风管制作技术交底
通风管道制作安装技术
通风管道制作安装技术
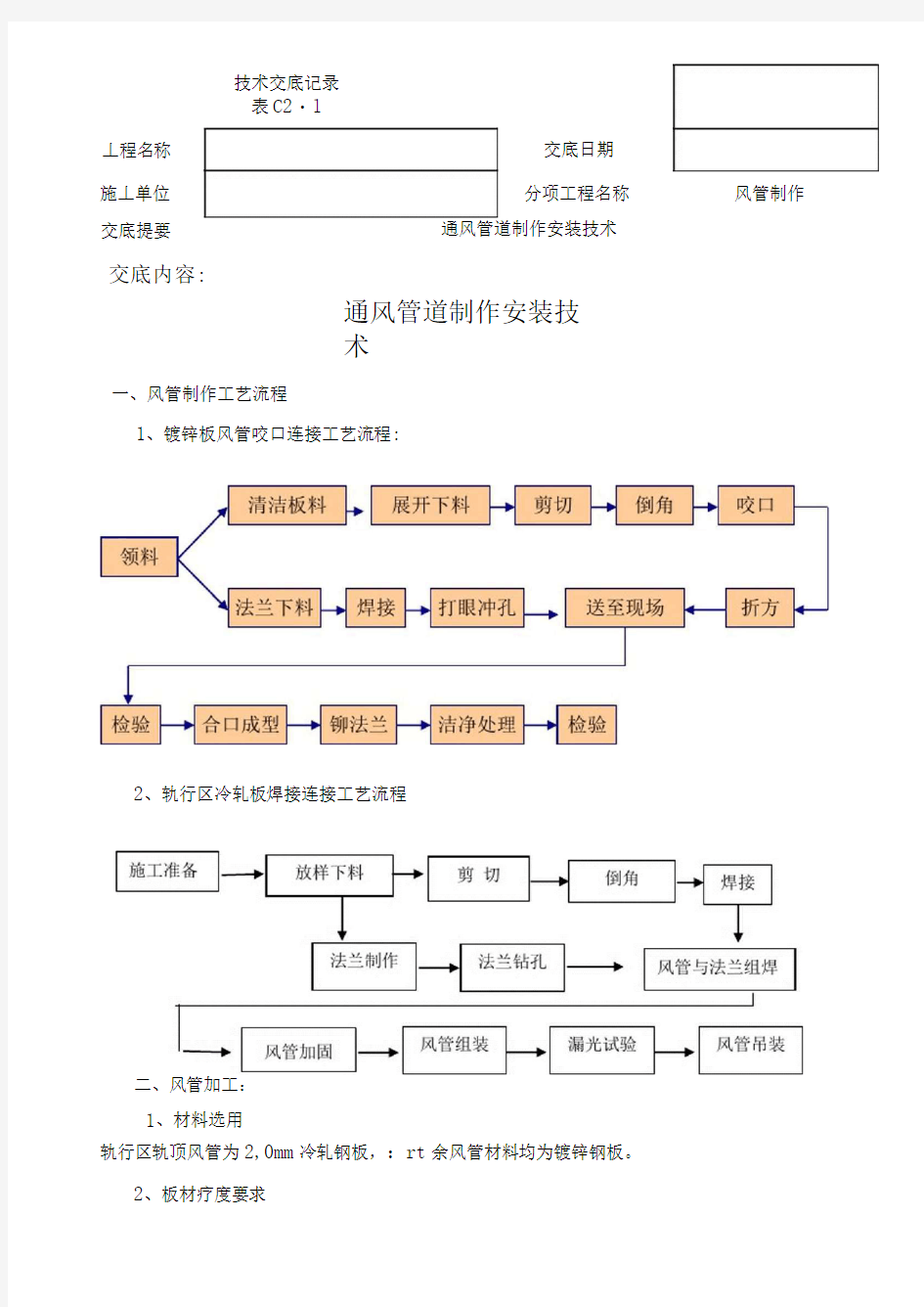
一、风管制作工艺流程
1、镀锌板风管咬口连接工艺流程:
2、轨行区冷轧板焊接连接工艺流程
二、风管加工:
1、材料选用
轨行区轨顶风管为2,0mm 冷轧钢板,:rt 余风管材料均为镀锌钢板。
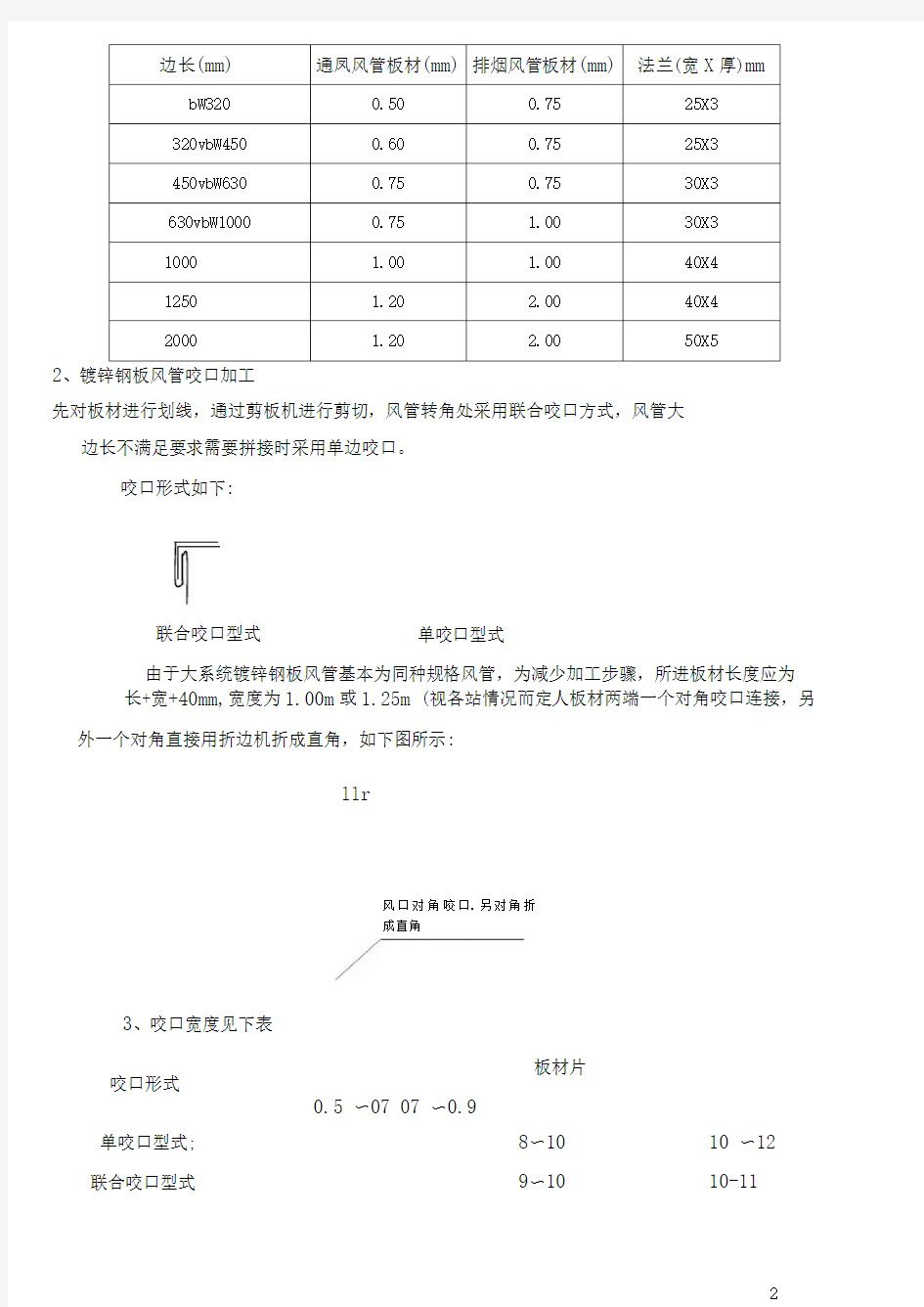
2、板材疗度要求
丄程名称 施丄单位
技术交底记录
表C2?l
交底日期 分项工程名称
风管制作
交底内容:
交底提要
边长
(mm)
通凤风管板材(mm) 排烟风管板材(mm) 法兰(宽X 厚)mm
bW320 0.50 0.75 25X3 320vbW450 0.60 0.75 25X3 450vbW630 0.75 0.75 30X3 630vbW1000 0.75 1.00 30X3 1000 1.20 2.00 50X5 2、镀锌钢板风管咬口加工 先对板材进行划线,通过剪板机进行剪切,风管转角处采用联合咬口方式,风管大 边长不满足要求需要拼接时采用单边咬口。 咬口形式如下: 联合咬口型式 由于大系统镀锌钢板风管基本为同种规格风管,为减少加工步骤,所进板材长度应为 长+宽+40mm,宽度为1.00m 或1.25m (视各站情况而定人板材两端一个对角咬口连接,另 外一个对角直接用折边机折成直角,如下图所示: llr 3、咬口宽度见下表 板材片 07 ?0.9 单咬口型式 咬口形式 0.5 ?07 单咬口型式; 8?10 10 ?12 联合咬口型式 9?10 10-11 风口对角咬口.另对角折 成直角 4、技术要求: 1?风管板材拼接的咬口缝应错开,不得有十字拼接缝。 2?风管法兰的螺栓及钏钉孔的间距不得大于150mm,矩形风管法兰的四角部位设有螺栓。 3?风管所用的螺栓、螺母、垫圈和钏钉均应镀锌,所有钏钉必须为实心钏钉。 4?风管加固:矩型风管边长大于630mm,保温风管边长大于800mm,管段长度不大1250mm 或低压风管单边面积大于1.2 中、高压风管大于1.0 m\均应该采取加固措施。加 固釆用角钢加固,应排列整齐,均匀对称,加固法兰必须小于风管法兰一个标号。角 钢与风管n]d=4?5mm的钏接牢固连接,间距应均匀,统一为200mm.两相交处应连 接成一体。 5?镀锌钢板在制作过程中注意保护板材,不应在地面上拖拉板材,施工过程中不应有严重锌层损坏的现象。如表面大量白花、锌层粉化悄况。 6?法兰翻边处,应使用捶击面包附镀锌钢板的木槌翻边,斜向下捶击,锌层损坏的应刷 环氧a锌漆,风管法兰翻边不小于6mnL但不可过大,以免堵住螺栓孔。 7?风管与配件的咬口缝应紧密,宽度应一致,折角应平直,圆弧应均匀,两端面平行, 风管无明显扭曲与翘角,表面应平整,凹凸不大于W IPE。 &风管制作尺寸的允许偏差:风管的外径或外边长的允许偏差:对300mm者偏差值为2mm; >300mm贝ij为3mm。管口平面度的允许偏差为2miri,矩形风管两条对角线长度之差不大于3mm。 9?对于部分区域比如走廊、风道等风管顶部或侧面空间不足的悄况,应向专业工程师反应,待设计确认后再用内法兰。 10.风管三通以及弯头部位严禁做成直角,必须做成圆角,如下图所示三通: 3、风管焊接加工: 焊接风管为2张板材拼接焊好,板材大边长预留40mm,比如1200^00风管,板材 长度=1?2+0?8+0?04=2?04nL宽度根据实际1W况确定。先对板材进行倒角,校正,保 持板材表面平整,根据图纸所示的规格进行下料。风管两端翻边各为20mm而后根据 风管规格折两侧边,在风管侧边进行焊接。如下图所示: 采用内侧满焊,外侧点焊,间距不大于100mm。法兰处风管端面翻边,翻边为8-10mm, 外侧间断焊,间距为150mm,焊缝应饱和,无夹渣,无结瘤,否则应打磨处理。施工顺序为: 先竖立摆好对接的两半风管,套上法兰,法兰低于风管8-10mm,先对侧面中间部位的缝隙点焊,间距为150mm (注总风管一定保证四边成直角),而后风管与法兰外侧点焊,间跑为 150mm,放平风管,施工人员在风管内部对侧面20mm翻边进行焊接,为防止热变形,在风 管内部满焊操作时,先对焊接面点焊,焊接不能连续焊接完毕,每焊接150mm后山中间部位向另一端焊接,防止局部过热变形。焊接完毕后,对风管内部两侧边处的20mm翻边用角磨机磨去Wmm,而后做翻边,翻边完毕后对两侧面磨去20mm处内侧满焊。不能漏焊,为避免漏焊,焊完后应进行检査,焊接后的风管表面平整度应符合规范要求,不满足要求的应校正,可采用加热冷却的方法,点焊点直径不大于15mm。焊接操作时,注意焊机电流不能过大,电流过大会洞穿钢板。焊接完毕后,满焊面在敲除焊渣后应呈鱼鳞装为合格。 5、法兰制作 法兰山四根角钢组焊而成。角钢采用无齿锯切割,切割面与径向相垂直。下好料的角钢应去除毛刺,对角钢进行矫直,焊成后的法兰内径不能小于风管的外径9法兰上的钏钉孔和螺栓孔为140mm.法兰打孔后喷漆前?用角磨机磨去螺栓孔毛刺。法兰钏钉釆用镀锌实心钏钉, 严禁使用抽芯钢钉。法兰的焊缝应融合&好、饱满,无假焊和孔洞;法兰平面度的允许偏差为2mnL法兰边长及法兰对角线的偏差值不超过3mm。同一批量加工的相同规格的法兰螺孔排列应整齐,并具有互换性。在喷漆前应把焊渣敲除干净。 风管与法兰采用钏接连接时,钏接要牢固,不应有脱钏和漏钏的现象,翻边应平整、紧贴法兰,其宽度应一致,不小于6me 咬缝与四角处不应有开裂与孔洞。风管法兰内侧的 钏钉处应涂密封胶,涂胶前清除钏钉处表面油污。 风管法兰钏钉规格及W钉孔尺寸如下表 类型风管规格钏孔尺寸钏钉规格 120—630 (1)4.5 (1)4*8 矩形法兰 800-2000 (1)5.5 (1)5*10 风管过变形缝处须加防火软接。 审核人交底人 接受交 底人