给水及再生水管道工程方案
一、编制依据
1、贵安新区金马路道路建设工程(K8+700~K18+700)给水及再生水管道工
程施工图
2、《给水排水管道工程施工及验收规范》GB50268-2008
3、《现场设备、工业管道焊接工程施工及验收规范》GB50236-98
4、《工业金属管道工程施工及验收规范》GB50235-2010
5、《给水排水构筑物工程施工及验收规范》GB500141-2008
6、《市政给水管道工程及附属设施》06MS201
7、贵州贵安水务有限公司给水排水管道施工规范及技术标准(初版)
二、工程概况
贵安新区金马路道路建设工程4标段给水管道工程(K13+040~K18+700),本工程道路全长 5.66Km,双侧布置给水管,单侧布置再生水管。管道总长20225m,其中球墨铸铁管长14053m,DN200球墨铸铁管长1245m,DN300球墨铸铁管长2350m,DN400球墨铸铁管长8848m,DN500球墨铸铁管长1610m;钢管总长6172m,其中D108×6钢管长766m,D219×8钢管长672m,D426×8钢管长3219m,D530×10钢管长599m。
管道敷设于人行道和车行道下部,埋设深度为管道设计管顶覆土保证1.0m,遇特殊情况,人行道下不小于1.0m,车行道下不小于1.2m。管径≤500mm 槽底开挖宽度为管道外径两侧各加300mm,管径>500mm槽底开挖宽度为管道外径两侧各加400mm。
管材采用球墨铸铁管和钢管两种,接口形式为T型橡胶圈柔性接口;特殊位置采用钢管,接口形式为焊接,埋地钢管及其管件需加强级防腐剂。
消火栓布置按照《室外给水设计规范》GB50013-2006执行,两消火栓间隔不超过120m,型号采用SA100/65型室外地下式消火栓,并且井盖标明地下式消火栓字样。两个检修阀门之间间距保证不隔断5个以上的消火栓,阀门间高处设排气,地处设排水,排水管道就近引入市政雨水并且保证不受二次污染。
管道上的阀门均做检查井及井盖;所有阀门、伸缩器下方均按图集要求设置支墩。
本工程内容:沟槽开挖、管道、管件安装、阀门及消防栓安装、井室砌筑、
土方回填、水压式验、冲洗消毒等。
三、施工准备
1. 劳动力组织准备
根据本工程的特点,为了有效地组织施工,保证工程的顺利进行,我公司抽调有经验、会管理的精干力量组成本工程项目经理部,并在全公司范围内挑选优秀的专业队伍进场。根据工期要求,按劳动力计划及劳动力进场时间,如期完成人员准备工作。
2.技术准备工作
组织所有管理及施工技术人员,认真熟悉图纸,学习有关规范、标准及工艺操作规程,了解本工程设计意图、施工特点和特殊工序要求。
与甲方联系召开施工配合会及设计交底会。测量人员做接桩工作,技术、试验及其他管理人员及时到位完成各项准备工作,根据计划安排提出工程用料计划,施工机具计划,明确各类物资进场时间,做好材料试验、报验及厂家资质审查,通过后及时进行采购工作。
3.生产准备
(1)组织现场调查,并摸清影响本工程的地上、地下障碍的数量、位置情况,组织施工人员进场。
(2)三通一平及临设的搭建工作。
(3)做好土方的挖、运、填、弃及平衡使用的准备工作。
四、施工方法
1、焊接钢管施工
1.1施工流程
管道放样→沟槽开挖→地基处理→验槽→下管→对口→焊接→焊缝检查→管件安装→试压→固定口外防腐→土方回填→管道内防腐→冲洗、消毒→勾头
1.2、主要工序施工方法
1.2.1、管道放样
根据“给水及再生水管道工程施工图”中的各管段的转角点坐标、接水点的位置、断面尺寸进行放样。注:转角点坐标为主线管道轴线投影的转折点。1.2.2、沟槽开挖
(1)沟槽槽底的最小宽度根据和地质条件、沟槽断面形式及深度确定。
(2)当沟槽开挖深度较大时,应分层开挖,开挖深度、各层边坡及层间留台宽度等,做到方便管道结构施工,确保施工质量和安全,并尽可能减少挖方和占地。人工开挖槽深超过3m放坡开槽时,层间留台宽度不小于0.8m,直槽时不应小于0.5m;机械开挖时,按机械性能确定。人工挖槽时,堆土高度不宜超过1.5m,且距槽口边缘不宜小于0.8m。
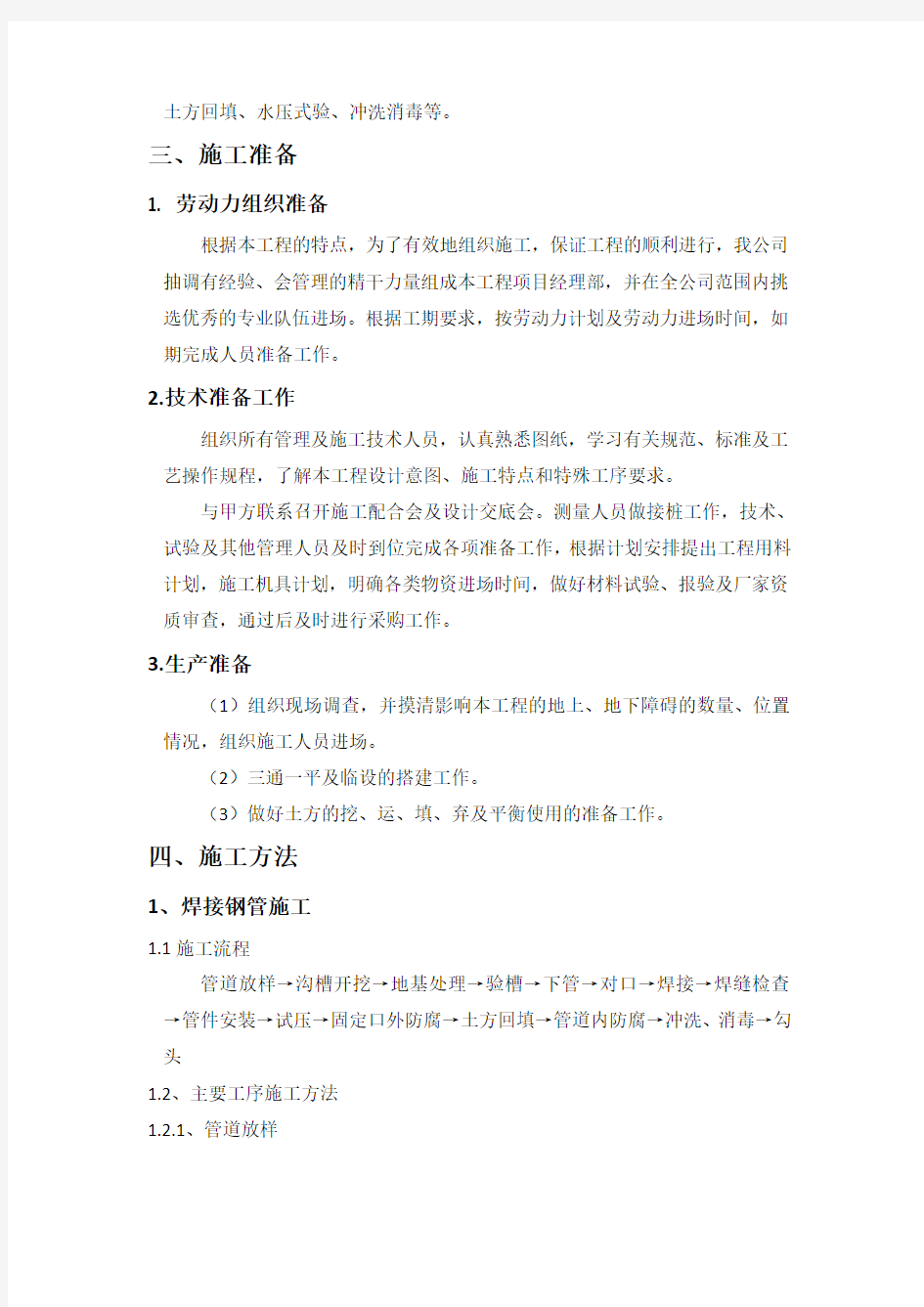
管道沟槽底部开挖宽度示意图
管道沟槽底部开挖宽度按下列方法确定:B=D1+2(b1+b2+b3)
式中:B—管道沟槽底部的开挖宽度(mm);
D1—管道结构的外缘宽度(mm);
b1—管道一侧的工作面宽度(mm);可按表一选取
b2—管道一侧支撑厚度,可取150mm—200mm;
b3—现场现浇混凝土或钢筋混凝土管渠一侧模板的厚度(mm)。
管道一侧的工作面宽度表一
(3)做好土石方平衡调配,尽可能避免重复挖运。
(4)沟槽开挖时,外侧应设置截水沟及排水沟,防止雨水浸泡沟槽。 (5)沟槽开挖遇到坚硬岩石层必须爆破施工时,必须按照《爆破操作规程》进行施工。
(6)沟槽开挖断面应符合施工要求,槽底原状地基土原则上不得扰动,机械开挖时槽底预留200~300mm ,土石层由人工开挖至设计高程,并进行整平。 (7)开挖沟槽时,若发现已建的地下各类设施或文物时,应采取保护措施,并及时通知有关单位进行处理。
(8)沟槽开挖槽壁平整,沟槽开挖边坡应有一定的坡度以保证施工安全。沟槽开挖边坡陡值根据不同的土质按1:0.1~1.5
控制(放坡系数按《给排水管道工程施工及验收规范》GB50268相关内容进行),沟槽边坡最陡度应符合下表(表一)的规定。如果现场条件不允许,必须采取加支撑等措施。
深度5m 以内的沟槽边坡的最陡坡度 表一
1.2.1、沟槽地基处理
地基处理采用砂子找平后用平板振动夯夯实,砂垫层的平整度、高程、厚度、宽度、压实度须符合设计要求,验收合格后方可下管。沟槽底不得受水浸泡或受冻,槽底局部扰动或受水浸泡时,宜采用天然级配砂砾石或石灰土回填;槽底扰动土层为湿陷性黄土时,应报监理工程师、设计单位共同商讨处理意见。1.2.2、管道安装及焊接
(1)管子的椭圆度不超过0.01D(D为管内径),在管子的安装端不得超过0.005D。(2)壁厚在5mm以上的钢管,其端部应开30°—40°的坡口。
(3)接管节的管端间隙,应按下表的规定尺寸检查验收
间隙尺寸允许偏差
(4)下管采用30T吊车进行,用高强尼龙带缠绕管身,慢慢下入基槽。管下不得垫方木、石子。以防止损坏管身防腐层,管道必须放置在管沟中心。
(5)吊车由专人指挥,起吊速度均匀,回转平稳,下落低速轻放,不得忽快忽慢、突然制动。
(6)管道焊接
○1钢管定位接口采用吊车,人工配合。
○2管道接口采用手工电弧焊,焊条采用E4303,牌号J422。当管径为DN800mm 时采用双面焊接;管壁超过6mm时,电焊不得少于两层,在焊接一层以前,必须清楚上一层的焊渣和碎屑。
○3焊缝表面的咬边深度δ≤0.5mm,连续长度≤100mm,焊缝两侧咬边总长不得超过该焊缝长度的10%,且不得有裂纹、气孔、弧坑和夹渣等缺陷,并不得有熔
渣、飞溅物。
○4管道接口采用多层焊接,第一层焊接必须均匀焊接,并不得焊穿;在焊接以后各层时,将前一层的熔渣全部清理干净。每层焊缝厚度一般为焊条直径的0.8-1.2倍。各层引弧点和熄弧点均错开。
○5管道闭口施工时,冬季在中午温度较高的时候,且管内温度在10℃±3℃下进行。
○6钢管对接纵向焊缝位于中心垂直线上半圆45°左右,相邻管段连接处两管纵向焊接间距不小于管外径30°弧长。管道中心偏差为10‰,高程偏差为±20mm。
1.2.3焊口探伤及检查
钢管及管件的焊缝除进行外观检查外,对施工现场施焊的环形焊缝进行X射线探伤,所有焊口均进行II级探伤检验。在焊接上,填缝金属的组织应成颗粒状,外表呈整齐鱼鳞状,不得有裂纹、气孔、夹渣等缺陷。
1.2.4钢管除锈
钢管内防锈前进行金属表面预处理,涂装前刚才表面除锈等级为Sa3级,除锈质量必须符合国家检验标准《涂装前钢材表面锈蚀等级和除锈等级》(GB89221—2011)。
1.2.5管道防腐
(1)管道内、外防腐宜在厂家进行,现场只施工管口焊接部分。
(2)管口内防腐在试压、土方回填验收合格后进行,采用机械喷涂、人工抹压水泥砂浆衬里,水泥砂浆抗压强度不得低于30Mpa,坍落度为60-80mm。工厂预制时,在运输、安装、回填土过程中,不得有损坏水泥砂浆内防腐层。管道端点或施工中断时,应预留搭茬;当采用人工抹压法施工时,应分层抹压;水泥砂浆内防腐层成形后,应立即将管道封堵,终凝后进行潮湿养护;普通硅酸盐水泥砂浆养护时间不小于7天,矿渣硅酸盐水泥砂浆不少于14天;通水前应继续封堵,保持湿润。
(3)水泥砂浆内防腐成型后,必须将管道封堵,避免空气对流,终凝后进行喷雾或喷水潮湿养护,养护时间在7d以上。环境温度不得低于10℃,通水前继续封堵,保持湿润。
(4)所有钢制构件、管件在安装前或安装后,必须进行防腐处理。防腐的质量按照《给水排水管道工程施工及验收规范》(GB50268-2008)执行;内防腐应出具国家卫生管理部门对管道防腐的卫生质量鉴定证书,
内防腐:采用GZ 、IPN 类高分子涂料,两底两面,厚度大于0.16mm 。 外防腐:采用加强级防腐,环氧煤沥青的加强级防腐为四油一布,涂层总厚度大于0.4mm 。玻纤布采用中碱粗格平纹玻璃布,厚度为0.1~0.2mm 1.3、质量标准
(1) 管道周长及椭圆度允许偏差分别为±7mm 、4mm 。 (2) 安装允许偏差轴线位置和高程分别为30mm 、±20mm 。 (3) 防腐层厚度允许偏差为±2mm 、表面缺陷允许深度为2mm 。 (4) 焊缝外观质量详见下表。
项目
技术要求
检查方法
外观
不得有熔化金属流到未熔化的母材
上,焊缝和热影响区表面不得有裂纹、气
孔、弧坑和灰渣等缺陷,表面光顺、均匀、
焊道与母材平缓过度。
每道环形焊缝必须
检验、肉眼、放大镜观
察。
宽度
焊出坡口边缘2-3mm
每道环形焊缝必须检验,用焊缝检测尺检验
表面余高
≤1+0.2倍坡口边缘宽度,且比小于
4mm
咬边
深度≤0.5mm ,焊缝两边咬边总长度
不得超过焊缝长度±10%,且连续长度≤2mm
错边 ≤0.2t ,且≤2mm
未满焊
不允许
观察 2、球墨铸铁管施工
2.1工艺流程