轧机机架设计1
前言
21世纪世界钢铁工业发展的一个显著特点是钢材市场竞争愈演愈烈,竞争的焦点是钢材的质量高而成本低。(1)随着国民经济的高速发展,科学技术的不断进步,汽车、机械制造、电器和电子行业对板材及带材的质量提出了更高的要求。板厚精度是板带材的两大质量指标之一,板厚控制是板带轧制领域里的两大关键技术之一。(2)我国近年来从发达国家引进的一些大型的现代化的板带轧机,其关键技术是高精度的液压板厚控制和板形控制。板厚精度关系到金属的节约、构件的重量以及强度等使用性能,为了获得高精度的产品厚度,液压辊缝控制系统必须具有高精度的压下调节系统及控制系统的支持。液压辊缝自动控制是AGC(自动厚度控制)系统的重要组成部分,其目的是获得板带材纵向厚度的均匀性和保证较高的厚度精度,从而生产出合格产品。目前,液压辊缝自动控制已成为现代化板带生产中不可缺少的组成部分,其运行状态的优劣对轧制产品的质量和产量具有重大影响。(3)各行各业对板带材厚度精度的要求越来越高,对轧机液压辊缝控制系统的控制要求也随之越来越高。在实际轧制过程中,影响轧后带材厚度精度的因素很多,分析系统参数变化对轧制厚度及系统品质的影响,可为系统的优化设计及对轧制过程的参数设定提供基础。由于冷连轧机无法停产做实验(1676mm冷轧机停产一天的损失就会将近二千万元),因此有必要借助计算机手段,对影响其厚度精度的液压辊缝控制系统进行仿真,以便了解这些因素对板厚精度影响的规律,提出消除或减小该影响的方案。在板带材工业加工过程中,生产的速度越来越快,要求的效率也越来越高,因而要求液压辊缝控制系统能在最短的时间内达到给定的目标。这也就要求保证两点:一是控制模型的准确性和合理性;二是液压压下的快速性。(4)因此,必须对液压辊缝控制的控制算法和执行机构进行进一步的研究,以选择最适合某套轧机的控制模型和提高执行机构的反应能力。板带材几何尺寸包括纵向厚差,横向厚差和板形。纵向厚差是指以板宽中点处沿轧制方向的厚度之差;横向厚差是指板带材同一横断面上,中点与边部的厚度之差,板形直观上讲是指板带材的翘曲程度,实质是指板带材内部残余应力沿横向的分布。本文以铅带轧机机架为主要研究内容。
第一章绪论
1.1轧钢机的定义及组成
1.1.1 轧钢机的定义
1 狭义的定义:轧制钢材的机械设备称为轧钢机,它使轧件在转动的轧辊间产生塑性变形,轧出所需断面形状和尺寸的钢材。
2 广义的定义:用于轧制钢材生产工艺全部所需的主要和辅助工序成套机组称为轧钢机。
1.1.2 轧钢机械设备的组成
轧钢机械设备的组成可以分为两大类:主要设备和辅助设备。
1 .主要设备直接使轧件产生塑性变形的设备称为主要设备,也成为主机列。它包括:工作机座(轧辊、轴承、轧辊调整装置、导位装置及机架等),万向和梅花联轴器,齿轮机座,减速器,主联轴节,主电机等。
2. 辅助设备是指主机列以外的各种设备,它用于完成一系列辅助工序。辅助设备种类繁多,车间机械化程度越高,辅助设备所占整个车间机械设备总重比例也越大。
1.2 轧机的分类
由于轧钢工业不断发展,钢材产品种类繁多,轧机型式也是多种多样。故轧钢机可按用途、构造和布局进行分类。
一轧机按用途分类
轧机按用途分类有开坯机、型钢轧机、板钢轧机、冷轧板带轧机、钢管轧机、特种轧机。二轧机按构造分类
按构造分类有二辊式轧机、三辊式轧机、三辊劳特式轧机、复二辊式轧机、四辊式轧机、多辊式轧机、行星式轧机、立辊式轧机、二辊万能式轧机、 H型钢轧机、斜辊式轧机、45o式轧机、特殊轧机。
三轧机按布置分类
轧机按布置分类有单机座式、横一列式、二或三列式、双机座串列式、连续式、半连续式、串列布棋式。
1.3 轧机主机列的组成
轧机的主要设备由一个和多个主机列组成。主机列包括:主电机、传动机构和工作机座等。
工作机座主要部件包括:轧辊,机架,轧辊轴承,轧辊调整装置,导板,固定横梁和地脚板等。虽然轧机类型很多,但是工作机座组成部分大体上是一致的。
1.4 辅助设备分类
从轧钢车间生产钢材的全部工艺过程可以看出,,除在主机列上完成塑性变形轧制工序外,还要有很多辅助工序,把这些工序连贯起来才能使车间生产从坯料到成品连续进行。其中每个工序均需要相应的设备来完成。就轧制工序而言,除主机列外,还需要升温、翻转、运输等各种辅助设备配合完成。从保证生产连续性来看,每个辅助设备都关系到整个车间生产的进行,任何一项设备发生故障都会使全部生产停止;同时,每项辅助设备生产能力均直接影响全车间生产率的大小。因此,在轧钢车间中辅助设备与主要设备比较仅是分工不同,二重要性是同等的。
辅助设备可分为两类:1 改变轧件外形的设备,如:剪切机、矫直机、卷取机等。
2 移送轧件的设备,如:辊道、翻钢机、推床、升降台等。
1.5 轧机设备的发展和未来
近代一些钢铁工业发达国家的轧钢设备的发展动向是大型化、连续化、高速化、和自动化。这是对钢材要求不断提高产品产量地和质量、提高劳动生产率、降低原材料和能源消耗及产品成本的发展结果,着也是和轧钢设备制造水平有关的重型机械制造、电机制造、计算机和自动控制以及液压系统等科学技术发展有密切关系的。
第二章机架
2.1 机架的型式及主要参数
2.1.1 机架型式
机架俗称牌坊,是轧钢机工作机座的骨架,它承受着经轴承座传来的全部轧制力,因此要求它具备足够的强度和刚性。机架根据结构的不同分成两类;闭式机架和开式机架。
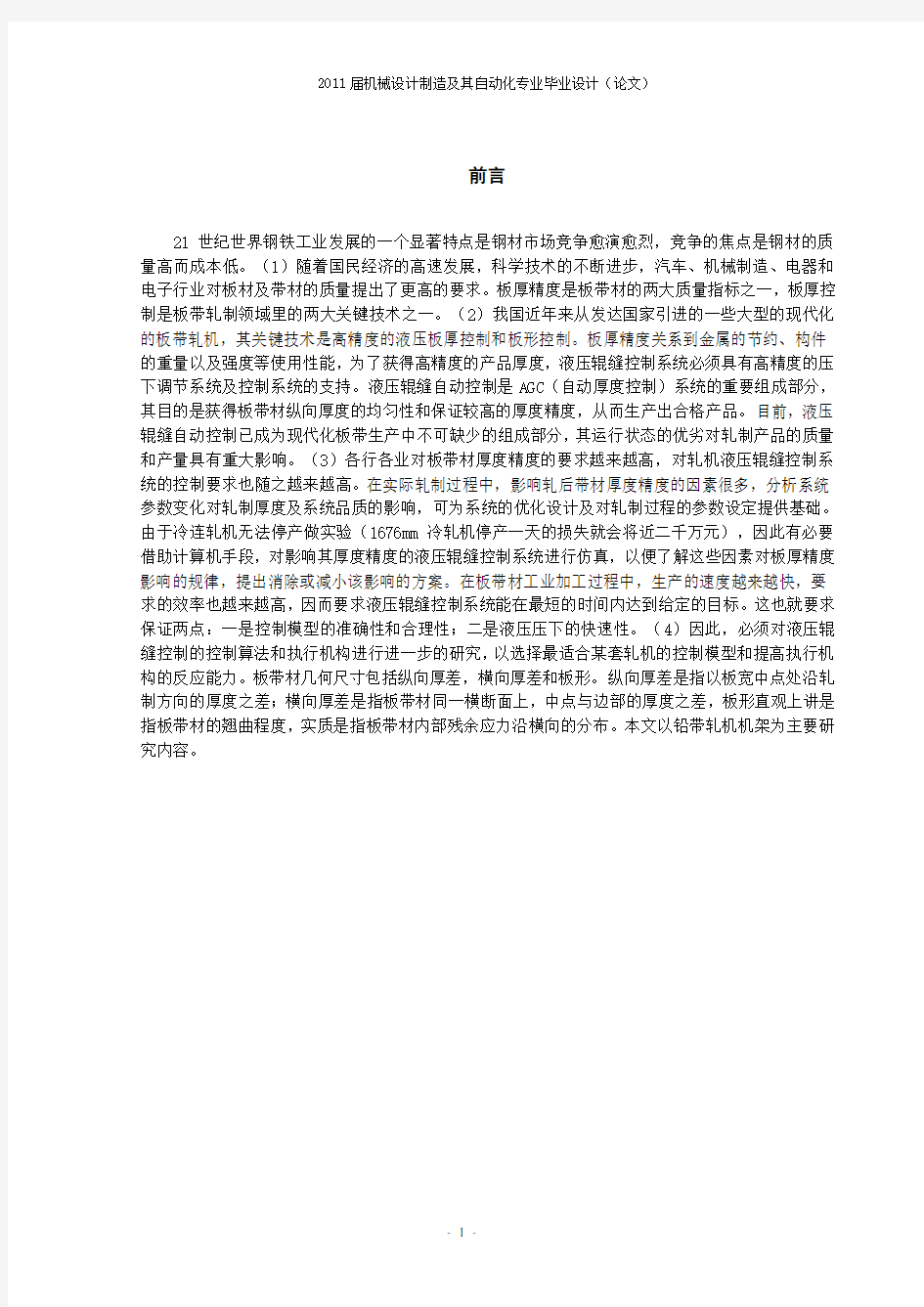
开式机架的上盖可以从U形架体上拆开,它的刚性不及闭式机架,但它的换辊方便的优点使它广泛地应用在型钢轧机上,开式机架的上盖与U形架体的连接方式很多,现选用斜楔连接的形式。如下图1:
图1
斜楔连接这种机架的上盖是成整体的,将它吊放在两片U形架体的上端,机架上盖的中部紧密地插在U形架体的两立柱之间,在其每个垂直结合面上用斜度为1:25的两块楔子打紧。此两块楔子与机架垂直结合面成15o配置,下楔底面与机架盖接触,上楔上面与立柱接触。因此楔子打紧后,机架上盖与U形架体连接得很牢固。由于楔子以较大的接触面承受压力,所以变形小,有利于提高机架的刚性。它本是开式机架,因为它的刚性好,故有半闭式机架之称。这种机架还具有换辊方便的特点,因此近年来被广泛应用于型钢轧机的趋势
2.1.2机架结构。
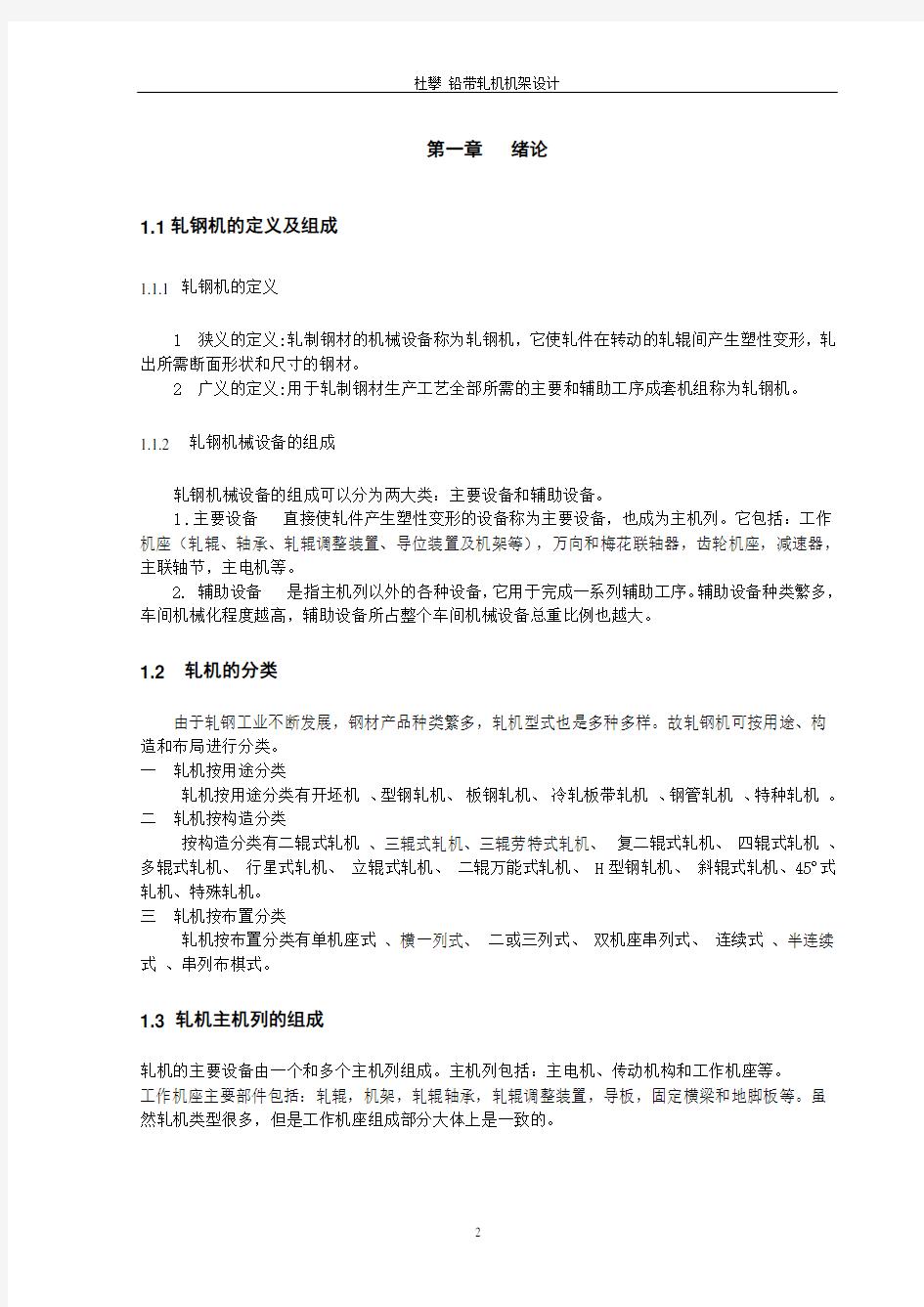
虽然机架的型式种类很多,但它们的结构具有许多共同的特点。一般设计机架时要考虑以下一些问题:
1、机架上横梁中部镗有与压下螺母外径相配合的孔,装入压下螺母后,下面用压板固定。为保证上横梁有足够的强度,上横梁的中部厚度要适当加大。
2、机架立柱的中心线应和装入其中的轧辊轴承座的中心线相重合,对于上辊经常作上下移动的初轧机和钢板轧机,立柱的内侧面与上辊轴承座相接触的一段应鑲上铜滑板,以避免立柱被磨损,铜滑板用埋头螺钉紧固在立柱上。
3、机架立柱的断面形状有近似正方形,矩形和工字形三种。
4、机架下部有机架底脚,机架靠它座在地脚轨上,并用地脚螺钉来紧固。
5、在大型初轧机上,为了缩短轧辊与工作辊道之间的距离,往往在轧辊的两侧各增加一个机架辊的机架辊的轴承装在机架上。
图2
2.1.3 机架的主要参数:
机架各部尺寸大多根据轧辊直径来决定,在很多有关轧钢设备的书籍中给出了计算机架尺寸的经验式。
1.窗口高度
窗口高度H与轧辊数目,辊身直径,辊劲直径,轴承和轴承座径向厚度,以及上辊的调整距离等因素有关。计算时可根据轧机的结构型式和各部件的尺寸具体确定。可用下式计算:
H=A+d+2S+h+&(2.1)式中A——轧辊中心距,对四辊轧机是指支承辊中心距,对于三辊轧机是指上下辊中心距,A=213+0.5=213.5mm。
d——辊劲直径,d=118mm。
S——轴承和轴承座的径向厚度,