平面磨床操作说明书
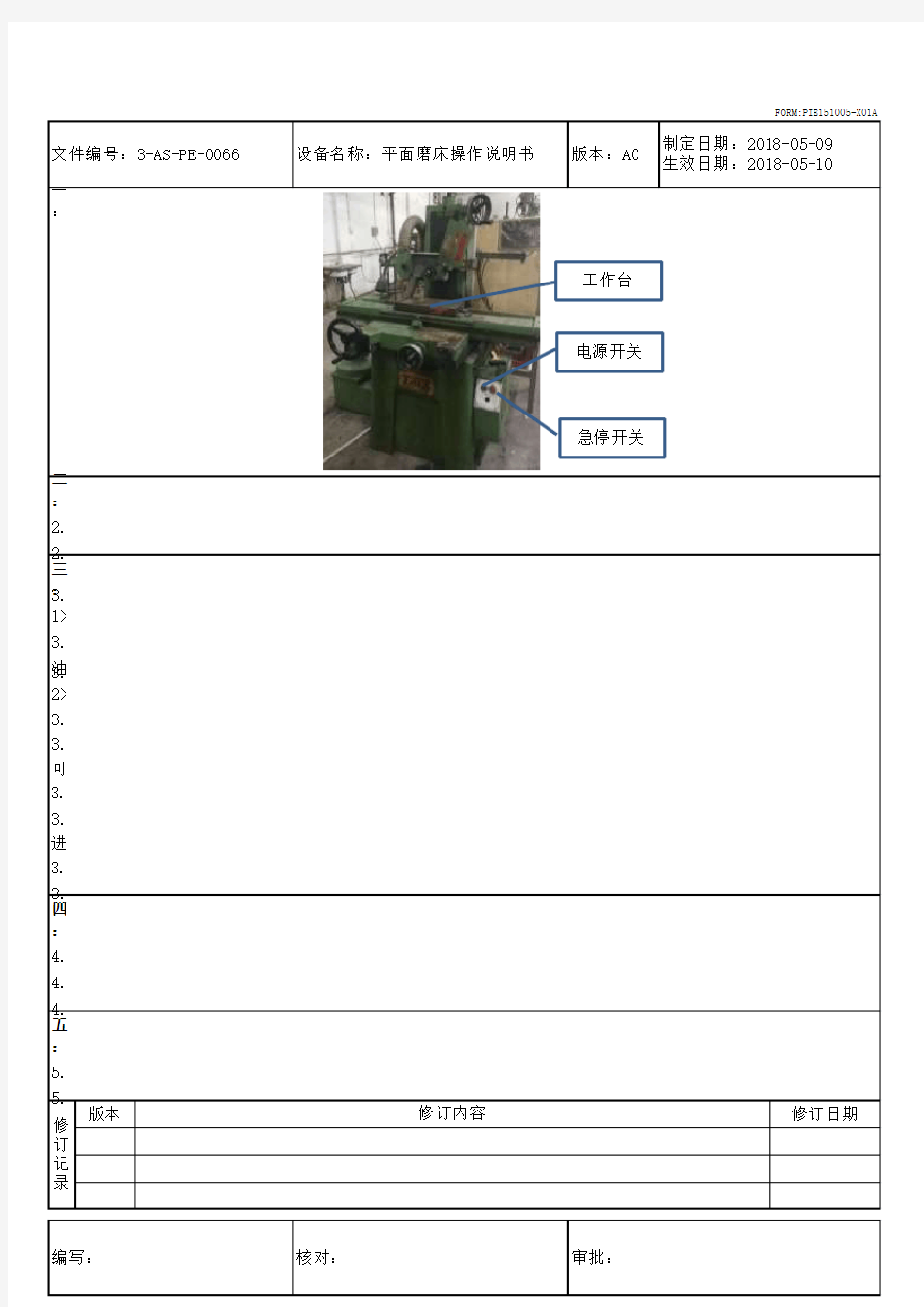
版本:A0一:操作界面图:二:目的:
2.1、确保加工的合理性、正确性及可操作性;规范安全操作,杜绝安全隐患以达到安全生产加工质量;
2.2、指导磨床操作加工者加工及设备维护、保养等工作。
三:操作规定:
3.1>作业前检查:
3.1.1、开机前检查机床各手柄位置及传动部位是否合理,并擦拭各滑动导轨,施加润滑油,各油池、 油盒、弹子油盅等按规定进行加油。
3.2>操作过程:
3.2.1、将工作台清理干净,把所加工之工件加在虎钳上;
3.2.2、修正砂轮,将金刚笔座置于工作台中部,与砂轮成50度斜角并充磁,启动砂轮,砂轮空转15S后 可开始手动修整砂轮,工作台前后移动,修整砂轮手动进给量不超过0.05mm;
3.2.3、清洗工作台面,将工作置于台面正中,并充磁,调校砂轮与工作之前后行程,确认砂轮在工作前后的两个终点;
3.2.4、启动工作台左右行程开关,并调校好砂轮与工件左右的两个终点,然后选择工件的最高点开始手动 进给直至砂轮将工件擦出轻微火花,将砂轮向后移动退出工件范围,开始自动研磨,并打开冷却系统;
3.2.5、工件研磨完成后,将砂轮向后退出工件以外并升高,停止工作台左右移动,使停止于砂轮正对工作台中心位置;
3.2.6、工件退磁,同时关闭砂轮启动开关,清洁工件周围废渣,取下工件检查尺寸,合格后关闭机器。四:注意事项:
4.1、不可戴手套操作,需带防护眼罩;
4.2、严禁注意力不集中作业;
4.3、机器随时做好状态标识,并根据当前状态挂上相应的“工作中”或“暂停使用”的标识牌。五:维护保养:
5.1、每日清洁,清洁机器及台面灰尘。
5.2、每月润滑主轴及工作台,机座防锈。
版本修订日期
核对:审批:制定日期:2018-05-09生效日期:2018-05-10
设备名称:平面磨床操作说明书文件编号:3-AS-PE-0066
编写:修
订
记
录修订内容急停开关
电源开关
工作台