CrMo热处理生产工艺卡
C r M o热处理生产工艺卡 This manuscript was revised by the office on December 10, 2020.
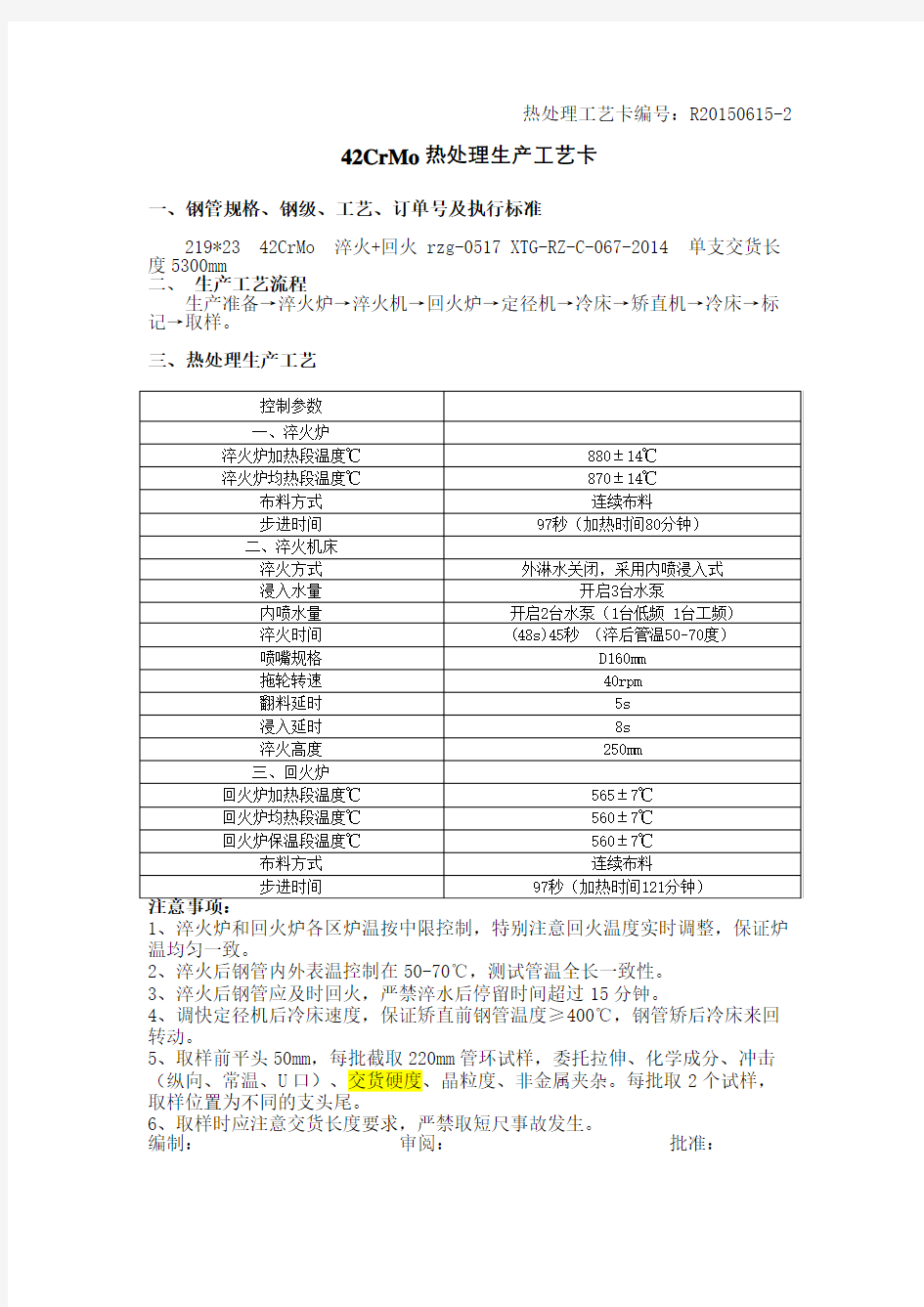
42CrMo热处理生产工艺卡
一、钢管规格、钢级、工艺、订单号及执行标准
219*23 42CrMo 淬火+回火 rzg-0517 XTG-RZ-C-067-2014 单支交货长度5300mm
二、生产工艺流程
生产准备→淬火炉→淬火机→回火炉→定径机→冷床→矫直机→冷床→标记→取样。
三、热处理生产工艺
1、淬火炉和回火炉各区炉温按中限控制,特别注意回火温度实时调整,保证炉温均匀一致。
2、淬火后钢管内外表温控制在50-70℃,测试管温全长一致性。
3、淬火后钢管应及时回火,严禁淬水后停留时间超过15分钟。
4、调快定径机后冷床速度,保证矫直前钢管温度≥400℃,钢管矫后冷床来回转动。
5、取样前平头50mm,每批截取220mm管环试样,委托拉伸、化学成分、冲击(纵向、常温、U口)、交货硬度、晶粒度、非金属夹杂。每批取2个试样,取样位置为不同的支头尾。
6、取样时应注意交货长度要求,严禁取短尺事故发生。
编制:审阅:批准:
42CrMo热处理生产工艺卡
一、钢管规格、钢级、工艺、订单号及执行标准
178*15 42CrMo 淬火+回火 rzg-0505 XTG-JY-C-025-2015 单支交货长度6-9m
二、生产工艺流程
生产准备→淬火炉→淬火机→回火炉→定径机→冷床→矫直机→冷床→标记→取样。
三、热处理生产工艺
1、淬火炉和回火炉各区炉温按中限控制,特别注意回火温度实时调整,保证炉温均匀一致。
2、淬火后钢管内外表温控制在50-70℃,测试管温全长一致性。
3、淬火后钢管应及时回火,严禁淬水后停留时间超过15分钟。
4、调快定径机后冷床速度,保证矫直前钢管温度≥400℃,钢管矫后冷床来回转动。
5、取样前平头50mm,每批截取220mm管环试样,委托拉伸、化学成分、布氏硬度。每批取2个试样,取样位置为不同的支头尾。
6、取样时应注意交货长度要求,严禁取短尺事故发生。
编制:审阅:批准:
42CrMo热处理生产工艺卡
一、钢管规格、钢级、工艺及执行标准
240*55 42CrMo 淬火+回火 rzg-0405 XTG-RZ-C-067-2014 定尺长度6350
二、生产工艺流程
生产准备→淬火炉→淬火机→回火炉→定径机→冷床→矫直机→冷床→标记→取样。
三、热处理生产工艺
1、淬火炉和回火炉各区炉温按中限控制,特别注意回火温度实时调整,保证炉温均匀一致。
2、淬火后钢管内外表温控制在50-70℃,测试管温全长一致性。
3、淬火后钢管应及时回火,严禁淬水后停留时间超过15分钟。
4、调快定径机后冷床速度,保证矫直前钢管温度≥400℃,钢管矫后冷床来回转动。
5、每批截取220mm管环试样,委托拉伸、化学成分、冲击(纵向、常温、U 口)、交货硬度、晶粒度、非金属夹杂。每批取2个试样,取样位置为不同的支头尾。
6、取样时应注意交货长度要求,严禁取短尺事故发生。
编制:审阅:批准:
热处理工艺卡编号:R20150615-10
42CrMo热处理生产工艺卡
一、钢管规格、钢级、工艺及执行标准
177.8*22 42CrMo 淬火+回火 XTG-RZ-C-067-2014 单支交货长度
二、生产工艺流程:
生产准备→淬火炉→淬火机→回火炉→定径机→冷床→矫直机→冷床→标记→取样。
三、热处理42CrMo生产工艺
1、淬火炉和回火炉各区炉温按中限控制,特别注意回火温度实时调整,保证炉温均匀一致。
2、淬火炉压控制在15-25Pa,严禁炉压过大,造成钢管表面氧化严重。
3、淬火后钢管内外表温控制在40-60℃,测试管温全长一致性。
4、淬火后钢管应及时回火,严禁淬水后停留时间超过15分钟。
5、调快定径机后冷床速度,保证矫直前钢管温度≥400℃,钢管矫后冷床来回转动。
6、每批截取200mm管环试样,委托拉伸、化学成分、冲击、交货硬度、非金属夹杂、晶粒度,每批2个试样(不同支的头和尾部)。
7、取样时应注意交货长度要求,严禁取短尺事故发生。
编制:审阅:批准:
热处理工艺卡编号:R20150619-2
42CrMo热处理生产工艺卡
一、钢管规格、钢级、工艺及执行标准
216*53 42CrMo 淬火+回火 XTG-RZ-C-067-2014 库存
二、生产工艺流程
生产准备→淬火炉→淬火机→回火炉→定径机→冷床→矫直机→冷床→标记→取样。
三、热处理生产工艺
1、淬火炉和回火炉各区炉温按中限控制,特别注意回火温度实时调整,保证炉温均匀一致。
2、淬火后钢管内外表温控制在50-70℃,测试管温全长一致性。
3、淬火后钢管应及时回火,严禁淬水后停留时间超过15分钟。
4、调快定径机后冷床速度,保证矫直前钢管温度≥400℃,钢管矫后冷床来回转动。
5、每批截取220mm管环试样,委托拉伸、化学成分、冲击(纵向、常温、U 口)、交货硬度、晶粒度、非金属夹杂。每批取2个试样,取样位置为不同的支头尾。
6、取样时应注意交货长度要求,严禁取短尺事故发生。
编制:审阅:批准: