SFC图到步进梯形图的转换

SFC图到步进梯形图的转换
一、单一序列顺序功能图转换梯形图的方法
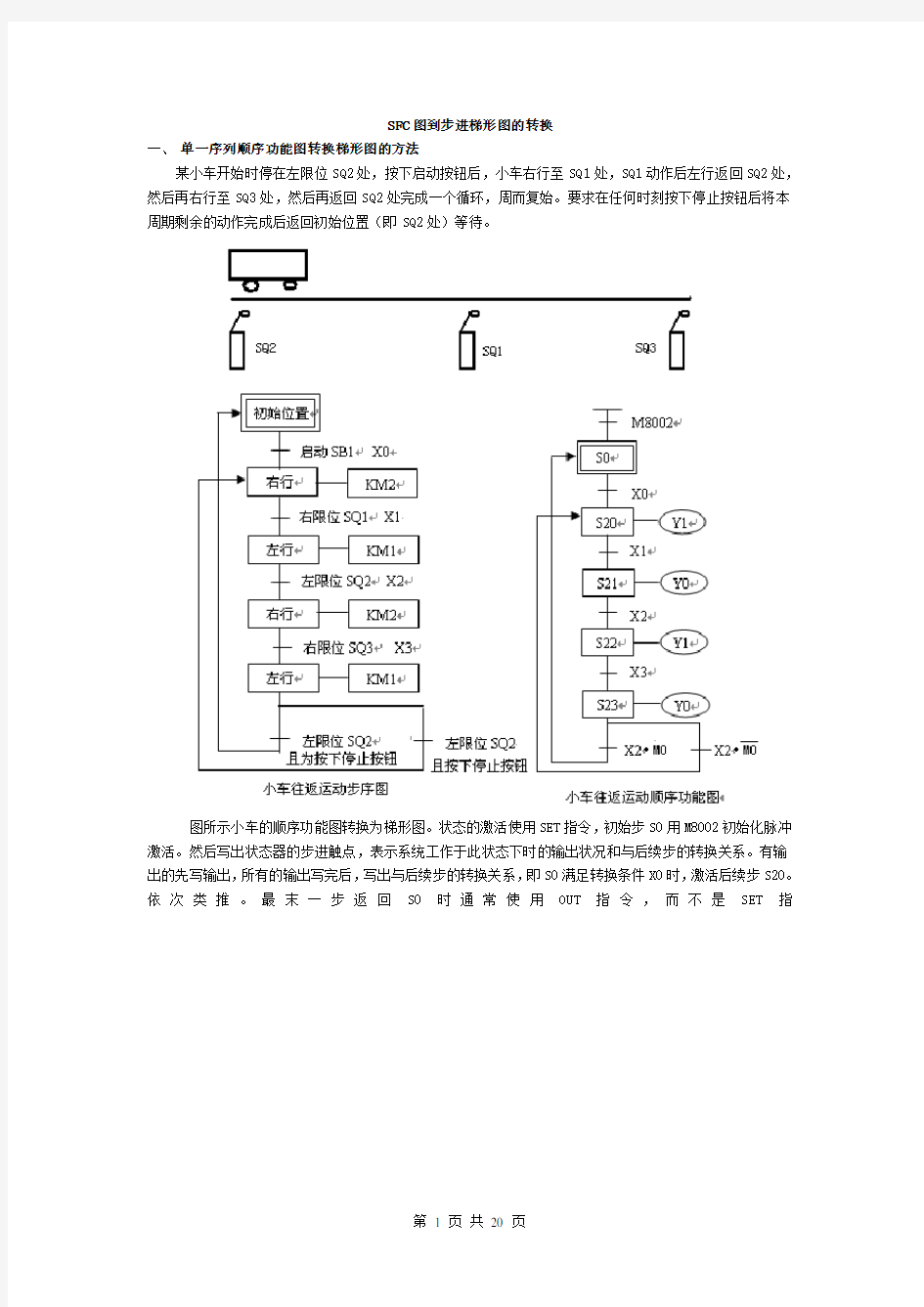
某小车开始时停在左限位SQ2处,按下启动按钮后,小车右行至SQ1处,SQ1动作后左行返回SQ2处,然后再右行至SQ3处,然后再返回SQ2处完成一个循环,周而复始。要求在任何时刻按下停止按钮后将本周期剩余的动作完成后返回初始位置(即SQ2处)等待。
图所示小车的顺序功能图转换为梯形图。状态的激活使用SET指令,初始步S0用M8002初始化脉冲激活。然后写出状态器的步进触点,表示系统工作于此状态下时的输出状况和与后续步的转换关系。有输出的先写输出,所有的输出写完后,写出与后续步的转换关系,即S0满足转换条件X0时,激活后续步S20。依次类推。最末一步返回S0时通常使用OUT指令,而不是SET指
小车的步进梯形图
二、 选择序列顺序功能图转换梯形图的方法
X3
X7 X6
X5
X2 X12 S0
M8002 X0 S26
K200
X4
S22
S23
C0
S24
S25
X1 S20
S21
Y0
Y1
M2
Y2
C0
Y6 S0
Y5
三、并行序列顺序功能图转换梯形图的方法
示例:十字路口交通信号灯控制程序
现有一十字路口交通信号灯。
控制要求:
(1)按下启动按钮后,东西红灯亮,并维持25秒。东西红灯亮的同时,南北绿灯也亮,维持20秒后,南北绿灯闪烁3秒,之后熄灭;然后变为南北黄灯亮,2秒后熄灭。之后,南北红灯亮,东西绿灯亮。
(2)南北红灯亮30秒后熄灭。东西绿灯亮25秒后变为闪烁,闪烁3秒后熄灭,然后东西黄灯亮2秒后熄灭。之后,东西红灯亮,南北绿灯亮。
(3)信号灯按以上方式周而复始地工作。
(4)按下停止按钮后,信号灯执行完一个周期后停止工作。
名称输入点名称输出点名称输出点启动按钮SB1 X0 东西红灯Y0 南北红灯Y3 停止按钮SB2 X1 东西绿灯Y1 南北绿灯Y4
东西黄灯Y2 南北黄灯Y5
十字路口交通灯的顺序功能图
十字路口交通灯的步进梯形图物料小车
构件:运料小车
实物图:
接线图:
使用说明:
用鼠标点击行程开关,然后移动鼠标可改变行程开关的位置,行程开关的初始状态是上面为常闭触点,下面为常开触点。用行程开关来控制小车的运动、停止以及什么时候加料。
用鼠标点击装料电磁阀,然后移动鼠标可在添加一个装料电磁阀,最多不超过3个。给装料电磁阀通电,可给小车加料。
COM端为前三个接线柱的公共端,如果给前进端、COM端通电,小车前进(右行),给后退端、COM端通电,小车后退(左行),给卸料端、COM端通电,小车卸料。
实例:
PLC控制运料小车,示意图如下:
控制过程:
其中启动按钮SB1用来开启运料小车,停止按钮SB2用来手动停止运料小车(其工作方式见考核要求3选定)。按SB1小车从原点起动, KM1接触器吸合使小车向前运行直到碰SQ2开关停, KM2接触器吸合使甲料斗装料5秒,然后小车继续向前运行直到碰SQ3开关停,此时KM3接触器吸合使乙料斗装料3秒,随后KM4接触器吸合小车返回原点直到碰SQ1开关停止,KM5接触器吸合使小车卸料 5秒后完成一次循环。
工作方式由用户设定:
(1)、小车连续循环与单次循环可按SA1进行选择,当SA1为“0”时小车连续循环,当SA1为“1”时小车单次循环;
(2)小车连续循环,按停止按钮SB2小车完成当前运行环节后,立即返回原点,直到碰SQ1开关立即停止;当再按启动按钮SB1小车重新运行;
(3)、连续作3次循环后自动停止,中途按停止按钮SB2则小车完成一次循环后才能停止。
交通灯
构件:交通灯
实物图:
原理图:
使用说明:
灯的两端是它的接线柱,通电后,灯会亮。实例:
用PLC控制交通灯信号,示意图如下:
交通灯流程如下:
1、南北红灯亮并保持15秒,同时东西绿灯亮,但保持10秒,到10秒时东西绿灯闪亮3次(每周期1秒)后熄灭;继而东西黄灯亮,并保持2秒,到2秒后,东西黄灯熄灭,东西红灯亮,同时南北红灯熄灭和南北绿灯亮。
2、东西红灯亮并保持10秒。同时南北绿灯亮,但保持5秒,到5秒时南北绿灯闪亮3次(每周期1秒)后熄灭;继而南北黄灯亮,并保持2秒,到2秒后,南北黄灯熄灭,南北红灯亮,同时东西红灯熄灭和东西绿灯亮,循环执行。
3、当强制按钮SB1接通时,南北黄灯和东西黄灯同时亮,并不断闪亮(每周期2秒)。当强制按钮SB1断开后,按照第一步循环执行。
自动门
构件:自动门
实物图:
接线图:
使用说明:
按键盘的方向键可控制小车前进和后退。
超声波开关:红色区域为超声波的感应范围,当小车进入到这个范围,超声波开关被触发,常闭变常开,常开变常闭。它的初始状态是上面为常闭触点,下面为常开触点。
光电开关:当有物体穿过开关,并遮住了光束,那么开关的状态常闭变常开,常开变常闭。它的初始状态是上面为常闭触点,下面为常开触点。
门下限开关:当门下降,碰到它时,门下限开关会有动作,那么开关的状态常闭变常开,常开变常闭。由于现在门是关闭的,因此它的初始状态是上面为常开触点,下面为常闭触点。
门上限开关:当门上升时,碰到它时,门上限开关会有动作,那么开关的状态常闭变常开,常开变常闭。它的初始状态是上面为常闭触点,下面为常开触点。
门位电动机:采用直流驱动,按正负方向接入电源,电动机正转(门上升),反之,电动机反转(门下降)。
实例:
用PLC控制仓库门自动开闭控制电路,示意图如下。
控制要求:
1、当人或车接近仓库门的某个区域时,仓库门自动打开,人车通过后,仓库门自动关闭,从而实现仓库门的无人管理。
2、工作过程:
库门设计为卷帘式,用一个电机来拖动卷帘。正转接触器KM1使电机开门,反转接触器KM2使电机关门。在库门的上方装设一个超声波探测开关S01,超声波开关发射超声波,当来人(车)进入超声波发射范围时,超声波开关便检测出超声回波,从而产生输出电信号(S01=ON),由该信号启动接触器KM1,电机M正转使卷帘上升开门,电机开门时必须开至上限位后再自动关门。在库门的下方装设一套光电开关S02,用以检测是否有物体穿过库门。光电开关由两个部件组成,一个是能连续发光的光源;另一个是能接收光束,并能将之转换成电脉冲的接收器。若行车(人)遮断了光束,光电开关S02便检测到这一物体,产生电脉冲,由该信号启动接触器KM2,使电机M反转,从而使卷帘开始下降关门,电机关门时若超声波开关探测有信号,则立即停止关门并自动打开电机开门。用两个行程开关K1和K2来检测库门的开门上限和关门下限,用按钮S03手动控制开门和S04手动控制关门。
洗衣机
构件:洗衣机
实物图:
接线图:
使用说明:
鼠标点击液位开关,上下移动鼠标,液位开关可上下运动,用来处理不同的液位控制要求,液位开关的初始状态是上面为常闭触点下面为常开触点。
给进水管电磁阀通电,进水管开始向洗衣机里注水。给出水管电磁阀通电,出水管开始将洗衣机里的水放掉。
洗衣机的电动机为
实例:
PLC控制全自动洗衣机程序设计,控制要求如下:
启动时,首先进水,到高水位时停止进水,开始洗涤。正转洗涤10s,暂停5s后反转洗涤10s,暂停5s后正转洗涤,如此反复10次。洗涤结束后,开始排水,当水位下降到低水位时,进行脱水(同时排水),脱水时间为20s。这样完成一次洗涤,脱水完成后自动停机
混合罐
构件:混合罐
实物图:
使用说明:
鼠标点击液位开关,上下移动鼠标,液位开关可上下运动,用来处理不同的液位控制要求,液位开关的初始状态是上面为常闭触点下面为常开触点。
给进料泵电磁阀通电,进料泵开始进料,给出料泵电磁阀通电,出料泵开始出料。
混料泵为三相异步电动机,该电动机的连接方法已默认为星型连接,只需将三相电连接到三个接线柱即可。通电后,混料泵开始搅拌。
实例:
用PLC控制混料罐,示意图如下:
1、控制过程
有一混料罐装有二个进料泵控制二种液料的进罐,装有一个出料泵控制混合料出罐,另有一个混料泵用于搅拌液料,罐体上装有三个液位检测开关S1、S2、S3,分别送出罐内液位低、中、高的检测信号。
有一个混料配方选择开关SA1,用于选择配方1或配方2。设有一个起动按钮SB1,当按动SB1后,混料罐就按给定的工艺流程开始运行。设有一个停止按钮SB2作为流程的停运开关(其工作方式见考核要求3选定);循环选择开关SA2作为流程的连续循环与单次循环的选择开关。
2、混料罐的工艺流程
3、工作方式由用户设定:
(1)混料罐连续循环与单次循环可按SA2自锁按钮进行选择,当SA2为“0”时混料罐连续循环,当SA2为“1”时混料罐单次循环;
(2)混料罐连续循环,按停止按钮SB2混料罐立即停止;当再按启动按钮SB1,混料罐继续运行;
(3)连续作3次循环后自动停止,中途按停止按钮SB2混料罐完成一次循环后才能停止;
剪板机
构件:剪板机
实物图:
控制面板按键操作及屏显功能说明精编版
控制面板按键操作及屏显功能说明
一、控制面板按键操作及屏显功能说明: ●开关开启及关闭电源,触摸(按)一次进入工作状 态,显示屏显示进入待机状态标志,再触摸(按)一次关闭电源。 ●功能功能选择键,触摸(按)一次选择一种功能, 可按顺序循环选择,当功能选定后,电磁炉便会自动默认工作。 ●童锁在选定某一功能进入工作后,触摸(按)“童锁”, 电磁炉便会锁定或解除工作状态,关机也会自动解除锁定。 ●火锅/煎炒/烧烤 按上述键进入相应功能工作状态,按“增大”或 “减小”键调节火力,按“定时”键进入时间设 定,按“增大”或“减小”键设定时间。 ●烧水/泡茶/煮饭/热奶/暖酒/煲汤/煲粥/蒸炖 按上述智能键进入相应自动功能工作状态,加热过程自动调节功率。 ●保温按此键进入自动保温状态。 ●快速加热/火力 按上述键进入快速加热状态,按“增大”或“减 小”键调节火力,按“定时”键进入时间设定, 按“增大”或“减小”键设定时间。 ●定时按此键,进入时间设定状态,但在自动功能状 态无此作用。 ●增大/减小调节定时、火力、温度的大小,但在自 动功能状态无此作用。 以上功能键在操作时均点亮相对应的指示灯,并且屏幕显示相应的动态数字。在每一个加热功能结束蜂鸣器有“DiDi”报警提示音,风扇旋转1-3分钟将机内余热吹散后停止转动。风扇停止转动后才可拔掉电源。 二、自动功能详叙 自动煮饭:首先以适当功率加热至60℃,恒温吸水,加热至水干后,进入焖饭。 自动煲汤:首先以适当功率加热,加热一段时间后,转入小功率慢炖。
自动烧水:以最大功率迅速将水煮开一段时间后,自动关机。 自动热奶:首先以适当功率加热至60-80℃后, 维持该温度约30秒进行巴氏灭菌, 并自动转入保温,10分钟后自动关 机。 三、准备工作 1.将电磁炉水平放置,每边与墙或其它物品要留10cm以上间隙。 2.将电源插头插入220V AC/10A以上的专用插座上,电磁炉进行自检,蜂鸣器报警一声,然后进入待机状态。 3.将盛有料理的专用锅具置于电磁炉面板中央。4.根据需要选择相应的功能进行操作。 四、操作使用技术说明 1.在最低的几个功率段,电磁炉会间断加热,属正常。 2.在定温时,因锅具材质、形状及环境温度不同,实际温度与设定温度会有一些差异。 3.本产品自动煮饭功能应使用复底不锈钢饭锅。4.因自动功能受机器的初始温度影响较大,若刚使
快速学看PLC梯形图和语句表
快速学看PLC梯形图和语句表 第一章认识PLC 1.1 PLC的基本组成 1.1.1 PLC的面板介绍 1.1.2PLC的基本结构与组成 1.2 PLC的工作原理 1.3 PLC的编程语言 1.3.1 梯形图(LD) 1.3.2 指令语句表(IL) 1.3.3 顺序功能图(SFC) 1.3.4 功能模块图语言(FBD) 1.3.5 结构化文本语言(ST) 1.4编程软件安装与使用 1.4.1 STEP7-Micro/WIN V4.0 SP3编程软件的基本功能 1.4.2 STEP7-Micro/WIN V4.0编程软件的安装 1.4.3 STEP7-Micro/WIN V4.0编程软件的主界面 1.4.4 计算机与PLC通信连接 1.4.5 程序编辑与调试运行 第二章识读西门子S7-200系列PLC 编程元件及寻址方式 2.1 识读西门子S7-200系列PLC的编程元件 2.1.1输入继电器(I) 2.1.2 输出继电器(Q) 2.1.3 辅助继电器(M) 2.1.4特殊继电器(SM) 2.1.5 顺序控制继电器(S) 2.1.6 变量存储器(V) 2.1.7 局部变量存储器(L) 2.1.8 定时器(T) 2.1.9计数器(C) 2.1.10 模拟量输入映像寄存器(AI)与模拟量输出映像寄存器(AQ)2.1.11 高速计数器(HC)
2.1.12 累加器(AC) 2.2 识读S7-200PLC存储器的数据类型与寻址方式2.2.1 基本数据类型 2.2.2 寻址方式 第三章识读西门子S7-200系列PLC基本指令3.1 识读基本逻辑指令 3.1.1 位触点及线圈指令 3.1.2置位与复位指令 3.1.3 立即I/O指令 3.1.4 边沿脉沖指令 3.2识读定时器与计数器 3.2.1定时器 3.2.2 计数器 第四章识读PLC常用基本控制程序 4.1 识读梯形图 4.1.1 如何识读梯形图 4.1.2 识读梯形图的具体方法 4.2 识读指令语句表 4.2.1 如何识读指令语句表 4.2.2 识读指令语句表的具体方法 4.3 识读PLC常用基本控制程序 4.3.1 启保停控制程序 4.3.2 联锁控制程序 4.3.3 延时通断控制程序 4.3.4 顺序延时接通控制程序 4.3.5 顺序循环接通控制程序 4.3.6 长时间延时控制程序 4.4.7 脉冲发生器控制程序 4.4.8 多地控制程序 第五章识读步进顺序控制与编程 5.1识读顺序功能图
控制面板按键操作及屏显功能说明
一、控制面板按键操作及屏显功能说明: ●开关开启及关闭电源,触摸(按)一次进入工作状态,显示屏显示进入待机状态标志,再触摸 (按)一次关闭电源。 ●功能功能选择键,触摸(按)一次选择一种功能,可按顺序循环选择,当功能选定后,电磁炉 便会自动默认工作。 ●童锁在选定某一功能进入工作后,触摸(按)“童锁”,电磁炉便会锁定或解除工作状态,关机 也会自动解除锁定。 ●火锅/煎炒/烧烤 按上述键进入相应功能工作状态,按“增大”或“减小”键调节火力,按“定时”键进入时间设定,按“增大”或“减小”键设定时间。 ●烧水/泡茶/煮饭/热奶/暖酒/煲汤/煲粥/蒸炖 按上述智能键进入相应自动功能工作状态,加热过程自动调节功率。 ●保温按此键进入自动保温状态。 ●快速加热/火力 按上述键进入快速加热状态,按“增大”或“减小”键调节火力,按“定时”键进入时间设定,按“增大”或“减小”键设定时间。 ●定时按此键,进入时间设定状态,但在自动功能状态无此作用。 ●增大/减小调节定时、火力、温度的大小,但在自动功能状态无此作用。 以上功能键在操作时均点亮相对应的指示灯,并且屏幕显示相应的动态数字。在每一个加热功能结束蜂鸣器有“DiDi”报警提示音,风扇旋转1-3分钟将机内余热吹散后停止转动。风扇停止转动后才可拔掉电源。 二、自动功能详叙 自动煮饭:首先以适当功率加热至60℃,恒温吸水,加热至水干后,进入焖饭。 自动煲汤:首先以适当功率加热,加热一段时间后,转入小功率慢炖。 自动烧水:以最大功率迅速将水煮开一段时间后,自动关机。 自动热奶:首先以适当功率加热至60-80℃后,维持该温度约30秒进行巴氏灭菌,并自动转入保温,10分钟后自动关机。 三、准备工作 1.将电磁炉水平放置,每边与墙或其它物品要留10cm以上间隙。 2.将电源插头插入220V AC/10A以上的专用插座上,电磁炉进行自检,蜂鸣器报警一声,然后进入待机状态。 3.将盛有料理的专用锅具置于电磁炉面板中央。 4.根据需要选择相应的功能进行操作。 四、操作使用技术说明 1.在最低的几个功率段,电磁炉会间断加热,属正常。 2.在定温时,因锅具材质、形状及环境温度不同,实际温度与设定温度会有一些差异。 3.本产品自动煮饭功能应使用复底不锈钢饭锅。 4.因自动功能受机器的初始温度影响较大,若刚使用过的电磁炉陶瓷板温度较高时,应冷却至常温再进行自动功能。
用PLC控制步进电机的相关指令说明
用PLC控制步进电机的相关指令 下面介绍的指令只适用于FX1S、FX1N系列的晶体管输出PLC,如高训的FX1N-60MT。这些指令主要是针对用PLC直接联动伺服放大器,目的是可以不借助其他扩展设备(例如1GM模块)来进行简单的点位控制,使用这些指令时最好配合三菱的伺服放大器(如MR-J2)。 然而,我们也可以用这些指令来控制步进电机的运行,如高训810室的实验台架。下面我们来了解相关指令的用法: 1、脉冲输出指令PLSY(FNC57) PLSY指令用于产生指定数量的脉冲。助记法为HZ、数目Y出来。指令执行如下: 2、带加减速的脉冲输出指令PLSR(FNC59) 3、回原点ZRN(FNC156)--------重点撑握 ZRN指令用于校准机械原点。助记法为高速、减速至原点。指令执行如下:
4、增量驱动DRVI(FNC158)--------重点撑握 DRVI为单速增量驱动方式脉冲输出指令。这个指令与脉冲输出指令类似但又有区别, 只是根据数据脉冲的正负多了个转向输出。本指令执行如下: 5、绝对位置驱动指令DRVA(FNC159) 本指令与DRVI增量驱动形式与数值上基本一样,唯一不同之处在于[S1.]: 在增量驱动中,[S1.]指定的是距离,也就是想要发送的脉冲数;而在绝对位置驱动指令中, [S1.]定义的是目标位置与原点间的距离,即目标的绝对位置。
下面以高训810室的设备为例,说明步进电机的驱动方法: 在用步进电机之前,请学员考虑一下几个相关的问题: 1、何谓步进电机的步距角?何为整步、半步?何谓步进电机的细分数? 2、用步进电机拖动丝杆移动一定的距离,其脉冲数是如何估算的? 3、在步进顺控中运用点位指令应注意什么?(切断电源的先后问题!) 步进电机测试程序与接线如下: 1、按下启动按钮,丝杆回原点,5秒钟后向中间移动,2秒后回到原点。
步进梯形指令及其编程精编
步进梯形指令及其编程 精编 Document number:WTT-LKK-GBB-08921-EIGG-22986
第七章FX系列可编程控制器步进梯形 指令 内容提要:本章阐述了状态编程思想、步进梯形指令及其应用。 课程重点:步进梯形指令及其应用。 课程难点:步进指令的执行过程和有关主意事项。 教学目标:重点掌握步进梯形指令定义及功能;了解状态编程思想;能用步进梯形指令结合状态编程思想设计相对复杂的控制系统程序。 步进指令常用于时间和位移等顺序控制的操作过程。FX系列可编程控制器的步进指令编程元件是状态继电器S0~S899共900点, 步进指令均由后备电池提供支持。使用步进指令时,先设计状态转移图, 状态转移图中的每个状态表示顺序工作的一个操作,再将状态转移图翻译成步进梯形图。状态转移图和步进梯形图可以直观
地表示顺序操作的流程,而且可以减少指令程序的条数和容易被人们所理解。 第一节状态编程思想 前面章节中所介绍的PLC基本指令,各种型号的PLC 大体上都具备,指令符号虽有所不同,但功能大同小异。应用上述指令,设计一般控制要求的梯形图程序非常方便,但对复杂控制系统来说,系统输入输出点数较多,工艺复杂、相互连锁关系也复杂,设计人员在设计中需根据工艺要求,周密地考虑各执行机构的动作及相互关系,保证必要的连锁保护、自锁及一些特殊控制要求。因为需要考虑的因素很多,设计较为困难。在设计过程中,往往要经过多次反复的修改和试验,才能使设计符合要求。如何简化设计步骤,并使程序容易理解又便于维护呢 在分析生产工艺过程对控制的要求后,我们发现不少生产过程都可以划分为若干个工序,每个工序对应一定的机构动作。在满足某些条件后,它又从一个工序转
(完整版)PLC步进顺序控制指令教案
PLC步进顺序控制指令 应用:工作过程按照一定的顺序动作或动作的重复较多即可使用步进顺控指令。 特点:程序的可读性强。 一、状态流程图 1、对于比较复杂的顺序控制进行编程: 首先,要根据控制过程画出状态流程图; 然后,用步进指令实现。 2、状态流程图的三要素 (1)状态的任务,即该状态要做什么。 (2)状态转移条件,即满足什么条件实现状态转移。 (3)状态转移的方向,即转移到什么状态去。 二、状态元件 状态继电器:S0-S899,其中:S0-S499(非保持型); S500-S899(非保持型); 分类:1、S0-S9初始状态继电器 2、S10-S19回零状态继电器 3、S20-S899通用状态继电器 三、步进指令(STL RET) STL 步进接点指令,操作元件是状态继电器S, 功能:将步进接点接在左母线上。 RET 步进返回指令,没有操作元件。 功能:使副母线返回到原来左母线的位置。 四、常用辅助继电器 M8000 运行监视,运行时接通。 M8002 初始脉冲,仅在瞬间(1个扫描周期)接通。 M8013 1秒钟脉冲,M8012 0.1秒钟脉冲,M8014 1分
钟脉冲 M8015 1小时脉冲 M8040 禁止转移 M8031、M8032清除数据 M8034 暂停 五、状态流程图与梯形图的相互转化 练习: S0 M8002 (ZRST S0 S22) S20 (Y1) X1 S21 (Y2) (Y1) X2 X3 S22 (Y3) X4 S0 状态流程图梯形图(程序)S20 X0 (ZRST S20 S22) S20 (Y1) X1 S21 (Y2) T1 T2 S22 (Y3) T3 S21 (T2 K20) (T3 K20)
第七章 步进梯形指令及其编程
第七章FX系列可编程控制器步进梯形 指令 内容提要:本章阐述了状态编程思想、步进梯形指令及其应用。 课程重点:步进梯形指令及其应用。 课程难点:步进指令的执行过程和有关主意事项。 教学目标:重点掌握步进梯形指令定义及功能;了解状态编程思想;能用步进梯形指令结合状态编程思想设计相对复杂的控制系统程序。 步进指令常用于时间和位移等顺序控制的操作过程。FX系列可编程控制器的步进指令编程元件是状态继电器S0~S899共900点, 步进指令均由后备电池提供支持。使用步进指令时,先设计状态转移图, 状态转移图中的每个状态表示顺序工作的一个操作,再将状态转移图翻译成步进梯形图。状态转移图和步进梯形图可以直观地表示顺序操作的流程,而且可以减少指令程序的条数和容易被人们所理解。 第一节状态编程思想 前面章节中所介绍的PLC基本指令,各种型号的PLC大体上都具备,指令符号虽有所不同,但功能大同小异。应用上述指令,设计一般控制要求的梯形图程序非常方便,但对复杂控制系统来说,系统输入输出点数较多,工艺复杂、相互连锁关系也复杂,设计人员在设计中需根据工艺要求,周密地考虑各执行机构的动作及相互关系,保证必要的连锁保护、自锁及一些特殊控制要求。因为需要考虑的因素很多,设计较为困难。在设计过程中,往往要经过多次反复的修改和试验,才能使设计符合要求。如何简化设计步骤,并使程序容易理解又便于维护呢? 在分析生产工艺过程对控制的要求后,我们发现不少生产过程都可以划分为若干个工序,每个工序对应一定的机构动作。在满足某些条件后,它又从一个工序转为另一个工序,通常这种控制被称为顺序控制。对于顺序控制的梯形图,许多PLC都设置了专门用于顺序控制或称为步进控制的指令。如三菱公司FX2N系列PLC中的 STL指令和RET(Return)指令。 顺序控制是按顺序一步一步来进行控制的,进入下一步决定于转换条件是否满足。转换条件可以是时间条件,也可以是被控过程中的反馈信号,实际生产中往往是两者的紧密结合。顺序控制与逻辑控制不同,逻辑控制主要是描述输入输出信号间的静态关系,而顺序控制则主要是描述输入输出信号间的时间关系。所以顺序控制的基本结构可以用
PLC步进指令使用
第4章步进指令 各大公司生产的PLC都开发有步进指令,主要是用来完成顺序控制,三菱FX系列的PLC有两条步进指令,STL(步进开始)和RET(步进结束)。 4.1 状态转移(SFC)图 在顺序控制中,我们把每一个工序叫做一个状态,当一道工序完成做下一道工序,可以表达成从一个状态转移到另一个状态。如有四个广告灯,每个灯亮1秒,循环进行。则状态转移图如图4-1所示。每个灯亮表示一个状态,用一个状态器S,相应的负载和 定时器连在状态器上,相邻两个状态器之间有 初始状态器 一条短线,表示转移条件。当转移条件满足时, 则会从上一个状态转移到下一个状态,而上一 个状态自动复位,如要使输出负载能保持,则 应用SET来驱动负载。每一个状态转移图应有 一个初始状态器(S0~S9)在最前面。初始状 态器要通过外部条件或其他状态器来驱动,如 图中是通过M8002驱动。而对于一般的状态器 一定要通过来自其他状态的STL指令驱动,不 能从状态以外驱动。 下面通过一个具体例子来说明状态转移图的画 法。 例4-1有一送料小车,初始位置在A点,按下启动按钮,在A点装料,装料时间5s,装完料后驶向B点卸 料,卸料时间是7s,卸 完后又返回A点装料, 装完后驶向C点卸料, 按如此规律分别给B、C 两点送料,循环进行。 当按下停止按钮时,一 定要送完一个周期后停 在A点。写出状态转移
图。 分析:从状态转移图中可以看出以下几点: (1) 同一个负载可以在不同的状态器中多次输出。 (2) 按下起动按钮X4,M0接通,状态可以向下转移,按下停止按钮,M0断开,当状态转移到S0时,由于M0是断开的,不能往下转移,所以小车停在原点位置。 (3) 要在步进控制程序前添加一段梯形图(见图4-3b ) (b ) 梯形图 (a ) 状态转移图 图4-3 控制送料小车状态转移图 4.2 步进指令 4.2.1步进指令 步进指令有两条:STL 和RET 。 STL 是步进开始指令,后面的操作数只能是状态器S ;在梯形图中直接与母线相连,M0 启动辅助继电器X1 原点条件M8002T3 X1 S23 S22 X3 S23 T2 S21 S24 X1 X2 T1 S22 S21 T0 S20 S0 打开卸料阀小车左行Y4A点 Y2T3C点 K70小车左行Y4 小车右行 打开装料阀 原点指示Y1 Y3T2K50Y0A点 打开卸料阀小车右行B点 Y2T1 K70 Y3打开装料阀 Y1 T0 K50
常用各种数控机床控制面板功能简介说课讲解
常用各种数控机床控制面板功能简介 芷江民族职业中专学校李俊新 本讲座将主要介绍数控机床的控制面板卜各种按钮开关的功能。这部分内容主要是供数控机床实际操作人员参考。由于不同类型的数控机床用户,根据各自生产的产品、生产规模及工艺流程,对于数控机床操作工的要求是不完全相同的。而这里介绍的只是一般通用的数控机床上一些常用控制按钮所具备的功能,因此,如同在以前反复强调的,这里介绍的内容绝不能代替每台机床本身的产品说明书,以及数控机床供应商所提供的培训。操作人员必须根据自己的工作性质及具体要求,通过仔细阅读机床产品说明书,以及实际的动手操作,来详细了解和真正掌握自己所操作的数控机床上各个按钮开关的具体功能。 数控机床控制面板按钮(开关)一般分为两个组成部分——控制部分与操作部分。下面即分别介绍这两类按钮的功能。 1.数控机床控制功能按扭介绍 控制部分按钮的基本任务是通过显示屏进行数据处理。例如:直接输入加工程序;编辑或改动储存在控制器内的程序;输入及调整刀具修正值,等等。另外,通过控制部分面板中的按钮,可以在显示屏上显示各种机床的状态数据,例如各运动轴的即日寸位置,主轴卜的刀具号以及控制系统的其他参数。 下面列出—些属于控制功能部分的按钮,并简单介绍一下其
功能: 【POWER】——控制面板上的电源开关按钮。注意,此按钮仅为控制器的电源开关。机床本身有一个总电源开关,但不在控制面板上。需将总开关接通后,控制器电源开关才能起作用。 【POSITION】——“位置”按钮。按动此钮,显示屏上显示各运动轴的即时位置。包括“机器坐标”和“加工坐标”值。 【PROGRAM】——“程序”按钮。将正在执行的加工程序显示在显示屏上。可用于编辑和改动程序。也可用于自动运转过程中监视程序。 【OFFSET】——“修正值”按钮。将修正值数据页面显示在显示屏上。操作人员可以输入或调整修正值。 【INPUT】——“输入”键。将数据输至控制器,相当于普通电脑的“回车’’键。 【REST】——“重置”键。若在编辑程序时,按动此键,将使光标回到程序起始点;若在程序执行期间按动此键,将终止执行程序,所有正在执行的指令将被立即取消。 【A】-【Z】——字母键。输入字母用。其功能与一般电脑键盘相同(但通常无小写)。 【1】-【O】——数字键。输人数字用。 ←↑↓→——光标控制键。通过按动相应键,可移动显示屏上光标的位置。 2.数控机床操作部分按钮(开关)功能介绍
PLC步进指令
用步进指令编程 步进顺序控制:状态寄存器、步进顺控指令。 一、状态寄存器 FX2N共有1000个状态寄存器,其编号及用途见下表。 类 别 元件编号 个 数 用 途 及 特 点 初始状态 S0 ~S9 10 用作SFC的初始状态 返回状态 S10 ~S19 10 多运行模式控制当中,用作返回原点的状态 一般状态 S20~S499 480 用作SFC的中间状态 掉电保持状态 S50~S899 400 具有停电保持功能,用于停电恢复后需继续执行的场合 信号报警状态 S900~S999 100 用作报警元件使用 说明:1)状态的编号必须在规定的范围内选用。 2)各状态元件的触点,在PLC内部可以无数次使用。 3)不使用步进指令时,状态元件可以作为辅助继电器使用。 4)通过参数设置,可改变一般状态元件和掉电保持状态元件的地址分配。 二、步进顺控指令 FX2N系列PLC的步进指令:步进接点指令STL 步进返回指令RET。 1、步进接点指令STL 说明: 1)梯形图符号: 。 2)功能:激活某个状态或称某一步,在梯形图上表现为从主母线上引出的状态接点。 STL指令具有建立子母线的功能,以使该状态的所有操作均在子母线上进行。3)STL指令在梯形图中的表示:
2、步进返回指令RET 说明: 1)梯形图符号: 2)功能:返回主母线。 步进顺序控制程序的结尾必须使用RET指令。 三、状态转移图的梯形图和写指令表 1、状态的三要素 状态转移图中的状态有驱动负载、指定转移目标和指定转移条件三个要素。 图中Y5:驱动的负载 S21:转移目标 X3:转移条件。
3、注意事项 1)程序执行完某一步要进入到下一步时,要用SET指令进行状态转移,激活下一步,并把前一步复位。 2)状态不连续转移时,用OUT指令,如图为非连续状态流程图: 非连续状态流程图 例:液压工作台的步进指令编程,状态转移图、梯形图、指令表如图所示。
控制面板按键操作及屏显功能说明
一、控制面板按键操作及屏显功能说明: ?开关开启及关闭电源,触摸(按)一次进入工作状态,显示屏显示进入待机状态标志,再触摸(按)一次关闭电源。 ?功能功能选择键,触摸(按)一次选择一种功能,可按顺序循环选择,当功能选左后,电磁炉便会自动默认工作。 ?童锁任选定某一功能进入工作后,触摸(按)“童锁”,电磁炉便会锁泄或解除工作状态,关机也会自动解除锁定。 ?火锅/煎炒/烧烤 按上述键进入相应功能工作状态,按“增大”或“减小”键调节火力,按"定时”键进入时间设定,按“增大”或“减小”键设定时间。 ?烧水/泡茶/煮饭/热奶/暖酒/煲汤/煲粥/蒸炖 按上述智能键进入相应自动功能工作状态,加热过程自动调节功率。 ?保温按此键进入自动保温状态。 ?快速加热/火力 按上述键进入快速加热状态,按“增大”或“减小”键调节火力,按“泄时”键进入时间设左,按“增大”或“减小”键设建时间。 ?定时按此键,进入时间设泄状态,但在自动功能状态无此作用。 ?増大/减小调节泄时、火力、温度的大小,但在自动功能状态无此作用。 以上功能键在操作时均点亮相对应的指示灯,并且屏幕显示相应的动态数字。在每一个加热功能结束蜂鸣器有“DiDi”报警提示音,风扇旋转1-3分钟将机内余热吹散后停止转动。风扇停止转动后才可拔掉电源。 二、自动功能详叙 自动煮饭:首先以适当功率加热至60C,恒温吸水,加热至水干后,进入炯饭。 自动煲汤:首先以适当功率加热,加热一段时间后,转入小功率慢炖。 自动烧水:以最大功率迅速将水煮开一段时间后,自动关机。 自动热奶:首先以适当功率加热至60-804C后,维持该温度约30秒进行巴氏火菌,并自动转入保温,10分钟后自动关机。 三、准备工作 1.将电磁炉水平放置,每边与墙或其它物品要留10cm以上间隙。 2.将电源插头插入220VAC/10A以上的专用插座上,电磁炉进行自检,蜂鸣器报警一声,然后进入待 机状态。 3.将盛有料理的专用锅具苣于电磁炉而板中央。 4.根据需要选择相应的功能进行操作。 四、操作使用技术说明 1.在最低的几个功率段,电磁炉会间断加热,属正常。 2.在泄温时,因锅具材质、形状及环境温度不同,实际温度与设立温度会有一些差异。 3.本产品自动煮饭功能应使用复底不锈钢饭锅。 4.因自动功能受机器的初始温度影响较大,若刚使用过的电磁炉陶瓷板温度较高时,应冷却至常温再
PLC 指令与梯形图速查手册
PLC 指令与梯形图速查手册目录 第 1 章位逻辑指令 1.1 LD 指令:载入常开触点 1.2 A 指令:串联常开触点 1.3 O 指令:并联常开触点 1.4 LDN 指令:载入常闭触点 1.5 AN 指令:串联常闭触点 1.6 ON 指令:并联常闭触点 1.7 LDI 指令:立即载入常开触点 1.8 AI 指令:串联立即常开触点 1.9 OI 指令:并联立即常开触点 1.10 LDNI 指令:载入立即常闭触点 1.11 ANI 指令:串联立即常闭触点 1.12 ONI 指令:并联立即常闭触点 1.13 NOT 指令:改变使能位输入状态 1.14 EU 指令:上升边缘检测 1.15 ED 指令:下降边缘检测 1.16 ALD 指令:触点块串联 1.17 OLD 指令:触点块并联 1.18 LPS、LRD、LPP 指令:逻辑堆栈操作1.19 =指令:线圈输出 1.20 =|指令:立即线圈输出 1.21 S 指令:线圈置位 1.22 SI 指令:线圈立即置位 1.23 R 指令:线圈复位 1.24 RI 指令:线圈立即复位 1.25 NOP 指令:空操作 1.26 X 指令:异或操作 第 2 章比较指令 2.1 LDB=指令:载入字节等于 2.2 AB=指令:与运算字节等于 2.3 OB=指令:或运算字节等于 2.4 LDB 指令:载入字节不等于 2.5 AB 指令:与运算字节不等于 2.6 OB 指令:或运算字节不等于 2.7 LDB=指令:载入字节大于或等于 2.8 AB=指令:与运算字节大于或等于2.9 OB=指令:或运算字节大于或等于2.10 LDB=指令:载入字节小于或等于 2.11 AB=指令:与运算字节小于或等于2.12 OOB=指令:或运算字节小于或等于2.13 LDB 指令:载入字节大于 2.14 AB 指令:与运算字节大于 2.15 OB 指令:或运算字节大于 2.16 LDB 指令:载入字节小于 2.17 AB 指令:与运算字节小于第 3 章转换指令 3.1 BTI 指令:字节转换至整数 3.2 ITB 指令:整数转换至字节 3.3 ITD 指令:整数转换至长整数 3.4 ITS 指令:整数转换至字符串 3.5 DTI 指令:长整数转换至整数 3.6 DTR 指令:长整数转换至实数 3.7 DTS 指令:长整数转换至字符串 3.8 ROUND 指令:取整为长整数 3.9 TRUNC 指令:截断为长整数 3.10 RTS 指令:实数转换至字符串 3.11 BCDI 指令:BCD 码转换为整数 3.12 IBCD 指令:整数转换为 BCD 码 3.13 ITA 指令:整数转换至 ASCII 码 3.14 DTA 指令:长整数转换至 ASCII 码 3.15 RTA 指令:实数转换至 ASCII 码 3.16 ATH 指令:ASCII 码转换至十六进制数字3.17 HTA 指令:十六进制数字转换 ASCII 码3.18 STI 指令:字符串转换至整数 3.19 STD 指令:字符串转换至长整数 3.20 STR 指令:字符串转换至实数 3.21 DECO 指令:解码 3.22 ENCO 指令:编码 3.23 SEG 指令:七段显示转换 第 4 章计数器指令 4.1 CTU 指令:向上计数 4.2 CTD 指令:向下计数 4.3 CTUD 指令:双向计数 4.4 HDEF 指令:定义高速计数器 4.5 HSC 指令:高速计数器 第 5 章浮点型数学运算指令 5.1 +R 指令:实数加 5.2 -R 指令:实数减 5.3 *R 指令:实数乘 5.4 /R 指令:实数除 5.5 SQRT 指令:求平方根 5.6 SIN 指令:求正弦值 5.7 COS 指令:求余弦值 5.8 TAN 指令:求正切值 5.9 LN 指令:求自然对数 5.10 EXP 指令:求指数值
PLC步进指令使用
第4章 步进指令 各大公司生产的PLC 都开发有步进指令,主要是用来完成顺序控制,三菱FX 系列的PLC 有两条步进指令,STL (步进开始)和RET (步进结束)。 4.1 状态转移(SFC )图 在顺序控制中,我们把每一个工序叫做一个状态,当一道工序完成做下一道工序,可以表达成从一个状态转移到另一个状态。如有四个广告灯,每个灯亮1秒,循环进行。则状态转移图如图4-1所示。每个灯亮表示一个状态,用一个状态器S ,相应的负载和 定时器连在状态器上,相邻两个状态器之间有 一条短线, 表示转移条件。 当转移条件满足时,则会从上一个状态转移到下一个状态,而上一个状态自动复位,如要使输出负载能保持,则应用SET 来驱动负载。每一个状态转移图应有一个初始状态器(S0~S9)在最前面。初始状态器要通过外部条件或其他状态器来驱动,如图中是通过M8002驱动。而对于一般的状态器一定要通过来自其他状态的STL 指令驱动,不能从状态以外驱动。 下面通过一个具体例子来说明状态转移图的画 法。 例4-1 有一送料小车,初始位置在A 点,按下启动按钮,在A 点装料,装料时间5s,装完料后驶向B 点卸料,卸料时间是7s ,卸完后又返回A 点装料,装完后驶向C 点卸料,按如此规律分别给B 、C 两点送料,循环进行。当按下停止按钮时,一定要送完一个周期后停在A 点。写出状态转移
图。 分析:从状态转移图中可以看出以下几点: (1) 同一个负载可以在不同的状态器中多次输出。 (2) 按下起动按钮X4,M0接通,状态可以向下转移,按下停止按钮,M0断开,当状态转移到S0时,由于M0是断开的,不能往下转移,所以小车停在原点位置。 (3) 要在步进控制程序前添加一段梯形图(见图4-3b ) (b ) 梯形图 (a ) 状态转移图 图4-3 控制送料小车状态转移图 M0 启动辅助继电器X1 原点条件M8002T3 X1 S23 S22 X3 S23 T2 S21 S24 X1 X2 T1 S22 S21 T0 S20 S0 打开卸料阀小车左行Y4A点 Y2T3C点 K70小车左行Y4小车右行 打开装料阀 原点指示Y1 Y3T2K50Y0A点 打开卸料阀小车右行B点 Y2T1K70Y3打开装料阀 Y1 T0 K50
视频播放控制面板布局及功能说明.
视频播放控制面板布局及功能说明: 1、视频控制面板 界面如下图所示: 界面右侧视频控制面板分为四部分,从上到下依次为: 提示信息区、方向控制区、图像控制区、播放控制区 提示信息区:用于显示文字的操作提示信息或错误提示; 刷新按钮:当系统提示“登录失败”或“预览失败”时可通过单击此按钮进行刷新尝试。 方向控制区:用于对应相机云台的控制及照片抓拍 向上按钮:控制镜头向上转动; 向下按钮:控制镜头向下转动; 向左按钮:控制镜头向左转动; 向右按钮:控制镜头向右转动; 抓拍按钮:将当前图像保存为Jpeg格式图片文件,并存储于默认路径“c:\ OCXJPEGCaptureFiles”中。 图像控制区:用于摄像设备的焦距、光圈、焦点等参数 增加按钮:增加对应参数数值; 减小按钮:减小对应参数数值。 播放控制区:用于控制播放视频的内容、样式和面板切换等功能播放按钮:播放历史视频数据,在点击前需要在历史时间控件中输入要播放的视频的起止时间; 停止按钮:停止播放历史视频,并切换到当前实时视频数据播放状态; 全屏按钮:全屏显示当前播放内容;
文件检索:切换面板至视频文件检索面板。 历史时间控件:用于设置要播放视频的起止时间。 2、视频文件检索面板 界面如下图所示: 界面右侧视频文件检索面板分为四个部分,从上到下依次为: 提示信息区、下载状态区、信息浏览区、检索控制区 提示信息区:用于显示文字的操作提示信息或错误提示; 下载状态区:用于显示和控制下载状态,默认不显示; 下载进度条:以白底蓝色进度条显示当前文件的下载状态; 停止下载按钮:点击按钮中断视频文件下载过程。 信息浏览区:用于显示系统返回的检索结果 详细信息显示:显示一条检索结果记录,内容依次为:检索记录序号,文件名、起始时间、结束时间、文件大小(单位字节); 翻页按钮:当检索结果返回多于一条记录时可以进行翻页浏览,四个按钮从左到右依次为:第一条记录、向前一条记录、向后一条记录、最后一条记录; 下拉选择控件:当检索结果返回多于一条记录且返回数量较多时可以下拉控件用于快速定位到文件以浏览信息,当使用下来控件定位文件后,翻页按钮将无效; 检索控制区:用于进行文件检索和文件操作等 检索条件:进行检索前需要在此输入要检索文件的时间范围,时间范围不宜过大以避免检索超时;
PLC步进顺序控制指令
步进顺序控制指令 我们知道每一个状态都有一个控制元件来控制该状态是否动作,保证在顺序控制过程中,生产过程有秩序地按步进行,所以顺序控制也称为步进控制。FX1S采用状态继电器作为控制元件,并且只利用其常开触点来控制步动作。控制状态的常开触点称为步进接点,在梯形图中用符号表示。 当利用SET指令将状态继电器置1时,步进接点闭合。此时,顺序控制就进入该步进接点所控制的状态。当转移条件满足时,利用SET指令将下一个状态控制元件( 即状态继电器)置1后,上一个状态继电器(上一工步)自动复位,而不必采用RST指令复位。用梯形图表示: 状态转移图用梯形图表示的方法: (1)控制元件:梯形图中画出状态继电器的步进接点; (2)状态所驱动的对象:依照状态转移图画出; (3)转移条件:转移条件用来SET下一个步进接点; (4)转移方向:往哪个方向转移,就是SET置1的步进接点控制元件。 根据上述所学知识,我们学习步进指令(STL、RET)。 一、步进指令STL、RET 1.STL指令
STL指令称为“步进接点“指令。其功能是将步进接点接到左母线。 格式: 操作元件:状态继电器S。 RET指令称为“不仅返回“指令。其功能是使临时左母线回到原来左母线的位置。 格式: 操作元件:无。 程序举例: 步进接点只有常开触点,没有常闭触点。步进接通需要SET指令进行置1,步进接点闭合,将左母线移动到临时左母线,与临时左母线相连的触点用LD、LDI指令,如上图。在每条步进指令后不必都加一条RET指令,只需在连续的一系列步进指令的最后一条的临时左母线后接一条RET指令返回原左母线,且必须有这条指令。 2.指令说明: (1)步进接点与左母线相连时,具有主控和跳转作用;
Omron 步进指令注解
PULS指令 格式: PULS(65) P C N 其中:操作数P为口定义符,用来定义脉冲输出位置。P=000时为单相不带加减速脉冲输出0(01000)或单相带梯形加减速脉冲输出0(01000和01001)。P=010时为单相不带加减速脉冲输出1(01001) 操作数C为脉冲形式控制字。C=000时为相对脉冲;C=001时为绝对脉冲。 P=010和C=001不用于CPM2A。 操作数N为脉冲数,可以是IR、SR、HR、AR、LR、DM、*DM。 功能:脉冲输出设置指令。用来设定SPED和ACC指令输出的脉冲数。八位BCD码脉冲数放在N和N+1通道中。N中放低四位,N+1中放高四位。取值范围是-16 777 215~16 777 215。 SPED指令 格式: SPED(65) P M F 其中: 操作数P为输出点设定,可以取000或010。 操作数M为输出模式设定,可以取000或001。 操作数F为脉冲频率设定,四位BCD码,可以是IR、SR、HR、AR、LR、DM、*DM、#。 功能:脉冲速度设置指令。单相脉冲只能通过01000和01001两个端子输出,且同一时刻只能有一路输出。输出端子由P指定。P=000时,输出为01000;P=010时,输出为01001。 脉冲输出有两种模式。当M=000时为独立输出模式。在此模式下,用PULS指令设定输出脉冲总数,用SPED指令启动脉冲输出的开始。输出的脉冲数达到PULS指令所指定的数目时脉冲输出停止。当M=001时为连续输出模式,在此模式下,只能通过SPED指令中的F=0000的设置或INI指令来停止脉冲输出。独立输出模式的脉冲输出一但开始就不能再用PULS指令来改变已设定的脉冲数。而连续输出模式在输出过程中可以随时使用SPED指令来改变输出频率。该频率由F的值设定。F的取值范围为0001~1000对应的输出频率是10 Hz~10 kHz(CPM1A:0002~0200对应的输出频率是20 Hz~2 kHz)。 STEP和SNXT指令 格式: STEP(08) B SNXT(09) B
步进控制顺序功能图
《PLC原理与应用》 步进指令及应用之一——单流程SFC 项目3 步进指令与顺序程序控制 主讲人:周杰
1、学会PLC顺序控制和顺序功能图。 2、掌握顺序功能图的基本结构。 3、能设计出广告灯的顺序功能图。
一、状态转移图及步进顺控指令 1.1 流程图 首先,还是来分析一下电动机循环正反转控制的例子,其控制要求为:电动机正转3s,暂停2s,反转3s,暂停2s,如此循环5个周期,然后自动停止;运行中,可按停止按钮停止,热继电器动作也应停止。 从上述的控制要求中,可以知道:电动机循环正反转控制实际上是一个顺序控制,整个控制过程可分为如下6个工序(也叫阶段):复位、正转、暂停、反转、暂停、计数;
每个阶段又分别完成如下 的工作(也叫动作):初始复位、停止复位、热保护复位,正转、延时,暂停、延时,反转、延时,暂停、延时,计数;各个阶段之间只要条件成立就可以过渡(也叫转移)到下一阶段。因此,可以很容易地画出电动机循环正反转控制的工作流程图,如右图所示。
1.2 状态转移图 1.状态转移图 一是将流程图中的每一个工序(或阶段)用PLC的一个状态继电器来替代; 二是将流程图中的每个阶段要完成的工作(或动作)用PLC的线圈指令或功能指令来替代; 三是将流程图中各个阶段之间的转移条件用PLC的触点或电路块来替代;四是流程图中的箭头方向就是PLC状态转移图中的转移方向。
2.设计状态转移图的方法和步骤 (1)将整个控制过程按任务要求分解,其中的每一个工序 都对应一个状态(即步),并分配状态继电器。 电动机循环正反转控制的状态继电器的分配如下: 复位→S0,正转→S20,暂停→S21,反转→S22,暂停→S23,计数→S24。
PLC步进顺序控制指令的教法
PLC步进顺序控制指令的教法 [摘要] 采用实例与教材讲练结合的方法,使学生既有感性的认识又有理性的体会,再以“十字路口交通信号灯”进行完整演示编程方法和步骤,目的是尽快使学生掌握先进的步进顺控指令编程方法。 [关键词] 步进顺控指令编程方法教法 引言:在给学生讲授PLC步进顺控指令的编程过程中,发现普遍存在一种畏难的情绪。因为很多有关PLC编程类的题材大部分偏向讲解“启保停”的编程方法,有关步进顺控编程方法往往都是介绍简单的实例,所举例子也多数是使用单流程和选择性的方法。一般要等程序完毕后才能停机,(当然也有的工艺有这样的要求,若发生非正常情况有的就不能等),而非正常关机的状态下,重新开机时常发生程序错乱,实际上步进顺控编程设计是一种先进的设计方法。它与“启保停”的编程方法比较,其最大的特点是易于阅读,如加于详细的指导,在有一定的基础上被指导者是很容易接受,同时设计周期短、效率高。而一些较为复杂的自动控制也常采用步进顺控指令编程。故高级维修电工掌握该编程方法显的尤为重要。本人在指导高级工步进顺控指令编程过程中,逐步探索总结一些经验。下面就以“十字路口交通信号灯”采用三菱可编程序控制器PLC的步进顺控指令编程实例谈一下指导过程。 一、掌握步进顺控指令编程常用的软元件及其功能 步进顺控指令编程中常用软元件及指令有:状态元件S、步进触点指令STL、置位指令SET、复位指令RST、区间复位指令ZRST、步进返回指令RET、特殊辅助继电器M8002、M8013和其它常用输入、输出软元件及其指令。其中属于步进指令的有STL、RET二个,这些指令一般在”启保停的编程方法”中基本没出现过,学生对其实际并不了解,若单课堂讲解的方法,并不是很快能够掌握。于
关于PLC梯形图到指令表转换算法的研究
文章编号:1009-2552(2012)06-0075-04中图分类号:TP273+.5文献标识码:A 关于PLC梯形图到指令表转换算法的研究 阳俊将,黄道平,刘少君 (华南理工大学自动化科学与工程学院,广州510640) 摘要:针对只有一条左侧母线且各个元器件及类型独立的梯形图,提出一种由可编程逻辑控制器(PLC)梯形图生成指令表的算法。在该算法中使用虚结点,先将梯形图转换为AOV图,然后根据结点类型和它们在AOV图中的拓扑排序将梯形图转化为指令表。该算法是一种能将任意复杂的梯形图转换为指令表的通用算法,它已经成功地应用于软PLC的设计。 关键词:AOV图;指令表;可编程逻辑控制器PLC;梯形图 Research on conversion algorithm for ladder diagram to instruction list in PLC YANG Jun-jiang,HUANG Dao-ping,LIU Shao-jun (School of Automation Science and Engineering,South China University of Technology,Guangzhou510640,China) Abstract:The paper presents an algorithm for generation of instruction list(IL)code from programmable logic controllers(PLC)ladder diagram(LD)based on treating LD as a tree with single root left bar and treating LD component separately in accordance with their type.This algorithm uses virtual nodes.The LD is presented as an activity on vertex(AOV)diagram.Then it establishes activity on a vertex to transform LD to IL.The algorithm for transformation from any complex LD to IL.It has been applied in the design of a software PLC and successfully complied to IL. Key words:AOV diagraph;instruction list;programmable logic controllers;ladder diagram 0引言 可编程控制器(PLC)起源于上世纪60年代,它是一种数字逻辑设备,早先它被用来替换自动化工业领域的继电器逻辑控制系统。最初的编程语言是梯形图,现在有多种初级编程语言,指令表就是其中一种用于嵌入式平台且能直接转化为二进制代码的汇编语言。IEC61131-3国际标准旨在统一规范PLC的编程语言,梯形图和指令表都包含在该标准内[1]。 本文提出一种从梯形图转化为指令集的算法,它的难点在于将梯形图网络转化为拓扑网络,因此采用双堆栈深度优先搜索算法遍历梯形图树。双堆栈深度优先搜索算法使用虚结点,也就是合并点和分裂点,并利用梯形图和对应指令集的语义关系来遍历梯形图并将梯形图转化为指令集代码,在此之前需要一个将梯形图网络转化为容易被该算法遍历形式的解析器。该算法简单但是能高效地生成代码。它不需要将梯形图拓扑图转换为其它的树,输入梯形图就能输出指令集代码。 1图的概述 图是由数据元素的集合及数据元素间的关系集合组成的一种数据结构:Graph=(V,E),其中V= {x|x∈某个数据对象}是数据元素的集合,一般被称为顶点(vertex)。E={(v,w)|v,w∈V}或E= {<v,w>|v,w∈V&&Path(v,w)}是数据元素之间关系的集合。图有不同的种类:有向图和无向图,加权图和不加权图,有环图和无环图。一个图可由矩阵M和它的邻接矩阵或邻接表表示[2]。 在图中,若顶点对(v,w)是无序的,则称此图为 收稿日期:2012-01-13 作者简介:阳俊将(1983-),男,硕士研究生,主要从事软PLC系统的研究。