锻件探伤报告705097061
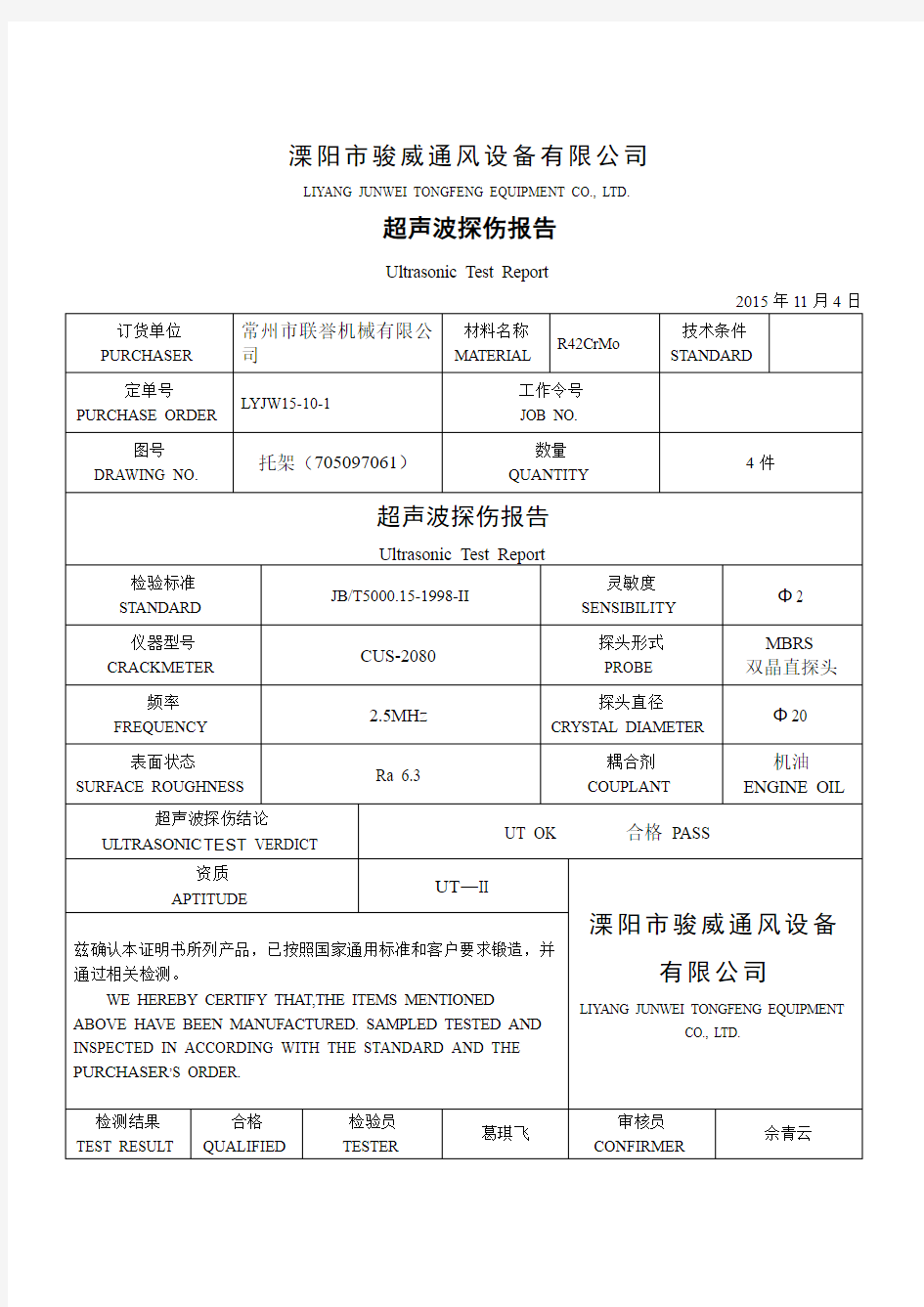
溧阳市骏威通风设备有限公司
LIYANG JUNWEI TONGFENG EQUIPMENT CO., LTD.
超声波探伤报告
Ultrasonic Test Report
2015年11月4日
订货单位 PURCHASER
常州市联誉机械有限公司 材料名称 MATERIAL
R42CrMo
技术条件
STANDARD
定单号
PURCHASE ORDER L YJW15-10-1
工作令号 JOB NO.
图号
DRAWING NO.
托架(705097061) 数量 QUANTITY
4件
超声波探伤报告
Ultrasonic Test Report
检验标准 STANDARD JB/T5000.15-1998-II
灵敏度 SENSIBILITY Φ2 仪器型号 CRACKMETER CUS-2080 探头形式 PROBE MBRS 双晶直探头 频率 FREQUENCY 2.5MHz 探头直径
CRYSTAL DIAMETER
Φ20 表面状态
SURFACE ROUGHNESS
Ra 6.3
耦合剂 COUPLANT
机油
ENGINE OIL
超声波探伤结论
ULTRASONIC TEST VERDICT
UT OK 合格 PASS
资质 APTITUDE
UT —II
溧阳市骏威通风设备
有限公司
LIYANG JUNWEI TONGFENG EQUIPMENT
CO., LTD.
兹确认本证明书所列产品,已按照国家通用标准和客户要求锻造,并通过相关检测。
WE HEREBY CERTIFY THAT,THE ITEMS MENTIONED
ABOVE HA VE BEEN MANUFACTURED. SAMPLED TESTED AND INSPECTED IN ACCORDING WITH THE STANDARD AND THE PURCHASER ,S ORDER. 检测结果 TEST RESULT 合格 QUALIFIED
检验员 TESTER
葛琪飞
审核员 CONFIRMER
佘青云
锻件缺陷的主要特征及产生的原因
绪论 国家的装备制造能力的整体能力和发展水平决定着国家的经济实力、国防实力、综合国力和全球经济形势的竞争力与合作能力,决定着国家实现现代化和民族复兴的过程。制造业是国民经济建设的基础,锻造在现代制造业中占有举足轻重的地位。锻造在机床、重型机械、矿山机械、石油机械、水电设备、汽车、航空航天、核能及军工产品中占有比较大的比重。由于锻压生产具有生产效率高、材料利用率和改善制件的内部组织及机械性能等显著特点,因此采用锻压生产零件的制造方法在各行各业中所占的比例很大。随着精密成型、少无切削技术的发展,降低生产成本、减少产品质量、提高产品性能和质量要求的不断提高,锻压生产在工业、国防、航空航天以及其他各种装备制造业中的作用会越来越大。
锻件缺陷的主要特征及产生的原因 制造业是国民经济建设的基础,锻造在现代制造业中占有举足轻重的地位。锻造在机床、重型机械、矿山机械、石油机械、水电设备、汽车、航空、核能及军工产品中占有比较大的比重。国家的装备制造能力的整体能力和发展水平决定着国家的经济实力、国防实力、综合国力和全球经济形势的竞争力与合作能力,决定着国家实现现代化和民族复兴的过程。由于锻压生产具有生产效率高、材料利用率和改善制件的内部组织及机械性能等显著特点,因此采用锻压生产零件的制造方法在各行各业中所占的比例很大。随着精密成型、少无切削技术的发展,降低生产成本、减少产品质量、提高产品性能和质量要求的不断提高,锻压生产在工业、国防、航空航天以及其他各种装备制造业中的作用会越来越大。 一锻造概述 锻造 利用冲击力或静压力使加热后的坯料在锻压设备上、下砧之间产生塑性变形,以获得所需尺寸、形状和质量的锻件加工方法称为锻造。常用的锻造方法为自由锻、模锻及胎模锻。 自由锻 利用冲击力或静压力使经过加热的金属在锻压设备的上、下砧间向四周自由流动产生塑性变形,获得所需锻件的加工方法称为自由锻。自由锻分为手工锻造和机器锻造两种。手工锻造只能生产小型锻件,机器锻造是自由锻 锻造特点 自由锻造所用工具和设备简单,通用性好,成本低。同铸造毛坯相比,自由锻消除了缩孔、缩松、气孔等缺陷,使毛坯具有更高的力学性能。锻件形状简单,操作灵活。 锻件和铸件相比锻件的优点 金属经过锻造加工后能改善其组织结构和力学性能。铸造组织经过锻造方法热加工变形后由于金属的变形和再结晶,使原来的粗大枝晶和柱状晶
锻件超声作业指导书
超声波检测作业指导书 姓名:身份证号码:报考级别: 报考门类:锻件 一、前言 1.适用范围: 本作业指导书适用于本次考试的碳钢和低合金锻钢件的超声检测方法和质量分级。 2.检测标准 JB/T 8467-2014 锻钢件超声检测 二、检测人员资质要求 从事超声波探伤的检测人员,必须掌握超声波探伤的基础技术。具备足够的焊缝超声波探伤经验, 三、工件参数与检测要求 1.工件参数 本次考试试件工件参数 2.检测要求 记录缺陷位置、缺陷当量尺寸、评定等级。 四、探伤仪、探头及系统性能 1.探伤仪性能 采用A型脉冲反射式超声波探伤仪,其工作频率范围为0.5MHz~10MHz,仪器至少在荧光屏满刻度的80%范围内呈线性显示。探伤仪应具有80dB以上的连续可调衰减器,步进级每档不大于2dB,其精度为任意相邻12dB误差在±1dB以内,最大累计误差不超过1dB。 2.探头性能 采用单晶直探头,直径应在为Φ10mm~Φ40mm范围内,探头标称频率应在1MHz~5MHz 范围内。 3.系统性能 水平线性误差不大于±2%,垂直线性误差不大于±5%。灵敏度余量应不小于30dB。五、试块 CS-2
六、检测等级 1.检测等级 无 2.检测等级的检测范围 应在相互垂直的两个检测面上进行扫查。 七、检测准备 1.探伤面准备 检测面应无污物、氧化皮、漆皮等 2.探头频率、角度选择 2.5PΦ20 3.耦合剂选择 机油 八、检测程序 1. 检测系统调节 使用CS-2试块,Φ2mm平底孔,采用计算法,并以此作为基准灵敏度。 Δ=40lgA X/ A F A X为考试试件的厚度,A F为试块的厚度。 2. 检测 为确保检测时超声声束能扫查到工件的整个被检区域,探头的每次扫查覆盖应大于探头直径的15%。 探头的扫查速度一般不应超过150mm/s。 扫查灵敏度一般应比基准灵敏度高6dB。 九、缺陷评定. 采用计算法确定缺陷的当量。 Δ=40lg(D F×A X)/(D I×A F) A X为考试试件的厚度, A F为缺陷深度, D F为缺陷当量值, D I为Φ2
锻件缺陷分析报告
锻造对金属组织、性能的影响与锻件缺陷 锻件的缺陷包括表面缺陷和部缺陷。有的锻件缺陷会影响后续工序的加工质量,有的则严重影响锻件的性能,降低所制成品件的使用寿命,甚至危及安全。因此,为提高锻件质量,避免锻件缺陷的产生,应采取相应的工艺对策,同时还应加强生产全过程的质量控制。 概要介绍三方面的问题:锻造对金属组织、性能的影响与锻件缺陷;锻件质量检验的容和方法;锻件质量分析的一般过程。 (一)锻造对金属组织和性能的影响 锻造生产中,除了必须保证锻件所要求的形状和尺寸外,还必须满足零件在使用过程中所提出的性能要求,其中主要包括:强度指针、塑性指针、冲击韧度、疲劳强度、断裂韧度和抗应力腐蚀性能等,对高温工作的零件,还有高温瞬时拉伸性能、持久性能、抗蠕变性能和热疲劳性能等。 锻造用的原材料是铸锭、轧材、挤材和锻坯。而轧材、挤材和锻坯分别是铸锭经轧制、挤压及锻造加工后形成的半成品。锻造生产中,采用合理的工艺和工艺参数,可以通过下列几方面来改善原材料的组织和性能: 1)打碎柱状晶,改善宏观偏析,把铸态组织变为锻态组织,并在合适的温度和应力条件下,焊合部孔隙,提高材料的致密度; 2)铸锭经过锻造形成纤维组织,进一步通过轧制、挤压、模锻,使锻件得到合理的纤维方向分布; 3)控制晶粒的大小和均匀度; 4)改善第二相(例如:莱氏体钢中的合金碳化物)的分布; 5)使组织得到形变强化或形变——相变强化等。 由于上述组织的改善,使锻件的塑性、冲击韧度、疲劳强度及持久性能等也随之得到了提高,然后通过零件的最后热处理就能得到零件所要求的硬度、强度和塑性等良好的综合性能。 但是,如果原材料的质量不良或所采用的锻造工艺不合理,则可能产生锻件缺陷,包括表面缺陷、部缺陷或性能不合格等。 (二)原材料对锻件质量的影响 原材料的良好质量是保证锻件质量的先决条件,如原材料存在缺陷,将影响锻件的成形过程及锻件的最终质量。 如原材料的化学元素超出规定的围或杂质元素含量过高,对锻件的成形和质量都会带来较大的影响,例如:S、B、Cu、Sn等元素易形成低熔点相,使锻件易出现热脆。为了获得本质细晶粒钢,钢中残余铝含量需控制在一定围,例如Al酸0.02%~0.04%(质量分数)。含量过少,起不到控制晶粒长大的作用,常易使锻件的本质晶粒度不合格;含铝量过多,压力加工时在形成纤维组织的条件下易形成木纹状断口、撕痕状断口等。又如,在1Cr18Ni9Ti奥氏体不锈钢中,Ti、Si、Al、Mo的含量越多,则铁素体相越多,锻造时愈易形成带状裂纹,并使零件带有磁性。 如原材料存在缩管残余、皮下起泡、严重碳化物偏析、粗大的非金属夹杂物(夹渣)等缺陷,锻造时易使锻件产生裂纹。原材料的树枝状晶、严重疏松、非金属夹杂物、白点、氧化膜、偏析带及异金属混人等缺陷,易引起锻件性能下降。 原材料的表面裂纹、折叠、结疤、粗晶环等易造成锻件的表面裂纹。 (三)锻造工艺过程对锻件质量的影响 锻造工艺过程一般由以下工序组成,即下料、加热、成形、锻后冷却、酸洗及锻后热处理。锻造过程中如果工艺不当将可能产生一系列的锻件缺陷。 加热工艺包括装炉温度、加热温度、加热速度、保温时间、炉气成分等。如果加热不当,例如加热温度过高和加热时间过长,将会引起脱碳、过热、过烧等缺陷。 对于断面尺寸大及导热性差、塑性低的坯料,若加热速度太快,保温时间太短,往往使温度分布不均匀,引起热应力,并使坯料发生开裂。 锻造成形工艺包括变形方式、变形程度、变形温度、变形速度、应力状态、工模具的情兄和润滑条件等,如果成形工艺不当,将可能引起粗大晶粒、晶粒不均、各种裂纹、折叠。寒流、涡流、铸态组织残留等。 锻后冷却过程中,如果工艺不当可能引起冷却裂纹、白点、网状碳化物等。 (四)锻件组织对最终热处理后的组织和性能的影响
锚杆无损检测报告
报告编号: (本报告正文共5页) 卡基娃水电站导流洞工程 锚杆无损检测报告 中铁隧道集团卡基娃水电站导流洞工程C1标项目经理部中心试验室 二○○九年七月二十日
批准:校核:编写:检测:
卡基娃水电站导流洞工程 锚杆无损检测成果 1概述 依据DL/T5181-2003《水电水利工程锚喷支护施工规范》及DL/《水电水利基本建设工程单元工程质量等级评定标准》第一部分:土建工程中相关检测频率的要求“注浆锚杆无损检测检测数量为300~400根抽样不少于1组(每组3根)”对以下各段不同规格锚杆我部每不大于400根抽样检测1组。 、导流洞三洞合一段(导)0+~(导)0+段Φ28 L= 设计2789根共检测7组,锚杆无损检测合格率100%。检测成果见附表1。 、导流洞出口尾段(导)0+~(导)0+段Φ25 L= 设计1313根共检测4组,锚杆无损检测合格率100%。检测成果见下表1。 、导流洞出口尾段(导)0+~(导)0+段Φ28 L= 设计382根共检测1组,锚杆无损检测合格率100%。检测成果见下表1。 2锚杆的质量判断标准 饱和度评价 根据设计及规范要求,砂浆锚杆注浆密实度不小于70%为合格,否则为不合格。 锚杆长度评价 根据设计及规范要求,检测锚杆长度不小于95%的设计锚固长度,判为合格,否则为不合格。 3检测仪器 JL-MG(C)锚杆质量检测仪。 4检测结果 检测结果如下表:
表1-1 导流进口段锚杆无损检测成果表
表1-2 导流进口段锚杆无损检测成果表
表1-3 导流进口段锚杆无损检测成果表 5附图 锚杆无损检测波形图
检测报告模板
检测报告 XDJSJC-001 工程名称: 委托部门:金属实验室 建设单位:兴达新能源有限公司 设计单位: 施工单位:电建一公司 监理单位:胜利监理 金属实验室 年月日
声明 1、本检测报告无检测、审核、批准人签字无效。 2、本检测报告涂改、换页、漏页无效。 3、对本检测报告若有异议或需要说明之处,应于收到报告之日起 十五日内向我部门书面提出,本部门将给予及时的解释或答 复。 检测机构: 单位地址: 邮政编码: 联系电话:
检测机构名称 报告编号: 工程名称 工程地点 委托单位 检测时间环境条件(晴、阴、雨) ℃ 抽样数量见报告检验类别委托 检验项目 1、基础混凝土的抗压强度检测; 2、网架结构检测。(焊接质量、构件尺寸偏差、网架整体挠度、涂装工 程、钢结构的安装质量(偏差) 检验仪器检测仪器设备:金属超声仪、涂层厚度仪、钢板厚度仪、水准仪、测距 仪、钢尺等 检验依据 1、设计图纸及相关技术资料 2、《建筑结构检测技术标准》GB/T50344-2004 3、《网架结构工程质量检验评定标准》JGJ78-91 4、《建筑钢结构焊接技术规程》JGJ81-2002 5、《钢结构工程施工质量验收规范》GB50205-2001 6、《回弹法检测混凝土抗压强度技术规程》JGJ/T23-2001 7、其它相关技术标准及通过鉴定的新检测方法或科研成果等等 检测结论 检测结论: 1、该工程基础混凝土强度是否符合设计要求。 2、该工程焊接质量是否满足设计或规范要求。 3、构件尺寸偏差是否满足设计或规范要求。 4、网架整体挠度是否满足设计或规范要求。 5、涂装工程是否满足设计或规范要求。 6、钢结构的安装质量(偏差)是否满足设计或规范要求。 (本页以下无正文) 检测机构(章) 年月日 批准:审核:检测:(两人以上签章)
中石油无损检测报告表格
中石油无损检测报告表格
SY03-A017 (项目名称)射线检测报告汇总表单项工程名称:单项工程编号: 单位工程名称单位工程编号委托单位汇总表编号检测工艺编号检测标准 序号管线(设备)编号材质 规格/ 板厚 (m m) 焊口 总数 (道/ 米) 标准要求实际抽查数量(道) 检测情况 检测 结论 抽查 比例 (%) 抽查焊口 数量(道) 抽查 焊缝 (米) 合格 等级 抽查 比例 (%) 抽查焊口 数量(道) 抽查 焊缝 (米) 一次合格情况返修合格情况 转动 焊口 固定 焊口 转动 焊口 固定 焊口 检测 数量 (张) 合格 数量 (张) 一 次 返 修 合 格 (张) 二 次 返 修 合 格 (张) 最高 返修 次数
检测单位: (公章) 年月日技术负责人: 资格:级 年月日 审核人: 资格:级 年月日 报告人: 资格:级 年月日
SY03-A018 (项目名称)射线检测报告单项工程名称: 单项工程编号: 单位工程名称单位工程编号 委托单位试验编号 管线(设备)编号检测标准/合格等级检件名称设备型号照像质量等级检测比例源种类透照方式坡口形式设备编号增感方式 焊接方法管电压、流 (源活度) 显影时间 表面状态焦点尺寸显影温度 检测时间焦距(F) 冲洗条件 材质曝光时间胶片牌号 规格/板厚像质计型号胶片规格 检测工艺编号灵敏度值底片黑度~ 检测情况 检测部位编号焊工 代号 底片 编号 缺陷类型及数量 评定级别 返修次数 检测 结论 I II III IV
检测单位:(公章) 年 月 日 技术负责人: 资格 : 级 年 月 日 审核人: 资格 : 级 年 月 日 报告人: 资格 : 级 年 月 日 SY03-A019 (项目名称) 超声波检测报告 单项工程名称: 单项工程编号: 单位工程名称 单位工程编号 委托单位 试验编号 管线(设备)编号 检测标准/合格等级 检件名称 材 质 规格/板厚 检测比例 仪器型号 探头型号 坡口形式 设备编号 对比试块 焊接方法 检测面 评定灵敏度 表面状态 耦合剂 灵敏度补偿 检测时间 检测方法 扫 描 调 节 检测工艺编号 检测区域 扫 查 方 式
超声检测锻件实操步骤
考试程序步骤 一、锻件(直探头2.5Pφ14K2) 步骤:1、开机——按两次确定键——按功能键——按零(初始化)——按1(当前通道)——长按通道/设置键——改探头参数等—调校。 2、直探头纵波入射点调校:由上一步进入零点/调校键——选择1(入射点调校)(显 示调节为,波速5920M/S;一次回波声程100mm;二次回波声程0mm.)——放在CSK-ⅠA试块上,对准中间完好位置找到底面回波,待波稳定后,按确定键,完成入射点调校。 3、调整灵敏度:将直探头放在150/φ3(根据现场情况)试块上,找到其反射波,并 用“波门”键调整“+”或“—”使其波门对准150/φ3处的反射波,找到最高波,调节到80%。记下此时增益Δ1dB,然后计算出150/φ3与225/φ2的回波分贝差Δ2dB,在Δ1dB基础上,调节增益旋钮增至(Δ1+Δ2)dB。 4、锻件检测:将直探头放在225mm,锻件上,全面扫查,找到200mm处缺陷波,用“波门”键调整“+”或“—”使其波门对准200mm处的反射波,使其最高波达到80%,记下此时Δ3dB. 5、计算当量:则200mm处缺陷波比225/φ2波高高Δ=(Δ1+Δ2-Δ3)dB。由公式 计算出缺陷当量。 6、根据标准进行评级,整理报告。 最简单做法: 锻件: 步骤:1、开机——按两次确定键——按功能键——按零(初始化)——按1(当前通道)——长按通道/设置键——改探头参数等—调校。 2、直探头纵波入射点调校:由上一步进入零点/调校键——选择1(入射点调校)(显 示调节为,波速5920M/S;一次回波声程100mm;二次回波声程0mm.)——放在CSK-ⅠA试块上,对准中间完好位置找到底面回波,待波稳定后,按确定键,完成入射点调校。 3、调整灵敏度:将直探头放在150/φ3(根据现场情况)试块上,找到其反射波,并 用“波门”键调整“+”或“—”使其波门对准150/φ3处的反射波,找到最高波,调节到80%。记下此时面板的读数Δ1dB。 4、锻件检测:将直探头放在225mm,锻件上,全面扫查,找到200mm处缺陷波,用“波门”键调整“+”或“—”使其波门对准200mm处的反射波,使其最高波达到80%,记下此时面板右上角的读数Δ2dB. 5、计算当量:则200/φx缺陷波比150/φ3波高高Δ=(Δ2-Δ1)dB。由公式 计算出缺陷当量。 6、根据标准进行评级,整理报告。
焊缝无损检测报告样本
百度文库- 让每个人平等地提升自我 1 XXX无损检测有限公司超声波探伤检测报告Non-destructive Test . UT Repor 委托单位Consigner 报告编号:Report No. 结构名称Structure Name DN200 无缝钢管 对接焊 检测部位 Testing Location 如图示 As figure 产品图号 Product No. 工件材质Material / 材料厚度 Thickness ㎜ 检测数量 Quantity 接头型式Joint Type 对接焊缝 Butt weld 坡口型式 Bevel Type V 焊接方法 Welding Method FCAW(CO2) 仪器型号Instrument Type 仪器编号 Serial No. 检测时机 Test time > hrs 探头型号Probe Type 5P 9×9 4 °参考试块 Test Block CSK-IA/RB-2 扫查灵敏度 Scan Sensitivity φ3-16 dB 表面状况Surface condition 打磨 Grinding 耦合剂 Coupling 化学浆糊 CMC 综合补偿 Compensation 4 dB 执行标准UT standard GB/T11345-89 合格级别 Acc Criteria Grade II 检测日期 Inspection Date 开工---结束 检测部位示意图和详细说明:管对接部位 Testing location sketch and description: 拍张照片插入 检测结果:Test results: 按规程对图示焊缝进行了UT检测,结果符合GB/T11345-89 II级质量要求。 According to the requirements of NDE procedure, carried out UT inspection of marked locations where lifting eyes removed in the figures, the results are complied to grade I of GB/T11345-89. 检测员:Inspector: 证书号Cert. No.:日期Date:审核者: Manager: 证书号Cert. No.: 日期Date: 验收者: Surveyor: 日期Date:
铝合金铸造常见缺陷与对策
铝铸件常见缺陷及整改办法 铝铸件常见缺陷及整改办法 1、欠铸(浇不足、轮廓不清、边角残缺): 形成原因: (1)铝液流动性不强,液中含气量高,氧化皮较多。 (2)浇铸系统不良原因。内浇口截面太小。 (3)排气条件不良原因。排气不畅,涂料过多,模温过高导致型腔内气压高使气体不易排出。 防止办法: (1)提高铝液流动性,尤其是精炼和扒渣。适当提高浇温和模温。提高浇铸速度。改进铸件结构,调整厚度余量,设辅助筋通道等。 (2)增大内浇口截面积。 (3)改善排气条件,增设液流槽和排气线,深凹型腔处开设排气塞。使涂料薄而均匀,并待干燥后再合模。 2、裂纹: 特征:毛坯被破坏或断开,形成细长裂缝,呈不规则线状,有穿透和不穿透二种,在外力作用下呈发展趋势。冷、热裂的区别:冷裂缝处金属未被氧化,热裂缝处被氧化。 形成原因: (1)铸件结构欠合理,收缩受阻铸造圆角太小。 (2)顶出装置发生偏斜,受力不匀。
(3)模温过低或过高,严重拉伤而开裂。 (4)合金中有害元素超标,伸长率下降。 防止方法: (1)改进铸件结构,减小壁厚差,增大圆角和圆弧R,设置工艺筋使截面变化平缓。 (2)修正模具。 (3)调整模温到工作温度,去除倒斜度和不平整现象,避免拉裂。 (4)控制好铝涂成份,成其是有害元素成份。 3、冷隔: 特征:液流对接或搭接处有痕迹,其交接边缘圆滑,在外力作用下有继续发展趋势。 形成原因: (1)液流流动性差。 (2)液流分股填充融合不良或流程太长。 (3)填充温充太低或排气不良。 (4)充型压力不足。 防止方法: (1)适当提高铝液温度和模具温度,检查调整合金成份。(2)使充填充分,合理布置溢流槽。 (3)提高浇铸速度,改善排气。 (4)增大充型压力。
无损检测实验报告
无损检测实验报告 一、实验目的 1.通过实验了解六种无损检测(超声检测、射线检测、涡流检测、磁粉检测、 渗透检测、声发射检测)的基本原理。 2.掌握六种无损检测的方法,仪器及其功能和使用方法。 3.了解六种无损检测的使用范围,使用规范和注意事项。 二、实验原理 (一)超声检测(UT) 1. 基本原理 超声波与被检工件相互作用,根据超声波的反射、透射和散射的行为,对被检工件经行缺陷测量和力学性能变化进行检测和表征,进而进行安全评价的一种无损检测技术。 金属中有气孔、裂纹、分层等缺陷(缺陷中有气体)或夹杂,超声波传播到金属与缺陷的界面处时,就会全部或部分反射。超声波探伤仪的种类繁多,但在实际的探伤过程,脉冲反射式超声波探伤仪应用的最为广泛。一般在均匀的材料中,缺陷的存在将造成材料的不连续,这种不连续往往又造成声阻抗的不一致,由反射定理我们知道,超声波在两种不同声阻抗的介质的交界面上将会发生反射,反射回来的能量的大小与交界面两边介质声阻抗的差异和交界面的取向、大小有关。脉冲反射式超声波探伤仪就是根据这个原理设计的。目前便携式的脉冲反射式超声波探伤仪大部分是A 扫描方式的,所谓A 扫描显示方式即显示器的横坐标是超声波在被检测材料中的传播时间或者传播距离,纵坐标是超声波反射波的幅值。譬如,在一个钢工件中存在一个缺陷,由于这个缺陷的存在,造成了缺陷和钢材料之间形成了一个不同介质之间的交界面,交界面之间的声阻抗不同,当发射的超声波遇到这个界面之后,就会发生反射,反射回来的能量又被探头接受到,在显示屏幕中横坐标的一定的位置就会显示出来一个反射波的波形,横坐标的这个位置就是缺陷在被检测材料中的深度。这个反射波的高度和形状因不同的缺陷而不同,反映了缺陷的性质。 2. 仪器结构 a)仪器主要组成 探头、压电片和耦合剂。 其中,探头分为直探头、斜探头。压电片受到电信号激励便可产生振动发射超声波,当超声波作用在压电片上时,晶片受迫振动引起的形变可转换成相应的电信号,从而接受超声波。耦合剂是为了使超声波更有效的传入工件,在探头与工件表面之间施加的一层透生介质为耦合剂,作用在于排除探头与工件之间的空气。 b)主要旋钮 F1-F6 菜单键,不同状态下有不同功能。 0ABC\4MNO 调节键,调节参数值的大小。 设置及检测键。 快捷键。dB 增益,2GHI 闸门,范围,移位。 电源键。 射线的种类很多,其中易于穿透物质的有X射线、丫射线、中子射线三种。这三 种射线都被用于无损检测,其中X射线和丫射线广泛用于锅炉压力容器焊缝和其他工业
锻件超声波探伤记录报告(大平底)47013-友联
锻件超声波探伤记录和报告(南通友联专用)大平底 准考号: 评分: 试件编号 X 试件名称 锻件 试件材质 45# 试件规格 φ70×225 探头规格 2.5P φ14 探头型式 单晶直探头 仪器型号 PXUT-350C 型 扫查比例 深度1:1 扫查方式 全面扫查 探测灵敏度 φ2灵敏度 执行标准 NB/T47013.3-2015 探 伤 结 果 一.检测内容:对锻件T=225mm 进行超声检测,如何利用150mm 大平底调节工件φ2当量灵敏度. 二.检测步骤: (1) 扫描比例调节; 将纵波直探头放置150mm 大平底上,找出一次(B1)和二次(B2)底面反射波,分别将两波对准水平刻度150和300处, 此时, 深度1:1比例调好. (2).计算步骤 方法A. ①计算150大平底与工件同声程处(150/φ2)回波分贝差; dB X B Bf 352150 36.22lg 202lg 202 2=???=Φ=?ππλ ②计算150/φ2与工件225/φ2回波分贝差 dB X X 71502225 2lg 40lg 401221=??=ΦΦ=? 先增益35dB 调节好150/φ2当量灵敏度,再增益7dB 工件225/φ2灵敏度调节完毕 方法B. 计算150大平底与工件225/φ2回波分贝差; 已知Xf =225 XB =150
db X D X B f 42)150214.322536.22lg(202lg 202 2 22=????==?πλ (3)灵敏度调节;探头放在150大平底试块上,使平底回波达到最高,调至基准高度(80%), 然后增益42dB,此时工件225/φ2灵敏度调好. (4).锻件检测;将探头放置225mm 锻件上进行全面扫查,距锻件表面200mm 发现一缺陷 波,波高比225/φ2灵敏度基准波高高9dB.求缺陷当量. 已知X1=200 φ2=2 X2=225 △=9 求; φX )5625.0lg(402002225lg 40lg 409122X X X X X Φ=??Φ=ΦΦ==? X Φ=5625.0lg 225.0 mm X 3=Φ 三.结论; 对该锻件垂直方向进行超声全面扫查,发现距锻件表面 200mm 处有一缺陷,缺陷当量为3mm. 根据NB/T47013-2015标准,该钢板评为Ⅰ级,合格 报告日期 年 月 日
锻件的常见缺陷及原因分析
锻件的常见缺陷及原因分析 (2007/07/05 10:58) 锻件的缺陷很多,产生的原因也多种多样,有锻造工艺不良造成的,有原材料的原因,有模具设计不合理所致等等。尤其是少无切削加工的精密锻件,更是难以做到完全控制。 1.大晶粒 大晶粒通常是由于始锻温度过高和变形程度不足、或终锻温度过高、或变形程度落人临界变形区引起的。铝合金变形程度过大,形成织构;高温合金变形温度过低,形成混合变形组织时也可能引起粗大晶粒,晶粒粗大将使锻件的塑性和韧性降低,疲劳性能明显下降。 2.晶粒不均匀 晶粒不均匀是指锻件某些部位的晶粒特别粗大,某些部位却较小。产生晶粒不均匀的主要原因是坯料各处的变形不均匀使晶粒破碎程度不一,或局部区域的变形程度落人临界变形区,或高温合金局部加工硬化,或淬火加热时局部晶粒粗大。耐热钢及高温合金对晶粒不均匀特别敏感。晶粒不均匀将使锻件的持久性能、疲劳性能明显下降。 3.冷硬现象 变形时由于温度偏低或变形速度太快,以及锻后冷却过快,均可能使再结晶引起的软化跟不上变形引起的强化(硬化),从而使热锻后锻件内部仍部分保留冷变形组织。这种组织的存在提高了锻件的强度和硬度,但降低了塑性和韧性。严重的冷硬现象可能引起锻裂。
4.裂纹 裂纹通常是锻造时存在较大的拉应力、切应力或附加拉应力引起的。裂纹发生的部位通常是在坯料应力最大、厚度最薄的部位。如果坯料表面和内部有微裂纹、或坯料内存在组织缺陷,或热加工温度不当使材料塑性降低,或变形速度过快、变形程度过大,超过材料允许的塑性指针等,则在镦粗、拔长、冲孔、扩孔、弯曲和挤压等工序中都可能产生裂纹。 5.龟裂 龟裂是在锻件表面呈现较浅的龟状裂纹。在锻件成形中受拉应力的表面(例如,未充满的凸出部分或受弯曲的部分)最容易产生这种缺陷。引起龟裂的内因可能是多方面的:①原材料合Cu、Sn等易熔元素过多。②高温长时间加热时,钢料表面有铜析出、表面晶粒粗大、脱碳、或经过多次加热的表面。③燃料含硫量过高,有硫渗人钢料表面。 6.飞边裂纹 飞边裂纹是模锻及切边时在分模面处产生的裂纹。飞边裂纹产生的原因可能是:①在模锻操作中由于重击使金属强烈流动产生穿筋现象。②镁合金模锻件切边温度过低;铜合金模锻件切边温度过高。 7.分模面裂纹 分模面裂纹是指沿锻件分模面产生的裂纹。原材料非金属夹杂多,模锻时向分模面流动与集中或缩管残余在模锻时挤人飞边后常形成分模面裂纹。 8.折叠 折叠是金属变形过程中已氧化过的表层金属汇合到一起而形成的。它可以是由两股(或多股)金属对流汇合而形成;也可以是由一股金属的急速大量流动将邻近部分的表层金属带着流动,两者汇合而形成的;也可以是由于变形金属发生弯曲、回流而形成;还可以是部分金属局部变形,被压人另一部分金属内而形成。折叠与原材料和坯料的形状、模具的设计、成形工序的安排、润滑情况及锻造的实际操作等有关。折叠不仅减少了零件的承载面积,而且工作时由于此处的应力集中往往成为疲劳源。 9.穿流 穿流是流线分布不当的一种形式。在穿流区,原先成一定角度分布的流线汇合在一起形成穿流,并可能使穿流区内、外的晶粒大小相差较为悬殊。穿流产生的原因与折叠相似,是由两股金属或一股金属带着另一股金属汇流而形成
无损检测实习报告字
无损检测实习报告字 一、主要工作业绩 1、在吐哈石油勘探开发指挥部技术监测中心锅炉压力容器监测站工作期间,本人先后参加了吐哈油田丘陵采油厂高压注水工程(该工程荣获总公司优质工程称号)、吐哈油田轻烃外运站改扩建9×1000m3球形储罐及其配套工程、吐哈油田销售公司改扩建2×50000m3原油储罐及其配套工程、青海油田花—格管线改扩建工程等大型工程建设的无损检测工作;在吐哈油田新建顺酐厂工程、吐哈油田甲醇厂改扩建工程等一些项目中担任无损检测技术负责人;20xx年在吐哈石油勘探开发指挥部技术监测中心无损检测公司西部管道项目部担任项目经理、质量工程师,负责西部管道六标段共100km 原油、成品油管道建设无损检测质量工作。 2、在吐哈石油勘探开发指挥部技术监测中心无损检测公司工作期间,本人先后参加吐哈油田丘陵采油厂、温米采油厂、鄯善采油厂、丘东采油厂、吐鲁番采油厂等多家单位压力容器检验检测工作;吐哈油田轻烃外运站9具1000m3球形储罐检验检测工作;并在西部管道工程六标段原油、成品油管道工程担任六标段无损检测项目部经理。 3、参与了吐哈石油勘探开发指挥部技术监测中心无损检测公司
及锅炉压力容器检测站直至复审及增项工作,参与编制、修订适用于油田长输管道、集输管道、各类装置及锅炉压力容器检验、检测的质量保证手册、质量程序文件及其他相关文件。 二、解决的技术问题 1、油田场站安装、化工工艺设备安装及加热炉安装等安装工程中,小口径薄壁管对接焊接接头一般采用射线检测的无损检测方法,检测工作量比较大,有时对锅炉受热面安装焊接还要求对接焊缝进行100%射线检测,正常情况下,现场X 射线检测组每组每天要完成50~100焊口的检测任务,油田常用的验收规范《SY石油天然气钢质管道射线检测及验收规范》规定,对管径小于等于114mm的小口管径对接焊缝采用双壁双影椭圆成像透照工艺,换而言之就是现场X射线检测组每组每天要拍100~200张射线底片,而双壁双影椭圆成像透照最难的工作就在于工艺参数的选择,工艺参数一旦选择错误就会造成大量的废片,尤其是薄壁小口径管工艺参数的选择,稍有误差就会严重影响底片质量,进而影响工程进度。在我的工作过程中,每年都有大量的小口径薄壁管需要进行X射线检测,根据在这些在工作中的实际经验,我总结出适合于我们检测公司的一个薄壁小口径管射线检测参数快速选择的方法,在实际工作中发现使用该方法确实可以节约拍片时间,降低废片率。并由此总结出论文《X射线双壁双影
大型锻件中常见的缺陷与对策
大型锻件中常见的缺陷与对策 大型锻件中的缺陷,从性质上分为化学成分、组织性能不合格,第二相析出,类孔隙性缺陷和裂纹五大类。从缺陷的产生方面可分为,在冶炼、出钢、注锭、脱模冷却或热送过程中产生的原材料缺陷及在加热、锻压、锻后冷却和热处理过程中产生的锻件缺陷两大类。 大型锻造中,由于锻件截面尺寸大,加热、冷却时,温度的变化和分布不均匀性大,锻压变形时,金属塑性流动差别大,加上钢锭大冶金缺陷多,因而容易形成一些不同于中小型锻造的缺陷。如严重偏析和疏松,密集性夹杂物,发达的柱状晶及粗大不均匀结晶,敏感开裂与白点倾向,晶粒遗传性与回火脆性,组织性能的严重不均匀性,形状尺寸超差等等。 大型锻件中常见的主要缺陷有; 1.偏析 钢中化学成分与杂质分布的不均匀现象,称为偏析。一般将高于平均成分者,称为正偏析,低于平均成分者,称为负偏析。尚有宏观偏析,如区域偏析与微观偏析,如枝晶偏析,晶间偏析之分。 大锻件中的偏析与钢锭偏析密切相关,而钢锭偏析程度又与钢种、锭型、冶炼质量及浇注条件等有关。合金元素、杂质含量、钢中气体均加剧偏析的发展。钢锭愈大,浇注温度愈高,浇注速度愈快,偏析程度愈严重。 (1)区域偏析 它属于宏观偏析,是由钢液在凝固过程中选择结晶,溶解度变化和比重差异引起的。如钢中气体在上浮过程中带动富集杂质的钢液上升的条状轨迹,形成须状∧形偏析。顶部先结晶的晶体和高熔点的杂质下沉,仿佛结晶雨下落形成的轴心∨形偏析。沉淀于锭底形成负偏析沉积锥。最后凝固上部区域,碳、硫、磷等偏析元素富集,成为缺陷较多的正偏析区。 图片6-1为我国解剖的55t34CrMolA钢锭纵剖面硫印低倍图片及区域偏析示意图。 图片6-1 钢锭区域偏析硫印示意图 ①“∧”型偏析带②“∨”型偏析带③负偏析区 防止区域偏析的对策是: 1)降低钢中硫、磷等偏析元素和气体的含量,如采用炉外精炼,真空碳脱氧(VCD)处理及锭底吹氩工艺。 2)采用多炉合浇、冒口补浇、振动浇注及发热绝热冒口,增强冒口补缩能力等措施。 3)严格控制注温与注速,采用短粗锭型,改善结晶条件。 在锻件横向低倍试片上,呈现与锭型轮廓相对应的框形特征,亦称框形偏析。图片6-2是30CrMnSiNiA钢制模锻件低倍试片上显示的锭型偏析。因锭中偏析带在变形时,沿分模面扩展而呈现为框形。偏析带由小孔隙及富集元素构成,对锻件组织性能的均匀性有不良的影响。 电渣重熔以其纯净度高、结晶结构合理,成为生产重要大锻件钢坯的方法,但是如果在重熔过程中电流、电压不稳定,则会形成波纹状偏析。当电流、电压增高时,钢液过热,结晶速度减缓,钢液中的溶质元素在结晶前沿偏聚形成富集带;当电流、电压减小时,熔质元素偏聚程度减小,这种周期性的变化,便形成了波纹状的偏析条带,如图片6-3所示。
锻件超声波探伤标准
锻件超声波探伤标准 锻件超声波探伤标准 1.1.1筒形锻件----轴向长度L大于其外径尺寸D的轴对称空心锻件如图1(a)所示.t 为公称厚度. 1.1.2 环形锻件----轴向长度L小于等于其外径尺寸D的轴对称空心件如图1(a)所示.t 为公称厚度. 1.1.3 饼形锻件----轴向长度L小于等于其外径D的轴对称形锻件如图1(b)所示.t 为公称厚度. 1.1.4 碗形锻件----用作容器封头,中心部份凹进去的轴对称形锻件如图1(c)所示.t为公称厚度. 1.1.5 方形锻件----相交面互相垂直的六面体锻件如图1(d)所示. 三维尺寸a、b、c中最上称厚度. 1.2 底波降低量GB/BF(dB) 无缺陷区的第一次底波高度(GB)和有缺陷区的第一次底波高度(BF)之比.由缺陷引起的底面反射的降低量用dB值表示. 1.3 密集区缺陷 当荧光屏扫描线上相当于50mm的声程范围内同时有5个或者5个以上的缺陷反射信号;或者在50mm×50mm的探测面上发现同一深度范围内有5个或5个以上的缺陷反射信号. 1.4 缺陷当量直径 用A VG方法求出的假定与超声波束相垂直的平底孔的直径,称为缺陷当量直径,或简称为当量直径. 1.5 A VG曲线 以纵座标轴表示相对的反射回波高度,以横座标轴表示声程,对不同直径且假定与超声波束相垂直的圆平面缺陷所画出的曲线图叫AVG曲线,亦称为DGS曲线. 2探伤人员 锻件探伤应由具有一定基础知识和锻件探伤经验,并经考核取得国家认可的资格证书者担任. 3探伤器材 3.1 探伤仪 3.1.1 应采用A型脉冲反射式超声波探伤仪,其频响范围至少应在1MHz~5Mhz内. 3.1.2 仪器应至少在满刻度的75%范围内呈线性显示(误差在5%以内),垂直线性误差应不大于5%. 3.1.3 仪器和探头的组合灵敏度:在达到所探工件最大程处的探伤灵敏度时,有效灵敏度余量至少为10dB. 3.1.4 衰减器的精度和范围,仪器的水平线性、动态范围等均应队伍ZBY230-84《A型脉冲反射式超声波探伤仪通用技术条件》中的有关规定. 3.2 探头 3.2.1 探头的公称频率主要为2.5Mhz,频率误差为±10%. 3.2.2 主要采用晶片尺寸为Φ20mm的硬保护膜直探头. 3.2.3 必要时也可采用2MHzs或25MHz,以及晶片尺寸不大于Φ28mm探头. 3.2.4 探头主声束应无双峰,无偏斜. 3.3 耦合剂 可采用机油、甘油等透声性能好,且不损害工件的液体. 4探伤时机及准备工作
锻件常见缺陷
锻件常见缺陷 型材常见的缺陷有哪些? 答:划痕、折跌、发裂、结疤、碳化物偏析、白点、非金属夹杂、铝合金的氧化幕、粗晶环,前四种是表面缺陷。后的是内部缺陷少无氧加热的方法有哪些?答:快速加热、介质加热(气体,液体固体)少无氧火焰加热、 1钢锭的内部缺陷有哪些? 2、常见的下料方法有哪些极其特点? 3、金属加热时产生的缺陷有哪些及其防止措施? 4、锻后冷却常见的缺陷及其原因和防止措施? 5、挤压时筒内金属的变形流动? 6、锻造温度范围的确定? 7、金属的锻造前加热的目的极其方法有哪些? 8、热处理有哪些、极其目的? 9、影响金属单性变形流动方向的几个基本因素? 10、锻粗的目的缺陷极其防止措施? 11、拔长的目的的缺陷极其防止措施? 12、冲孔目的的缺陷极其防止措施? 13、自由锻工艺过程的制定? 14、大型锻件的特点? 15、开式模锻各阶段的应力应变分析? 16、开式模锻时影响金属成型的因素? 17、飞边槽的影响? 18、闭式模锻的变形过程分析? 19、打击能量和模压力对成型质量的影 20、挤压是常见缺陷的有哪些极其措施? 21、模锻钮的主要特性有哪些? 22、锻件图设计主要内容有哪些? 23、模锻工艺过程的制定极其内容? 1、钢锭的内部缺陷有哪些? 答:有偏析,夹杂,气泡,气体,缩孔,疏松,裂纹和贱疤。a:偏析:各处成分与杂质分布不均有枝晶、区域偏析。b:夹杂:氧化物、硫化物、等非金属杂质.c:气体:氢、氧等d:缩孔:在冒口区形成的孔洞性缺陷,有大量杂质、e:气泡:产生在冒口底部及中心位置。f:疏松:中心部位,使致密度降低,对力学性能有影响。g:溅疤:钢液飞溅形成的溅疤。 2、常见的下料方法有哪些极其特点? 答: 1、剪切法:特点:效率高,操作简单,断口无金属损耗,·费用低。缺点:呸料局部被压扁、端面不平整、有毛刺和裂缝。2.:锯切法:特点:下料长度精确、端面平整、。缺点:生产效率低。损耗大。3、砂轮片切割法:特点:设备简单、操作方便、下料长度精确、端面平整。缺点:使用范围小,损耗大、易崩碎、噪声大、4这段法:特点:生存率高。损耗小、工具简单、适用于高硬度钢。缺点:要预热,有点麻烦。5:气割法:特点:设备简单、便于野外工作。缺点:切割面不平整、精度差、损耗大、效率低。6:其他:摩擦锯切法、点机械锯割法、阳极机械切割法、电火花切割去。 3、金属加热时产生的缺陷有哪些及其防止措施? 答: 1、氧化:使金属产生氧化皮的现象。措施: a采用快速加热,缩短加热时间。b:减少空气过
混凝土无损检测实验报告.
无损混凝土检测技术实验报告 班级: 组号: 姓名: 指导教师: 2015年6月3日
目录 实验一、混凝土配制实验 (2) 实验二、回弹法检测混凝土的强度 (3) 实验三、超声法检测混凝土强度 (6) 实验四、综合法检测混凝土的强度 (9) 五、实验总结与分析 (11) 参考文献 (12)
学生实验守则 1.实验前必须预习有关实验指导书,了解实验内容、目的和方法, 并写出预习报告。否则,不得进行实验; 2.学生进入实验室,不得大声喧哗、打闹,应严格遵守实验室各项 制度; 3.实验室内各种仪器设备未经有关人员同意,不得任意动用; 4.使用仪器设备应严格遵守操作规程,发现异常现象立即停止使用, 并及时向指导教师报告。因违反操作规程(或未经允许使用)而造成设备损坏,按学校规定处理; 5.实验时应严肃认真,亲自动手,并及时记录和整理实验数据。实 验结束,应将实验结果交指导教师审阅; 6.实验完毕,应将仪器设备擦洗、整理,清扫地面,经指导教师同 意后,方可离开; 7.实验报告应及时完成,不得转抄他人结果,并按指定时间交给指 导教师批阅。
实验一、混凝土配制实验 实验条件:湿度51 %,温度25 ℃实验时间:2015 年 4 月 2 日 1. 实验目的: 制作强度为C45混凝土试块,为之后的强度检测实验做准备 2. 实验仪器: 搅拌机,磅秤,天平,台秤,拌板,拌铲,盛器等 3. 实验原材料: 1.配制 25 L混凝土材料用量: 水泥 9.92 kg 砂 13.60 kg 卵石 31.74 kg 水 4.25 kg 外加剂 g ( %) 水泥标号:42.5;石料最大粒径30㎜;砂表观密度2600㎏/ m3;石子表观密度2630㎏/m3; 2.普通混凝土配合比:水泥:砂:卵石:水=397:544:1270:170 3.砂率:30% 4.水胶比:W/B=aa×?b/(?cu,0+aa×ab×?b)=0.43 4. 试验方法: 1.根据计算所得的配合比配置25L混凝土并拌合 2.将配制好的混凝土装模,在振动台上振实成型 3.将成型后试件编号并静置,一天后进行拆模将混凝土试块放入标准养护室中养护28d
锻件的缺陷包括表面缺陷和内部缺陷
锻件的缺陷包括表面缺陷和内部缺陷。有的锻件缺陷会影响后续工序的加工质量,有的则严重影响锻件的性能,降低所制成品件的使用寿命,甚至危及安全。因此,为提高锻件质量,避免锻件缺陷的产生,应采取相应的工艺 锻件的缺陷包括表面缺陷和内部缺陷。有的锻件缺陷会影响后续工序的加工质量,有的则严重影响锻件的性能,降低所制成品件的使用寿命,甚至危及安全。因此,为提高锻件质量,避免锻件缺陷的产生,应采取相应的工艺对策,同时还应加强生产全过程的质量控制。本章概要介绍三方面的问题:锻造对金属组织、性能的影响与锻件缺陷;锻件质量检验的内容和方法;锻件质量分析的一般过程。 (一)锻造对金属组织和性能的影响锻造生产中,除了必须保证锻件所要求的形状和尺寸外,还必须满足零件在使用过程中所提出的性能要求,其中主要包括:强度指针、塑性指针、冲击韧度、疲劳强度、断裂韧度和抗应力腐蚀性能等,对高温工作的零件,还有高温瞬时拉伸性能、持久性能、抗蠕变性能和热疲劳性能等。锻造用的原材料是铸锭、轧材、挤材和锻坯。而轧材、挤材和锻坯分别是铸锭经轧制、挤压及锻造加工后形成的半成品。锻造生产中,采用合理的工艺和工艺参数,可以通过下列几方面来改善原材料的组织和性能:1)打碎柱状晶,改善宏观偏析,把铸态组织变为锻态组织,并在合适的温度和应力条件下,焊合内部孔隙,提高材料的致密度;2)铸锭经过锻造形成纤维组织,进一步通过轧制、挤压、模锻,使锻件得到合理的纤维方向分布;3)控制晶粒的大小和均匀度;4)改善第二相(例如:莱氏体钢中的合金碳化物)的分布;5)使组织得到形变强化或形变——相变强化等。由于上述组织的改善,使锻件的塑性、冲击韧度、疲劳强度及持久性能等也随之得到了提高,然后通过零件的最后热处理就能得到零件所要求的硬度、强度和塑性等良好的综合性能。但是,如果原材料的质量不良或所采用的锻造工艺不合理,则可能产生锻件缺陷,包括表面缺陷、内部缺陷或性能不合格等。 (二)原材料对锻件质量的影响原材料的良好质量是保证锻件质量的先决条件,如原材料存在缺陷,将影响锻件的成形过程及锻件的最终质量。如原材料的化学元素超出规定的范围或杂质元素含量过高,对锻件的成形和质量都会带来较大的影响,例如:S、B、Cu、Sn等元素易形成低熔点相,使锻件易出现热脆。为了获得本质细晶粒钢,钢中残余铝含量