片,测试集10000张:
DMG 海德汉iTNC 操作培训
DMG培训照片文件整理总结(详见机床操作说明书) 目录: 一.手动拆刀和装刀: 1.进入手动模式。 2.按刀具表软件,进入刀具表。 3.打开编辑开关。 4.建刀库刀位以外的刀具。 5.按结束。 6.进入MDI模式。 7.调用刚建立的刀具。 8.按START键执行。 9.显示更换刀具。 10.按开门键,打开工件间门。 11.按换刀键。 12.屏幕T 开始闪烁。 13.旋转按刀按扭,听到有松夹声音。 14.注意刀具的缺口方向,放刀具到位,松开换刀按扭,听到夹紧的声音,松开刀具。 15.刀具在主轴。 16.关闭工作间的门。 17.屏幕显示更换刀具。 18.刀具已经换入。 19.确认换刀完成。 20.换刀结束, 二.手动拆除刀库以外的刀具。 1.按MDI 进入 2.调用零号刀具。 3.按START 键执行。 4.屏幕显示从轴上取下刀具。 5.按开门键开工作间门。 6.按换刀键。 7.屏幕T 开始闪烁。 8.用手拿住刀具。 9.旋转拆刀旋扭,拆除刀具。 10.关闭工作间的门。 11.屏幕显示 T0 。 12.屏幕显示从轴人取下刀具,按START 键完成拆刀。 三.从刀库装入刀具。 1.按手动按扭,进入手动数据输入。 2.按刀具表软键,进入刀具表。 3.把光标移到要装入刀具的一行。 4.按左边的刀库管理软键。 5.按刀具拆除, 6.等待屏幕显示 1。20(1号刀库,20号刀位),刀库已经准备好。 7.因为只是装刀,并不是真正拆除,所以按中断结束。 8.打开后面的刀库门,放入刀具,注意缺口方向在里面,完成刀库装刀。
2.把光标移到要拆除的刀具的一行。 3.按刀具管理软键。 4.按刀具拆除。 5.屏幕显示(1。32)一号刀库32号刀位。 6.按中断软键,不清除刀具参数。 7.打开刀库门,拆除刀具。 8.手动清除刀具数据,按结束,完成刀库拆除刀具。 五.标准刀的校正Z零点。 1.把标准刀放入32号刀位。按MDI 进入。 2.调用32号刀具。 3.按START 执行。 4.调入标准刀具。 5.在刀具表中输入,标准刀的长度和半径。 6.移动标准刀在工作台上方50MM 处。用50MM的标准块测量,精度到0。001MM。 7.进入设定原点界面。 8.按设定原点软键。 9.输入Z+50 10.按ENT 键确认。 11.按预设表软键,进入。 11.进入预设表 12.把工作台设为Z零点。标准刀的校正Z零点完成 (工作台有-0。0397的误差,会在后面,五轴精度校准中校正) 探头校正方法 1. 用基准刀找到机床工作台面的机械坐标.(用50mm标准块) 2. 调出探头,把探头移动到距离工作台面20MM的地方,执行探头长度标定(该选项在打开探头功能看到两个标定的第一项)。标定完成后会看到探头的实际自动的写到刀具补偿里面。 3. 用机床配置的内径为50的环规做探头摆动的标定。做法为把探针动到环规的上表面-10MM左右的地方执行探头半径标定,{该选项在打开探头功能看到两个标定的第一项}(做这项这前要用千分表测出探头放在主轴上的摆动值不能超过5μm如果摆动太大要用装探头的木盒配的六角匙调整探头下表面的四个螺母,调整后探头的摆动越少越好) 六.探头直径校正 1.调用探头,用丝表校探头最高点在0。005MM以内,在刀具表中建立探头数据,L (探头长度)R(探头半径)和PLC参数00010100。 2.如果探头不正,用六角松开校正。 2.用铜棒或木棒轻轻敲击校正。 4,校正好后,按探测功能软键。 5.选择标定R功能。 6.把探头移到环规的中心。 7.记录环规的直径。 8.输入环规的半径和探头的半径。 9.按+X 软键,确定方向。 10.按START 执行测量。 11.屏幕显示X+的测量数据。 12.按START 键执行下面的测量。 13.按180 度软键, 14.START 执行 15.完成测量
1海德汉中文使用说明书[1]
1前言
1.1TNC 426,TNC 430 HEIDENHAIN TNC是一种面向生产车间的仿型控制器,使您能以一种便于使用的对话式编程语言,编制使机床准确加工运转的对话式程序。TNC控制器可用于铣削、钻孔和镗削加工,也可用于加工中心。TNC 426最多可控制五根轴;TNC 430最多可控制九根轴。您也可在程序控制下改变主轴的角度位置。 一体化的硬盘能存储许多您所喜欢的程序,不论这些程序是脱机创建的还是数字化的。为了能快速计算,随时随地都能在屏幕上调出袖珍计算器。 键盘和屏幕布局清晰合理,功能调用快捷,使用方便。 编程:HEIDENHAIN对话式和ISO格式 HEIDENHAIN对话式编程是一种特别容易的程序写入方法,交互式的图形表示仿型编程的各个加工步骤。如果某一张生产图纸没有标注NC适用的尺寸,HEIDENHAIN FK任意形状轮廓编程就会自动执行必要的计算。工件的加工状况,无论是现在正在加工中还是在加工之前,都能用图形模拟显示。在ISO编程格式或DNC模式中都由此功能。 当TNC在运行另一段程序时,您也可输入或测试一段程序。 兼容性 TNC能执行所有写在TNC 150B及以后的HEIDENHAIN 控制器上的零件程序。
1.2可视显示器和键盘 可视显示器 TNC显示器可使用CRT彩色显示器(BC120)或TFT 液晶显示器(BF120)。右上图为BC120的键盘和控制器,右中图为BF120的键盘和控制器。 屏幕端部 当TNC接通电源时,屏幕端部显示选定的操作方式:左侧为加工方式,右侧为编程模式。当前激活的模式显示在一个较大的方框中,在此方框中,同时也显示对话提示和TNC信息(如果没有,则仅显示图形)。 软键 TNC底部一排软键表示辅助功能。直接按下这些键,即可选用这些辅助功能。紧接着软键行上面的行表示软键的编号,可以左右移动黑色光标调用。 被激话的软键行高亮显示。 软键选择键 切换软键行 设置屏幕布局 用于转换加工和编程模式的移位键 仅在BC120上的键 屏幕退磁:为屏幕设置退出主菜单 为屏幕设置选择主菜单: 在主菜单中:高亮显示部向下移动 在子菜单中:减小数值;图形向左或向下移动 在主菜单中:选择子菜单 在子菜单中:退出子菜单 主菜单对话功能 CONTRAST调节对比度 H-POSITION调节水平位置
开题报告-基于SVM的手写数字识别的应用与实现
毕业设计开题报告 计算机科学与技术 基于SVM的手写数字识别的应用与实现 一、综述本课题国内外研究动态,说明选题的依据和意义 阿拉伯数字作为唯一被世界各国通用的符号,是人类文明发展的标志之一,也是人类交流沟通的主要媒介。在人们日常生活当中,离不开数字的使用,我们每天都要进行大量的数字工作处理,比如邮政编码、统计报表、财务报表、银行汇款转账等等,如此繁琐的数字工作处理占去了我们很大一部分时间,空间。而对于,计算机大范围普及,人工智能高度发展的当今社会,利用手写数字识别系统代替人们进行这样繁重的手工劳动,备受国内外人士的高度重视。 由于手写数字识别本身的一些特点,对它的研究有及其重要的理论价值: ⑴阿拉伯数字是唯一被世界各国通用的符号,对手写体数字识别的研究基本上与文化背景无关,各地的研究工作者基于同一平台开展工作,有利于研究的比较和探讨。 ⑵手写数字识别应用广泛,如邮政编码自动识别,税表系统和银行支票自动处理等。这些工作以前需要大量的手工录入,投入的人力物力较多,劳动强度较大。手写数字识别的研究适应了无纸化办公的需要,能大大提高工作效率。 ⑶由于数字类别只有10个,较其他字符识别率较高,可用于验证新的理论和做深入的分析研究。许多机器学习和模式识别领域的新理论和算法都是先用手写数字识别进行检验,验证理论的有效性,然后才应用到更复杂的领域当中。这方面的典型例子就是人工神经网络和支持向量机(Support Vector Machine)。 ⑷手写数字的识别方法很容易推广到其它一些相关问题,如对英文之类拼音文字的识别。事实上,很多学者就是把数字和英文字母的识别放在一起研究的。 手写数字识别的一般原理为:首先把数字图像经过预处理,然后得到的数据进行特征提取或不用进行特征提取就可以直接输入识别器进行识别得到结果。手写数字识别的预处理通常包括数字图像的二值化处理、细化处理等步骤。数字图像的二值化处理是将上一步骤所得到的灰度数字图像转化为二值数字图像,即在数字图像中区分出字符和背景。二值化处理方法很多,但考虑到大量数字识别的需要,一般只能采用一维的阈值分割算法进行处理以获得二值化数字图像,预处理技术在当前比较成熟。 基于SVM的手写数字识别系统主要是利用支持向量机在识别领域良好的识别性能。对于一个完整的识别系统应包括从图像采集到得出识别结果的过程,由于本系统主要是用来检验支持向量机在手写数字识别系统中的应用,所以在本系统中图像采集、样本预处理等就不在
1226海德汉530系统编程和操作说明书
百度文库 - 让每个人平等地提升自 我 NC 软件 340 420-xx 用户手册 HEIDENHAIN 会话格式
可视显示器上的控制器 切换屏幕布局 在加工或编程模式之间切换 选择屏幕上功能的软键 切换软键行 输入字母和符号的打字键盘 文件名 注释 ISO 程序机床操作模式 手动操作 电子手轮 通过MDI进行定 位单步程序运行 连续程序运行 编程模式 编程和编辑 试运行 程序/文件管理器TNC功能 选择或删除程序或文件 外部数据传输在程序中 输入程序调用 MOD功能 显示NC错误信息的帮助文本 袖珍计算器 移动高亮区直接到程序块循环和参数功能 移动高亮区 直接到程序块循环和参数功能 进给速度/主轴速度倍率控制旋钮编程路径移动 切入/切出轮廓 FK自由轮廓编程 直线 圆的中心/极坐标极心 圆及圆心 圆及半径相切连 接的圆弧 倒角 圆角 刀具功能 输入和调用刀具长度和半径 循环子程序和程序段重复 定义和调用循环 输入和调用子程序和程序段重复标号程序中间程序停止在程 序中输入探头功能 坐标轴和编号输入和编辑 选择坐标轴或输入坐标轴到程 序中编号 小数点 改变算术符号 极坐标 增量尺寸 Q参数 捕捉实际位置 跳过对话问题删除字 确认输入并恢复对话 结束块 清除数字输入或清除TNC错误信息 中止对话删除程序段
百度文库 - 让每个人平等地提升自我 TNC 型号软件和特性 本手册说明了TNC按以下NC软件号提供的功能和特性 TNC型号NC软件号 iTNC 530 340 420-xx iTNC 530E 340 421-xx 后缀E表示TNC的出口版本TNC的出口版本具有以下限制 可同时在不超过4个轴上进行直线移动 机床制造商通过设置机床参数修改机床TNC可用特性本手册中描述的一些功能可能在您的机床上没有提供 您的机床上可能没有提供的TNC功能包括 3维探头探测功能 使用TT 130进行刀具测量 攻丝刚性 在中断后返回轮廓 请与您的机床制造商联系以熟悉您的机床的特性 许多机床制造商以及HEIDENHAIN提供TNC的编程课程我们推荐这些课程因为这是提高您的编程能力和与其他TNC用户共享信息和想法的有效途径 探头循环用户手册 在另外手册中描述了所有探头功能如果需 要该用户手册的拷贝请与HEIDENHAIN联 系手册ID编号369 280-xx 使用地点 TNC遵守EN55022规范对A类设备的限制并主要用于工业化区域
6-2海德汉中文使用说明书
125 6.4 仿型路径—直角座标 路径功能的概述 直线L 直线 直线终点座标 倒角:CHF 两条直线交点处倒角 倒角边长 圆心CC 刀具不移动 圆心或极心座标 圆C 围绕圆心CC 圆弧移动到圆弧终点 圆弧终点座标,转动方向 圆弧CR 确定半径的圆弧 圆弧终点座标,圆弧半径,转动方向 圆弧CT 和前后型面切线连接的圆弧移动 圆弧终点座标 圆角RND 和前后型面切线连接的圆弧移动 修圆的圆角半径 FK 自由编程 和前一个型面任意连接的直线或者圆弧移动 参阅144页“仿型路径—FK 自由仿型编程”
126 直线L 刀具沿着直线从当前位置移动到直线结束点,该直线的起始点为前一行程序的结束点。 直线结束点的座标 必要时进一步输入: 半径补偿RL/RR/R0 进给率F 辅助功能M NC 程序实例 实际位置归零 您也可用ACTUAL-POSITION-CAPTURE (实际位置归零)键建立直线程序行: 在手动操作模式中,把刀具移动到您要归零的位 置上。 屏幕显示切换到编程和编辑。 选定您要插入L 程序行位置的前一程序行。 按下实际位置归零键:TNC 用当前 的实际位置的座标建立一行程序。, 在MOD 功能中,规定保存在L 程序行中的轴的数量(参阅398页“MOD 功能)。
在两条直线之间插入倒角CHF 倒角功能可以使您切去两条直线交点处的尖角。 ?CHF前后的程序行必须是在同一个平面中的。 ?CHF前后的半径补偿必须相同。 ?内倒角必须足够大,以能容纳在用的刀具。 倒角边长:倒角长度 必要时进一步输入: 进给率F(只在CHF程序行中有 效)。 NC程序行实例 ?您不能用CHF程序行开始仿 型。 倒角只能在加工面中。 尖角被修平,不作为轮廓的一 部分。 CHF程序行中编程的进给率只 对该程序行有效,在CHF程序行以 后,原先编程的进给率恢复有效。 127
基于libsvm的手写字体识别
基于libsvm的手写字体识别 程序: 用的是faruto大神的程序,在此做声明 程序有自己的注释 【思路】:整个程序的流程是:1、首先用遗传算法GA和交叉验证的方式,对参数c(损失函数系数)和参数g(核函数参数)进行寻优;2、然后将两个参数和训练样本进行训练:model = svmtrain(TrainLabel, TrainData, cmd);3、最后导入测试样本集进行测试:preTestLabel = svmpredict(TestLabel, TestData, model); 【注意:】训练和测试所使用的data和label都必须是doubel型,可以用double()函数或者是str2doubel进行转换。(不知道在哪里看到的) 如有疑问请咨询qq:778961303 -g r(gama):核函数中的gamma函数设置(针对多项式/rbf/sigmoid核函数) -c cost:设置C-SVC,e -SVR和v-SVR的参数(损失函数)(默认1) %% close all; clear; clc; format compact; %紧凑显示 %% 载入训练数据 [FileName,PathName,FilterIndex] = uigetfile( ... {'*.bmp';'*.jpg'},'请导入训练图片','*.bmp','MultiSelect','on'); %打开文件的导向操作 if ~FilterIndex return; end num_train = length(FileName); TrainData = zeros(num_train,16*16); TrainLabel = zeros(num_train,1); for k = 1:num_train pic = imread([PathName,FileName{k}]); %读取训练用的图片 pic = pic_preprocess(pic); %将图片变成16*16的矩阵 % imshow(pic); TrainData(k,:) = double(pic(:)'); %将图片改写成一个double类型的行向量 TrainLabel(k) = str2double(FileName{k}(1)); %图片的类标签 end %% 建立支持向量机
海德汉说明书
HEIDENHAIN TNC426 TNC430 软件编号 280-476XX 280-477XX 使用说明书 对话式编程
可视显示器上的控制器 分割屏幕 切换加工和编程模式 屏幕上选择功能的软键 变换软键行 改变屏幕设置(仅BC120)输入字符的键盘 文件名称 注解 ISO 编程 机床运转模式 手动操作方式 电控手轮 MDI定位 单行程序运行 全序列程序运行 编程模式 编程和编辑 试运行 程序/文件管理,TNC功能 选择或删除程序和文件,外部数据传送 在程序中输入程序调用命令 MOD功能 显示NC出错信息帮助文本 袖珍计算器 移动光标,直接指向程序行、循环和参数功能 移动高亮显示部 直接转到程序行、循环和参数功能 进给率和主轴转速修调旋钮 编程路径移动 仿型进刀和退刀 FK自由仿型编程 直线 圆心和极座标极心 定圆心圆 定半径圆 切线连接圆弧 倒角 修圆尖角 刀具功能 输入和调用刀具长度和半径 循环、子程序和程序段重复 定义和调用循环 输入和调用子程序及程序段重复 的标签 程序中程序停止运行 在程序中输入触头功能 座标轴和数字,编辑 … 选择座标轴或在程序中输入 座标轴 … 数字键 小数点 改变代数符号 极座标 增量座标 Q参数 实际位置归零 跳过对话提问,删除字 确认输入和恢复对话 结束程序行 清除数字输入或者TNC出错信息 中断对话,删除程序段
TNC 型号,软件和性能 本说明书按照下述NC软件编号,叙述了TNC 提供的功能和特性。 TNC型号NC软件编号 TNC 426 CB,TNC 426 PB 280 476-xx TNC 426 CF,TNC 426 PF 280 477-xx TNC 426 M 280 476-xx TNC 426 ME 280 477-xx TNC 430 CA,TNC 430 PA 280 476-xx TNC 430 CE,TNC 430 PE 280 477-xx TNC 430 M 280 476-xx TNC 430ME 280 477-XX 后缀E和F表示TNC的出口版本,有下列限制: ?线性轴联动不超过四轴。 机床制造商要根据设定的机床参数,对其制造的机床的TNC 配上适用功能。本说命书叙述的某些功能可能不包括在您的机床 所具备的功能之中。 在您的机床上可能有下例不可使用的功能: ?三维触头探测功能。 ?数字化选择。 ?TT130刀具测量装置。 ?强力攻丝。 ?中断后返回仿型。 为使您熟悉您的机床的功能,请联系机床制造商。 许多机床制造商,包括HEIDENHAIN在内,都提供有关TNC 的编程方法。我们推荐采用这些方法来提高您编程的熟练程度, 以及和其他TNC使用者一起共同探讨有关资料和概念。 ?触头循环说明书 触头的全部功能在另一单独的说明书中叙述。如 果用户需要此说明书,请和HEIDENHAIN联系,ID 编号为:329 203-xx。 使用场所 根据EN55022文件规定,TNC遵守有关A级设备的限定,规 定只能在工业范围内使用。 I
1-226海德汉530系统编程和操作说明书
NC 软件 340 420-xx 用户手册 HEIDENHAIN 会话格式
可视显示器上的控制器 切换屏幕布局 在加工或编程模式之间切换 选择屏幕上功能的软键 切换软键行 输入字母和符号的打字键盘 文件名 注释 ISO 程序 机床操作模式 手动操作 电子手轮 通过MDI进行定 位单步程序运行 连续程序运行 编程模式 编程和编辑 试运行 程序/文件管理器TNC功能 选择或删除程序或文件 外部数据传输在程序中 输入程序调用 MOD功能 显示NC错误信息的帮助文本 袖珍计算器 移动高亮区直接到程序块循环和参数功能 移动高亮区 直接到程序块循环和参数功能 进给速度/主轴速度倍率控制旋钮 编程路径移动 切入/切出轮廓 FK自由轮廓编程 直线 圆的中心/极坐标极心 圆及圆心 圆及半径相切连 接的圆弧 倒角 圆角 刀具功能 输入和调用刀具长度和半径 循环子程序和程序段重复 定义和调用循环 输入和调用子程序和程序段重复标号 程序中间程序停止在程 序中输入探头功能 坐标轴和编号输入和编辑 选择坐标轴或输入坐标轴到程 序中编号 小数点 改变算术符号 极坐标 增量尺寸 Q参数 捕捉实际位置 跳过对话问题删除字 确认输入并恢复对话 结束块 清除数字输入或清除TNC错误信息 中止对话删除程序段
TNC 型号软件和特性 本手册说明了TNC按以下NC软件号提供的功能和特性 TNC型号NC软件号 iTNC 530 340 420-xx iTNC 530E 340 421-xx 后缀E表示TNC的出口版本TNC的出口版本具有以下限制 可同时在不超过4个轴上进行直线移动 机床制造商通过设置机床参数修改机床TNC可用特性本手册中描述的一些功能可能在您的机床上没有提供 您的机床上可能没有提供的TNC功能包括 3维探头探测功能 使用TT 130进行刀具测量 攻丝刚性 在中断后返回轮廓 请与您的机床制造商联系以熟悉您的机床的特性 许多机床制造商以及HEIDENHAIN提供TNC的编程课程我们推荐这些课程因为这是提高您的编程能力和与其他TNC用户共享信息和想法的有效途径 探头循环用户手册 在另外手册中描述了所有探头功能如果需 要该用户手册的拷贝请与HEIDENHAIN联 系手册ID编号369 280-xx 使用地点 TNC遵守EN55022规范对A类设备的限制并主要用于工业化区域
3海德汉中文使用说明书
3 手动数据输入定位
3.1简单加工操作的程序编写和执行 手动数据输入操作方式特别适用于简单加工操作和刀具的预定位。该方式能使您用HEIDENHAIN对话式编程方法或者用ISO格式编写一段短程序并立即执行它。您也能够调用TNC循环。程序储存在$MDI文件中。再用MDI定位的操作方式中,辅助状态显示也能被激活。 手动数据输入定位(MDI) 选择操作的MDI定位方式,按 您的要求编写程序文件$MDI。 按下机床START按钮,开始程 序运行。 限制不能使用FK任意轮廓编程、图形 编程和程序运行图形。$MDI文件 不得包含程序调用命令(PGM CALL)。 例1: 在一个工件上钻一个深度为20mm的孔。当工件被 夹紧并校准好、设置好座标原点以后,您即可开始编制 几行程序并进行钻孔操作。 首先,在L程序块中把刀具预定位在孔中心座标上 方,距工件表面5mm。然后可以用循环1 PECKING(啄 式钻孔)进行钻孔操作。 0 BEGIN PGM $MDI MM 1 TOOL DEF 1 L+0 R+5 2 TOOL CALL 1 Z 52000 3 L Z+200 RO F MAX 4 L X+50 Y+50 RO F MAX M3 5 L Z+5 F 2000 6 CYCL DEF 1.0 PECKING 7 CYCL DEF 1.1 SET UP 5 8 CYCL DEF 1.2 DEPTH -20 定义刀具:零点刀具,半径5。 调用刀具:Z刀具轴线。 主轴转速,2000 rpm。 刀具缩回(F MAX=快速行程)。 刀具以快速行程移到孔上方。 主轴开。 刀具定位到孔上方5mm处。 定义PECKING循环。 设置刀具在孔上方的间隔。 30
海德汉调试手册.
NC 版本: 340 49x-04 PLC 版本:Basic 54 HEIDENHAIN 简明调试手册 iTNC 530
目录 1,调试准备 (1) 1.1本手册中标识的含义 (1) 1.2 各模块概述 ...................................................................................................... 2 1. 2.1 主计算机,硬盘, SIK .......................................................................................... 2 1.2.2 CC 控制单元 ........................................................................................................... 3 1.2.3 UV106 B电源模块 ................................................................................................. 4 1.2.4 显示单元和键盘 . .................................................................................................... 5 1.2.5手轮 . ......................................................................................................................... 7 1.2.6 PLC 模块 ................................................................................................................ 8 1.2.7驱动模块 . .. (9) 2, 系统连接 ........................................................................................... 10 2.1 一般信息 ........................................................................................................ 10 2.1.1 安全措 施 . .............................................................................................................. 10 2.2硬盘(HDR 和 SIK 的安装 . ....................................................................... 11 2.3使用环 境 ......................................................................................................... 13 2.3.1温度和湿度 . ........................................................................................................... 13 2.3.2空 调 . ....................................................................................................................... 13 2.3.3 机械振动 . ............................................................................................................... 14 2.3.4污染 . ....................................................................................................................... 14 2.3 安装空间 ........................................................................................................ 15 2.3.1一般信息 . ............................................................................................................... 15 2.3.2 MC 42x(C, CC42x(B, UV, UM, UE2xxB 安装空间 ......................................... 16 2.3.3显示器 . ................................................................................................................... 16 2.3电气设计重要事项 ......................................................................................... 17 2.3.1供 电 . ....................................................................................................................... 17 2.3.2 电气柜设计基本要求 . ........................................................................................... 17 2.3.3
2海德汉中文使用说明书
2 手动操作和调整
16 2.1 电源接通,电源切断 电源接通 电源接通和移动到基准点在每台机床上可能有所不同,参考您的 机床说明书。 接通控制器和机床的电源,TNC 自动开始下列对话: 存储器测试 自动检查TNC 存储器。 除此信息。 编译PLC 程序 自动编译 TNC 的PLC 程序。 紧急停止电路的功能。 点:在每一轴时按下机床的START 按钮,或者 按任意顺序越过基 准点:在行到基准点之前一直按住机床轴方向按钮。
现在TNC已为手动操作方式准备就绪。 ?如果移动机床轴才需要行到 基准点。如果您只是编写、编辑 和试验程序,您可以在控制器电 源接通以后立即选择编程和编辑 模式或者试运行模式。 在手动操作方式中按 PASS OVER REFERENCE(越过 基准点)软键后即可行到基准点。 在倾斜的加工面中行程行到基准点 在倾斜座标系中按下机床轴方向按钮可以移动到基 准点。在手动操作方式中必须激活“倾斜加工面功能”, 参阅27页“激活手动倾斜”,TNC就增添相应的轴。 NC START按钮不起作用,按下此按钮可能会引起 出错。 ?要确保倾斜加工面菜单中输入的角度 和倾斜轴的实际角度相匹配。 电源切断 为防止电源切断时数据丢失,您必须按下述使操作 系统一步步停止工作: 选择手动方式。 选择渐停功能,用YES软键 再次确认。 当TNC在一叠加的窗口中显 示“Now you can switch off the TNC”信息时,您才可以切断 TNC的电源。 ?电源切断动作不准确,会使TNC 数据丢失。 17
2.2移动机床轴 说明 用机床轴方向按钮移动机床 轴是机床固有的功能,在机床说明 书中有详细的资料。 用机床轴方向按钮移动: 选择手动操作方式。 按下并保持住机床轴方向按钮, 直至您所要的机床轴开始移动。 连续移动机床轴:按下并保持住 机床轴方向按钮,然后按下机床 START按钮。 和 要停止机床轴移动,按下STOP 按钮。 利用这两个方法,您可以一次同时移动几根轴。利用F软键,可以修改被移动轴的进给率,参见21页“主轴转速S,进给率F和辅助功能M”。 18
5海德汉中文使用说明书
5编程:刀具
5.1输入刀具相关数据 进给率F 进给率F是刀具中心移动的速度,单位为mm/分钟Array或英寸/分钟。每一个轴的最大进给率可以是不同的,在机床参数中设置。 输入 您可以在刀具调用程序行和每个定位程序行中输入进给率(参阅117页“用路径功能键建立程序行”)。 快速行程 如果您要编制快速行程程序,输入F MAX。要输入F MAX,在对话提示Fe e d r ate(进给率)F=?出现在屏幕上以后即按下ENT键或者F MAX软键。 有效持续性 按数字值输入的进给率在程序行执行到不同的进给率之前一直保持有效。F MAX只有被编入程序行才起作用。当有F MAX的程序行被执行以后,进给率即返回到之前最后一次设定的进给率数值。 在程序运行期间改变进给率 在程序运行期间您可用进给率修调旋钮改变进给率。 主轴转速S 在TOOL CALL程序行中主轴转速是按每分钟转数(rpm)输入的。 编程修改 在零件程序中,您可以只输入主轴转速来修改TOOL CALL程序行中的主轴转速参数: CALL键。 用NO ENT键忽略Too l numbe r?(刀号)对话提问。 用NO ENT键忽略Wo rk ing spin dle axis X/Y/Z ?(工作 主轴轴线)对话提问。 在对话提问Spindle speed S=? (主轴转速)时输入新的主轴 转速,用END键确认。 在程序运行时修改 在程序运行期间您可用进给率修调旋钮改变主轴转 速。 84
5.2刀具数据刀具补偿要求 您通常是按工件图上的尺寸编制仿型路径程序的。要使TNC能计算刀具中心路径,例如刀具补偿,您必须同时输入使用的每一把刀具的长度和半径。 刀具数据输入可以直接在零件程序中用TOOL DEF 键输入或者在刀具表中单独输入。在刀具表中,也可以输入指定刀具的附加数据。在执行零件程序时,TNC会考虑输入的全部刀具数据。 刀号和刀具名称 每一把刀具是根据编号来识别的,编号范围为0-254。如果您正在用刀具表加工,您可以使用较大的编号,也可以输入每一把刀具的名称。 刀号0自动规定为长度L=0,半径R=0的零点刀具。在刀具表中,刀具0也应该规定为L=0,R=0。 刀具长度 有两种方法确定刀具长度L: 确定刀具长度和零点刀具长度L0之间的差值 关于代数符号: L>L0 刀具比零点刀具长 L 4.2文件管理 基本原理 利用MOD功能PGM MGT (参阅414页“配置PGM MGT”), 在标准文件管理和高级文件管 理之间选择。 如果TNC连接成一个网络(选 用项),则要使用有附加功能的文件 管理。 文件 TNC中的文件类型 程序 HEIDENHAIN格式.H ISO格式.I 各类表格 刀具.T 换刀装置.TCH 随行夹具.P 座标原点.D 明细表(测量触头数字化范围).PNT 切削数据.CDT 切削材料,工件材料.TAB 文本格式 ASCII文件.A 当您在TNC上编写一个零件程序时,首先必须输入 文件名,TNC将程序以相同文件名的文件形式储存在硬 盘中,TNC也能以文件形式储存文本文件和表格。 TNC提供一个专用的文件管理窗口,在此窗口中, 您能方便地查找文件和管理文件,也能调用、复制、重 名命和删除文件。 在TNC的硬盘中,您可以管理许多文件,但是,总 的文件大小不得超过1500MB。 文件名称 当您以文件形式储存程序、表格和文本时,TNC给 文件名称加上一个扩展名,此扩展名表示文件类型。 最长长度参见表格“TNC中的文件” 39 数据安全 我们建议定期在PC上保存最新编写的程序和文件。 您可以从HEIDENHAIN获得免费的后备程序TNCBACK。EXE用于在PC上保存程序和文件。您的机床制造商能提供TNCBACK。EXE的复制件。 此外,您还需要一个软盘,用于储存机床专用数据,例如PLC程序、机床参数等等。有关后备程序和软盘的详细资料,请和机床制造商联系。 ?保存硬盘上的全部内容可能要 几个小时,因此,一个好的办法是在 工作时间以外来保存(例如隔夜), 或者利用平行执行功能,工作时在后 台保存。 ?根据运转条件不同(例如震动负 荷),当运转了三—五年之后,硬盘 一般会有较高的故障率,因此, HEIDENHAIN建议三至五年之后, 要对硬盘进行检查。 40 10 BEGIN PGM MAXXTRON-TEST MM 紅字是程式名 11 BLK FORM 0.1 Z X-60. Y-50. Z-59.992 工件大小 12 BLK FORM 0.2 X60. Y50. Z0.2 13 L Z0. R0F8000 M91 M31 回Z軸機械座標0mm位置 14 CYCL DEF 247 DATUM SETTING Q339=1座標系宣告 ; DATUM NUMBER 15 ; 16 CYCL DEF 7.0 DATUM SHIFT 座標系偏移 17 CYCL DEF 7.1 X0.0 18 CYCL DEF 7.2 Y0.0 19 CYCL DEF 7.3 Z0.0 20 ; 21 ; TOOL TYPE : BALLNOSED 刀具型式 22 ; TOOL ID : 1 刀號 23 ; TOOL DIA. 6. LENGTH 30. 刀直徑與刀長 24 ; 25 TOOL CALL 1 Z S12000 DL+0.0 DR+0.0 呼叫1號刀轉速12000 26 ; Q1= 350 ; PLUNGE FEEDRATE 緩降進給 Q2= 3500 ; CUTTING FEEDRATE 切削進給 Q3= 5000 ; SKIM FEEDRATE 快速位移 27 ; 28 CYCL DEF 32.0 TOLERANCE 高速高精度宣告 29 CYCL DEF 32.1 T0.005 公差0.005 30 CYCL DEF 32.2HSC-MODE:0 精修模式 31 L M3 主軸正轉 32 ; 33 TCH PROBE 583 TOOL SETTING LEN ~ 測刀程式 4.5创建和编写程序 HEIDENHAIN对话式格式的NC程序 .结构 一个零件程序由一连串的程序行组成。右图表示程Array序行的组成。 TNC按上升的顺序对程序行编号。 程序的第一行用BEGIN PGM、程序名和当前的测 量单位识别。 以后的行包含下列信息: ?工件间隔 ?刀具定义,刀具调用 ?进给率和主轴转速,还有 ?仿型路径、循环和其他功能 程序的最后一行用END PGM、程序名和当前的测 量单位识别。 定义空格:BLK FORM 紧接着新的程序建立以后,您定义一个长方体的工 件空格。如果您要定义下一级的空格,按下BLK FORM 软键。这个定义是TNC的图形模拟功能所必需的。工件 空格的两侧类似于X,Y和Z轴,最长可为100 000mm 长。空格由两个角位置来定义: ?MIN(最小)点:,空格的X,Y和Z座标的最小值, 按绝对座标值输入。 ?MAX(最大)点:空格的X,Y和Z座标的最大值, 按绝对座标值或者增量座标值输入。 ?只有您要进行程序的图形测试 时,才需定义空格。 创建一个新的零件程序 您总是要在运转的编程和编辑模式输入零件程序的。以一个例子说明程序的开始: 选择运转的编程和编辑模式。 调用文件管理器:按下PGM MGT 软键。 选择您要储存新的程序的目录: 文件名= OLD.H 输入新的文件名,用ENT键确认。 按下MM键或者INCH键,选择测量单位。TNC变换屏幕布局并开始 定义BLK FORM的对话。 工作主轴轴线X/Y/Z? 输入主轴轴线。 定义 BLK FORM:最小角? 按顺序输入 X,Y, Z的最小角 座标。 -40 定义 BLK FORM:最大角? 100 按顺序输入X ,Y, Z的最大角 座标。 100 德马吉(DMG)五轴加工中心DMU40操作与编程 之卓越数控教学手册 目录 目录.........................................................................................................I 第一章机床简介.. (1) 1.1 机床特点 (2) 1.2 DMU 60 mono BLOCK 技术数据和特性 (3) 1.3 数控系统 (3) 第二章运行方式 (4) 2.1 屏幕画面 (4) 2.1.1 屏幕画面布局 (4) 2.1.2 屏幕画面上的键说明 (5) 2.2 机床操作区 (6) 2.2.1 机床操作区布局 (6) 2.2.2 操作区键详细说明 (7) 2.3 刀具表 (11) 2.3.1 标准刀具数据 (12) 2.3.2 自动测量刀具所需的刀具数据 (14) 2.3.3 自动计算速度/进给速率所需的刀具数据 (14) 2.3.4 用于开关式3D测量探针系统的刀具参数 (15) 第三章机床操作 (16) 3.1 开关机 (16) 3.1.1 开机 (16) 3.1.2 关机 (17) 3.2基本操作 (18) 3.2.1 手动操作 (18) 3.2.2 电子手轮操作 (18) 3.2.3 增量方式点动 (20) 3.3建立刀具表和刀位表 (20) 3.3.1 建立刀具表 (20) 3.3.2 建立刀位表 (21) 3.4 程序管理 (22) 3.4.1 文件管理 (22) 3.4.2 文件命名 (22) 3.4.3 新建目录 (23) 3.4.4 文件操作 (25) 3.5 装卸刀具 (28) 3.5.1 从刀库中装刀与拆刀 (28) 3.5.2 从主轴中装刀与拆刀 (30) 3.6 对刀 (30) 3.6.1 用标准刀对刀长 (30) 3.6.2 对刀(试切法) (33) 第四章加工编程 (38)4-2海德汉中文使用说明书
CNC加工中心-海德汉系统程式编程格式说明
4-3海德汉中文使用说明书
德玛吉海德汉系统操作说明书-卓越教学手册