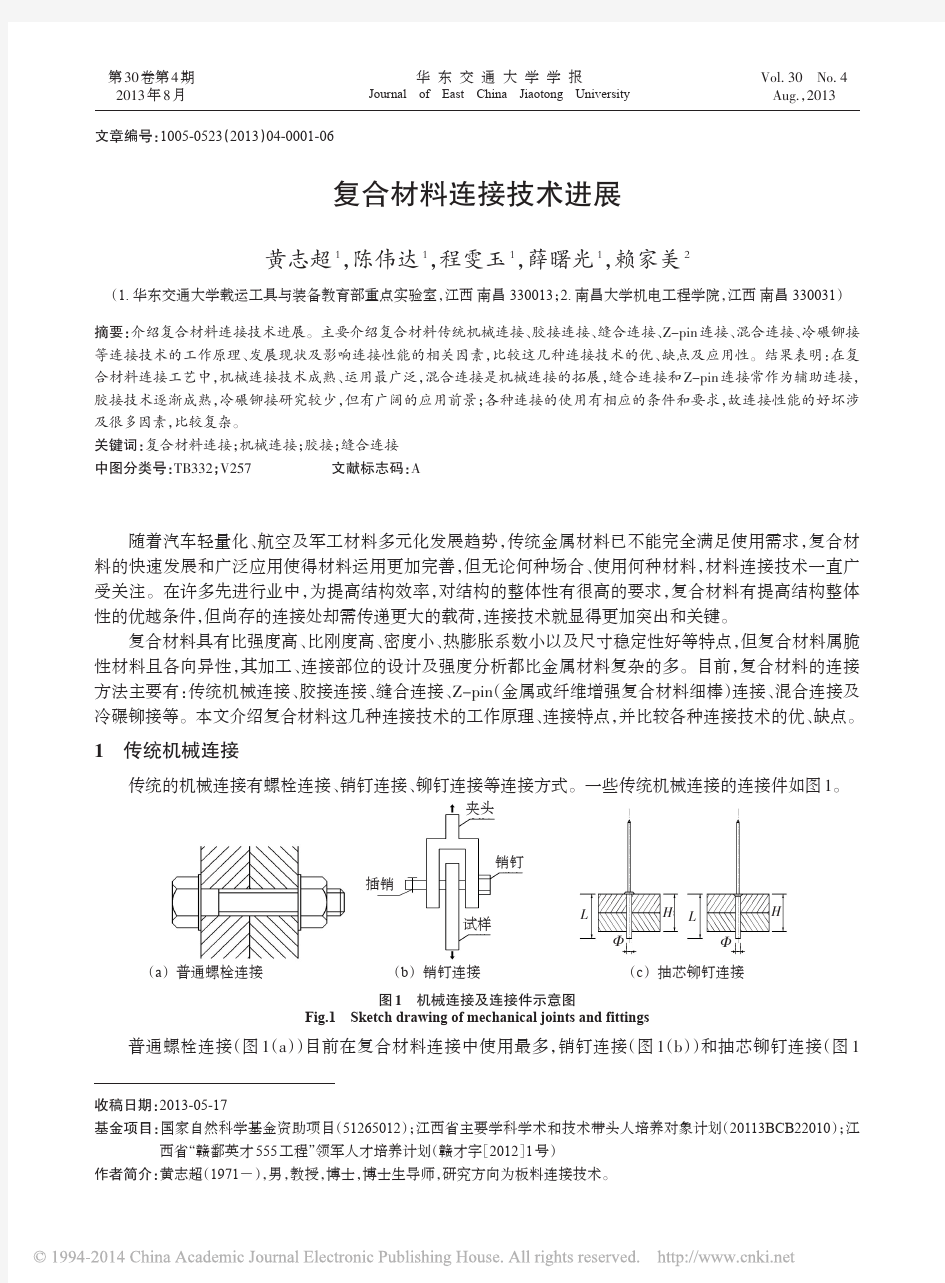
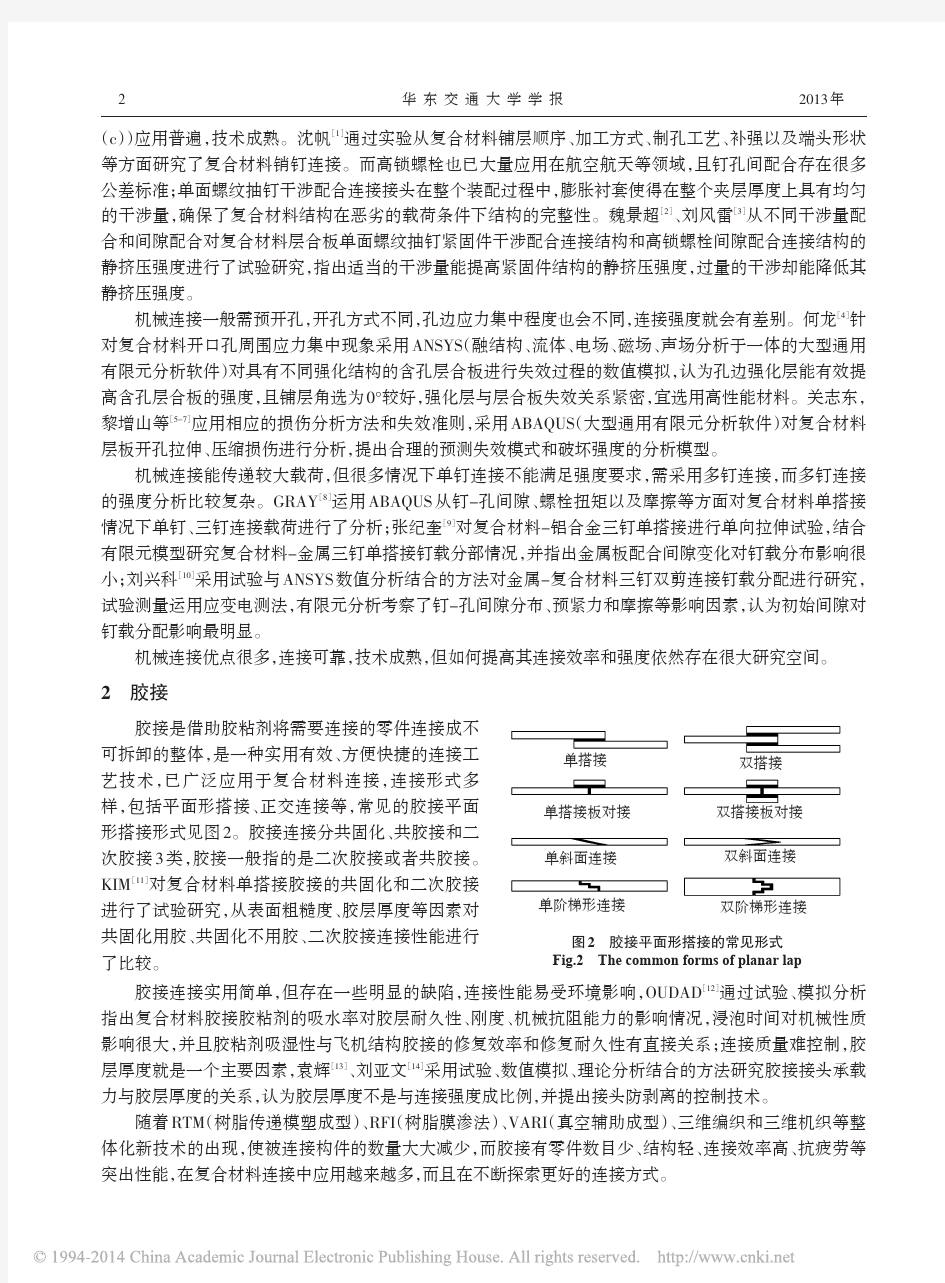
复合材料连接技术进展_黄志超
《复合材料工艺与设备》课程介绍
《复合材料工艺与设备》课程介绍 一、课程简介 《复合材料工艺与设备》是复合材料与工程专业复合材料方向的一门主要的专业课,其主要任务是使学生掌握复合材料研究与生产中的各种成型工艺方法、成型工艺原理、复合材料工艺配方设计等方面的系统知识。通过本科程学习,要求学生掌握复合材料的基本性质、原材料的选用、各种典型成型工艺的主要工艺过程与复合原理,并了解这些工艺的主要成型设备。掌握各成型工艺制品的主要性质及其在实际生活中的应用。该课程的学习对本专业其他专业课的学习具有重要的关联作用。 课程的主要教学内容包括: 1、热固性树脂基复合材料的生产工艺与设备要求学生掌握手糊成型、夹层结构成型、模压成型等各种热固性树脂基复合材料成型工艺的原材料选择、工艺特点、成型工艺原理和过程。了解这些成型工艺的发展概况和成型设备。 2、热塑性树脂基复合材料的生产工艺与设备要求学生掌握树脂基体的成型性能、聚合物熔体的流变行为、聚合物的结晶和定向。掌握挤出成型、注射成型及片状模塑料冲压成型等热塑性树脂基复合材料的成型工艺的工艺原理、工艺过程。了解热塑性树脂基复合材料的发展,成型工艺的发展概况和成型设备。 3、无机非金属基复合材料成型工艺及设备掌握短纤维增强水泥的制造工艺、水泥对玻璃纤维的微观侵蚀机理等。了解纤维增强水泥基复合材料的发展概况和纤维水泥的增强机理。了解石膏基和陶瓷基复合材料的发展概况、成型工艺与成型设备。 4、金属基复合材料成型工艺及设备了解金属基复合材料的发展概况和复合工艺。 本课程的实验教学内容共有共有两个实验项目,包括不饱和聚酯树脂粘度的测定和手糊玻璃钢板。 通过本课的教学,掌握树脂基复合材料典型成型工艺如手糊成型工艺、夹层结构成型、模压成型、层压、缠绕、拉挤成型、注射成型等工艺的原材料选用、主要工艺过程与复合原理,了解这些成型工艺的发展概况和成型设备。掌握纤维增强水泥基复合材料的分类、特点、缺陷及应用,短纤维增强水泥的制造工艺、
复合材料实习报告总结
复合材料实习报告总结 复合材料实习报告总结 ,隔离膜的铺放顺序,应为抽真空的缘故,我们要住辅助材料的边角不能覆盖至制品上,因为受压会使制品表面有压痕影响之间的工艺性能。一般的是隔离膜在制品的表面,然后是吸胶材料,最后是透气毡,而打真空袋是要明确以不能能漏气也就是要保证真空袋通过腻子胶条和模紧密贴合不漏气,另外一个是要是真空袋抽正空后要与模具和制品紧密贴合不能有褶皱。手糊成型的有点很多,如其一不需要复杂的设备,只需要简单的模具,工具,投资少,成本低。其二生产技术易掌控,人员只需经过短期的培训即可生产。其三复合材料产不受尺寸,形状的限制。其四可以与其他材料同时复合制成一体和对于一些不宜运输的大制品等。缺点就是产品质量不够稳定,生产环境差,气味大,加工时粉尘过多。不能用来制造高性能产品,生产效率低下。这是我感受到的,我对于手糊成型的理解。我们不仅要提高制品的工艺性能,更要减少制品的生产成本和提高工做卫生的环境条件。注重团队合作,时间的分配,设计的和理性的。 而手糊成型完了就接着是热压罐成型工艺过程: 一,模具的准备。模具要用软质材料轻轻搽拭干净,并检查时候漏气。然后在模具上涂布脱模剂。 二裁剪和铺叠。按样板裁好带有离型纸的预浸料,剪切时必须注意纤维方向然后将才好的预浸料揭去离型纸按照规定顺序和方向铺叠,每一层要用橡胶辊等工具将预浸料压实,赶出空气。
三组合和装袋,在模具上将预浸料胚料和各种辅助材料组合并装袋,应检查真空袋周边是否良好。 四热压固化,将真空袋系统组合到热压罐中,接好真空管路,关闭热压罐,然后按确定的工艺要求抽真空、加热、固化。最后就是出罐脱模,固化完成后,冷却到室温后,将真空移除热压罐,去除各种辅助材料后进行修整。 典型的热压罐固化工艺过程五个阶段: 1升温阶段; 2吸胶阶段; 3继续升温阶段 4保温热压阶段; 5冷却阶段。 我们小组遇到问题主要有裁剪时不一,就是尺寸不统一。在进行磨具合拢是不能很好的贴合,模具夹合时有缝隙需要要纤维预浸料填补。我们贴挡胶胶条是要注意把要流胶的位置都挡上。 再次,要深化自己的工作任务。熟悉每一件制品的制作方法,细节。做到烂熟于心。学会面对不同的困难,采用不同的操作技巧。力争让每一件制品都能然自己感到称心如意,更力争增加操作经验,提高产品质量。 最后,端正好自己心态。其心态的调整使我更加明白,不论做任何事,务必竭尽全力。这种精神的有无,可以决定一个人日后事业上的成功或失败,而我们的工作中更是如此。如果一个人领悟了通过全力工作来免除工作中的辛劳的秘诀,那么他就掌握了达到成功的原
复合材料的发展和应用
复合材料的发展和应用 复合材料的发展和应用 具有重量轻、强度高、加工成型方便、弹性优良、耐化学腐蚀和耐候 论文格式论文范文毕业论文 全球复合发展概况复合材料是指由两种或两种以上不同物质以不同方式组合而成的材料,它可以发挥各种材料的优点,克服单一材料的缺陷,扩大材料的应用范围。由于复合材料具有重量轻、强度高、加工成型方便、弹性优良、耐化学腐蚀和耐候性好等特点,已逐步取代木材及金属合金,广泛应用于航空航天、汽车、电气、、健身器材等领域,在近几年更是得到了飞速发展。另外,纳米技术逐渐引起人们的关注,纳米复合材料的研究开发也成为新的热点。以纳米改性塑料,可使塑料的聚集态及结晶形态发生改变,从而使之具有新的性能,在克服传统材料刚性与韧性难以相容的矛盾的同时,大大提高了材料的综合性能。树脂基复合材料的增强材料树脂基复合材料采用的增强材料主要有玻璃纤维、碳纤维、芳纶纤维、超高分子量聚乙烯纤维等。 1、玻璃纤维目前用于高性能复合材料的玻璃纤维主要有高强度玻璃纤维、石英玻璃纤维和高硅氧玻璃纤维等。由于高强度玻璃纤维性价比较高,因此增长率也比较快,年增长率达到10%以上。高强度玻璃纤维复合材料不仅应用在军用方面,近年来民用产品也有广泛应用,如防弹头盔、防弹服、直升飞机机翼、预警机雷达罩、各种高压压力容器、民用飞机直板、体育用品、各类耐高温制品以及近期报道
的性能优异的轮胎帘子线等。石英玻璃纤维及高硅氧玻璃纤维属于耐高温的玻璃纤维,是比较理想的耐热防火材料,用其增强酚醛树脂可制成各种结构的耐高温、耐烧蚀的复合材料部件,大量应用于火箭、导弹的防热材料。迄今为止,我国已经实用化的高性能树脂基复合材料用的碳纤维、芳纶纤维、高强度玻璃纤维三大增强纤维中,只有高强度玻璃纤维已达到国际先进水平,且拥有自主知识产权,形成了小规模的产业,现阶段年产可达500吨。 2、碳纤维 3、芳纶纤维 20世纪80年代以来,荷兰、日本、前苏联也先后开展了芳纶纤维的研制开发工作。日本及俄罗斯的芳纶纤维已投入市场,年增长速度也达到20%左右。芳纶纤维比强度、比模量较高,因此被广泛应用于航空航天领域的高性能复合材料零部件(如火箭发动机壳体、飞机发动机舱、整流罩、方向舵等)、舰船(如航空母舰、核潜艇、游艇、救生艇等)、汽车(如轮胎帘子线、高压软管、摩擦材料、高压气瓶等)以及耐热运输带、体育运动器材等。 4、超高分子量聚乙烯纤维超高分子量聚乙烯纤维的比强度在各种纤维中位居第一,尤其是它的抗化学试剂侵蚀性能和抗老化性能优良。它还具有优良的高频声纳透过性和耐海水腐蚀性,许多国家已用它来制造舰艇的高频声纳导流罩,大大提高了舰艇的探雷、扫雷能力。除在军事领域,在汽车制造、船舶制造、医疗器械、体育运动器材等领域超高分子量聚乙烯纤维也有广阔的应用前景。该纤维一经问世就引起了世界发达国家的极大兴趣和重视。 5、热固性树脂基复合材料热塑性树脂基复合材料热塑性树脂基复合材料是20世纪80年代发展起来的,主要有长纤维增强粒料、连
复合材料工艺大全
复合材料工艺大全 复合材料成型工艺是复合材料工业的发展基础和条件。随着复合材料应用领域的拓宽,复合材料工业得到迅速发展,老的成型工艺日臻完善,新的成型方法不断涌现,目前聚合物基复合材料的成型方法已有20多种,并成功地用于工业生产。如: (1)手糊成型工艺--湿法铺层成型法; (2)喷射成型工艺; (3)树脂传递模塑成型技术(RTM技术); (4)袋压法(压力袋法)成型; (5)真空袋压成型; (6)热压罐成型技术; (7)液压釜法成型技术; (8)热膨胀模塑法成型技术; (9)夹层结构成型技术; (10)模压料生产工艺; (11)ZMC模压料注射技术; (12)模压成型工艺; (13)层合板生产技术; (14)卷制管成型技术; (15)纤维缠绕制品成型技术; (16)连续制板生产工艺; (17)浇铸成型技术; (18)拉挤成型工艺; (19)连续缠绕制管工艺; (20)编织复合材料制造技术; (21)热塑性片状模塑料制造技术及冷模冲压成型工艺; (22)注射成型工艺; (23)挤出成型工艺; (24)离心浇铸制管成型工艺; (25)其它成型技术。 视所选用的树脂基体材料的不同,上述方法分别适用于热固性和热塑性复合材料的生产,有些工艺两者都适用。
复合材料制品成型工艺特点:与其它材料加工工艺相比,复合材料成型工艺具有如下特点: (1)材料制造与制品成型同时完成 一般情况下,复合材料的生产过程,也就是制品的成型过程。材料的性能必须根据制品的使用要求进行设计,因此在选择材料、设计配比、确定纤维铺层和成型方法时,都必须满足制品的物化性能、结构形状和外观质量要求等。 (2)制品成型比较简便 一般热固性复合材料的树脂基体,成型前是流动液体,增强材料是柔软纤维或织物,因此用这些材料生产复合材料制品,所需工序及设备要比其它材料简单的多,对于某些制品仅需一套模具便能生产。 ◇成型工艺层压及卷管成型工艺 1、层压成型工艺 层压成型是将预浸胶布按照产品形状和尺寸进行剪裁、叠加后,放入两个抛光的金属模具之间,加温加压成型复合材料制品的生产工艺。它是复合材料成型工艺中发展较早、也较成熟的一种成型方法。该工艺主要用于生产电绝缘板和印刷电路板材。现在,印刷电路板材已广泛应用于各类收音机、电视机、电话机和移动电话机、电脑产品、各类控制电路等所有需要平面集成电路的产品中。 层压工艺主要用于生产各种规格的复合材料板材,具有机械化、自动化程度高、产品质量稳定等特点,但一次性投资较大,适用于批量生产,并且只能生产板材,且规格受到设备的限制。 层压工艺过程大致包括:预浸胶布制备、胶布裁剪叠合、热压、冷却、脱模、加工、后处理等工序。 2、卷管成型工艺 卷管成型工是用预浸胶布在卷管机上热卷成型的一种复合材料制品成型方法,其原理是借助卷管机上的热辊,将胶布软化,使胶布上的树脂熔融。在一定的张力作用下,辊筒在运转过程中,借助辊筒与芯模之间的摩擦力,将胶布连续卷到芯管上,直到要求的厚度,然后经冷辊冷却定型,从卷管机上取下,送入固化炉中固化。管材固化后,脱去芯模,即得复合材料卷管。
复合材料工艺及设备-教学大纲
《复合材料工艺及设备》课程简介及教学大纲1.课程简介 《复合材料工艺及设备》课程简介 课程代码:613010421学分:1 总学时:16 课程性质:专业限选课先修课程:高分子物理、高分子化学 授课对象:材料科学与工程专业本科生 内容提要: 复合材料是由两种或两种以上的物理和化学性质不同的物质组合而成的一种多组分固体材料。复合材料的组分材料虽然保持其相对独立性,但复合材料的性能却不是组分材料的简单加和,有着重要的改进。在复合材料中,通常有一相为连续的相,成为基体;另外一相为分散的相,称为增强材料。 通过该课程的学习,使学生掌握复合材料的制备原理和生产过程、工艺流程的共性和特点,使学生对复合材料材料的性能、生产过程和应用有较全面地了解。 2.教学大纲 《复合材料工艺及设备》教学大纲 一、课程性质与教学目的 本课程是针对材料类专业本科生而开设专业限选课。过对本课程的学习,使学生了解复合材料的基本知识、基体和增强体种类和特点,聚合物基复合材料、金属基复合材料和陶瓷基复合材料的特点、制备和应用。 二、基本要求 通过本课程的学习,学生应对复合材料的发展概况有一个基本的了解,掌握复合材料的基本知识,包括增强原理,基体、增强体材料,复合材料的界面,熟悉各类复合材料的制备方法、性能特点和应用。 三、教学内容及教学要求 第1章绪论(3学时掌握) 1.1复合材料发展概况 1.2复合材料的基本性能
1.3复合材料的成型工艺 1.4 选择成型方法的原则 第2章手糊成型工艺及设备(3学时掌握) 2.1原材料的选择 2.2手糊成型模具与脱模剂 2.3手糊成型工艺过程 2.4 喷射成型工艺及设备 第3章夹层成型工艺及设备(2学时掌握) 3.1概述 3.2蜂窝夹层结构制造工艺及设备 3.3泡沫塑料夹层结构制造工艺及设备 第4章模压成型工艺及设备(2学时掌握) 4.1概述 4.2模压料 4.3模压工艺及设备 第5章层压工艺及设备(2学时理解) 5.1概述 5.2胶布制备工艺及设备 5.3层压工艺及设备 第6章缠绕成型工艺及设备(2学时理解) 6.1概述 6.2芯模 6.3缠绕规律 6.4 缠绕工艺及设备 第7章注射成型工艺及设备(2学时理解) 7.1 概述 7.2 热塑性树脂基复合材料注射成型工艺 7.3 热固性树脂基复合材料注射成型工艺 四、学时分配 五、习题及自学要求
复合材料与工程专业毕业设计外文文献翻译
毕业设计外文资料翻译 题目POLISHING OF CERAMIC TILES 抛光瓷砖 学院材料科学与工程 专业复合材料与工程 班级复材0802 学生 学号20080103114 指导教师 二〇一二年三月二十八日
MATERIALS AND MANUFACTURING PROCESSES, 17(3), 401–413 (2002) POLISHING OF CERAMIC TILES C. Y. Wang,* X. Wei, and H. Yuan Institute of Manufacturing Technology, Guangdong University ofTechnology, Guangzhou 510090, P.R. China ABSTRACT Grinding and polishing are important steps in the production of decorative vitreous ceramic tiles. Different combinations of finishing wheels and polishing wheels are tested to optimize their selection. The results show that the surface glossiness depends not only on the surface quality before machining, but also on the characteristics of the ceramic tiles as well as the performance of grinding and polishing wheels. The performance of the polishing wheel is the key for a good final surface quality. The surface glossiness after finishing must be above 208 in order to get higher polishing quality because finishing will limit the maximum surface glossiness by polishing. The optimized combination of grinding and polishing wheels for all the steps will achieve shorter machining times and better surface quality. No obvious relationships are found between the hardness of ceramic tiles and surface quality or the wear of grinding wheels; therefore, the hardness of the ceramic tile cannot be used for evaluating its machinability. Key Words: Ceramic tiles; Grinding wheel; Polishing wheel
碳纤维及其复合材料的发展及应用_上官倩芡
第37卷第3期上海师范大学学报(自然科学版)Vol.37,N o.3 2008年6月J ou rnal of ShanghaiNor m alUn i versity(Natural S ci en ces)2008,J un 碳纤维及其复合材料的发展及应用 上官倩芡,蔡泖华 (上海师范大学机械与电子工程学院,上海201418) 摘要:叙述了碳纤维的结构形态、分类以及在力学、物理、化学方面的性能,介绍了碳纤维增强复合材料的特性,着重阐述了碳纤维增强树脂基复合材料中基体的分类、选择和应用,指出了碳纤维及其复合材料进一步发展的趋势. 关键词:碳纤维;复合材料 中图分类号:O636文献标识码:A文章编号:1000-5137(2008)03-0275-05 碳纤维作为一种高性能纤维,具有高比强度、高比模量、耐高温、抗化学腐蚀、耐辐射、耐疲劳、抗蠕变、导电、传热和热膨胀系数小等一系列优异性能.此外,还具有纤维的柔曲性和可编性[1~3].碳纤维既可用作结构材料承载负荷,又可作为功能材料发挥作用.因此碳纤维及其复合材料近几年发展十分迅速.本文作者就碳纤维的特性、分类及其在复合材料领域的应用等内容进行介绍. 1碳纤维特性、结构及分类 碳纤维是纤维状的碳材料,由有机纤维原丝在1000e以上的高温下碳化形成,且含碳量在90%以上的高性能纤维材料.碳纤维主要具备以下特性:1密度小、质量轻,碳纤维的密度为1.5~2g/c m3,相当于钢密度的1/4、铝合金密度的1/2;o强度、弹性模量高,其强度比钢大4~5倍,弹性回复为100%;?热膨胀系数小,导热率随温度升高而下降,耐骤冷、急热,即使从几千摄氏度的高温突然降到常温也不会炸裂;?摩擦系数小,并具有润滑性;?导电性好,25e时高模量碳纤维的比电阻为775L8/c m,高强度碳纤维则为1500L8/c m;?耐高温和低温性好,在3000e非氧化气氛下不熔化、不软化,在液氮温度下依旧很柔软,也不脆化;?耐酸性好,对酸呈惰性,能耐浓盐酸、磷酸、硫酸等侵蚀[4~7].除此之外,碳纤维还具有耐油、抗辐射、抗放射、吸收有毒气体和使中子减速等特性. 碳纤维的结构取决于原丝结构和碳化工艺,但无论用哪种材料,碳纤维中碳原子平面总是沿纤维轴平行取向.用X-射线、电子衍射和电子显微镜研究发现,真实的碳纤维结构并不是理想的石墨点阵结构,而是属于乱层石墨结构[8],如图1所示.构成此结构的基元是六角形碳原子的层晶格,由层晶格组成层平面.在层平面内的碳原子以强的共价键相连,其键长为0.1421n m;在层平面之间则由弱的范德华力相连,层间距在0.3360~0.3440n m之间;层与层之间碳原子没有规则的固定位置,因而层片边缘参差不齐.处于石墨层片边缘的碳原子和层面内部结构完整的基础碳原子不同.层面内部的基础碳原子所受的引力是对称的,键能高,反应活性低;处于表面边缘处的碳原子受力不对称,具有不成对电子,活性 收稿日期:2008-01-04 基金项目:上海市教委科研基金项目(06D Z034). 作者简介:上官倩芡(1974-),女,上海师范大学机械与电子工程学院副教授.
复合材料成型工艺大全及说明
复合材料成型工艺大全及说明 复合材料成型工艺是复合材料工业的发展基础和条件。随着复合材料应用领域的拓宽,复合材料工业得到迅速发展,老的成型工艺日臻完善,新的成型方法不断涌现,目前聚合物基复合材料的成型方法已有20多种,并成功地用于工业 生产。 视所选用的树脂基体材料的不同,各方法适用于热固性和热塑性复合材料的生产,有些工艺两者都适用。复合材料制品成型工艺特点:与其它材料加工工艺相比,复合材料成型工艺具有如下特点: (1)材料制造与制品成型同时完成一般情况下,复合材料的生产过程,也就是制品的成型过程。材料的性能必须根据制品的使用要求进行设计,因此在选择材料、设计配比、确定纤维铺层和成型方法时,都必须满足制品的物化性能、结构形状和外观质量要求等。(2)制品成型比较简便一般热固性复合材料的树脂基体,成型前是流动液体,增强材料是柔软纤维或织物,因此用这些材料生产复合材料制品,所需工序及设备要比其它材料简单的多,对于某些制品仅 需一套模具便能生产。 ◇ 层压及卷管成型工艺1、层压成型工艺层压 成型是将预浸胶布按照产品形状和尺寸进行剪裁、叠加后,
放入两个抛光的金属模具之间,加温加压成型复合材料制品的生产工艺。它是复合材料成型工艺中发展较早、也较成熟的一种成型方法。该工艺主要用于生产电绝缘板和印刷电路板材。现在,印刷电路板材已广泛应用于各类收音机、电视机、电话机和移动电话机、电脑产品、各类控制电路等所有需要平面集成电路的产品中。层压工艺主要用于生产各种规格的复合材料板材,具有机械化、自动化程度高、产品质量稳定等特点,但一次性投资较大,适用于批量生产,并且只能生产板材,且规格受到设备的限制。层压工艺过程大致包括:预浸胶布制备、胶布裁剪叠合、热压、冷却、脱模、加工、后处理等工序。2、卷管成型工艺卷管成型工是用预浸胶布在卷管机上热卷成型的一种复合材料制品 成型方法,其原理是借助卷管机上的热辊,将胶布软化,使胶布上的树脂熔融。在一定的张力作用下,辊筒在运转过程中,借助辊筒与芯模之间的摩擦力,将胶布连续卷到芯管上,直到要求的厚度,然后经冷辊冷却定型,从卷管机上取下,送入固化炉中固化。管材固化后,脱去芯模,即得复合材料卷管。卷管成型按其上布方法的不同而可分为手工上布法和连续机械法两种。其基本过程是:首先清理各辊筒,然后将热辊加热到设定温度,调整好胶布张力。在压辊不施加压力的情况下,将引头布先在涂有脱模剂的管芯模上缠上约1圈,然后放下压辊,将引头布贴在热辊上,同时将胶布拉上,盖
材料成型毕业论文范文2篇
材料成型毕业论文范文2篇 材料成型毕业论文范文一:金属材料加工中材料成型与控制工程 摘要:本文以金属材料为例,对材料成型与控制工程中的加工技术进行细化分析,首先,理论概述了金属材料的选材原则,然后具体分析了铸造成型、挤压与锻模塑性成型、粉末冶金以及机械加工四种加工方法,旨在为相关工作人员提供有借鉴性的参考资料,进一步提高我国制造业的加工水平与整体质量。 关键词:材料成型;控制工程;金属材料;加工工艺 0引言 对于我国制造业而言,材料成型与控制工程是其实现长期健康发展的根本保障,不仅如此,材料成型与控制工程也是我国机械制造业的关键环境,因此,相关企业必须对其给予高度重视。无论是电力机械制造,还是船只等交通工具制造,均离不开材料成型与控制工程,材料成型与控制技术的水平与质量将会直接决定机械制造水平与质量。因此,对材料成型与控制工程中的金属材料加工技术进行细化分析,具有非常重要的现实意义。 1金属材料选材原则 在金属复合材料成型加工过程中,将适量的增强物添加于金属复合材料中,可以在很大程度上高材料的强度,优化材料的耐磨性,但与此同时,也会在一定程度上扩大材料二次加工的难度
系数,正因此,不同种类的金属复合材料,拥有不同的加工工艺以及加工方法。例如,连续纤维增强金属基复合材料构件等金属复合材料便可以通过复合成型;而部分金属复合材料却需要经过多重技术手段,才能成型,这些成型技术的实践,需要相关工作人员长期不断加以科研以及探究,才能正式投入使用,促使金属复合材料成型加工技术水平与质量实现不断发展与完善。由于成型加工过程中,如果技术手段存在细小纰漏,或是个别细节存在问题,均会给金属基复合材料结构造成一定的影响,导致其与实际需求出现差异,最终为实际工程预埋巨大的风险隐患,诱发难以估量的后果。所以,相关工作人员在对金属复合材料进行选材过程中,必须准确把握金属材料的本质以及复合材料可塑性,只有这样,才能保证其可以顺利成型,并保证使用安全。 2金属材料加工方法 2.1机械加工成型 当前,金属材料成型与控制工程中,应用最为广泛的金属切割刀具便是金刚石刀具,以金刚石刀具对铝基复合材料进行精加工,与其他金属基复合材料,例如,钻、铣以及车等,均是现代社会中广而易见的。铝基复合材料的金刚石刀具加工形式可以细化为三种:其一,车削形式;其二,铣削形式;其三,钻削形式。其中,钻削即通过镶片麻花钻头对铝基复合材料进行加工,常见的有b4c以及sic颗粒钻削,然后添加适量的外切削液,可以有效强化铝基复合材料。铣削即通过 1.5%-2.0%(w+c)粘结剂,8.0%-8.5%pcd的端面铣刀对铝基复合材料进行加工,常见的有sic 颗粒铣削增强铝基复合材料,然后添加适量的切削液进行冷却。
复合材料加工工艺综述
复合材料加工工艺综述 前言: 复合材料(Composite materials),是由两种或两种以上不同性质的材料,通过物理或化学的方法,在宏观上组成具有新性能的材料。各种材料在性能上互相取长补短,产生协同效应,使复合材料的综合性能优于原组成材料而满足各种不同的要求。 复合材料的基体材料分为金属和非金属两大类。金属基体常用的有铝、镁、铜、钛及其合金。非金属基体主要有合成树脂、橡胶、陶瓷、石墨、碳等。增强材料主要有玻璃纤维、碳纤维、硼纤维、芳纶纤维、碳化硅纤维、石棉纤维、晶须、金属丝和硬质细粒等。 复合材料使用的历史可以追溯到古代。从古至今沿用的稻草增强粘土和已使用上百年的钢筋混凝土均由两种材料复合而成。20世纪40年代,因航空工业的需要,发展了玻璃纤维增强塑料(俗称玻璃钢),从此出现了复合材料这一名称。50年代以后,陆续发展了碳纤维、石墨纤维和硼纤维等高强度和高模量纤维。70年代出现了芳纶纤维和碳化硅纤维。这些高强度、高模量纤维能与合成树脂、碳、石墨、陶瓷、橡胶等非金属基体或铝、镁、钛等金属基体复合,构成各具特色的复合材料。 复合材料是一种混合物。在很多领域都发挥了很大的作用,代替了很多传统的材料。复合材料按其组成分为金属与金属复合材料、非金属与金属复合材料、非金属与非金属复合材料。按其结构特点又分为:①纤维复合材料。将各种纤维增强体置于基体材料内复合而成。如纤维增强塑料、纤维增强金属等。②夹层复合材料。由性质不同的表面材料和芯材组合而成。通常面材强度高、薄;芯材质轻、强度低,但具有一定刚度和厚度。分为实心夹层和蜂窝夹层两种。③细粒复合材料。将硬质细粒均匀分布于基体中,如弥散强化合金、金属陶瓷等。④混杂复合材料。由两种或两种以上增强相材料混杂于一种基体相材料中构成。与普通单增强相复合材料比,其冲击强度、疲劳强度和断裂韧性显著提高,并具有特殊的热膨胀性能。分为层内混杂、层间混杂、夹芯混杂、层内/层间混杂和超混杂复合材料。 60年代,为满足航空航天等尖端技术所用材料的需要,先后研制和生产了以高性能纤维(如碳纤维、硼纤维、芳纶纤维、碳化硅纤维等)为增强材料的复合材料,其比强度大于4×106厘米(cm),比模量大于4×108cm。为了与第一代玻璃纤维增强树脂复合材料相区别,将这种复合材料称为先进复合材料。按基体材料不同,先进复合材料分为树脂基、金属
复合材料的发展前景,发展与应用
复合材料的发展及应用 随着科学技术迅速发展,特别是尖端科学技术的突飞猛进,对材料性能提出越来越高,越来越严和越来越多的要求。在许多方面,传统的单一材料已不能满足实际需要。这时候复合材料就出现在了这百家争鸣的舞台上。 基本概论 复合材料是由两种或两种以上物理和化学性质不同的物质组合而成的一种多相固体材料。此定义来自ISO。在复合材料中,通常有一相为连续相,称为基体;另一相为分散相,称为增强材料。从上述定义中可以看出,复合材料是两个或多个连续相与一个或多个分散相在连续相中的复合,复合后的产物为固体时才称为复合材料。所以我们可根据增强材料与基体材料的名称来给复合材料命名,增强基体复合材料。如:玻璃钎维环氧树脂复合材料,可写作玻璃/环氧复合材 料。 分类与性能 按增强材料形态分类可分为(1)连续纤维复合材料;(2)短纤维复合材料;(3)粒状填料复合材料;(4)编织复合材料。按增强纤维种类分类可分为(1)玻璃纤维复合材料;(2)碳纤维复合材料;(3)有机,金属,陶瓷纤维复合材料。在此篇文章中主要讨论以基体材料分类的几种复合材料。1.聚合物基复合材料——比强度,比模量大;耐疲劳性好;减震性好;过载时安全性好;具有多种功能性;
有很好的加工工艺性。2金属基复合材料——高比强度,高比模量;导热,导电性能;热膨胀系数小,尺寸稳定性好;良好的高温性能;耐磨性好;良好的疲劳性能和断裂韧性;不吸潮,不老化,气密性好。此外还有陶瓷,水泥基复合材料,都有与上类似的特点。 基体材料 一:金属材料 选择基体的原则:使用要求,组成特点,基体金属与增强物的相 容性。 结构复合材料的基体:450℃以下的轻金属基体(“铝基和镁基”用于航天飞机,人造卫星,空间站,汽车发动机零件,刹车盘等);450-700℃的复合材料的金属基体(“钛合金”用于航天发动机);1000℃以上的高温复合材料的金属基体(“镍基,铁基耐热合金和金属间化合物”用于燃气轮机)。 二:陶瓷材料 陶瓷是金属和非金属元素的固体化合物,其键合为共价键或离子键,与金属不同,它们不含有大量的电子。一般而言,陶瓷具有比金属更高的熔点和硬度,化学性质非常稳定,耐热性,抗老化性皆佳。常用的陶瓷基体主要包括玻璃(无机材料高温烧结),玻璃陶瓷,氧化物陶瓷(MgO,Al2O3,SiO2,莫来石等),非氧化物陶瓷(氮化物,碳化物,硼化物和硅化物等)。 三:聚合物材料
复合材料工艺与设备复习资料
《复合材料工艺与设备》简答与论述(▲为重点内容) 1原材料 (1)GF生产工艺中,浸润剂分为哪几种类型?它们的作用是什么?(概念题里有详解) (2)▲根据CF原丝的选择原则,生产CF常用的原丝种类有哪些?(聚丙烯睛纤维,沥青纤维,粘胶纤维) 2、手糊成型工艺 (1)▲根据手糊成型的工艺特点,说明对增强纤维和基体树脂的选择原则及常 用GF制品和树脂的种类?P12-14 (2)GFR高级模具的基本要求?如何制备GFRP高级模具?P17-19 (3)▲手糊成型工艺对外脱模剂的基本要求?并举例说明外脱模剂的主要类型 及应用特点?P20-21 (4)▲分析手糊成型工艺GFR制品常见缺陷的原因如:表面发粘、气泡、流胶、胶衣层起皱、分层、固化不完全等。P29-31 3、RTM喷射、热压釜工艺 (1)喷射成型有哪几种形式?P32 (2)喷射成型中垂流与浸渍不良原因是什么?如何防治?P35 (3)热压釜主要结构及装置有哪些?P41 (4)▲与其他工艺相比,RTM t哪些特点?P49 (5)何为RIM RRIM SRIM工艺?(分别是反应注射模塑、增强型反应注射模塑、结构反应注射模塑)P51-54 4、夹层结构工艺 (1)GFR夹层结构的特点及应用。P56-57 (2)聚氨酯泡沫塑料夹芯材料的生产原理。P66-68 (3)金属蜂窝夹芯材料的生产流程。P61 (4)蜂窝夹层结构生产中常见问题和解决方法。P64 (5)泡沫夹层结构通常有哪几种制造方法。P66 5、模压成型工艺 (1)▲ SM(树脂糊包括哪些基本组分?P83 (2)SMC中内脱模剂种类有哪些?作用机理如何?P91 (3)▲ SMC常用增稠剂的化学增稠机理如何?P86 (4)▲ SMC中低收缩添加剂的作用机理如何?P87 6、层压成型工艺 (1)层压板的主要类型?P135 (2)▲胶布生产的工艺参数?质量指标?以及相互关系?P136-139
复合材料工艺与设备复习材料
复合材料工艺与设备 增强纤维(CF,GF)的生产工艺与设备(表面处理工艺与设备) 玻璃纤维在生产过程中辅助材料的作用:浸润剂的种类,作用 种类:增强型浸润剂和纺织型浸润剂; 作用:1、润滑-保护作用;2、粘结-集束作用; 3、防止玻璃纤维表面静电荷的积累;4、为玻璃纤维提供进一步加工和应用所需要的特性;5、使玻璃纤维获得与基材有良好的相容性及界面化学结合或化学吸附等性能 C纤维生产工艺中,惰性气体和张力的作用 惰性气体作用:①保护新生产的纤维不受氧化②作为传热介质③排除裂解产物(非C元素)。张力的作用:①使分子取向②使分子结构规整③产生轴向拉伸应力 增强纤维在表面处理工艺中的影响因素 玻璃纤维表面处理的影响因素:①处理剂的种类;②偶联剂的用量1~%;③处理方法(前处理法、后处理法、迁移法);④烘焙温度与时间(偶联剂与GF的硅层结构的最佳结合程度); ⑤偶联剂溶液的配制(PH值的调节,一般用5%的氨水)。 手糊成型工艺与设备 手糊工艺的特点:优点:1、守护成型不受产品尺寸和形状的限制,适宜尺寸大、批量小、形状复杂产品的生产;2、设备简单、投资少、设备折旧费低;3、工艺简单;4、易于满足产品设计要求,可以在产品不同部位任意增补增强材料;5、制品树脂含量高,耐腐蚀性好;缺点:1、生产效率低,劳动强度大,劳动卫生条件差;2、产品质量不易控制,性能稳定性不高;3、产品力学性能较低。 原材料选择原则:1、产品设计的性能要求;2、手糊成型工艺要求;3、价格便宜,材料容易取得。聚合物基体的选择原则:1、能在室温下凝胶、固化。并在固化过程中无低分子物得产生。2、能配制成粘度适当的胶液,适宜手糊成型的胶液粘度为。3、无毒或低毒;4、价格便宜。增强纤维的选择原则:以玻璃纤维为例,工艺特点:1、很好的疏松性;2、铺覆的变形性;3、纤维的均匀性。 先进手糊法的种类:喷射成型、热压釜、树脂传递模塑与反应注射模塑。 RTM(树脂传递模塑)基本工艺过程:将液态热固性树脂及固化剂,由计量设备分别从储桶
复合材料工艺与设备复习
0常用的增强材料 0常用的树脂基体(包括热塑性、热固性) 0常用的成型工艺 典型的液体成型:树脂传递模塑(RTM)、树脂膜渗透(RFI)、VARTM、VARI、SCRIMP、RLI 典型的热固性树脂成型:模压、喷射、RTM、RIM、拉挤、缠绕… 典型的热塑性成型:挤出、GMT、LFT、注射… 0工艺流程及其特点 0成型工艺参数及其控制 CM 复合材料 FRP 纤维增强塑料 FRTP 纤维增强热塑性塑料 SMC 片状模塑料 DMC 团状模塑料 BMC 块状模塑料 RTM 树脂传递模塑 RIM 反应注射模塑 RRIM 增强反应注射模塑 GMT 热塑性片状模塑料 AS AS树脂,丙烯腈—苯乙烯共聚物 CM是指由两种或两种以上的不同材料,通过一定的工艺复合而成的,性能优于原单一材料的多相固体材料。 高性能:高强度、高模量、耐高温、低密度、轻质高强、力学性能好、耐热性好、介电性能好。有些热防护功能、透波功能、吸波功能、阻尼功能等。 高性能树脂基复合材料的制备: 1)选材好,选用耐热性能、力学性能好的树脂基体; 2)选材好,选用力学性能比较好的碳纤维或者高性能的玻璃纤维; 3)成型方法要选择合适; 4)关键的成型设备要选择好; 5)成型工艺控制好,通过优化成型工艺条件,可以大幅提升材料性能。
第三章夹层结构 由高强度的蒙皮(表层)与轻质芯材组成的一种结构材料。 弥补玻璃钢弹性模量低、刚度差的不足。在同样承载能力下,大大减轻结构的自重。 加芯材的目的:维持两面板之间的距离,使夹层面板截面的惯矩和弯曲刚度增大。 优缺点 泡沫:质量轻、刚度大、保温隔热性能好、强度不高 蜂窝:质量轻、强度大、刚度大//应用:构件尺寸较大、强度要求较高的部件 波板:制作简单,节省材料,但不适用于曲面形状的制品,质量轻、刚度大。 第四章模压成型 ?什么是模压?将一定量的模压料放入金属对模中,在一定温度、压力作用下,固化成型制品的方法。 加热加压的作用:使模压料塑化、流动,充满空腔,并使树脂发生固化反应 模压料的工艺性:流动性、收缩性、压缩性。 流动性。在一定温度和压力下模压料充满模腔的能力。如流动性好,可用较低成型温度、压力,较容易成型复杂制品。过大,会导致树脂流失或纤维局部聚集,制品性能下降。过小,物料不能充满模腔或局部缺料,无法成型。 成型压力↑,剪切速率↑,流动性↑。在较低温度范围内T↑,η↓,流动性↑,T继续升高,流动性↓。在开始一段时间内t↑,流动性↑,继续延长t,流动性↓。分子结构压缩性原材料、模具结构和制品形状、成型工艺条件 ?模压料的组成:短纤维增强材料、树脂基体材料、辅助材料 控制:树脂溶液浓度,纤维长度,浸渍时间,烘干条件 制备:预混、预浸,浸毡法 与质量控制 ?短纤维模压料质量控制指标:树脂含量;挥发物含量;不溶性树脂含量SMC基本组成:不饱和聚酯树脂、增稠剂、引发剂、交联剂、低收缩添加剂、填料、内脱模剂、着色剂等混合物浸渍短切玻纤粗纱或玻纤毡,两表面加上保护膜(聚乙烯或聚丙烯薄膜)形成的片状模压成型材料。 SMC的增稠、低收缩作用、 SMC生产工艺:树脂糊制备,上糊操作,纤维切割沉降、浸渍、稠化 及其控制、模压工艺参数 第六章层压成型
(完整版)含穿孔损伤复合材料层合板刚度降模型毕业设计论文
中国民航大学 本科生毕业论文 含穿孔损伤复合材料层合板刚度降模型 院系:航空工程学院专业:飞行器动力工程班级:040141 D 姓名:李伟
学号: 指导教师:卢翔二零零八年六月
基于疲劳损伤两段论的复合材料层合板刚度降模型 李伟 摘要:复合材料在静态和动态载荷作用下的损伤是十分复杂的,对损伤的精确建模是关系到复合材料力学行为描述的关键问题。精确的模型能更深刻地认识复合材料的损伤机理。本文从实际工程背景出发,利用疲劳累积损伤模型,结合疲劳损伤两段理论,对复合材料层合板的寿命问题开展了较为系统深入的研究。主要内容包括: (1)在刚度降模型的基础上,根据疲劳损伤的两阶段理论,将复合材料的疲劳损伤划分为两个阶段。并且用两种不同的函数分段描述疲劳损伤的过程,建立了疲劳损伤演化两阶段模型。通过查阅相应的试验数据,运用多元函数的最小二乘法,得到了模型中的各个拟合参数。最后以75%的强度极限应力水平为例,对模型进行了验证。 (2)在无孔层合板疲劳累积损伤模型的基础上,运用“点应力准则”概念,提出了带圆孔复合材料层合板的疲劳累积损伤模型,定义了应力修正因子。通过查阅相关的试验数据,获得了特征点应力修正因子,并建立了该带孔板疲劳累积损伤模型。用该模型对孔径为5mm层合板的S-N(应力-寿命,S-N)曲线进行了疲劳寿命预测与验证。 关键词:复合材料刚度降疲劳损伤寿命预测S-N曲线
Stiffness reduction analysis for composite laminates with circular of laminated composite. In this paper, starting from a practical engineering background, using the fatigue accumulation damage theory, together with the two-stage theory for fatigue damage, a in-depth study for the fatigue life ofcomposite laminates are carried on. The research work in this paper is included following: 1、On the basis of the stiffness reduction model, According to the two-stage fatigue damage theory, a damage process is divided into two stage。In order to express the fatigue damage accurately, the two-stage model for fatigue accumulation damage is presented. Through accessing to the corresponding test data, using of the least squares method for multi-function, the parameters in the model are finally got. In the end, the fatigue tests of the composite materials under 75% ultimate strength are investigated experimentally. Based on the stiffness reduction model of imperforate composite laminates, using the concept of “characteristic dimension”stress, a fatigue model is presented for the fatigue of notched laminates, and the concept of the
复合材料的发展和应用的论文
复合材料的发展和应用的论文 全球复合材料发展概况 复合材料是指由两种或两种以上不同物质以不同方式组合而成的材料,它可以发挥各种材料的优点,克服单一材料的缺陷,扩大材料的应用范围。由于复合材料具有重量轻、强度高、加工成型方便、弹性优良、耐化学腐蚀和耐候性好等特点,已逐步取代木材及金属合金,广泛应用于航空航天、汽车、电子电气、建筑、健身器材等领域,在近几年更是得到了飞速发展。 随着科技的发展,树脂与玻璃纤维在技术上不断进步,生产厂家的制造能力普遍提高,使得玻纤增强复合材料的价格成本已被许多行业接受,但玻纤增强复合材料的强度尚不足以和金属匹敌。因此,碳纤维、硼纤维等增强复合材料相继问世,使高分子复合材料家族更加完备,已经成为众多产业的必备材料。目前全世界复合材料的年产量已达550多万吨,年产值达1300亿美元以上,若将欧、美的军事航空航天的高价值产品计入,其产值将更为惊人。从全球范围看,世界复合材料的生产主要集中在欧美和东亚地区。近几年欧美复合材料产需均持续增长,而亚洲的日本则因经济不景气,发展较为缓慢,但中国尤其是中国内地的市场发展迅速。据世界主要复合材料生产商ppg公司统计,2000年欧洲的复合材料全球占有率约为32%,年产量约200万吨。与此同时,美国复合材料在20世纪90年代年均增长率约为美国gdp增长率的2倍,达到4%~6%。2000年,美国复合材料的年产量达170万吨左右。特别是汽车用复合材料的迅速增加使得美国汽车在全球市场上重新崛起。亚洲近几年复合材料的发展情况与政治经济的整体变化密切相关,各国的占有率变化很大。总体而言,亚洲的复合材料仍将继续增长,2000年的总产量约为145万吨,预计2005年总产量将达180万吨。 从应用上看,复合材料在美国和欧洲主要用于航空航天、汽车等行业。2000年美国汽车零件的复合材料用量达万吨,欧洲汽车复合材料用量到2003年估计可达万吨。而在日本,复合材料主要用于住宅建设,如卫浴设备等,此类产品在2000年的用量达万吨,汽车等领域的用量仅为万吨。不过从全球范围看,汽车工业是复合材料最大的用户,今后发展潜力仍十分巨大,目前还有许多新技术正在开发中。例如,为降低发动机噪声,增加轿车的舒适性,正着力开发两层冷轧板间粘附热塑性树脂的减振钢板;为满足发动机向高速、增压、高负荷方向发展的要求,发动机活塞、连杆、轴瓦已开始应用金属基复合材料。为满足汽车轻量化要求,必将会有越来越多的新型复合材料将被应用到汽车制造业中。与此同时,随着近年来人们对环保问题的日益重视,高分子复合材料取代木材方面的应用也得到了进一步推广。例如,用植物纤维与废塑料加工而成的复合材料,在北美已被大量用作托盘和包装箱,用以替代木制产品;而可降解复合材料也成为国内外开发研究的重点。 另外,纳米技术逐渐引起人们的关注,纳米复合材料的研究开发也成为新的热点。以纳米改性塑料,可使塑料的聚集态及结晶形态发生改变,从而使之具有新的性能,在克服传统材料刚性与韧性难以相容的矛盾的同时,大大提高了材料的综合性能。 树脂基复合材料的增强材料 树脂基复合材料采用的增强材料主要有玻璃纤维、碳纤维、芳纶纤维、超高分子量聚乙烯纤维等。 1、玻璃纤维 目前用于高性能复合材料的玻璃纤维主要有高强度玻璃纤维、石英玻璃纤维和高硅氧玻璃纤维等。由于高强度玻璃纤维性价比较高,因此增长率也比较快,年增长率达到10%以上。高强度玻璃纤维复合材料不仅应用在军用方面,近年来民用产品也有广泛应用,如防弹头盔、防弹服、直升飞机机翼、预警机雷达罩、各种高压压力容器、民用飞机直板、体育用品、各类耐高温制品以及近期报道的性能优异的轮胎帘子线等。石英玻璃纤维及高硅氧玻璃