公差与配合的标注
3、公差与配合的标注
( l )在装配图中的标注
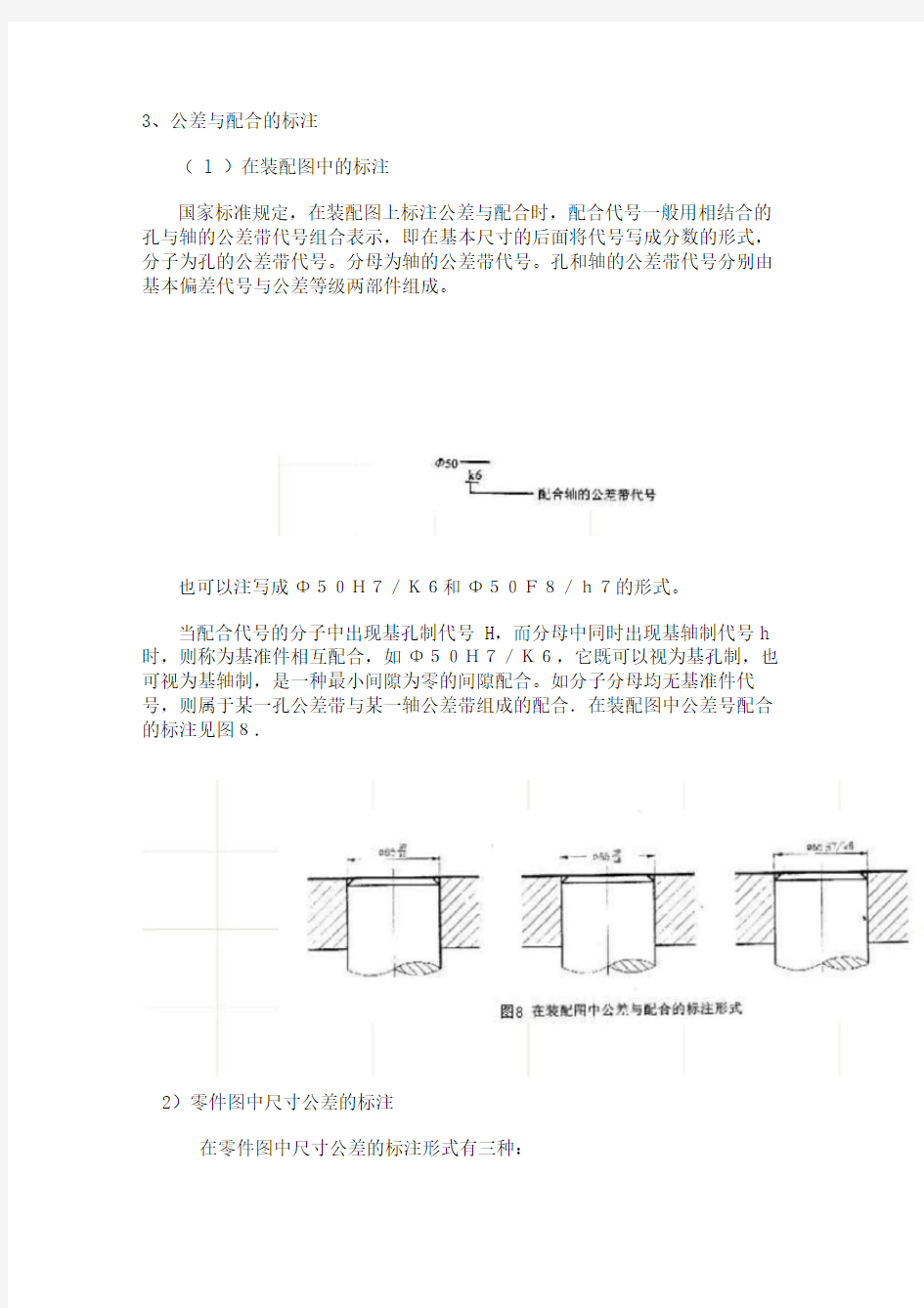
国家标准规定,在装配图上标注公差与配合时,配合代号一般用相结合的孔与轴的公差带代号组合表示,即在基本尺寸的后面将代号写成分数的形式,分子为孔的公差带代号。分母为轴的公差带代号。孔和轴的公差带代号分别由基本偏差代号与公差等级两部件组成。
也可以注写成Φ50H7/K6和Φ50F8/h7的形式。
当配合代号的分子中出现基孔制代号 H,而分母中同时出现基轴制代号h 时,则称为基准件相互配合,如Φ50H7/K6,它既可以视为基孔制,也可视为基轴制,是一种最小间隙为零的间隙配合。如分子分母均无基准件代号,则属于某一孔公差带与某一轴公差带组成的配合.在装配图中公差号配合的标注见图8.
2)零件图中尺寸公差的标注
在零件图中尺寸公差的标注形式有三种:
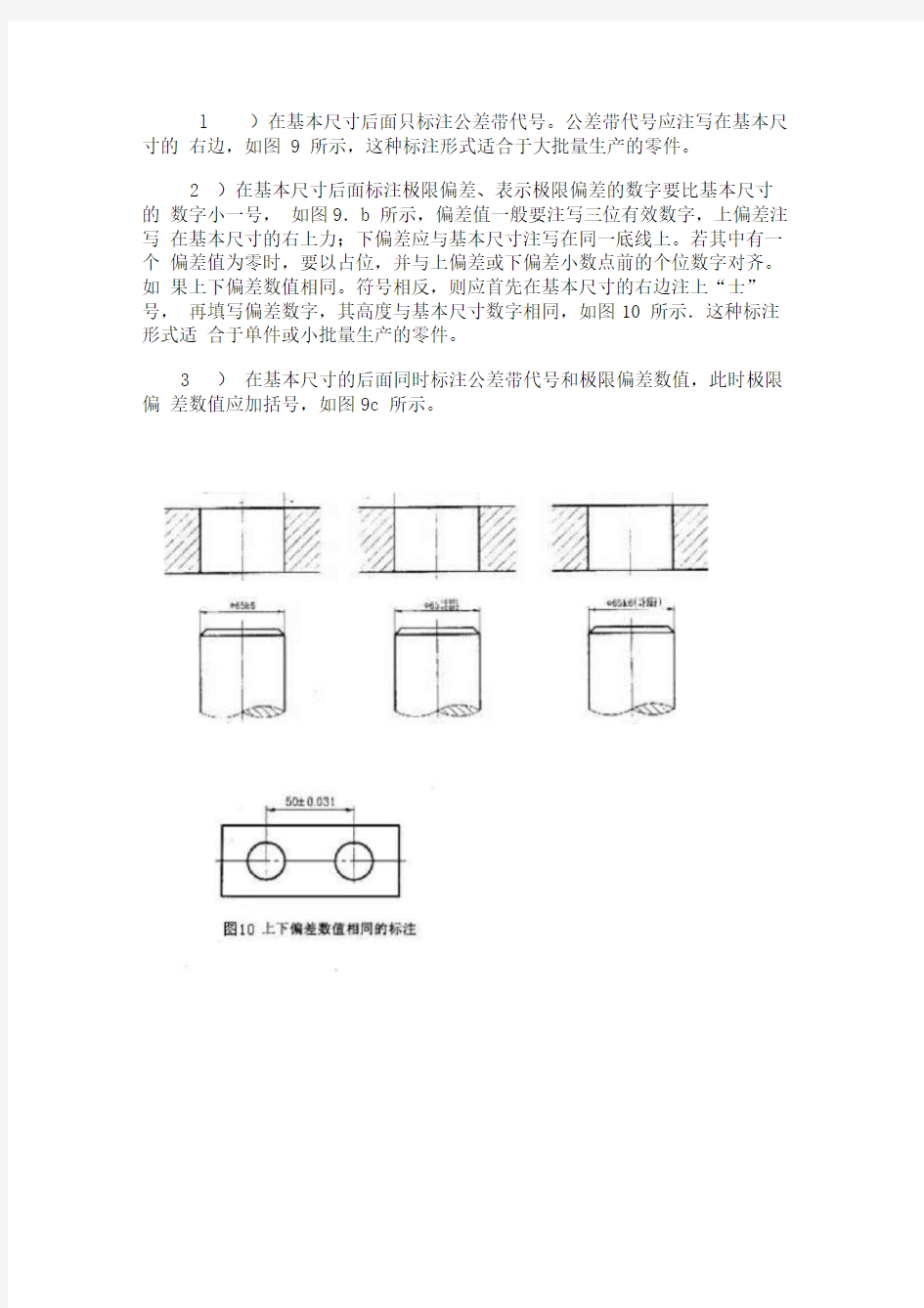
l)在基本尺寸后面只标注公差带代号。公差带代号应注写在基本尺寸的右边,如图 9 所示,这种标注形式适合于大批量生产的零件。
2)在基本尺寸后面标注极限偏差、表示极限偏差的数字要比基本尺寸的数字小一号,如图9.b 所示,偏差值一般要注写三位有效数字,上偏差注写在基本尺寸的右上力;下偏差应与基本尺寸注写在同一底线上。若其中有一个偏差值为零时,要以占位,并与上偏差或下偏差小数点前的个位数字对齐。如果上下偏差数值相同。符号相反,则应首先在基本尺寸的右边注上“士”号,再填写偏差数字,其高度与基本尺寸数字相同,如图10 所示.这种标注形式适合于单件或小批量生产的零件。
3)在基本尺寸的后面同时标注公差带代号和极限偏差数值,此时极限偏差数值应加括号,如图9c 所示。
公差与配合实用标准表123
公差等级表 GB/T1804-2000 线形尺寸的极限偏差数值 公差等级基本尺寸分段 0.5~3 >3~6 >6~30 >30~120 >120~400 >400~1000 >1000~2000 >2000~4000 精密f ±0.05 ±0.05 ±0.1 ±0.15 ±0.2 ±0.3 ±0.5 中等m ±0.1 ±0.1 ±0.2 ±0.3 ±0.5 ±0.8 ±1.2 ±2 粗糙c ±0.2 ±0.3 ±0.5 ±0.8 ±1.2 ±2 ±3 ±4 最粗v ±0.5 ±1 ±1.5 ±2.5 ±4 ±6 ±8 (GB/T1804-2000)倒圆半径和倒角高度尺寸的极限偏差数值 公差等级基本尺寸分段 0.5~3 >3~6 >6~30 >30 精密f ±0.2 ±0.5 ±1 ±2 中等m 粗糙c ±0.4 ±1 ±2 ±4 最粗v 注:倒圆半径和倒角高度的含义参见GB/T6403.4 (GB/1804-2000)角度尺寸的极限偏差数值 公差等级长度分段 ~10 >10~50 >50~120 >120~400 >400 精密 f ±1°±30′±20′±10′±5′ 中等m 粗糙c ±1°30′±1°±30′±15′±10′ 最粗v ±3°±2°±1°±30′±20′ (GB/T1184-1996)直线度和平面度的未注公差值 公差等级基本长度范围 ≤10 >10~30 >30~100 >100~300 >300~1000 >1000~3000 H 0.02 0.05 0.1 0.2 0.3 0.4 K 0.05 0.1 0.2 0.4 0.6 0.8 L 0.1 0.2 0.4 0.8 1.2 1.6 (GB/T1184-1996)垂直度未注公差值 公差等级基本长度范围 ≤100 >100~300 >300~1000 >1000~3000 H 0.2 0.3 0.4 0.5 K 0.4 0.6 0.8 1 L 0.6 1 1.5 2 (GB/T1184-1996)对称度未注公差值 公差等级基本长度范围 ≤100 >100~300 >300~1000 >1000~3000 H 0.5
机械制图的公差与配合及其标注方法定稿版
机械制图的公差与配合 及其标注方法精编 W O R D版 IBM system office room 【A0816H-A0912AAAHH-GX8Q8-GNTHHJ8】
机械制图的公差与配合及其标注方法 机械制图, 公差与配合, 机械加工, 模具, 数控加工 机械制图的公差与配合及其标注方法一、公差与配合的概念(一)零件的互换性在成批生产进行机器装配时,要求一批相配合的零件只要按零件图要求加工出来,不经任何选择或修配,任取一对装配起来,就能达到设计的工作性能要求,零件间的这种性质称为互换性。零件具有互换性,可给机器装配、修理带来方便,也为机器的现代化大生产提供了可性。(二)公差的有关术语零件在加工过程中,足球机床精度、刀具磨损、测量误差等的影响,不可能把零件的尺寸加工得绝对准确。为了保证互换性,必须将零件尺寸的加工误差限制在一定范围内,为例,说明公差的有关术语(轴,类同)。 1、基本尺寸根据零件的强度和结构要求,设计时确定的尺寸。其数值应优先用标准直径或标准长度。 2、实际尺寸通过测量所得到的尺寸。 3、极限尺寸允许尺寸变动的两个界限值。它是以基本尺寸为基数来确定的。两个界限值中较大的一个称为最大极限尺寸;较小的一个称为最小极限尺寸。 4、尺寸偏差(简称偏差)某一尺寸减去其基本尺寸所得的代数差。尺寸偏差有:上偏差=最大极限尺寸—基本尺寸下偏差=最小极限尺寸—基本尺寸上、下偏差统
称为极限偏差,上、下偏差可以是正值、负值或零。国家标准规定:孔的上偏差代号为ES,孔的下偏差代号为EI;轴的上偏差代号为es,轴的下偏差代号为ei.5、尺寸公差(简称公差)允许尺寸的变动量。尺寸公差=最大极限尺寸—最小极限尺寸=上偏差—下偏差因为最大极限尺寸总是大于最小极限尺寸,亦即上偏差总是大于下偏差,所以尺寸公差一定为正值。?如图1a所示的孔径:基本尺寸=Ø30最大极限尺寸= Ø30.010最小极限尺寸= Ø29.990上偏差ES=最大极限尺寸—基本尺寸 =30.010-30=+0。010下偏差EI=最小极限尺寸—基本尺寸 =29.990-30=-0.010公差=最大极限尺寸—最小极限尺寸 =3。010-29.990=0.020 =ES-EI=+0.010-(-0.010)=0。020 如果实际尺寸在Ø30.010与Ø29.990这间,即为合格。6、零线、公关带和公差带图如图1b所示,零线是在公差带图中用以确定偏差的一条基准线,即零偏差线。通常零线表示基本尺寸。在零线左端标上“0”“+”、“—”号,零线上方偏差为正;零线下方偏差为负。公差带是由代表上、下偏差的两条直线所限定的一个区域,公差带的区域宽度和位置是构成公差带的两个要素。为了简便地说明上述术语及其相互关系,在实用中一般以公差带图表示。公差带图是以放大图形式画出方框的,注出零线,方框宽度表示公差公差值大小,方框的左右长度可根据需要任意确定。为区别轴和孔的公差带,一般用斜线表示孔的公差带;用加点表示轴的公差。7、标准公差与标准公差等级标准公差是国家标准所列的以确定公差带大小的任一公差。标准公差等级是确定尺寸精确程度的等级。标准公差分20个等级,即IT01、IT0、IT1、IT—18,表示标准公差,阿拉伯数字表示标准公差等级,其中IT01级最高,等级依次降低,IT18级最低。对于一定的基本尺寸,标准公差等级愈高,标准公差值愈小,尺寸的精确程度愈高。国家标准将500mm 以内的基本尺寸范围分成13段,按不同的标准公差等级列出了各段基本尺寸的标准公差
(完整版)第三章孔、轴公差与配合
第三章孔、轴公差与配合 目的:从基本几何量的精度项目入手,了解几何量线性尺寸、角度尺寸的基本概念,掌握常用孔、轴国家标准的构成,常用孔、轴公差与配合的选择,大尺寸孔、轴公差与配合及线性尺寸的未注公差。 重点:掌握尺寸精度及配合的选用;孔、轴公差与配合在图样上的标注。 难点:尺寸精度及配合的选用; 课次3:基本几何精度概念及精度设计 基本要求 ? 基本内容:本课题主要论述几何量的基本概念,有关几何量精度的基本术语和定义,几何参数误差,线性尺寸精度,角度尺寸精度。 要求深刻理解与熟练掌握的重点内容有: 1、几何量精度的基本术语及定义; 2、尺寸公差标准; 3、常用孔、轴国家标准的构成---基本偏差系列、标准公差系列; 4、会画尺寸公差带图与配合公差带图; 5、在已知相同字母孔(轴)极限偏差的基础上,能求出与之相配的轴(孔)的极限偏差; 难点:几何参数误差的项目、评定。 ? 学时:6学时+习题课2学时 基本几何量精度(一) ? 几何量:包括长度、角度、几何形状、相互位置和表面粗糙度等几何参数。 ? 几何量精度:是指这些几何参数的精度。几何量精度设计的主要任务是要使机械产品能够满足几何参数互换性的要求。 ? 本次课主要论述:几何量的基本概念,有关几何量精度的基本术语和定义,长度即线性尺寸精度。简述角度尺寸精度。 有关几何量精度的基本术语和定义: ? 孔和轴 ? 尺寸:尺寸、基本尺寸、实际尺寸、作用尺寸、极限尺寸、实体尺寸 ? 偏差与公差 ? 尺寸公差带图 ? 加工误差与公差的关系 ? 合格性判定原则 孔和轴 ? 在满足互换性的配合中,孔和轴具有广泛的含义,即: ? 孔指圆柱形内表面及其它内表面中,由单一尺寸确定的部分,其尺寸由D表示; ? 轴指圆柱形的外表面及其它外表面中由单一尺寸确定的部分,其尺寸由d 表示。 ? 即:孔为包容面,轴为被包容面。如下图所示
公差与配合及其标注法
公差与配合及其标注法 一、公差与配合的概念 (一)零件的互换性 在成批生产进行机器装配时,要求一批相配合的零件只要按零件图要求加工出来,不经任何选择或修配,任取一对装配起来,就能达到设计的工作性能要求,零件间的这种性质称为互换性。零件具有互换性,可给机器装配、修理带来方便,也为机器的现代化大生产提供了可性。 (二)差的有关术语 零件在加工过程中,足球机床精度、刀具磨损、测量误差等的影响,不可能把零件的尺寸加工得绝对准确。为了保证互换性,必须将零件尺寸的加工误差限制在一定范围内,为例,说明公差的有关术语(轴,类同)。 1、基本尺寸 根据零件的强度和结构要求,设计时确定的尺寸。其数值应优先用标准直径或标准长度。 2、实际尺寸 通过测量所得到的尺寸。 3、极限尺寸 允许尺寸变动的两个界限值。它是以基本尺寸为基数来确定的。两个界限值中较大的一个称为最大极限尺寸;较小的一个称为最小极限尺寸。 4、尺寸偏差(简称偏差) 某一尺寸减去其基本尺寸所得的代数差。尺寸偏差有:
上偏差=最大极限尺寸—基本尺寸 下偏差=最小极限尺寸—基本尺寸 上、下偏差统称为极限偏差,上、下偏差可以是正值、负值或零。 国家标准规定:孔的上偏差代号为ES,孔的下偏差代号为EI;轴的上偏差代号为es,轴的下偏差代号为ei. 5、尺寸公差(简称公差) 允许尺寸的变动量。 尺寸公关=最大极限尺寸—最小极限尺寸 =上偏差—下偏差 因为最大极限尺寸总是大于最小极限尺寸,亦即上偏差总是大于下偏差,所以尺寸公差一定为正值。 如图10—4—9—a所示的孔径: 基本尺寸=?30 最大极限尺寸=?30.010 最小极限尺寸= ?29。990 上偏差ES=最大极限尺寸—基本尺寸 =30。010-30=+0。010 下偏差EI=最小极限尺寸—基本尺寸 =29。990-30=-0。010 公差=最大极限尺寸—最小极限尺寸 =3。010-29。990=0。020 =ES-EI=+0。010-(-0。010)=0。020 如果实际尺寸在?30.010与?29.990这间,即为合格。 6、零线、公关带和公差带图 如图10—49b所示,零线是在公差带图中用以确定偏差的一条基准线,即零偏差线。通常零线表示基本尺寸。在零线左端标上“0”“+”、“—”号,零线上方偏差为正;零线下方偏差为负。公差带是由代表上、下偏差的两条直线所限定的一个区域,公差带的区域宽度和位置是构成公差带的两个要素。为了简便地说明上述术语及其相互关系,在实用中一般以公差带图表示。公差带图是以放大图形式画出方框的,注出零线,方框宽度表示公差公差值大小,方框的左右长度可根据需要任意确定。为区别轴和孔的公差带,一般用斜线表示孔的公差带;用加点表示轴的公差。 7、准公差与标准公差等级
机械制图的公差与配合及其标注方法
机械制图的公差与配合及其标注方法 , , , , 机械制图的公差与配合及其标注方法一、公差与配合的概念(一)零件的互换性在成批生产进行机器装配时,要求一批相配合的零件只要按零件图要求加工出来,不经任何选择或修配,任取一对装配起来,就能达到设计的工作性能要求,零件间的这种性质称为互换性。零件具有互换性,可给机器装配、修理带来方便,也为机器的现代化大生产提供了可性。(二)公差的有关术语零件在加工过程中,足球机床精度、刀具磨损、测量误差等的影响,不可能把零件的尺寸加工得绝对准确。为了保证互换性,必须将零件尺寸的加工误差限制在一定范围内,为例,说明公差的有关术语(轴,类同)。 1、基本尺寸根据零件的强度和结构要求,设计时确定的尺寸。其数值应优先用标准直径或标准长度。 2、实际尺寸通过测量所得到的尺寸。 3、极限尺寸允许尺寸变动的两个界限值。它是以基本尺寸为基数来确定的。两个界限值中较大的一个称为最大极限尺寸;较小的一个称为最小极限尺寸。 4、尺寸偏差(简称偏差)某一尺寸减去其基本尺寸所得的代数差。尺寸偏差有:上偏差=最大极限尺寸—基本尺寸下偏差=最小极限尺寸—基本尺寸上、下偏差统称为极限偏差,上、下偏差可以是正值、负值或零。国家标准规定:孔的上偏差代号为ES,孔的下偏差代号为EI;轴的上偏差代号为es,轴的下偏差代号为ei. 5、尺寸公差(简称公差)允许尺寸的变动量。尺寸公差=最大极限尺寸—最小极限尺寸=上偏差—下偏差因为最大极限尺寸总是大于最小极限尺寸,亦即上偏差总是大于下偏差,所以尺寸公差一定为正值。??如图1a所示的孔径:基本尺寸=Ø30最大极限尺寸=Ø30.010最小极限尺寸= Ø29.990上偏差ES=最大极限尺寸—基本尺 寸? ?? ?? ?=30.010-30=+0。010下偏差EI=最小极限尺寸—基本尺 寸? ?? ?? ?=29.990-30=-0.010公差=最大极限尺寸—最小极限尺寸? ? =3。 010-29.990=0.020? ? =ES-EI=+0.010-(-0.010)=0。020 如果实际尺寸在Ø30.010与Ø29.990这间,即为合格。6、零线、公关带和公差带图如图1b所示,零线是在公差带图中用以确定偏差的一条基准线,即零偏差线。通常零线表示基本尺寸。在零线左端标上“0”“+”、“—”号,零线上方偏差为正;零线下方偏差为负。公差带是由代表上、下偏差的两条直线所限定的一个区域,公差带的区域宽度和位置是构成公差带的两个要素。为了简便地说明上述术语及其相互关系,在实用中一般以公差带图表示。公差带图是以放大图形式画出方框的,注出零线,方框宽度表示公差公差值大小,方框的左右长度可根据需要任意确定。为区别轴和孔的公差带,一般用斜线表示孔的公差带;用加点表示轴的公差。7、标准公差与标准公差等级标准公差是国家标准所列的以确定公差带大小的任一公差。标准公差等级是确定尺寸精确程度的等级。标准公差分20个等级,即IT01、
公差与配合标准表
公差与配合(摘自GB1800~1804-79)1.基本偏差系列及配合种类 .2.标准公差值及孔和轴的极限偏差值 基本尺寸 mm 公差等级 IT5 IT6 IT7 IT8 IT9 IT10 IT11 IT12 >6~10 >10~18 >18~30 >30~50 >50~80 >80~120 >120~180 >180~250 >250~315 >315~400 >400~500 6 8 9 11 13 15 18 20 23 25 27 9 11 13 16 19 22 25 29 32 36 40 15 18 21 25 30 35 40 46 52 57 63 22 27 33 39 46 54 63 72 81 89 97 36 43 52 62 74 87 100 115 130 140 155 58 70 84 100 120 140 160 185 210 230 250 90 110 130 160 190 220 250 290 320 360 400 150 180 210 250 300 350 400 460 520 570 630
孔的极限差值(基本尺寸由大于10至315mm)μm
轴的极限偏差(基本尺寸由于大于10至315mm)
公差带级 >10~18>18~30 >30~50 >50~80 >80~120>120~180 >180~250>250~315 K 5 +9 +1 +11 +2 +13 +2 +15 +2 +18 +3 +21 +3 +24 +4 +27 +4 ▼6 +12 +1 +15 +2 +18 +2 +21 +2 +25 +3 +28 +3 +33 +3 +36 +4 7 +19 +1 +23 +2 +27 +2 +32 +2 +38 +3 +43 +3 +50 +4 +56 +4 M 5 +15 +7 +17 +8 +20 +9 +24 +11 +28 +13 +33 +15 +37 +17 +43 +20 6 +18 +7 +21 +8 +25 +9 +30 +11 +35 +13 +40 +15 +46 +17 +52 +20 7 +25 +7 +29 +8 +34 +9 +41 +11 +48 +13 +55 +15 +63 +17 +72 +20 N 5 +20 +12 +24 +15 +28 +17 +33 +22 +38 +23 +45 +27 +51 +31 +57 +34 ▼6 +23 +12 +28 +15 +33 +17 +39 +20 +45 +23 +52 +27 +60 +31 +66 +34 7 +30 +12 +36 +15 +42 +17 +50 +20 +58 +23 +67 +27 +77 +31 +86 +34 p 5 +26 +18 +31 +22 +37 +26 +45 +32 +52 +37 +61 +43 +70 +50 +79 +56 ▼6 +29 +18 +35 +22 +42 +26 +51 +32 +59 +37 +68 +43 +79 +50 +88 +56 7 +36 +18 +43 +22 +51 +26 +62 +32 +72 +37 +83 +43 +96 +50 +108 +56 注:标注▼者为优先公差等级,应优先选用。 形状和位置公差(摘自GB1182~1184-80) 形位公差符号 分类形状公差位置公差 项目直线 度 平面 度 圆度 圆柱 度 平行 度 垂直 度 倾斜 度 同轴 度 对称 度 位置 度 圆跳 动 全跳动 符号
公差与配合怎么输入在CAD标注
公差与配合怎么输入在CAD标注上 摘要:机械标注中,除了对各尺寸进行基本标注外,还有需要对其上下偏差进行标注,而且在有孔轴零部件时,还需要对其配合进行相关标注 机械标注中,除了对各尺寸进行基本标注外,还有需要对其上下偏差进行标注,而且在有孔轴零部件时,还需要对其配合进行相关标注 浩辰cad对公差的标注主要有两种方法具体步骤如下: <1>首先第一步将零部件基本尺寸标注出来,在这里面我们可以用到软件的对齐标注或者是线性标注如图一所示 图一 <2>第二步操作,我们可直接双击需要标注的尺寸,这样的话,一方面尺寸就处于编辑状态另一方面软件同时打开了属性对话框,我们只要在对话框中找到公差一栏,将对应的上下偏差输入到属性栏的对应位置就可以了具体如图二所示 图二 大家注意了,在我们进行公差标注时,就不得不介绍一下浩辰机械软件里的公差标注功能,应为它所采用的公差标注方法更简单,而且包含了许多相关其它实用的功能,所以建议大家可以使用浩辰机械软件 浩辰机械对标注尺寸公差标注如下所示: 只要双击需要标注的尺寸,在生成的对话框中主要包括基本尺寸、公差代号、偏差、附述四个方面内容
<1>对尺寸进行公差的标注在对话框中我们在基本尺寸中选择它的标注样式例如我在其前面添加前缀直径符号,接着勾选偏差选项,在里面我们输入尺寸的上偏差和下偏差即可如图三所示 图三 <2>浩辰机械还可以对多种需求进行标注经常我们需要对孔或轴进行公差带的标注,但如果用一般的cad软件我们是没有办法将其简单的标注出来的,但在浩辰机械里同样是在标注对话框中只要我们勾选上公差代号一栏,就可以在里面选中自己所需要的代号了具体如图四所示 图四 总之,浩辰机械软件还有许多大家意想不到的功能,而且它的许多操作都是智能化的,所有建议大家多多使用!
公差与配合的标注
3、公差与配合的标注 (l)在装配图中的标注 国家标准规定,在装配图上标注公差与配合时,配合代号一般用相结合的孔与轴的公差带代号组合表示,即在基本尺寸的后面将代号写成分数的形式,分子为孔的公差带代号。分母为轴的公差带代号。孔和轴的公差带代号分别由基本偏差代号与公差等级两部件组成。 也可以注写成Φ50H7/K6和Φ50F8/h7的形式。 当配合代号的分子中出现基孔制代号H,而分母中同时出现基轴制代号h 时,则称为基准件相互配合,如Φ50H7/K6,它既可以视为基孔制,也可视为基轴制,是一种最小间隙为零的间隙配合。如分子分母均无基准件代号,则属于某一孔公差带与某一轴公差带组成的配合.在装配图中公差号配合的标注见图8. (2)零件图中尺寸公差的标注 在零件图中尺寸公差的标注形式有三种:
l)在基本尺寸后面只标注公差带代号。公差带代号应注写在基本尺寸的右边,如图9 所示,这种标注形式适合于大批量生产的零件。 2)在基本尺寸后面标注极限偏差、表示极限偏差的数字要比基本尺寸的数字小一号,如图9.b所示,偏差值一般要注写三位有效数字,上偏差注写在基本尺寸的右上力;下偏差应与基本尺寸注写在同一底线上。若其中有一个偏差值为零时,要以占位,并与上偏差或下偏差小数点前的个位数字对齐。如果上下偏差数值相同。符号相反,则应首先在基本尺寸的右边注上“士”号,再填写偏差数字,其高度与基本尺寸数字相同,如图10所示.这种标注形式适合于单件或小批量生产的零件。 3)在基本尺寸的后面同时标注公差带代号和极限偏差数值,此时极限偏差数值应加括号,如图9c所示。 如有侵权请联系告知删除,感谢你们的配合! 如有侵权请联系告知删除,感谢你们的配合!
机械制图的公差与配合及其标注方法
一、公差与配合的概念 (一)零件的互换性 在成批生产进行机器装配时,要求一批相配合的零件只要按零件图要求加工出来,不经任何选择或修配,任取一对装配起来,就能达到设计的工作性能要求,零件间的这种性质称为互换性。零件具有互换性,可给机器装配、修理带来方便,也为机器的现代化大生产提供了可性。 (二)公差的有关术语 零件在加工过程中,足球机床精度、刀具磨损、测量误差等的影响,不可能把零件的尺寸加工得绝对准确。为了保证互换性,必须将零件尺寸的加工误差限制在一定范围内,为例,说明公差的有关术语(轴,类同)。 1、基本尺寸 根据零件的强度与结构要求,设计时确定的尺寸。其数值应优先用标准直径或标准长度。 2、实际尺寸 通过测量所得到的尺寸。 3、极限尺寸 允许尺寸变动的两个界限值。它就是以基本尺寸为基数来确定的。两个界限值中较大的一个称为最大极限尺寸;较小的一个称为最小极限尺寸。
4、尺寸偏差(简称偏差) 某一尺寸减去其基本尺寸所得的代数差。尺寸偏差有: 上偏差=最大极限尺寸—基本尺寸 下偏差=最小极限尺寸—基本尺寸 上、下偏差统称为极限偏差,上、下偏差可以就是正值、负值或零。 国家标准规定:孔的上偏差代号为ES,孔的下偏差代号为EI;轴的上偏差代号为es,轴的下偏差代号为ei、 5、尺寸公差(简称公差) 允许尺寸的变动量。 尺寸公差=最大极限尺寸—最小极限尺寸=上偏差—下偏差 因为最大极限尺寸总就是大于最小极限尺寸,亦即上偏差总就是大于下偏差,所以尺寸公差一定为正值。 如图1a所示的孔径: 基本尺寸=?30 最大极限尺寸=?30、010 最小极限尺寸= ?29、990 上偏差ES=最大极限尺寸—基本尺寸 =30、010-30=+0。010 下偏差EI=最小极限尺寸—基本尺寸 =29、990-30=-0、010 公差=最大极限尺寸—最小极限尺寸
轴承公差与配合的基本概念及标注
轴承公差与配合的基本概念及标注 轴承公差与配合的基本概念及标注 四、配合制(GB/T1800.1-1997) 同一极限制的孔和轴组成配合的一种制度。国家标准对配合制规定了两种形式:基孔制配合和基轴制配合。 1.基孔制配合 基本偏差为一定的孔的公差带与不同基本偏差的轴的公差带形成各种配合的一种制度,称为基孔制。基孔制配合的孔为基准孔,代号为H,国际规定基准孔的下偏差为零(图14-23)。图14-24表示基孔制的几种配合示意图 图14-23 基孔制 图14-23 基孔制的几种配合示意图 2.基轴制配合 基本偏差为一定的轴的公差带与不同基本偏差的孔的公差带形成各种配合的一种制度,称为基轴制。基轴制配合的轴为基准轴,代号为h,国标规定基准轴的上偏差为零(图14-25)。图14-26表示基轴制的几种配合示意图。
图14-25 基轴制 图14-26 基轴制的几种配合示意图 在一般情况下,优先选用基孔制配合。如有特殊要求,允许将任一孔、轴公差带组成配合。 五、尺寸公差与配合代号的标注 在机械图样中,尺寸公差与配合的标注应遵守国家标准(GB4458.5-84)规定,现摘要叙述。1.在零件图中的标注 在零件图中标注孔、轴的尺寸公差有下列三种形式: (1)在孔或轴的基本尺寸的右边注出公差带代号(图14-27)。孔、轴公差带代号由基本偏差代号与公差等级代号组成(图14-28)。
图14-27 标注公差带代 号图14-28 公差带代号的型式 (2)在孔或轴的基本尺寸的右边注出该公差带的极限偏差数值(图14-29.b),上、下偏差的小数点必须对齐,小数点后的位数必须相同。当上偏差或下偏差为零时,要注出数字“0”,并与另一个偏差值小数点前的一位数对齐(图14-29.a)。 若上、下偏差值相等,符号相反时,偏差数值只注写一次,并在偏差值与基本尺寸之间注写符号 “±”,且两者数字高度相同(图14-29.c)。 图14-29 标注极限偏差数值 (3)在孔或轴的基本尺寸的右边同时注出公差带代号和相应的极限偏差数值,此时偏差数值应加上圆括号(图14-30)。
[全]机械制图的公差与配合及其标注方法
机械制图的公差与配合及其标注方法一、公差与配合的概念 (一)零件的互换性 在成批生产进行机器装配时,要求一批相配合的零件只要按零件图要求加工出来,不经任何选择或修配,任取一对装配起来,就能达到设计的工作性能要求,零件间的这种性质称为互换性。零件具有互换性,可给机器装配、修理带来方便,也为机器的现代化大生产提供了可性。 (二)公差的有关术语 零件在加工过程中,足球机床精度、刀具磨损、测量误差等的影响,不可能把零件的尺寸加工得绝对准确。为了保证互换性,必须将零件尺寸的加工误差限制在一定范围内,为例,说明公差的有关术语(轴,类同)。 1、基本尺寸
根据零件的强度和结构要求,设计时确定的尺寸。其数值应优先用标准直径或标准长度。 2、实际尺寸 通过测量所得到的尺寸。 3、极限尺寸 允许尺寸变动的两个界限值。它是以基本尺寸为基数来确定的。两个界限值中较大的一个称为最大极限尺寸;较小的一个称为最小极限尺寸。 4、尺寸偏差(简称偏差) 某一尺寸减去其基本尺寸所得的代数差。尺寸偏差有: 上偏差=最大极限尺寸—基本尺寸 下偏差=最小极限尺寸—基本尺寸 上、下偏差统称为极限偏差,上、下偏差可以是正值、负值或零。 国家标准规定:孔的上偏差代号为ES,孔的下偏差代号为EI;轴的上偏差代号为es,轴的下偏差代号为ei. 5、尺寸公差(简称公差) 允许尺寸的变动量。 尺寸公差=最大极限尺寸—最小极限尺寸=上偏差—下偏差
因为最大极限尺寸总是大于最小极限尺寸,亦即上偏差总是大于下偏差,所以尺寸公差一定为正值。 如图1a所示的孔径: 基本尺寸=?30 最大极限尺寸=?30.010 最小极限尺寸= ?29.990 上偏差ES=最大极限尺寸—基本尺寸 =30.010-30=+0。010 下偏差EI=最小极限尺寸—基本尺寸 =29.990-30=-0.010 公差=最大极限尺寸—最小极限尺寸 =3。010-29.990=0.020 =ES-EI=+0.010-(-0.010)=0.020 如果实际尺寸在?30.010与?29.990这间,即为合格。 6、零线、公关带和公差带图 如图1b所示,零线是在公差带图中用以确定偏差的一条基准线,即零偏差线。通常零线表示基本尺寸。在零线左端标上“0”“+”、“—”号,零线上方偏
我国尺寸公差与配合标准的发展历史
我国尺寸公差与配合标准的发展历史 1944年:国民党政府制定了“尺寸公差与配合”的国家标准,但实际使用的是日本、德国、美国标准. 1955年:参照苏联标准,第一机械工业部颁布“公差与配合”的部颁标准,此标准只是将苏联标准(OCT标准)付与了中文名词. 1959年:颁布了“公差与配合”的国家标准GB159~174 (简称“旧国标”)(精度等级偏低、配合种类偏少). 1979年:参照国际标准制定了“公差与配合”的国家标准GB1800~1804 —1979(简称“新国标”)取代GB159~174—1959. 1992~1996年上述新国标进行了部分修订,将《公差与配合》改为《极限与配合》, 用《极限与配合基础第一部分:词汇》(GB/T1800.1—1996)替代GB1800-1979中的《公差与配合的术语及定义》;用《一般公差线性尺寸的未注公差》(GB/T1804—1992)替代《未注公差尺寸的极限偏差》(GB1804—1979) 国家标准《极限与配合》中,公差与配合部分的标准主要包括: GB/T1800.1—1997《极限与配合基础第1部分:词汇》 GB/T1800.2—1998《极限与配合基础第2部分:公差、 偏差和配合的基本规定》 GB/T1800.3—1998《极限与配合基础第3部分:标准公 差和基本偏差数值表》 GB/T1800.4—1999《极限与配合标准公差等级和孔、 轴的极限偏差表》 GB/T1801—1999《极限与配合公差带和配合的选择》 GB/T1804—2000《一般公差未注公差的线性和角度尺 寸的公差》 2009年11月1日实施: GB/T1800.1—2009《极限与配合第1部分:公差、偏差 和配合的基础》 GB/T1800.2—2009《极限与配合第2部分:标准公差等 级和孔、轴极限偏差表》 GB/T1801—2009 《极限与配合公差带和配合的选择》 GB/T4249-2009 《公差原则》 GB/T16671-2009 《几何公差最大实体要求、最小实体 要求和可逆要求》 GB/T1182-2008 《几何公差形状、方向、位置和跳动 公差标准》 GB/T 1031-2009 《表面结构轮廓法表面粗糙度参 数及其数值》 GB/T 3177-2009 《光滑工件尺寸的检验》 GB/T 3505-2009 《表面结构轮廓法术语、定义 及表面结构参数》
公差配合与测量技术知识点
《公差配合与测量技术》知识点 绪言 互换性是指在同一规格的一批零件或部件中,任取其一,不需任何挑选或附加修配就能装在机器上,达到规定的功能要求,这样的一批零件或部件就称为具有互换性的零、部件。 通常包括几何参数和机械性能的互换。 允许零件尺寸和几何参数的变动量就称为公差。 互换性课按其互换程度,分为完全互换和不完全互换。 公差标准分为技术标准和公差标准,技术标准又分为国家标准,部门标准和企业标准。 第一章圆柱公差与配合 基本尺寸是设计给定的尺寸。实际尺寸是通过测量获得的尺寸。 极限尺寸是指允许尺寸变化的两个极限值,即最大极限尺寸和最小极限尺寸。最大实体状态是具有材料量最多的状态,此时的尺寸是最大实体尺寸。 与实际孔内接的最大理想轴的尺寸称为孔的作用尺寸,与实际轴外接的最小理想孔的尺寸称为轴的作用尺寸。 尺寸偏差是指某一个尺寸减其基本尺寸所得的代数差。 尺寸公差是指允许尺寸的变动量。 公差=|最大极限尺寸 - 最小极限尺寸|=上偏差-下偏差的绝对值 配合是指基本尺寸相同的,相互结合的孔与轴公差带之间的关系。 间隙配合:孔德公差带完全在轴的公差带上,即具有间隙配合。 间隙公差是允许间隙的变动量,等于最大间隙和最小间隙的代数差的绝对值,也等于相互配合的孔公差与轴公差的和。 过盈配合,过渡配合 T=ai, 当尺寸小于或等于500mm时,i=0.45+0.001D(um), 当尺寸大于500到3150mm时,I=0.004D+2.1(um). 孔与轴基本偏差换算的条件:1.在孔,轴为同一公差等级或孔比轴低一级配合2.基轴制中孔的基本偏差代号与基孔制中轴的基本偏差代号相当 3.保证按基轴制形成的配合与按基孔制形成的配合相同。 通用规则,特殊规则 例题 基准制的选用:1.一般情况下,优先选用基孔制。2.与标准件配合时,基准制的选择通常依标准件而定。3.为了满足配合的特殊需要,允许采用任一孔,轴公差带组合成配合。 公差等级的选用:1.对于基本尺寸小于等于500mm的较高等级的配合,由于孔比同级轴加工困难,当标准公差小于等于IT8时,国家标准推荐孔比轴低一级相配合,但对标准公差大于IT8级或基本尺寸大于500mm的配合,由于孔德测量精度比轴容易保证,推荐采用同级孔,轴配合。2.既要满足设计要求,又要考虑工艺的可能性和经济性。 各种配合的特性:间隙:主要用于结合件有相对运动的配合。 过盈:主要用于结合件没有相对运动的配合。 过渡:主要用于定位精确并要求拆卸的相对静止的联结。
机械制图的公差与配合及其标注方法
机械制图的公差与配合及其标注方法 机械制图, 公差与配合, 机械加工, 模具, 数控加工 机械制图的公差与配合及其标注方法一、公差与配合的概念(一)零件的互换性在成批生产进行机器装配时,要求一批相配合的零件只要按零件图要求加工出来,不经任何选择或修配,任取一对装配起来,就能达到设计的工作性能要求,零件间的这种性质称为互换性。零件具有互换性,可给机器装配、修理带来方便,也为机器的现代化大生产提供了可性。(二)公差的有关术语零件在加工过程中,足球机床精度、刀具磨损、测量误差等的影响,不可能把零件的尺寸加工得绝对准确。为了保证互换性,必须将零件尺寸的加工误差限制在一定范围内,为例,说明公差的有关术语(轴,类同)。 1、基本尺寸根据零件的强度和结构要求,设计时确定的尺寸。其数值应优先用标准直径或标准长度。 2、实际尺寸通过测量所得到的尺寸。 3、极限尺寸允许尺寸变动的两个界限值。它是以基本尺寸为基数来确定的。两个界限值中较大的一个称为最大极限尺寸;较小的一个称为最小极限尺寸。 4、尺寸偏差(简称偏差)某一尺寸减去其基本尺寸所得的代数差。尺寸偏差有:上偏差=最大极限尺寸—基本尺寸下偏差=最小极限尺寸—基本尺寸上、下偏差统称为极限偏差,上、下偏差可以是正值、负值或零。国家标准规定:孔的上偏差代号为ES,孔的下偏差代号为EI;轴的上偏差代号为es,轴的下偏差代号为ei. 5、尺寸公差(简称公差)允许尺寸的变动量。尺寸公差=最大极限尺寸—最小极限尺寸=上偏差—下偏差因为最大极限尺寸总是大于最小极限尺寸,亦即上偏差总是大于下偏差,所以尺寸公差一定为正值。如图1a所示的孔径:基本尺寸=Ø30最大极限尺寸=Ø30.010最小极限尺寸= Ø29.990上偏差ES=最大极限尺寸—基本尺寸 =30.010-30=+0。010下偏差EI=最小极限尺寸—基本尺寸 =29.990-30=-0.010公差=最大极限尺寸—最小极限尺 寸 =3。010-29.990=0.020 =ES-EI=+0.010-(-0.010)=0。020 如果实际尺寸在Ø30.010与Ø29.990这间,即为合格。6、零线、公关带和公差带图如图1b所示,零线是在公差带图中用以确定偏差的一条基准线,即零偏差线。通常零线表示基本尺寸。在零线左端标上“0”“+”、“—”号,
机械制图的公差与配合及其标注方法
一、公差与配合的概念 (一)零件的互换性 在成批生产进行机器装配时,要求一批相配合的零件只要按零件图要求加工出来,不经任何选择或修配,任取一对装配起来,就能达到设计的工作性能要求,零件间的这种性质称为互换性。零件具有互换性,可给机器装配、修理带来方便,也为机器的现代化大生产提供了可性。 (二)公差的有关术语 零件在加工过程中,足球机床精度、刀具磨损、测量误差等的影响,不可能把零件的尺寸加工得绝对准确。为了保证互换性,必须将零件尺寸的加工误差限制在一定范围内,为例,说明公差的有关术语(轴,类同)。 1、基本尺寸 根据零件的强度和结构要求,设计时确定的尺寸。其数值应优先用标准直径或标准长度。 2、实际尺寸 通过测量所得到的尺寸。 3、极限尺寸 允许尺寸变动的两个界限值。它是以基本尺寸为基数来确定的。两个界限值中较大的一个称为最大极限尺寸;较小的一个称为最小极限尺寸。
4、尺寸偏差(简称偏差) 某一尺寸减去其基本尺寸所得的代数差。尺寸偏差有: 上偏差=最大极限尺寸—基本尺寸 下偏差=最小极限尺寸—基本尺寸 上、下偏差统称为极限偏差,上、下偏差可以是正值、负值或零。 国家标准规定:孔的上偏差代号为ES,孔的下偏差代号为EI;轴的上偏差代号为es,轴的下偏差代号为ei. 5、尺寸公差(简称公差) 允许尺寸的变动量。 尺寸公差=最大极限尺寸—最小极限尺寸=上偏差—下偏差 因为最大极限尺寸总是大于最小极限尺寸,亦即上偏差总是大于下偏差,所以尺寸公差一定为正值。 如图1a所示的孔径: 基本尺寸=?30 最大极限尺寸=? 最小极限尺寸= ? 上偏差ES=最大极限尺寸—基本尺寸 ==+0。010 下偏差EI=最小极限尺寸—基本尺寸 == 公差=最大极限尺寸—最小极限尺寸
机械制图的公差与配合及其标注方法精修订
机械制图的公差与配合及其标注方法 集团标准化工作小组 #Q8QGGQT-GX8G08Q8-GNQGJ8-MHHGN#
一、公差与配合的概念 (一)零件的互换性 在成批生产进行机器装配时,要求一批相配合的零件只要按零件图要求加工出来,不经任何选择或修配,任取一对装配起来,就能达到设计的工作性能要求,零件间的这种性质称为互换性。零件具有互换性,可给机器装配、修理带来方便,也为机器的现代化大生产提供了可性。 (二)公差的有关术语 零件在加工过程中,足球机床精度、刀具磨损、测量误差等的影响,不可能把零件的尺寸加工得绝对准确。为了保证互换性,必须将零件尺寸的加工误差限制在一定范围内,为例,说明公差的有关术语(轴,类同)。 ? ? ? ? ? 1、基本尺寸 根据零件的强度和结构要求,设计时确定的尺寸。其数值应优先用标准直径或标准长度。 2、实际尺寸 通过测量所得到的尺寸。 3、极限尺寸
允许尺寸变动的两个界限值。它是以基本尺寸为基数来确定的。两个界限值中较大的一个称为最大极限尺寸;较小的一个称为最小极限尺寸。 4、尺寸偏差(简称偏差) 某一尺寸减去其基本尺寸所得的代数差。尺寸偏差有: 上偏差=最大极限尺寸—基本尺寸 下偏差=最小极限尺寸—基本尺寸 上、下偏差统称为极限偏差,上、下偏差可以是正值、负值或零。 国家标准规定:孔的上偏差代号为ES,孔的下偏差代号为EI;轴的上偏差代号为es,轴的下偏差代号为ei. 5、尺寸公差(简称公差) 允许尺寸的变动量。 尺寸公差=最大极限尺寸—最小极限尺寸=上偏差—下偏差 因为最大极限尺寸总是大于最小极限尺寸,亦即上偏差总是大于下偏差,所以尺寸公差一定为正值。 如图1a所示的孔径: 基本尺寸=30 最大极限尺寸= 最小极限尺寸= 上偏差ES=最大极限尺寸—基本尺寸 ==+0。010
机械制图的公差与配合及其标注方法
机械制图的公差与配合及其标注方法 文档编制序号:[KKIDT-LLE0828-LLETD298-POI08]
机械制图的公差与配合及其标注方法 , , , , 机械制图的公差与配合及其标注方法一、公差与配合的概念(一)零件的互换性在成批生产进行机器装配时,要求一批相配合的零件只要按零件图要求加工出来,不经任何选择或修配,任取一对装配起来,就能达到设计的工作性能要求,零件间的这种性质称为互换性。零件具有互换性,可给机器装配、修理带来方便,也为机器的现代化大生产提供了可性。(二)公差的有关术语零件在加工过程中,足球机床精度、刀具磨损、测量误差等的影响,不可能把零件的尺寸加工得绝对准确。为了保证互换性,必须将零件尺寸的加工误差限制在一定范围内,为例,说明公差的有关术语(轴,类同)。 1、基本尺寸根据零件的强度和结构要求,设计时确定的尺寸。其数值应优先用标准直径或标准长度。 2、实际尺寸通过测量所得到的尺寸。 3、极限尺寸允许尺寸变动的两个界限值。它是以基本尺寸为基数来确定的。两个界限值中较大的一个称为最大极限尺寸;较小的一个称为最小极限尺寸。 4、尺寸偏差(简称偏差)某一尺寸减去其基本尺寸所得的代数差。尺寸偏差有:上偏差=最大极限尺寸—基本尺寸下偏差=最小极限尺寸—基本尺寸上、下偏差统称为极限偏差,上、下偏差可以是正值、负值或零。国家标准规定:孔的上偏差代号为ES,孔的下偏差代号为EI;轴的上偏差代号为es,轴的下偏差代号为、尺寸公差(简称公差)允许尺寸的变动量。尺寸公差=最大极限尺寸—最小极限尺寸=上偏差—下偏差因为最大极限尺寸总是大于最小极限尺寸,亦即上偏差总是大于下偏差,所以尺寸公差一定为正值。如图1a所示的孔径:基本尺寸=Ø30最大极限尺寸=Ø最小极限尺寸= Ø上偏差ES=最大极限尺寸—基本尺寸 ==+0。010下偏差EI=最小极限尺寸—基本尺寸 ==公差=最大极限尺寸—最小极限尺寸 =3。= =ES-EI=+()=0。020 如果实际尺寸在Ø与Ø这间,即为合格。6、零线、公关带和公差带图如图1b所示,零线是在公差带图中用以确定偏差的一条基准线,即零偏差线。通常零线表示基本尺寸。在零线左端标上“0”“+”、“—”号,零线上方偏差为正;零线下方偏差为负。公差带是由代表上、下偏差的两条直线所限定的一个区域,公差带的区域宽度和位置是构成公差带的两个要素。为了简便地说明上述术语及其相互关系,在实用中一般以公差带图表示。公差带图是以放大图形式画出方框的,注出零线,方框宽度表示公差公差值大小,方框的左右长度可根据需要任意确定。为区别轴和孔的公差带,一般用斜线表示孔的公差
公差与配合标准表
公差与配合(摘自GB1800~1804-79) 1.基本偏差系列及配合种类 、2.标准公差值及孔与轴得极限偏差值 基本尺寸 mm 公差等级 IT5 IT6 IT7 IT8 IT9 IT10 IT11 IT12 >6~10 >10~18 >18~30 >30~50 >50~80 >80~120 >120~180 >180~250 >250~315 >315~400 >400~500 6 8 9 11 13 15 18 20 23 25 27 9 11 13 16 19 22 25 29 32 36 40 15 18 21 25 30 35 40 46 52 57 63 22 27 33 39 46 54 63 72 81 89 97 36 43 52 62 74 87 100 115 130 140 155 58 70 84 100 120 140 160 185 210 230 250 90 110 130 160 190 220 250 290 320 360 400 150 180 210 250 300 350 400 460 520 570 630 孔得极限差值(基本尺寸由大于10至315mm) μm 公差带等 级 基本尺寸m m >0~18>18~30 >30~50 >50~80 >80~120>120~180 >180~250>250~315 D 8 +77 +50 +98 +65 +119 +80 +146 +100 +174 +120 +208 +145 +242 +170 +271 +190
公差带 等 级 基本尺寸m m >10~18>18~30 >30~50 >50~80 >80~120>120~180 >180~250>250~315 6 +18 +7 +21 +8 +25 +9 +30 +11 +35 +13 +40 +15 +46 +17 +52 +20 7 +25 +7 +29 +8 +34 +9 +41 +11 +48 +13 +55 +15 +63 +17 +72 +20 N 5 +20 +12 +24 +15 +28 +17 +33 +22 +38 +23 +45 +27 +51 +31 +57 +34 ▼6 +23 +12 +28 +15 +33 +17 +39 +20 +45 +23 +52 +27 +60 +31 +66 +34 7 +30 +12 +36 +15 +42 +17 +50 +20 +58 +23 +67 +27 +77 +31 +86 +34 p 5 +26 +18 +31 +22 +37 +26 +45 +32 +52 +37 +61 +43 +70 +50 +79 +56 ▼6 +29 +18 +35 +22 +42 +26 +51 +32 +59 +37 +68 +43 +79 +50 +88 +56 7 +36 +18 +43 +22 +51 +26 +62 +32 +72 +37 +83 +43 +96 +50 +108 +56 注:标注▼者为优先公差等级,应优先选用。 形状与位置公差(摘自GB1182~1184-80) 分类形状公差位置公差 项目直线 度 平面 度 圆度 圆柱 度 平行 度 垂直 度 倾斜 度 同轴 度 对称 度 位置 度 圆跳 动 全跳动 符号 主参数d(D)图例 公差等级 主参数d(D) mm 应用举例>6 ~ 10 >10 ~18 >18~ 30 >30 ~50 >50~ 80 >80 ~120 >120 ~180 >180 ~250 >250 ~315 >315 ~400 >400 ~500 5 1、5 2 2、5 2、5 3 4 5 7 8 9 10 安装E、C级滚动轴承得配合