压铸工艺参数与铸件质量的关系
压铸工艺参数与铸件质量
的关系
Prepared on 24 November 2020
压铸工艺参数与铸件质量的关系
一、压铸工艺参数
压铸工艺参数主要有压力,速度、温度和时间。这些参数是相辅相成,而又相互制约的。
1.压力——在压铸中,压力可用压射力和压射比压来表达
(1)压射力——是压铸机压射油缸推动压射活塞运动的力
P 压=024P D π
P 压——压射力(N)
P 0——压射油缸内工作液的压力(MPa)
D ——压射油缸内径(mm)
(2)压射比压——压射时压室内金属液单位面积上所承受的压力
24d
P P π压= P ——压射比压(MPa)
d ——压室(冲头)直径(mm)
压射比压的调整(内浇口面积不变时)主要是调整压铸机的压射力或改变压室的直径。
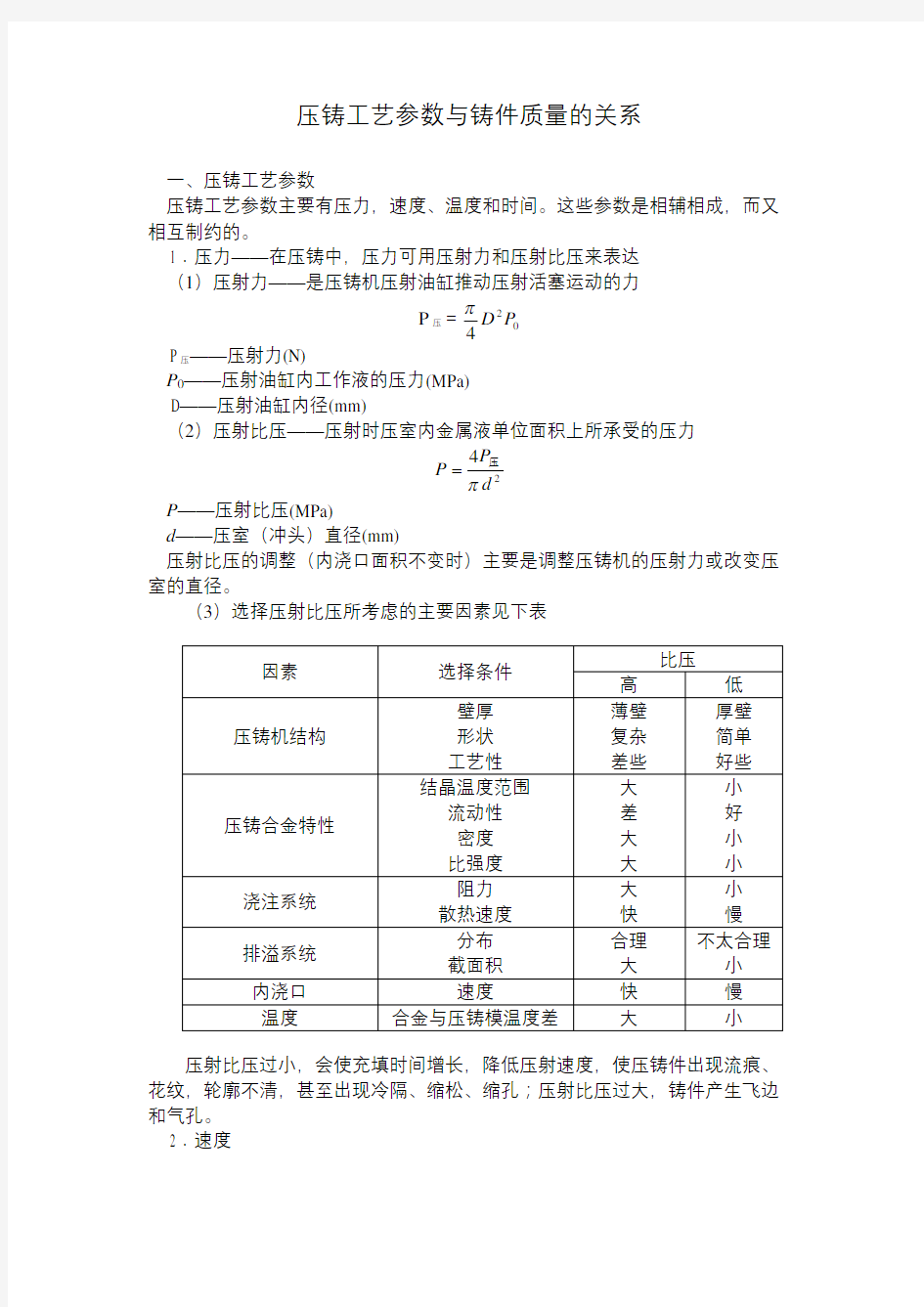
(3)选择压射比压所考虑的主要因素见下表
压射比压过小,会使充填时间增长,降低压射速度,使压铸件出现流痕、花纹,轮廓不清,甚至出现冷隔、缩松、缩孔;压射比压过大,铸件产生飞边和气孔。
2.速度
速度分为压射速度和充填速度
(1)压射速度是压射冲头推动金属液时的移动速度(也称冲头速度)。在压射运动中压射速度分为慢(低)压射速度和快压射速度。
压铸开始时采用慢压射速度以利于排除压室内的气体和减少压力损失。
快压射速度大小直接影响金属的充填速度。
(2)充填速度
充填速度是金属液在压力作用下通过内浇口进入型腔的线速度,又称内浇口充填速度。
充填速度的调节一般用调整压射冲头速度,更换压室直径和改变内浇口面积来实现,即:冲头面积×冲头速度=内浇口截面积×充填速度。
通常选用内浇口充填速度范围:锌合金为25~50m/s,铝合金30-60m/s,镁合金为40-100 m/s。一般要求不高的压铸件、厚壁、简单件取小值,要求质量高与受力件和壁薄、复杂件取大值。
充填速度过大,产生喷射,易堵塞排气道,出现气孔。充填速度不够则会容易产生铸件轮廓不清、流痕和花纹,甚至会出现冷隔和缺肉等缺陷。
3.温度
温度有浇注温度与模具温度。
(1)浇注温度
一般指金属液浇入压射室至填充型腔时间段内的平均温度。通常在保证填充成型和达到质量要求的前提下,采用尽可能低的温度;一般以高于压铸合金液相温度10-20℃为宜,各种合金温度选择范围如下:
锌合金为410℃-450℃;
铝合金为620℃-720℃;
镁合金为610℃-680℃;
选择时应考虑如下因素:合金流动性,铸件复杂程度、壁厚,模具热容量大小与散热的快慢。浇注温度高低直接关系到裂纹、冷隔、缩孔、缩松和粘模等缺陷的产生。
(2)模具温度
模具温度直接影响到铸件质量和压铸模的寿命,在生产前要进行预热,在压铸过程要保持一定的温度,压铸型的预热温度和工作温度选择参考下表。
铸型预热及工作温度不够,容易产生铸件欠铸、冷隔、流痕;温度过高则易产生粘模,铸件表面出现气泡等缺陷。
4.时间
(1)充填时间
金属液从内浇口开始进入型腔到充满型腔所需时间称为充填时间。充填时间与比压、内浇口速度、内浇口截面面积有关:
T?
Q
=/
F
V
T——充填时间(S);
Q——进入铸型金属液体积(M3);
F——为内浇口截面积(M2);
V——内浇口速度(m/s)。
影响充填时间的因素有:浇注温度与模具温度、铸型型腔结构、铸件壁厚、排气效果、金属液过热度和涂料有关。充填时间过长,铸件易出现流痕、冷隔、缺肉等缺陷。
选用参考值见《压铸实用技术》表16-3。
(2)持压时间
金属液充满型腔之后,在压力作用下使铸件完全凝固,这段时间称为持压时间,持压时间长短与铸件壁厚和金属结晶温度范围有关。持压时间不够,不利于压力传递和金属液补缩,使铸件组织不致密。
持压时间的选择可参考《压铸实用技术》表16-4。
(3)留模时间
从持压终了至开模顶出铸件为止的时间称为留模时间,留模时间根据合金性质、铸件结构和壁厚确定。合金收缩率大、热强度高留模时间可短些,壁薄、结构较复杂的铸件留模时间可短些;常以铸件顶出不变形、不开裂的最短时间为宜。留模时间不够,铸件内气体膨胀形成气泡;同时,铸件得不到充分冷却,被顶出铸型时会发生变形、甚至出现裂纹等缺陷。
留模时间的选用见《压铸实用技术》表16-5。
二、工艺参数与压铸件质量
综上所述,工艺参数与压铸件质量(部分缺陷)的关系可汇总下表:
压铸参数计算
压铸工艺参数的计算 从持压终了至开模这段时间,根据铸件厚薄、复杂结构选择。综合压铸过程的压铸工艺参数压力、速度、温度、时间选项择为:铸件壁厚、结构复杂,压力要大,留模时间要长;铸件壁薄、结构复杂,压射速度要快,模具温度要高; 留模时间=产品壁厚X产品壁厚 A、填充时间 填充时间=0.01x产品壁厚x产品壁厚 b、依据模具条件的高速速度 高速速度=(产品+溢流重量)/压室截面积X填充时间X铝液密度 C.依据机器能力的高速速度 模具临界速度=550X√(浇口截面积)2X压射缸截面积XACC压力X10/(压室截面积)3 (注:只考虑模具的浇口抵抗,充填抵抗时的实打速度) d.确认浇口速度 浇口速度=压室截面积/浇口截面积X高速速度 (一般为40-60m/s) 例题:产品壁厚:3mm,产品+溢流重量:510g,压室截面积:19.63cm2,浇口截面积:1.04cm2,铝液密度:2.6g/cm3,ACC压力:14MPa,压射缸截面积:(π/4)×112=95cm2。 a.填充时间=0.01×3×3=0.063s b.高速速度=(510/19.63×0.063×2.6)=1.59m/s c.模具临界速度=550X√(1.04)2×95×14×19/(19.63)3=7.58m/s d.浇口速度=(19.63/1.04)X1.59=30.01m/s (3)快慢速度转换行程 对于铝、镁合金来说,各个压射阶段的切换点尤为重要,比如低速在什么时候转入高速,高速什么时候转为增压等,直接影响到产品的表面和内部质量。 转换行程=空打行程-(产品+溢流重量/压室截面积X熔液密度)-余料厚度-1cm
压铸件工艺参数的设定
压铸件工艺参数的设定 2011-11-24 8:57:20 在压铸行业,工艺参数对产品质量的影响更多的是靠试验的方法,许多工程技术人员不能深入的进行分析,生产铸件的条件无法用数据来描述。 本文就压铸工艺参数理论计算和实践两方面进行讨论研究。压力铸造的主要工艺参数有行程(速度转换点)、速度、时间和压力等。而本文重点分析速度和行程两个主要参数。 1. 压铸的四阶段压射 计算压力铸造工艺参数,首先要定义压铸的四个压射阶段。 1.1.1 第一阶段:慢压射1为防止金属液溅出,冲头越过浇料口的过程,压射的第一阶段通常是缓慢的。 1.1.2 第二阶段:慢压射2金属液以较低的速度运动至内浇口的阶段,主要目的是排出压室内的空气,集中铝液于压室内。 1.1.3 第三阶段:快压射金属液由内浇口填充型腔直至充满为止,主要目的是成型并排出型腔中气体。 1.1.4 第四阶段:增压阶段型腔充满后建立最后的增压,使铸件在高压压力下凝固,从而使铸件致密。 1.2 计算模型 1.2.1 根据1.1定义(参照图1),可以得到金属液在各阶段合金液的重量关系式。 G2=G浇 G3+G4=G铸+G溢流 其中:G3+G4为金属液刚达到内浇口处时冲头端面至冲头停止之间的铝液重量,即为快压射起始点位置至冲头停止行程内金属液的容量。 G铸为铸件重量 G溢为溢流系统的重量 G2为慢压射2行程内压室能容纳的金属液重量 G浇为浇注系统的重量 1.2.2 流道中单位时间内不同位置截面中通过合金液的流量关系式(见图2) 金属液在流动过程中,单位时间内通过截面的流量Q相等,则Q=V1×S1=V2×S2= V3×S3 (注:V3×S3是利用等式,而非金属液流量) 其中V1:冲头速度 S1:冲头面积 V2:内浇口速度 S2:内浇口面积 V3:排气槽气体速度(推荐值75m/s)
压铸工艺参数的设定和调节
压铸工艺参数的设定和调节 压铸生产中机器工艺参数的设定和调节直接影响产品的质量。一个参数可能造成产品的多个缺陷,而同一产品的同一缺陷有可能与多个参数有关,要求在试压铸生产中要仔细分析工艺参数的变化对铸件成形的影响。压铸生产厂家通常由专人设定和调节机器参数。 一、卧式冷室压铸机主要工艺参数的设定和调节 下面以力劲机械厂有限公司生产的DCC280 卧式冷室压铸机为例,说明压铸生产中主要工艺参数的设定。 1. 主要工艺参数的设定 (1)射料时间:射料时间大小与铸件壁厚成正比,对于铸件质量较大、压射一速速度较慢且所需时间较长时,射料时间可适当加大,一般在2s 以上。射料二速冲头运动的时间等于填充时间。 (2)开型(模)时间:开型(模)时间一般在2s 以上。压铸件较厚比较薄的开型(模)时间较之要长,结构复杂的型(模)具比结构简单的型(模)具开型(模)时间较之要长。调节开始时可以略为长一点时间,然后再缩短,注意机器工作程序为先开型(模)后再开安全门,以防止未完全冷却的铸件喷溅伤人。 (3)顶出延时时间:在保证产品充分凝固成型且不粘模的前提下,尽量减短顶出延时时间,一般在0.5s以上。 (4)顶回延时时间:在保证能顺利地取出铸件的前提下尽量减短顶回延时时间,一般在0.5s 以上。 (5)储能时间:一般在2s 左右,在设定时操作机器作自动循环运动,观察储能时间结束时,压力是否能达到设定值,在能达到设定压力值的前提下尽量减短储能时间。 (6)顶针次数:根据型(模)具要求来设定顶针次数。 (7)压力参数设定在保证机器能正常工作,铸件产品质量能合乎要求的前提下,尽量减小工作压力。 选择、设定压射比压时应考虑如下因素: 1)压铸件结构特性决定压力参数的设定。 ①壁厚:薄壁件,压射比压可选高些;厚壁件,增压比压可选高些。 ②铸件几何形状复杂程度:形状复杂件,选择高的比压;形状简单件,比压低些。 ③工艺合理性:工艺合理性好,比压低些。
压铸工艺参数(速度)教案(精)
职业教育材料成型与控制技术专业 教学资源库 《铝合金铸件铸造技术》课程教案 压力铸造 —压铸工艺参数(速度) 制作人:刘洋 陕西工业职业技术学院
压力铸造—压铸工艺参数(速度) 一、压射速度 压射速度又称冲头速度,它是压室内的压射冲头推动金属液的移动速度,也就是压射冲头的速度。压射过程中压射速度是变化的,它可分成低速和高速两个阶段,通过压铸机的速度调节阀可进行无级调速。 压射第一、第二阶段是低速压射,可防止金属液从加料口溅出,同时使压室内的空气有较充分的时间逸出,并使金属液堆积在内浇口前沿。低速压射的速度根据浇到压室内金属液的多少而定,可按表1选择。压射第三阶段是高速压射,以便金属液通过内浇口后迅速充满型腔,并出现压力峰,将压铸件压实,消除或减小缩孔、缩松。 表1 低速压射速度的选择 计算高速压射速度时,先由表2确定充填时间然后按下式计算: u高=4V[l+(n-l)×0.1]/(πd2t) 式中u高—高速压射速度(m/s); V—型腔容积,包括溢流槽部分及浇注系统部分(m3); n—型腔数; d—压射冲头直径(m); t—填充时间(s)。 按式计算的高速压射速度是最小速度,一般压铸件可按计算数值提高
1.2倍,有较大镶件的压铸件或大模具压小铸件时,可提高至1.5~2倍。 二、充型速度 金属液通过内浇口处的线速度称为充型速度,又称内浇口速度。它是压铸工艺的重要参数之一。选用内浇口速度时,请注意如下几点: (1)铸件形状复杂或薄壁时,内浇口速度应高些; (2)合金浇入温度低时,内浇口速度可高些; (3)合金和模具材料导热性能好时,内浇口速度应高些; (4)内浇口厚度较厚时,内浇口速度应高些。 计算高速压射速度时,按下式计算: υ/V=πD2/4F 式中V—压射速度(m/s); υ—充型线速度(m/s); D—压室或冲头截面直径(m); F—内浇口直径(m)。 一般压铸件可按计算数值提高1.2倍,有较大镶件的压铸件或大模具压小铸件时,可提高至1.5~2倍。
压铸机工艺参数
?压铸工艺参数分析(一) ? ? 为了便于分析压铸工艺参数,下面示出如图5-1和图5-2所示的卧式冷室压铸机压射过程图以及压射曲 线图。压射过程按三个阶段进行分析。 第一阶段(图5-1b):由0 -Ⅰ和Ⅰ-Ⅱ两段组成。0 -Ⅰ段是压射冲头以低速运动,封住浇料口,推动金属液在压射室内平稳上升,使压射室内空气慢慢排出,并防止金属液从浇口溅出;Ⅰ-Ⅱ段是压射冲头以较快的速度 运动,使金属液充满压射室前端并堆聚在内浇口前沿。 第二阶段(图5-1c):Ⅱ-Ⅲ段,压射冲头快速运动阶段,使金属液充满整个型腔与浇注系统。 第三阶段(图5-1d):Ⅲ-Ⅳ段,压射冲头终压阶段,压射冲头运动基本停止,速度逐渐降为0。 a)
图 5-1 卧式冷室压铸机压射过程图 图5-2 卧式冷室压铸机压射曲线图 s--冲头位移曲线P0--压力曲线v--速度曲线 1、压力参数 (1)压射力压射冲头在0-Ⅰ段,压射力是为了克服压射室与压射冲头和液压缸与活塞之间的摩擦阻力;Ⅰ-Ⅱ段,压射力上升,产生第一个压力峰,足以能达到突破内浇口阻力为止;Ⅱ-Ⅲ段,压射力继续上升,产生第二个压力峰;Ⅲ-Ⅳ段,压射力作用于正在凝固的金属液上,使之压实,此阶段有增压机构才能实现, 此阶段压射力也叫增压压射力。 (2)比压比压可分为压射比压和增压比压。 在压射运动过程中0-Ⅲ段,压射室内金属液单位面积上所受的压射力称为压射比压;在Ⅲ-Ⅳ段,压射室内金属液单位面积上所受的增压压射力称为增压比压。比压是确保铸件质量的重要参数之一,推荐选用的增
压比压如表5-1所示。 表5-1 增压比压选用值(单位:MPa) (3)胀型力压铸过程中,充填型腔的金属液将压射活塞的比压传递至型(模)具型腔壁面上的力称为胀型力。主胀型力的大小等于铸件在分型面上的投影面积(多腔模则为各腔投影面积之和),浇注系统、溢流、排气系统的面积(一般取总面积的30%)乘以比压,其计算公式如下 F主=APb/10 式中F主-主胀型力(KN); A-铸件在分型面上的投影面积(cm2); Pb-压射比压(MPa)。 分胀型力(F分)的大小是作用在斜销抽芯、斜滑块抽芯、液压抽芯锁紧面上的分力引起的胀型力之和。 (4)锁型(模)力锁型(模)力是表示压铸机的大小的最基本参数,其作用是克服压铸填充时的胀型力。在压铸机生产中应保证型(模)具在胀型力的作用下不致胀开。压铸机的锁型(模)力必须大于胀型力才是 可靠的,锁型(模)力和胀型力的关系如下: F锁≥K(F主+F分) 式中F锁--压铸机应有的锁型(模)力(KN); K--安全系数,一般取1.25; F主--主胀型力(KN); F分--分胀型力(KN)。 在压铸生产过程中,锁型(模)力大小的选择直接反映到压铸分型面处有否料液飞溅、铸件内组织的密度、有否气孔、成形是否完整、有否飞边及毛刺等。调整时,在保证铸件合格的前提下尽量减小锁型(模)力。 为简化选用压铸机时各参数的计算,可根据压铸机具体的工作性能作出“比压、投影面积与胀型力关系图”,参见图5-3。在已知型(模)具分型面上铸件总投影面积∑A和所选用的压射比压Pb后,能从图中直接查出 胀型力。
压铸工艺参数与铸件质量的关系
压铸工艺参数与铸件质量的关系 一、压铸工艺参数 压铸工艺参数主要有压力,速度、温度和时间。这些参数是相辅相成,而又相互制约的。 1.压力——在压铸中,压力可用压射力和压射比压来表达 (1)压射力——是压铸机压射油缸推动压射活塞运动的力 P 压= 024 P D π P 压——压射力(N) P 0——压射油缸内工作液的压力(MPa) D ——压射油缸内径(mm) (2)压射比压——压射时压室内金属液单位面积上所承受的压力 2 4d P P π压= P ——压射比压(MPa) d ——压室(冲头)直径(mm) 压射比压的调整(内浇口面积不变时)主要是调整压铸机的压射力或改变压室的直径。 (3)选择压射比压所考虑的主要因素见下表 压射比压过小,会使充填时间增长,降低压射速度,使压铸件出现流痕、花纹,轮廓不清,甚至出现冷隔、缩松、缩孔;压射比压过大,铸件产生飞边和气孔。 2.速度 速度分为压射速度和充填速度 (1)压射速度是压射冲头推动金属液时的移动速度(也称冲头速度)。在压射运动中压射速度分为慢(低)压射速度和快压射速度。 压铸开始时采用慢压射速度以利于排除压室内的气体和减少压力损失。
快压射速度大小直接影响金属的充填速度。 (2)充填速度 充填速度是金属液在压力作用下通过内浇口进入型腔的线速度,又称内浇口充填速度。 充填速度的调节一般用调整压射冲头速度,更换压室直径和改变内浇口面积来实现,即:冲头面积×冲头速度=内浇口截面积×充填速度。 通常选用内浇口充填速度范围:锌合金为25~50m/s,铝合金30-60m/s,镁合金为40-100 m/s。一般要求不高的压铸件、厚壁、简单件取小值,要求质量高与受力件和壁薄、复杂件取大值。 充填速度过大,产生喷射,易堵塞排气道,出现气孔。充填速度不够则会容易产生铸件轮廓不清、流痕和花纹,甚至会出现冷隔和缺肉等缺陷。 3.温度 温度有浇注温度与模具温度。 (1)浇注温度 一般指金属液浇入压射室至填充型腔时间段内的平均温度。通常在保证填充成型和达到质量要求的前提下,采用尽可能低的温度;一般以高于压铸合金液相温度10-20℃为宜,各种合金温度选择范围如下: 锌合金为410℃-450℃; 铝合金为620℃-720℃; 镁合金为610℃-680℃; 选择时应考虑如下因素:合金流动性,铸件复杂程度、壁厚,模具热容量大小与散热的快慢。浇注温度高低直接关系到裂纹、冷隔、缩孔、缩松和粘模等缺陷的产生。 (2)模具温度 模具温度直接影响到铸件质量和压铸模的寿命,在生产前要进行预热,在压铸过程要保持一定的温度,压铸型的预热温度和工作温度选择参考下表。 铸型预热及工作温度不够,容易产生铸件欠铸、冷隔、流痕;温度过高则易产生粘模,铸件表面出现气泡等缺陷。 4.时间 (1)充填时间 金属液从内浇口开始进入型腔到充满型腔所需时间称为充填时间。充填时间与比压、内浇口速度、内浇口截面面积有关: T? =/ F Q V T——充填时间(S); Q——进入铸型金属液体积(M3);
压铸工艺参数分析(精)
压铸工艺参数分析 压铸工艺参数分析 为了便于分析压铸工艺参数,下面示出如图5-1和图5-2所示的卧式冷室压铸机压射过程图以及压 射曲线图。压射过程按三个阶段进行分析。 第一阶段(图5-1b):由0 -Ⅰ和Ⅰ-Ⅱ两段组成。0 -Ⅰ段是压射冲头以低速运动,封住浇料口,推动金属液在压射室内平稳上升,使压射室内空气慢慢排出,并防止金属液从浇口溅出;Ⅰ-Ⅱ段是压射冲头以较快的速度运动,使金属液充满压射室前端并堆聚在内浇口前沿。 第二阶段(图5-1c):Ⅱ-Ⅲ段,压射冲头快速运动阶段,使金属液充满整个型腔与浇注系统。 第三阶段(图5-1d):Ⅲ-Ⅳ段,压射冲头终压阶段,压射冲头运动基本停止,速度逐渐降为0。 a) c) 图5-1 卧式冷室压铸机压射过程图
图5-2 卧式冷室压铸机压射曲线图 s--冲头位移曲线 P0--压力曲线 v--速度曲线 1、压力参数 (1)压射力压射冲头在0-Ⅰ段,压射力是为了克服压射室与压射冲头和液压缸与活塞之间的摩擦阻力;Ⅰ-Ⅱ段,压射力上升,产生第一个压力峰,足以能达到突破内浇口阻力为止;Ⅱ-Ⅲ段,压射力继续上升,产生第二个压力峰;Ⅲ-Ⅳ段,压射力作用于正在凝固的金属液上,使之压实,此阶段有增压机构才能实现,此阶段压射力也叫增压压射力。 (2)比压比压可分为压射比压和增压比压。 在压射运动过程中0-Ⅲ段,压射室内金属液单位面积上所受的压射力称为压射比压;在Ⅲ-Ⅳ段,压射室内金属液单位面积上所受的增压压射力称为增压比压。比压是确保铸件质量的重要参数之 一,推荐选用的增压比压如表5-1所示。 表5-1 增压比压选用值(单位:MPa) (3)胀型力压铸过程中,充填型腔的金属液将压射活塞的比压传递至型(模)具型腔壁面上的力称为胀型力。主胀型力的大小等于铸件在分型面上的投影面积(多腔模则为各腔投影面积之和),浇注系统、溢流、排气系统的面积(一般取总面积的30%)乘以比压,其计算公式如下 F主=APb/10 式中 F主-主胀型力(KN); A-铸件在分型面上的投影面积(cm2);
压力铸造“三要素”分析实
压力铸造“三要素”分析实 压铸模、压铸机、压铸工艺是压力铸造关键的“三要素”。这三要素是保证压铸件质量、提高压铸件生产效率、降低压铸生产成本的重要因素。三者之间的关系和作用如下所述:压铸模—是压力铸造中最重要的工具,它是三要素中最关键的要素。只要压铸模具备了合理的澆注系统,合理的模具结构,又有合理的模具制造精度,就具备了压力铸造的重要条件。它可以弥补压铸机的某些不足,也可以放宽对压铸工艺参数相应的调整范围,这就给压铸生产带来极大的方便,压铸工艺参数的调整就方便得多,这就加大了保证铸质量的可靠性。有人说压力铸造需要打造尽量多的傻瓜(非常方便调整工艺参数的)模具也就是此意思。有很多人说压铸模在压力铸造技术中的重要性占60%的比重,又有很多人说它在压力铸造中的重要性占70—80%的比重,不管是多少,这就反应出压铸模它在众多人心目中的重要性了。总之压铸模的重要性它占据了三要素之首。 压铸机—是在压力铸造中的一个重要设备。;是压力铸造成功的一个重要条件;它既是模具安装的场地;又是工艺参数调节处所,起到承上启下的重要作用。压铸机性能的好坏,直接影响到所生产的压铸件质量和生产效率高低。 压铸工艺参数—实际上是把压铸模具和压铸机联系起来的纽带。如果有了质量好的模具和性能较好的压铸机,压铸工艺参数的调节范围就放宽多了,工艺参数调整就很方便了。如果前述的某一个条件较差,工艺参数的调整就困难多,即是调整好了,一但某个工艺因素略有所变动,就直接影响到压铸件生产质量和生产效率,造成生产质量不稳定。所以压铸工艺参数一定要弥补前两者之不足。 前三者必须是密切配合的情况下,才能对提高压铸件质量,给压力铸造带来整体效益。每一个压铸工作者,应在实际生产实践中要认清三者的关系,来处理好生产中的实际问题。分析方法,可参考下述实例进行:
压铸工艺流程图示
上海旭东压铸技术咨询培训资料 压铸工艺参数 一、压铸工艺流程图示 2,压铸模安装 17,终检验 5,涂料配制
上海旭东压铸技术咨询培训资料压铸工艺参数 二、压射压力 注:t1 金属液在压室中未承受压力的时间;P1为一级(慢速)t2 金属液于压室中在压射冲头的作用下,通过内浇口充填型腔的时间;P2为二级(快速) t3 充填刚刚结束时的舜间;P3为三级(增压) t4 最终静压力;P4为补充压实铸件 4P y P b= Лd2 式中:P b 比压(Mpa); Py 机器的压射力(N); (压射力=压射缸直径×蓄压器压射时间最小压力) d 压室(冲头)直径(MM) 选择比压考虑的的主要因素 上海旭东压铸技术咨询培训资料压铸工艺参数
比压 因素选择条件 高低 壁厚薄壁厚壁压铸件结构形状复杂简单 工艺性差些好些 结晶温度范围大小压铸合金特性流动性差好 密度大小 比强度大小 阻力大小浇注系统散热速度快慢 公布合理不太合理排溢系统截面积大小 内浇口速度快慢 温度合金与压铸模具温度大小 ●压铸各种合金常用比压表(Mpa) 铸件壁厚≤3(mm) 铸件壁厚>3(mm)合金结构简单结构复杂结构简单结构复杂 锌合金20-30 30-40 40-50 50-60 铝硅、铝铜合金25-35 35-45 45-60 60-70 铝、镁合金30-40 40-50 50-65 65-75 镁合金30-40 40-50 50-65 65-80 铜合金40-50 50-60 60-70 70-80 ●压力损失折算系数K 直浇道导入口截面F1, K值与内浇铸口截面F2之比>1 =1 <1 立式冷室压铸机 0.66-0.70 0.72-0.74 0.76-0.78 卧式冷室压铸机0.88
压铸机调试工艺参数
压铸机调试工艺参数 1.机器在调节时应注意的事项 1)只能调节机器使用说明书上指出的可调参数。调压时应按使用说明书的要求进行,不准大于规定的压力值,尽量防止调压过高,而致使油温增高或损坏元件。 2)不准在执行元件(液压缸、液压马达)运动状态下调节系统工作压力。 3)调压前应先检查压力表是否损坏,若有异常,待压力表更换后再调节压力。 4)调压前,先把所要调节的调压阀上的调节螺母放松,调压后,应将调节螺钉的紧固螺母拧紧,以免松动。 2.主要工艺参数的调节技能 (1)开、合型(模)慢速段的调节 开型(模)和合型(模)慢速段的速度统一由慢速油阀左侧的调节螺钉控制。顺时针旋紧螺钉,则开、合型(模)慢速段速度减慢,逆时针旋松螺钉,则开、合型(模)慢速速度加快。调节合适后,将固定螺母拧紧,如图1所示 图1开、合型(模)慢速段的调节 (2)开、合型(模)常速(即快速)段的调节 1)开型(模)常速段速度由开、合型(模)换向阀右侧的调节螺钉控制。顺时针旋紧螺钉,则速度减慢,逆时针旋松螺钉,则速度加快。调节合适后,将固定螺母拧紧,如图2所示。 图2开型(模)常速(即快速)段的调节 2)合型(模)常速段速度由开、合型(模)换向阀左侧的调节螺钉控制。顺时针旋紧调节螺钉,则合型常速段速度减慢,逆时针旋松调节螺钉,则合型常速段速度加快。调节合适后,将固定螺母拧紧,如图3所示。
图3合型(模)常速(即快速)段的调节 (3)低压大流量泵压力的调节 起动机器作自动循环运动,用手旋转双泵流量控制阀上的调节螺钉,可调节低压压力到一定值(一般5×106Pa(50bar)左右),低压压力值从低压压力指示表上读出。调节合适后,将固定螺母拧紧,如图4所示。 图4低压大流量泵压力的调节 (4)射料二速工作压力的调节 射料二速工作压力由控制二速压力的调节螺钉调节,用手旋转减压阀上的调节螺钉可调节压力大小,其压力示值从射料二速压力表中读出,此压力即为二速射料运动中的射料压力。DCC400卧式冷室压铸机具体调节步骤如下: 1)先旋松截止阀上调节螺钉,使二速蓄能器卸荷后再旋紧,如图5所示。 图5旋松截止阀 2)旋松减压阀调节螺钉上的紧固螺母,如图6所示。
(工艺流程)压铸工艺流程图示
一、压铸工艺流程图示
二、压射压力 注:t1 金属液在压室中未承受压力的时间;P1为一级(慢速) t2 金属液于压室中在压射冲头的作用下,通过内浇口充填型腔的时间;P2为二级(快速) t3 充填刚刚结束时的舜间;P3为三级(增压) t4 最终静压力;P4为补充压实铸件 4P y P b= Лd2 式中:P b 比压(Mpa); Py 机器的压射力(N); (压射力=压射缸直径×蓄压器压射时间最小压力) d 压室(冲头)直径(MM) 选择比压考虑的的主要因素
比压 因素选择条件 高低 壁厚薄壁厚壁压铸件结构形状复杂简单 工艺性差些好些 结晶温度范围大小压铸合金特性流动性差好 密度大小 比强度大小 阻力大小浇注系统散热速度快慢 公布合理不太合理排溢系统截面积大小 内浇口速度快慢 温度合金与压铸模具温度大小 ●压铸各种合金常用比压表(Mpa) 铸件壁厚≤3(mm) 铸件壁厚>3(mm)合金结构简单结构复杂结构简单结构复杂 锌合金20-30 30-40 40-50 50-60 铝硅、铝铜合金25-35 35-45 45-60 60-70 铝、镁合金30-40 40-50 50-65 65-75 镁合金30-40 40-50 50-65 65-80 铜合金40-50 50-60 60-70 70-80 ●压力损失折算系数K 直浇道导入口截面F1,K值与内浇铸口截面F2之比>1 =1 <1 立式冷室压铸机0.66-0.70 0.72-0.74 0.76-0.78 卧式冷室压铸机0.88
上海旭东压铸技术咨询培训资料压铸工艺参数 ●压射速度 浇注金属液量占压室容积百分数(%) 压射速度(cm/s) ≤30 30-40 30-60 20-30 >60 10-20 ●高压速度计算公式: V Vh= ×[1+(n-1)×0.1] 1/4Лd2T 式中:Vh 高速压射速度(CM/S); V 型腔容积(CM3); N 型腔数; D 冲头直径(CM); T 适当的充填时间。 ●持压时间 压铸合金铸件壁厚<2.5MM 铸件壁厚>2,5~6MM 锌合金1~2 3~7 铝合金1~2 3~8 镁合金1~2 3~8 铜合金2~3 5~10
压铸机工艺参数的设定和调节方法(转载)
第四节工艺参数的设定和调节技能 压铸生产中机器工艺参数的设定和调节直接影响产品的质量。一个参数可能造成产品的多个缺陷,而同一产品的同一缺陷有可能与多个参数有关,要求在试压铸生产中要仔细分析工艺参数的变化对铸件成形的影响。压铸生产厂家通常由专人设定和调节机器参数。下面以力劲机械厂有限公司生产的DCC280卧式冷室压铸机为例,说明压铸生产中主要工艺参数的设定和调节技能。 一、主要工艺参数的设定技能 DCC280卧式冷室压铸机设定的内容及方法如下: (1)射料时间:射料时间大小与铸件壁厚成正比,对于铸件质量较大、压射一速速度较慢且所需时间较长时,射料时间可适当加大,一般在2S以上。射料二速冲头运动的时间等于填充时间。 (2)开型(模)时间:开型(模)时间一般在2S以上。压铸件较厚比较薄的开型(模)时间较之要长,结构复杂的型(模)具比结构简单的型(模)具开型(模)时间较之要长。调节开始时可以略为长一点时间,然后再缩短,注意机器工作程序为先开型(模)后再开安全门,以防止未完全冷却的铸件喷溅伤人。 (3)顶出延时时间:在保证产品充分凝固成型且不粘模的前提下,尽量减短顶出延时时间,一般在0.5S以上。 (4)顶回延时时间:在保证能顺利地取出铸件的前提下尽量减短顶回延时时间,一般在0.5S以上。 (5)储能时间:一般在2S左右,在设定时操作机器作自动循环运动,观察储能时间结束时,压力是否能达到设定值,在能达到设定压力值的前提下尽量减短储能时间。 (6)顶针次数:根据型(模)具要求来设定顶针次数。 (7)压力参数设定 在保证机器能正常工作,铸件产品质量能合乎要求的前提下,尽量减小工作压力。选择、设定压射比压时应考虑如下因素: 1)压铸件结构特性决定压力参数的设定。 ①壁厚:薄壁件,压射比压可选高些;厚壁件,增压比压可选高些。 ②铸件几何形状复杂程度:形状复杂件,选择高的比压;形状简单件,比压低些。 ③工艺合理性:工艺合理性好,比压低些。 2)压铸合金的特性决定压力参数的设定 ①结晶温度范围:结晶温度范围大,选择高比压;结晶温度范围小,比压低些。 ②流动性:流动性好,选择较低压射比压;流动性差,压射比压高些。 ③密度:密度大,压射比压、增压比压均应大;密度小,压射比压、增压比压均选小些。 ④比强度:要求比强度大,增压比压高些。 3)浇注系统决定压力参数的设定 ①浇道阻力:浇道阻力大,主要是由于浇道长、转向多,在同样截面积下、内浇口厚度小产生的,增压比压应选择大些。 ②浇道散热速度:散热速度快,压射比压高些;散热速度慢,压射比压低些。 4)排溢系统决定压力参数的设置 ①排气道分布:排气道分布合理,压射比压、增压比压均选高些。 ②排气道截面积:排气道截面积足够大,压射比压选高些。 5)内浇口速度 要求速度高,压射比压选高些。 (⑥温度 合金与压铸型(模):温差大,压射比压高些;温差小,压射比压低些。 8)压射速度的设定
压铸工艺参数的计算调整
压铸工艺参数的计算调整. .压铸工艺参数的计算与工艺调整
前提:针对目前国内压铸行业使用非实时监控的压铸机具多这一现状. 合理设定压铸参数尤为重要 关键词: 1.吉制点的确定. .2.压射速度的确定
3.增压的确定 4实例分析 ★在压铸过程中,通常的压射功能为:慢压射,一级快压射,二级快压射和增压。其中一级快压射主要用于锤头跟踪,但也可用于由慢到快的过渡压射,根据客户及铸件的需要,强调使用过渡压射时,也可做到锤头跟踪单独控制(此为特供机),增压与二级快压射相连,大吨位的压铸机增压起始吉制独立控制。 ★例:在DCC160压铸机上生产的一个压铸件. 浇铸全重:330g(含浇排系统). 铸件重量150g(内浇口以上). 铸件投影面积:11X7=77cm2. 浇注总投影面积:77X200%=154cm2. 铸件材料:ADC12. 本例铸件内浇口实际截面积:2.7X1.1+18X1.7=60.3mm2. 平均壁厚:2mm. 一.吉制点确定: ①.△点对应入料筒的B点,当采用短入料筒时△向△方向移动,同时△始终保持对1211. 应B点. ②.△点:当料温低或充填率低亦或薄壁铸件时, △接近对应A点,反
之接近△点. 322③.△点:通过计算L来确定,通常锤头压射到△点时,合金液达到C点,如果需要提前33H及滞后充填, △相应右移及左移. 3 ④.△点:对应模具分型面,(同时不能超过射出行程的极限) 4⑤为了确定△点,需要计算L H3 M=A*L*ρ ----------------------------------⑴p H M:铸件重量(内浇口以上,含集渣包) A:锤头截面积pρ:合金液体密度
压铸参数的计算
?压铸工艺参数的计算 ?发布时间:2011-4-9 15:39:34 来源:互联网文字【大中小】?文/哈尔滨爱迪压铸有限公司/朱丽、刘维刚、车宏伟、迟兰成 摘要:许多压铸企业的技术人员都非常熟悉压铸工艺参数的计算与调节,但在实际生产中往往凭借经验,通过检验产品的好坏来调节工艺参数,为了麻烦而忽略了工艺参数的计算,往往都是用很大的速度、压力来使产品达到合格状态,这样使机床、模具损耗过快,浪费资源。 关键词:工艺参数、压力、速度、时间 在压铸生产中,压铸机、压铸合金和压铸模是三大要素。压铸工艺则是将三大要素作为有机的组合并加以运用的过程。压铸生产时液态金属充型的过程,是许多矛盾着的因素得以统一的过程。在影响充型的许多因素中,主要是速度、压力和时间等,通过速度的控制减少和消除压室内空气的卷入、雾化型腔内残留的气体;通过压力的控制,增加产品的密实度,减少缩孔的形成;通过时间控制,使产品不宜产生变型等缺陷。利用计算工艺参数来优化模具、压铸机之间的匹配性。 因此,只有对这些工艺参数进行正确选择、控制和调整,使各种工艺参数满足压铸生产的需要,才能保证在其他条件良好的情况下,生产出合格的压铸件。本文通过以力劲公司生产的DCC280卧式冷室压铸机上所生产的水泵壳体产品(附图)为例,简单介绍一下压铸生产中主要工艺参数的计算。 一、速度参数 (1)低速速度 压射冲头将注入压室的铝液平稳地推移到内浇口位置,使铝液完全充满到压射冲头与内浇口之间的压室空间内的过程就是低速过程(一般为0.1-0.3m/s)。设置时要注意防止空气卷入,防止铝液温度下降,导致过早凝固。 压室充满度=注入重量/压室截面积×空打行程×溶液密度X100% (压室充满度的标准一般为20-50%) 低速速度=0.7X√压室直径/压室充满度 例题:压室直径:Φ50mm,注入重量:830g,空打行程:368mm,压室截面积:(π/4)×52=19.63cm2,溶液密度:2.6 g/cm3 压室充满度=(830/196.63×36.8×2.6)X100%=44.18% 低速速度=(0.7X√50)/44.18=0.122M/S (2)高速速度 压射冲头将铝液完全充满到压室内(一般为1.5-2.5m/s)。在铝液开始凝固之前,铝液的流动性好,压力的传递也好,所以填充时间越短,越容易得到质量好的铸件。 A、填充时间 填充时间=0.01x产品壁厚x产品壁厚
压铸工艺的调整原则
?压铸工艺的调整原则 ?发布时间:2010-6-7 15:57:18 来源:中国压铸杂志文字【大中小】 ?有了好的压铸机,不一定能生产出好的压铸件。必须是模具、压铸机、压铸工艺最佳结合才能生产出优质的压铸件。若有了好模具,好的机器就看工艺如何来把它们有机的联系,把它们的作用得到充分发挥。也就是说工艺根据模具的特点,制定出必要的工艺参数,这些工艺参数用机器耒加以保证。应该如何用好压铸机?可从下述几方面着手: 1,从压射速度上,充分利用好压铸机的四级压射系统,发挥每一级速度的作用。尤其是二快速度和二快行程非常重要。调整不合理会出现很多很多的质量问题。(对提前进料的看法) 2,在压力方面,必须保证系统压力的稳定性,因为机器的每个性能指标都是在稳定的系统压力下测定出来的。没有稳定的系统压力就不能发挥出机器良好的性能。 3,要生产出内部致密的铸件,就必须在增压及时的情况下才能真正的达到。否则增压上去时,铸件早已凝固,对铸件起不到增压的作用。故对增压系统的增压压力的大小;增压的起始压力(即触摸压力);增压速度的快慢;增压的起始时间要会有机的调节。如增压的起始压力的调整,增压起始压力过小,引起铸件填充不好,从铸件的表面质量,轮廓的清晰都会出现很多问题。若增压的起始时间过晚,铸件早已凝固,增压的作用就没有了。故增压起始时间的早晚也是至关重要的。若机器上带有三曲线显示,调节情况可从曲线上查看。若无曲显示,可仔细观察铸件的质量来判断。 至于增压速度的快慢和增压力的大小,要结合铸件自身的结构,尤其是平均壁厚的大小来决定。 调节不好工艺参数,机器的能力无力发挥,即是机器的建压时间能达到10毫秒也毫无意义。 增压的起始时间有的压铸机有两种控制方法:一种是压力控制;另一种是行程控。压力控制若调整不好,增压可能滞后。行程控制,若无经验调整不易准确,浇料多少的小的变化都必须重调。行程控制调整的方法:把增压关掉,快压射行程的终点,即可作为增压的起始点。 4,某些模具换机生产时,不适应压铸机的性能时,出现铸件质量和生产效均下降。这种情况发生在从较小吨位压铸机上的模具转到较大吨位的新压铸机上生产时,有的厂家就会以此断定“此大压机不如小压铸机”的错误结论。这种情况要适当的调整模具的浇注系统和排气系统来适应压铸机的性能就可以了。这是因机器设备变了,某些性能也随着变化,原来的各种工艺参也就可能不适合该模具了。在这种情况下就要从新制定工参数。如果原来的模对工艺参数的适应性就很夹窄,有可能在新的机器上难以生产,在这种情况下必须对浇、排系统进行适当的修理,使该模具对工艺参数的适应性更宽一些,这样同样可以生产出好的压铸件来。若模具需要移机生产,建议机器的吨位不相差过大。
压铸工艺参数的计算调整
压铸工艺参数的计算与工艺调整 前提: 针对目前国内压铸行业使用非实时监控的压铸机具多这一现状. 合理设定压铸参数尤为重要 关键词: 1. 吉制点的确定. 2.2. 压射速度的确定 3. 增压的确定 4 实例分析 ★在压铸过程中,通常的压射功能为:慢压射,一级快压射,二级快压射和增压。其中一级快压射主要用于锤头跟踪,但也可用于由慢到快的过渡压射,根据客户及铸件的需要,强调使用过渡压射时,也可做到锤头跟踪单独控制(此为特供机),增压与二级快压射相连,大吨位的压铸机增压起始吉制独立控制。 ★例:在DCC16压铸机上生产的一个压铸件. 浇铸全重:330 g (含浇排系统). 铸件重量150g (内浇口以上). 铸件投影面积:11X7=77cm2. 浇注总投影面积:77X200%=154c2m. 铸件材料:ADC12. 本例铸件内浇口实际截面积: 2.7X1.1+18X1.7=60.3mm2. 平均壁厚:2mm. 一. 吉制点确定: ①.△ i点对应入料筒的B点,当采用短入料筒时△ i向厶2方向移动,同时△ i始终保
持对 ② .△ 2点:当料温低或充填率低亦或薄壁铸件时,△ 2接近对应A点,反之接近^ 3点. ③ .△ 3点:通过计算L H来确定,通常锤头压射到^ 3点时,合金液达到C点,如果需要提前及滞后充填, △ 3相应右移及左移. ④ . △4点: 对应模具分型面,(同时不能超过射出行程的极限) ⑤为了确定△ 3点,需要计算L H M=A P*L H* p ----------------------- ⑴ M :铸件重量(内浇口以上,含集渣包) A p: 锤头截面积 p : 合金液体密度 将数值代入⑴:150=兀R2*L H* p =3.14*2.5 2*L H*2.5 求得L H=3.06cm 二.压射过程之速度确定: 1 .慢压射速度Vs 的大小一般以合金液不从入料口溢出为原则。 通常Vs为0.2-0.4m/s之间为宜(可以不做调整) 2. 一级快压射速度的确定需要考虑锤头跟出及过渡性速度两种情况 充填率=皿总/ A P*L K* p ----------------- ⑵ M总:包括浇排系统在内的铸件总重 A p:锤头截面积 L K:空打行程 代入数值: / =(330/0.785*5 2*32*2.5)*100%=21%(标准30%-70%) 充填高:
280T力劲压铸机工艺参数设定和调节技能
?280T力劲压铸机工艺参数设定和调节技能 ?发布时间:2013-7-8 11:23:07 来源:互联网文字【大中小】 ? 工艺参数的设定和调节技能 压铸生产中机器工艺参数的设定和调节直接影响产品的质量。一个参数可能造成产品的多个缺陷,而同一产品的同一缺陷有可能与多个参数有关,要求在试压铸生产中要仔细分析工艺参数的变化对铸件成形的影响。压铸生产厂家通常由专人设定和调节机器参数。下面以力劲机械厂生产的DCC280卧式冷室压铸机为例, 说明压铸生产中主要工艺参数的设定和调节技能。 一、主要工艺参数的设定技能 DCC280卧式冷室压铸机设定的容及方法如下: (1)射料时间:射料时间大小与铸件壁厚成正比,对于铸件质量较大、压射一速速度较慢且所需时间较长时,射料时间可适当加大,一般在2S以上。射料二速冲头运动的时间等于填充时间。 (2)开型(模)时间:开型(模)时间一般在2S以上。压铸件较厚比较薄的开型(模)时间较之要长,结构复杂的型(模)具比结构简单的型(模)具开型(模)时间较之要长。调节开始时可以略为长一点时间,然后再缩短,注意机器工作程序为先开型(模)后再开安全门,以防止未完全冷却的铸件喷溅伤人。 (3)顶出延时时间:在保证产品充分凝固成型且不粘模的前提下,尽量减短顶出延时时间,一般在0.5S 以上。 (4)顶回延时时间:在保证能顺利地取出铸件的前提下尽量减短顶回延时时间,一般在0.5S以上。 (5)储能时间:一般在2S左右,在设定时操作机器作自动循环运动,观察储能时间结束时,压力是否能达到设定值,在能达到设定压力值的前提下尽量减短储能时间。 (6)顶针次数:根据型(模)具要求来设定顶针次数。 (7)压力参数设定 在保证机器能正常工作,铸件产品质量能合乎要求的前提下,尽量减小工作压力。选择、设定压射比压时 应考虑如下因素: 1)压铸件结构特性决定压力参数的设定。 ①壁厚:薄壁件,压射比压可选高些;厚壁件,增压比压可选高些。 ②铸件几何形状复杂程度:形状复杂件,选择高的比压;形状简单件,比压低些。 ③工艺合理性:工艺合理性好,比压低些。 2)压铸合金的特性决定压力参数的设定 ①结晶温度围:结晶温度围大,选择高比压;结晶温度围小,比压低些。 ②流动性:流动性好,选择较低压射比压;流动性差,压射比压高些。 ③密度:密度大,压射比压、增压比压均应大;密度小,压射比压、增压比压均选小些。 ④比强度:要求比强度大,增压比压高些。 3)浇注系统决定压力参数的设定 ①浇道阻力:浇道阻力大,主要是由于浇道长、转向多,在同样截面积下、浇口厚度小产生的,增压比 压应选择大些。 ②浇道散热速度:散热速度快,压射比压高些;散热速度慢,压射比压低些。
压铸工艺参数的计算知识分享
压铸工艺参数的计算
压铸工艺参数的计算 文/哈尔滨爱迪压铸有限公司/朱丽、刘维刚、车宏伟、迟兰成 摘要:许多压铸企业的技术人员都非常熟悉压铸工艺参数的计算与调节,但在实际生产中往往凭借经验,通过检验产品的好坏来调节工艺参数,为了麻烦而忽略了工艺参数的计算,往往都是用很大的速度、压力来使产品达到合格状态,这样使机床、模具损耗过快,浪费资源。 关键词:工艺参数、压力、速度、时间 在压铸生产中,压铸机、压铸合金和压铸模是三大要素。压铸工艺则是将三大要素作为有机的组合并加以运用的过程。压铸生产时液态金属充型的过程,是许多矛盾着的因素得以统一的过程。在影响充型的许多因素中,主要是速度、压力和时间等,通过速度的控制减少和消除压室内空气的卷入、雾化型腔内残留的气体;通过压力的控制,增加产品的密实度,减少缩孔的形成;通过时间控制,使产品不宜产生变型等缺陷。利用计算工艺参数来优化模具、压铸机之间的匹配性。 因此,只有对这些工艺参数进行正确选择、控制和调整,使各种工艺参数满足压铸生产的需要,才能保证在其他条件良好的情况下,生产出合格的压铸件。本文通过以力劲公司生产的DCC280卧式冷室压铸机上所生产的水泵壳体产品(附图)为例,简单介绍一下压铸生产中主要工艺参数的计算。 一、速度参数 (1)低速速度 压射冲头将注入压室的铝液平稳地推移到内浇口位置,使铝液完全充满到压射冲头与内浇口之间的压室空间内的过程就是低速过程(一般为0.1-0.3m/s)。设置时要注意防止空气卷入,防止铝液温度下降,导致过早凝固。 压室充满度=注入重量/压室截面积×空打行程×溶液密度X100% (压室充满度的标准一般为20-50%) 低速速度=0.7X√压室直径/压室充满度 例题:压室直径:Φ50mm,注入重量:830g,空打行程:368mm,压室截面积:(π/4)×52=19.63cm2,溶液密度:2.6 g/cm3 压室充满度=(830/196.63×36.8×2.6)X100%=44.18%
压铸工艺参数与铸件质量的关系
压铸工艺参数与铸件质量 的关系 Prepared on 24 November 2020
压铸工艺参数与铸件质量的关系 一、压铸工艺参数 压铸工艺参数主要有压力,速度、温度和时间。这些参数是相辅相成,而又相互制约的。 1.压力——在压铸中,压力可用压射力和压射比压来表达 (1)压射力——是压铸机压射油缸推动压射活塞运动的力 P 压=024P D π P 压——压射力(N) P 0——压射油缸内工作液的压力(MPa) D ——压射油缸内径(mm) (2)压射比压——压射时压室内金属液单位面积上所承受的压力 24d P P π压= P ——压射比压(MPa) d ——压室(冲头)直径(mm) 压射比压的调整(内浇口面积不变时)主要是调整压铸机的压射力或改变压室的直径。 (3)选择压射比压所考虑的主要因素见下表 压射比压过小,会使充填时间增长,降低压射速度,使压铸件出现流痕、花纹,轮廓不清,甚至出现冷隔、缩松、缩孔;压射比压过大,铸件产生飞边和气孔。 2.速度
速度分为压射速度和充填速度 (1)压射速度是压射冲头推动金属液时的移动速度(也称冲头速度)。在压射运动中压射速度分为慢(低)压射速度和快压射速度。 压铸开始时采用慢压射速度以利于排除压室内的气体和减少压力损失。 快压射速度大小直接影响金属的充填速度。 (2)充填速度 充填速度是金属液在压力作用下通过内浇口进入型腔的线速度,又称内浇口充填速度。 充填速度的调节一般用调整压射冲头速度,更换压室直径和改变内浇口面积来实现,即:冲头面积×冲头速度=内浇口截面积×充填速度。 通常选用内浇口充填速度范围:锌合金为25~50m/s,铝合金30-60m/s,镁合金为40-100 m/s。一般要求不高的压铸件、厚壁、简单件取小值,要求质量高与受力件和壁薄、复杂件取大值。 充填速度过大,产生喷射,易堵塞排气道,出现气孔。充填速度不够则会容易产生铸件轮廓不清、流痕和花纹,甚至会出现冷隔和缺肉等缺陷。 3.温度 温度有浇注温度与模具温度。 (1)浇注温度 一般指金属液浇入压射室至填充型腔时间段内的平均温度。通常在保证填充成型和达到质量要求的前提下,采用尽可能低的温度;一般以高于压铸合金液相温度10-20℃为宜,各种合金温度选择范围如下: 锌合金为410℃-450℃; 铝合金为620℃-720℃; 镁合金为610℃-680℃; 选择时应考虑如下因素:合金流动性,铸件复杂程度、壁厚,模具热容量大小与散热的快慢。浇注温度高低直接关系到裂纹、冷隔、缩孔、缩松和粘模等缺陷的产生。 (2)模具温度 模具温度直接影响到铸件质量和压铸模的寿命,在生产前要进行预热,在压铸过程要保持一定的温度,压铸型的预热温度和工作温度选择参考下表。 铸型预热及工作温度不够,容易产生铸件欠铸、冷隔、流痕;温度过高则易产生粘模,铸件表面出现气泡等缺陷。 4.时间