物料标准大全(3.16)讲解
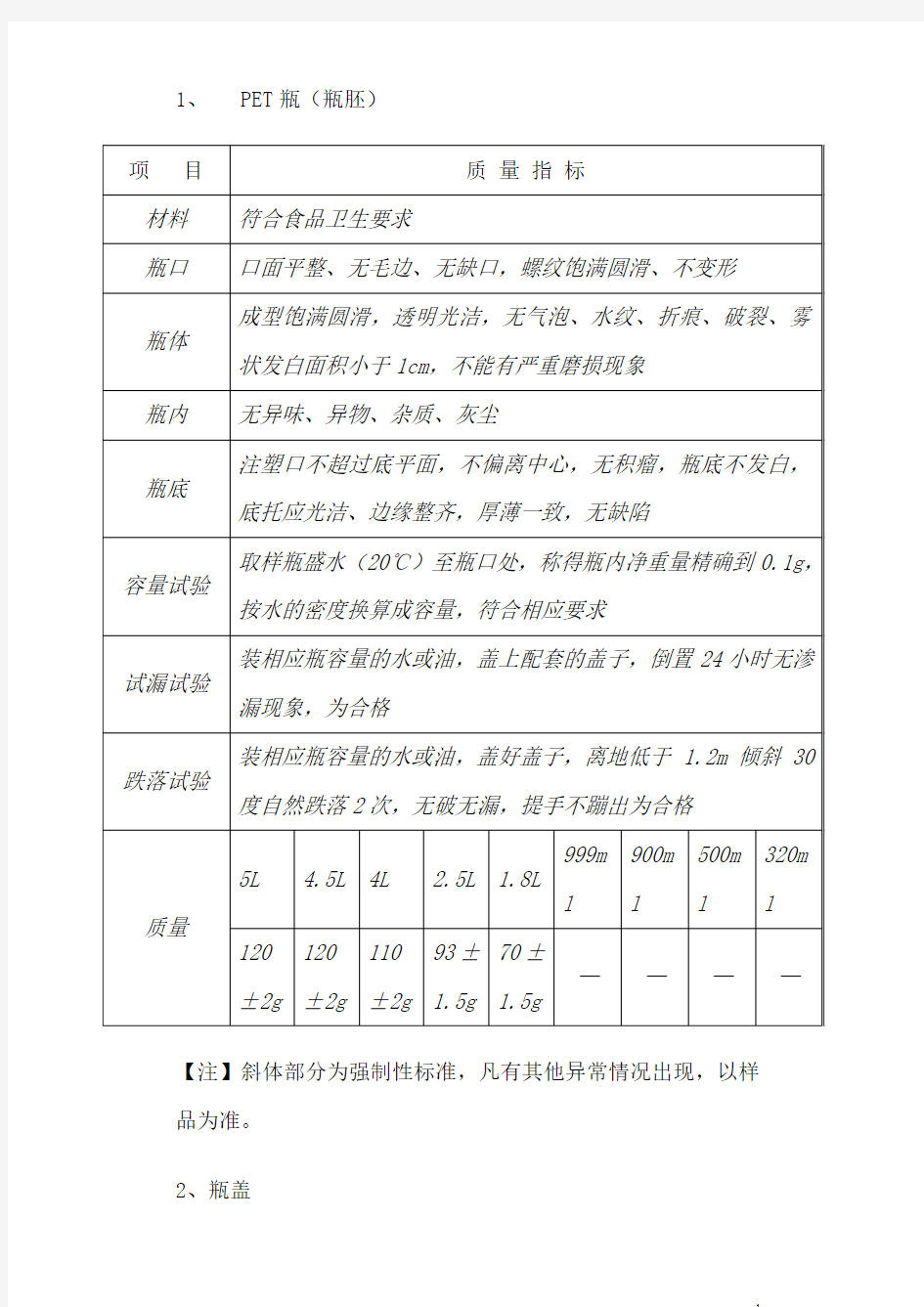

1、PET瓶(瓶胚)
【注】斜体部分为强制性标准,凡有其他异常情况出现,以样品为准。
2、瓶盖
【注】斜体部分为强制性标准,凡有其他异常情况出现,以样品为准。
3、提手(手柄)
【注】斜体部分为强制性标准,凡有其他异常情况出现,以样
品为准。
4、标签(检验合格证)
【注】斜体部分为强制性标准,凡有其他异常情况出现,以样品为准。
5、纸箱(礼品盒/包装袋)
【注】斜体部分为强制性标准,凡有其他异常情况出现,以样
品为准。
6、吊牌
【注】斜体部分为强制性标准,凡有其他异常情况出现,以样品为准。
7、透明胶
【注】斜体部分为强制性标准,凡有其他异常情况出现,以样品为准。
8、编织袋
【注】斜体部分为强制性标准,凡有其他异常情况出现,以样品为准。
9、小油包
【注】斜体部分为强制性标准,凡有其他异常情况出现,以样品为准。
1、茶籽
【注】黑体部分为强制性标准2、茶饼的检验
【注】黑体部分为强制性标准3、茶粕的检验
4、菜籽的检验
5、菜饼检验
6、菜粕检验
1、油茶籽油
Oil-tea camellia seed oil
GB11765-2003
1.1油茶籽油特征指标1
1.2油茶籽原油质量指标
1.3压榨成品油茶籽油质量指标
1.4浸出成品油茶籽油质量指标
注1:划有“—”者不做检测。压榨油和一、二级浸出油的溶剂残留量检出值小于10㎎/㎏时,视为未检出。
注2:黑体部分指标强制。
2、大豆油
Soya bean oil
GB1535-2003
2.1大豆油特征指标
2.2大豆原油质量指标
2.3压榨成品大豆油、浸出成品大豆油质量指标
图纸明细栏各种材料标注方法
4产品图样材料标注示例(2006) 简易前言:本文列举了各种材料在工程图纸明细栏中的标注方法。 简易目录: 一、型钢等常用材料; 二、标准件; 三、电镀与化学处理; 四、未注公差; 五、强检要求及关重特性 一、常用材料标注示例 1、型钢 (1)热轧圆钢和方钢 优质钢普通钢 圆(方)钢 20-2 GB/T 702-86 35 GB/T 699-99 圆(方)钢 20-2 GB/T 702-86 Q235A GB/T 700-88 注:1、20表示圆钢直径(方钢边长),2表示直径精度等级(分1,2,3组,1组为最高精度)35、Q235A表示材料牌号 2、GB/T 702-86的规格范围为5.5~250。 (2)冷拉圆钢、方钢和六角钢 冷拉圆(方、六角)钢 11-20GB/T 905-94 35 GB/T 3078-94 注:20表示圆钢直径、方钢边长、六角钢对边长,11表示直径精度级别,35表示材料牌号 2、钢板 (1)按材质优质钢或普通钢、轧制冷或热、规格薄或厚分别标注:
注: 2.0、8等表示钢板厚度,A表示厚度精度等级(分A、B两级,A级为高精度等级,选B级则不标注),Ⅱ表示钢板质量级别,S表示拉延级别(Z-最深、S-深拉延、P-普通)20、Q235A表示材料牌号薄厚分界:薄板0.5 mm~4 mm,厚板4 mm~200 mm GB/T 708-88为冷轧板规格标准(厚度0.2 mm~5.0 mm) (2)不锈钢冷轧钢板: 1.0 GB/T 708-88 钢板 1Cr18Ni9 GB/T 3280-92 (3)深冲压钢板: 油箱等深冲压钢板:牌号:SC1-深冲,SC2、SC3超深冲 标记方法:钢板SC1—1.0GB/T 5213-2001 或用牌号ST14、ST16, 不加GB/T 5213-2001 3、钢丝 按材质优质钢丝或普通钢丝及弹簧钢丝分别标注
物料替代流程
1 目的 规范采购物料替代试用流程 2 适用范围 本公司所有采购物料替代的的作业过程 3 职责 3.1 采购部:负责物料替代的申请、采购及从替代申请开始到物料替代完成的整体跟进工作。 3.2 研发部:负责所替代物料的评审、验证工作,替代物料试产通知。 3.3 品质部:负责替代物料的评审、检验工作,最终决定物料是否可替代。 3.4 仓库:负责替代物料的标识、出入库管理工作 3.5生产计划部:负责替代物料试用的排产及知会其它相关部门工作 3.6工程部:负责替代物料的评审工作,以及替代物料生产装机及小批量试产部分的整体跟进工作 3.7生产部:负责替代物料的上机测试及替代物料小批量试产的生产工作,并报告试产结果。 4 工作程序和要求 4.1 定义:【A级物料】电子料、主动件(包括但不限于:IC、MOS管、IGBT、电池类等)、被动件告示(包括但不限于:电阻电容、继电器、变压器、二三级管类等) 【B级物料】介于A和C之间的物料 【C级物料】包材、粘接性材料、纸箱、说明书等 4.2 物料替代需求: a. 型号停产 b.降成本切换新选型 c.品质不可控 d.供应商合作不顺畅 e.新增型号选择 f.其它原因 4.3试用物料编码申请:
当采购部有物料替代需求时,向研发部申请T开头的物料编码,采购部依据此物料编码进行采购 4.4物料替代申请: 由采购部填写《物料替代申请单》,写明替代原因,及替代期限,交部经理审批后随物料样品交研发部、品质部、工程部验证物料的可替代性 4.5替代物料的验证,由研发部主导,各部门配合: A级物料:由生产部或研发部上机测试(需附上相关测试报告),研发部、品质部、工程部会签,必要时进行小批量试产。 B级物料:替代物料无需测试,研发部依据承认书对比参数,品质工程确认即可。 C级物料:研发部及品质工程确认即可。 对于A级物料需上机测试和进一步小批量试产的,分以下两种情况: 4.5.1对于上机测试由研发装机、生产或研发测试的物料验证,由研发部领料装机并由生产或研发出具测试报告,统一由研发跟进,并将替代意见填写于《物料替代申请表》,再交工程、品质部会审,会审结果OK后由研发部修改系统资料,并上传公共盘存档。 4.5.2对于上机测试由生产装机、生产或研发测试的物料验证,以及上机测试后需进一步进行小批量试产的物料,统一由研发部发出物料试产通知计划部并知会工程部、生产部、仓库、品质、采购等相关部门,由计划部对此试产物料进行生产排单,并将《物料替代申请单号》备注于生产排产表,试产物料经仓库发出,IQC检验后,生产领出上线生产并知会工程部跟进,生产、品质将物料试产情况记于《物料替代申请表》,工程部综合物料试用意见后将《物料替代申请表》返回研发部,研发部提出评审意见后,再交工程评审、品质部综合意见后,由研发部修改系统资料,并上传公共盘存档。 4.6对于物产替代详细流程请见附件一:<物料替代工作流程>
SAP-BOM替代物料讲解
SAP中的替代有三种: 1. A物料也B物料可以互相替代,但是由物料计划部门自由控制使用物料A还是使用物料B 2. 在某个产品中,当物料A不够时,才用物料B。 3. 当物料A用完后,将永远不再用,而是用物料B取代A。 本人就从SAP ERP软件的角度去介绍一下这三种方式的实现 一、第一种在某个产品中,当物料A不够时,才用物料B,是SAP中最容易实现的,也是用得最多的一种. 其中策略的设定很重要,此参数中有两个值: 1 手工维护/按用途可能性 2 100%检查 我们所讲的第一种情况就是让策略值为1(表示按使用可能性来决定使用谁)的时候,优先级则不起作用。 而使用可能性则表示使用的百分比,如我们例子: A为主料,B为辅料,即在正常情况下是用A,但是生产计划部门可以把此更改为B,则A的设定如下: 使用可能性表示使用100%,B的设定:
设定0的时候会有警告让输入使用可能性,不过不用理会,回车即可。 注意替代组X中的组件的使用可能性之和应该等于100%,如果不为100%SAP在做生产订单的时候也会将其按比例进行计算。 此时,如果你建立一张生产订单,生产订单数量为1KG,BOM为SFET1= A(100)/B(0)则: A的需求数量= A的使用量* BOM中的使用可能性= 1 * 100% = 1. B的需求数量= B的使用量* BOM中的使用可能性= 1 * 0% = 0. 如A为50%,B为25%则在生产订单中A的使用量与B的使用量按使用可能性的比例关系进行计算: A的需求数量= A的使用量* A在BOM中的使用可能性/(A在BOM中的使用可能性+B在BOM中的使用可能性)= 1 * 50% / (50% + 25%) = 0.667. B的需求数量= B的使用量*B在BOM中的使用可能性/(A在BOM中的使用可能性+B在BOM中的使用可能性)= 1 * 25% / (50% + 25%) = 0.334. 当然在组件的明细界面里可更改它们的使用可能性:
物料承认管理规定
**科技 文件名称:物料承认管理规定编号版次: -WI-QA-002 B 编制:审核:批准: 更改记录
1.目的 为确保公司产品使用材料功能、特性及可靠性等均符合客户及生产要求,明确材料承认过程,特制定本规定。 2.范围 适用于公司所有样品承认(包含新供应商新物料样品承认,新供应商旧物料样品承认,旧供应商新物料样品承认,旧供应商旧物料样品承认) 物料承认从采购发出物料申请表开始,到试产评审完成结束(需要提交PCN时,以PCN经客户批准为时间截止点)。 3.术语和定义: 3.1物料规格书:研发绘制的图纸规格或厂商产品的图纸规格; 3.2样品承认书:供方提供的合格样品的资料汇总(含材质成份表,全尺寸量测报告等); 3.3检验规格书:TQC根据供应商提供的样品承认书以及研发图纸和材料类型的检验规范,编制的检 验依据文件(可结合来料问题点不断总结完善)。 4.职责 申请人:负责收集物料全尺寸图及材质要求,可靠性测试要求,并向采购提出打样申请。 供应商管理部:负责联络供应商提供样品,并于样品承认完成后,将签核完成的《样品承认书》转交给供应商;负责物料试产申请表的提出及跟踪; 材料认证部:负责审核研发打样图纸及技术要求;组织开模产品沟通确认,参与样品试模,按实际情况签限度样品或临时样品;确认样品的外观及全尺寸量测,审核《样品承认书》的资料完整性, 依据材料类型制作公司内部承认书及对应的电子件、结构件的检验规格书; 研发部:负责提供物料全尺寸图及材质要求。当样品到公司后,需确认样品的尺寸及材质、电性能是否符合要求,并在《样品承认书》中签字,同时保存样品承认书电子档。负责将《样品承认书》、TQC 提供的检验及可靠性测试标准转化为《物料规格书》; 工程部:负责主导物料的小批量试产,依据试产情况编制试产总结; 品质部:配合研发及材料认证部做样品可靠性实验验证,并出具实验报告;负责按照TQC制定的《检验规格书》执行检验,并负责TQC签样样品、样品承认书的归档与保存。 5.工作程序 5.1打样申请 5.1.1申请人提出打样需求,填写《新物料打样申请跟踪表》,替代物料需填写《替代物料申请单》交部门 主管审核。 5.1.1.1研发提出打样申请前,先由申请人到研发仓管处确认有无库存,再填写《新物料打样申请跟踪表》, 依单签核后,交于研发助理处。 5.1.1.2研发助理将签核后的《新物料打样申请跟踪表》交予采购部要求打样。 5.1.2研发部结构组提供物料全尺寸图、材质要求及所有规格资料,电子组提交物料基本规格要求; 材料认证部提供可靠性测试要求(注:5.1.2和5.1.3不分先后顺序,可同时进行) 5.1.3申请人将打样需求提交给供应商开发部。 5.1.4若为供应商管理部寻找旧物料的替代供应商时,向研发部提出规格书需求,由研发助理发出最新的 《物料规格书》予供应商管理部,规格书转换按照5.6执行。 5.2采购信息提供 5.2.1供应商管理部根据申请人的打样需求联络供应商(经过审核的,在合格供应商目录中的供应商),并 与供应商确认需求;若现有供应商满足不了打样的要求,需向新供应商打样,应按下述规定执行供应商导入或特批申请:
常用国内外材料的标准及牌号对照
一. 常用国内外紧固件材料的标准及牌号对照 表<-> 钢中国GB 美国ASTM 德国DIN 日本工业JIS 英国BS 种标准种类代号标准种类代号标准种类代号牌号标准种类代号标准种类代号A194 Gr.1 Gr.2 GB669 45 Gr.2H G4051 S43C 4882 Gr.2H S45C Gr.2HM GB669 35 A307 Gr.A G3101 SS4l 5708 SS41 碳 素GB669 20 Gr.B G4051 S20C 1769 钢GB669 25 S25C GB669 30 A325 1 型1654 Cq85 1.1172 CG4051 S33C 8189 2 型 3A型 3B型 3C型 3D型 3E型 3F 型 YB6 1Cr5Mo A193 Gr.B5 G4107 SNB5 Gr.B6 GBl220 1Crl3 Gr.B6X 17440 X15Crl3 1.4024 4882 Gr.B6 GB307735CrMOA A193 Gr.B7 17200 42CrMo4 1.7225 G4107 SNB7 4882 Gr.B7 合 金 Gr.B7M 钢 和 YB6 15CrM01V Gr.B16 17240 21CrMoV57 1.7709 SNBl6 Gr.B16 不 GBl220 0Crl8Ni9 GL B8 17440 X5CrNi189 1.4301 G4303 SUS-304 GL.B8 锈 钢 Gr.B8A GBl220 1Crl8NillNb Gr.B8C X10CrNiNbl89 1.4550 SUS-347 Gr.B8C Gr.B8CA GBl220 0C17Nil2M02 Gr.B8M X5CrNiMo1810 l.4401 SUS-316 Gr.B8M Gr.B8MA Gr.B8N Gr.B8NA
机械图纸解析,看懂了它,所有的图纸都能轻松看懂(干货)
机械图纸解析,看懂了它,所有的图纸都能轻松看懂(干货)1.纸幅面按尺寸大小可分为5种,图纸幅面代号分别为A0、A1、A2、A3、A4。 图框右下角必须要有一标题栏,标题栏中的文字方向为与看图方向一致。 2.图线的种类有粗实线、细实线、波浪线、双折线、虚线、细点划线、粗点划线、 双点划线等八类。 3.图样中,机件的可见轮廓线用粗实线画出,不可见轮廓线用虚线画出,尺寸线和 尺寸界线用细实线画出来,对称中心线和轴线用细点划线画出。虚线、细实线和细 点划线的图线宽度约为粗实线的1/3。 4.比例是指图中图形尺寸与实物尺寸之比。 5.比例1:2是指实物尺寸是图形尺寸的2倍,属于缩小比例。 6.比例2:1是指图形尺寸是实物尺寸的2倍,属于放大比例。 7.在画图时应尽量采用原值比例的比例,需要时也可采用放大或缩小的比例,其中1:2为缩小比例,2:1为放大比例无论采用那种比例图样上标注的应是机件的实 际尺寸。 8.图样中书写的汉字、数字和字母,必须做到字体工整,笔画清楚,间隔均匀,排 列整齐,汉字应用长仿宋体书写。
9.标注尺寸的三要素是尺寸界限、尺寸线、尺寸数字。 10.尺寸标注中的符号:R表示圆半径,ф表示圆直径,Sф表示球直径。 11.图样上的尺寸是零件的实际尺寸,尺寸以毫米为单位时,不需标注代号或名称。 12.标准水平尺寸时,尺寸数字的字头方向应向上;标注垂直尺寸时,尺寸数字的 字头方向应朝左。角度的尺寸数字一律按水平位置书写。当任何图线穿过尺寸数字时都必须断开。 13.斜度是指斜线对水平线的倾斜程度,用符号∠表示,标注时符号的倾斜方向应 与所标斜度的倾斜方向一致。所标锥度方向一致。 14.符号“∠1:10”表示斜度1:10,符号“ 1:5”表示锥度1:5。 15.平面图形中的线段可分为已知线段、中间线段、连接线段三种。它们的作图顺 序应是先画出已知线段,然后画中间线段,最后画连接线段。 16.已知定形尺寸和定位尺寸的线段叫已知线段;有定形尺寸,但定位尺寸不全的 线段叫中间线段;只有定形尺寸没有定位尺寸的线段叫连接线段。
物料替代流程
物料替代流程 标准化文件发布号:(9312-EUATWW-MWUB-WUNN-INNUL-DQQTY-
1 目的 规范采购物料替代试用流程 2 适用范围 本公司所有采购物料替代的的作业过程 3 职责 采购部:负责物料替代的申请、采购及从替代申请开始到物料替代完成的整体跟进工作。 研发部:负责所替代物料的评审、验证工作,替代物料试产通知。 品质部:负责替代物料的评审、检验工作,最终决定物料是否可替代。 仓库:负责替代物料的标识、出入库管理工作 生产计划部:负责替代物料试用的排产及知会其它相关部门工作 工程部:负责替代物料的评审工作,以及替代物料生产装机及小批量试产部分的整体跟进工作 生产部:负责替代物料的上机测试及替代物料小批量试产的生产工作,并报告试产结果。 4 工作程序和要求 定义:【A级物料】电子料、主动件(包括但不限于:IC、MOS管、IGBT、电池类等)、被动件告示(包括但不限于:电阻电容、继电器、变压器、二三级管类等) 【B级物料】介于A和C之间的物料 【C级物料】包材、粘接性材料、纸箱、说明书等 物料替代需求: a. 型号停产 b.降成本切换新选型 c.品质不可控 d.供应商合作不顺畅 e.新增型号选择 f.其它原因
试用物料编码申请: 当采购部有物料替代需求时,向研发部申请T开头的物料编码,采购部依据此物料编码进行采购 物料替代申请: 由采购部填写《物料替代申请单》,写明替代原因,及替代期限,交部经理审批后随物料样品交研发部、品质部、工程部验证物料的可替代性 替代物料的验证,由研发部主导,各部门配合: A级物料:由生产部或研发部上机测试(需附上相关测试报告),研发部、品质部、工程部会签,必要时进行小批量试产。 B级物料:替代物料无需测试,研发部依据承认书对比参数,品质工程确认即可。 C级物料:研发部及品质工程确认即可。 对于A级物料需上机测试和进一步小批量试产的,分以下两种情况: 对于上机测试由研发装机、生产或研发测试的物料验证,由研发部领料装机并由生产或研发出具测试报告,统一由研发跟进,并将替代意见填写于《物料替代申请表》,再交工程、品质部会审,会审结果OK后由研发部修改系统资料,并上传公共盘存档。 对于上机测试由生产装机、生产或研发测试的物料验证,以及上机测试后需进一步进行小批量试产的物料,统一由研发部发出物料试产通知计划部并知会工程部、生产部、仓库、品质、采购等相关部门,由计划部对此试产物料进行生产排单,并将《物料替代申请单号》备注于生产排产表,试产物料经仓库发出,IQC检验后,生产领出上线生产并知会工程部跟进,生产、品质将物料试产情况记于《物料替代申请表》,工程部综合物料试用意见后将《物料替代申请表》返回研发部,研发部提出评审意见后,再交工程评审、品质部综合意见后,由研发部修改系统资料,并上传公共盘存档。
替代物料操作详解
替代物料操作详解 时间:2008-10-27 20:47来源:作者:点击:97次 SAP中的替代物料有好几种,比如生产订单中A物料用完之后系统自动切换到B 物料,或者A物料用30%,B物料用70%,至到A物料用完再用B物料.从大类上来分还可以分为平行切换和非平行切换两种. 我们公司比较常用的就是平行切换,即A物料用完之后系统自动切换到B物料,B用完之后系统自动切换 SAP中的替代物料有好几种,比如生产订单中A物料用完之后系统自动切换到B 物料,或者A物料用30%,B物料用70%,至到A物料用完再用B物料.从大类上来分还可以分为平行切换和非平行切换两种. 我们公司比较常用的就是平行切换,即A物料用完之后系统自动切换到B物料,B 用完之后系统自动切换到C,但需要注意的是系统中认为A还是最适用的物料,即A,B,C都无库存的时候,MRP会跑出A的需求.所以个人建议在A,B物料长久不用的情况下,直接用BOM的更改编号 ,生效时间等来控制比较好.现在我将SAP 系统中这种切换的设置详细说明一下. 物料替代 替代的分类: 1. b代替a,a物料消亡,b物料在公司中全面替代。T-code CS202. b代替a,a物料用在其它用途,b物料部分替代,二者并存。 3. B暂时代替a,a物料随时会王者归来。第一种是最标准的替代流程,也是最好对付的,我也不用多说。存在的问题只有在交替时存在根据公司的不同流程有两个选择:平滑替代和非连续替代。平滑替代针对的物料表示a、b两个东西基本一致,完全可以混用,可以通过系统自动计算替代。但a、b差异较大的时候你还用系统自动设置,嘿嘿,搞不好要被老板骂。比如某个订单要150个,a 实际只有100个了,于是按系统自动设置,run出a100、b50的生产订单,a是一个画着花的盒子,b是一个画着鱼的盒子,my god,你用在了一个订单上,惨了!所以这种时候是非连续的替代。非连续的替代只通过系统是没有办法的,原因是它不是系统内的标准流程,更重要的是:在交替的时候往往需要一个人工判断,这个是系统无法替你办到的,这时候你需要判断是在这个订单中继续用a,补充采购?完全用b,另行处理a?a、b并存?这恐怕只有计划员才好判断,因此需要一个与系统结合的流程进行处理。 1.设置a物料状态为只消耗不采购,此时BOM不动,里边仍然是a物料。(将A 物料主数据中的采购视图中的物料状态选2)2.设置警示库存,在a的主数据里头放个安全库存之类的东西就行了,实际上因为设了物料安全库存下降到了一定水平后,警示用的,因为我们需要有一个提前期用来买b,我们需要足够的时间。(将a 主数据中的安全库存设置好)3.当a有订单用,且库存消减到警示库存时,会产生采购申请,因为物料状态的缘故当然采购员是转化不了的,这个信息将反馈到计划或数据那边,这时候人工判断就来了。“继续用a,补充采购?完全用b,另行处理a?a、b并存”。判断后确定“更改组件清单?还是更改物料状态?还是更改bom,重新mrp?”(T-CODE CO02 OR MM02 OR MD02 ) 4.搞定。总结一下平滑替代
国内外常用材料对照牌号
国内外常用材料对照牌号
————————————————————————————————作者:————————————————————————————————日期:
最新国内外碳素钢钢号对照表 钢号中国美国英国日本法国德国 优质碳素结构钢GB ASTM BS JIS NF DIN 50F1005015A03D6-2 08F≈1008040A04S9CK USt4 081008045M10S9CK XC6 10F≈1010040A10XC10USt13 101010045M10S10C XC10C10,CK10 151015080M15S15C XC15C15,CK15 201020070M20S20C XC18,C22E C22E,CK22 251025070M26S25C C25E,XC25CK25,C25E 301030080M30S30C C30E,XC30C30E,CK30 351035080M36S35C C35E,XC42C35E,CK35 401040080M40S40C C4E,XC42C40E,CK40 451045080M46S45C C45E,XC48C45E,CK45 501050080M46S50C C50E C50E,CK53 551055080M50S55C C55E,XC55C55E,CK55 601060070M60S58C C60E,XC60C60E,CK60 651065060A67XC65CK67 2012最新国内外不锈钢牌号对照表国内外不锈钢牌号对照表 中国GB1220日本 JIS 美国 AISI、ASTM 英国 BS970BS1449 德国 DIN17440DIN17224 法国 NF A35-572 NF A35-576-582 NF A35-584 1Cr17Ni7SUS301301,S3*******S21Z12CN17.07 0Cr18Ni9SUS304304,S3*******S15X5CrNi189Z6CN18.09 0Cr19Ni9N SUS304N1304N,S30451 00Cr19Ni10SUS304L304L,S3*******S12X2CrNi189Z2CN18.09 00Cr18Ni10N SUS304LN X2CrNiN1810Z2CN18.10N 1Cr18Ni9Ti305X10CrNiTi189 0Cr18Ni10Ti SUS321321,S3*******S12,321S20X10CrNiTi189Z6CNT18.10 0Cr17Ni12Mo2SUS316316,S3*******S16X5CrNiMo1810Z6CND17.12 0Cr18Ni12Mo2Ti320S17X10CrNiMoTi1810Z6CNDT17.12 0Cr17Ni12Mo2N SUS316N316N,S31651 00Cr17Ni14Mo2SUS316L316L,S3*******S12X2CrNiMo1810Z2CND17.12
机械制图标注常用符号大全解析
机械制图标注常用符号
序号 符号名称 符号绘制标准 应用示例 1 GB/T 1182-2008 基准符号。 涂黑三角形及中轴线可任意变换位置,方框和字母只允许水平放置不允许歪斜;方框外边的连线也只允许在水平或铅垂两个方向画出。 2 GB/T 4458.4-2003; 标注正方形结构尺寸时在尺寸前面加注正方形符号。 高度h=3.5mm 3 GB/T 4458.4-2003; 标注弧长时在尺寸前面加注弧长符号。 高度h=R=3.5mm 4 GB/T 4458.4-2003;GB/T 16675.2-1996 尺寸注法; 沉孔或锪平符号。 高度h=3.5mm 5 GB/T 4458.4-2003; GB/T 16675.2-1996 尺寸注法; 沉孔或锪平深度符号。 高度h=3.5mm
GB/T 16675.2-1996 尺寸注法; 埋头孔符号。 高度h=3.5mm 机械制图尺寸标注常用标准符号 序号符号名称符号绘制标准应用示例 7 GB/T 15754-1995 锥度符号或莫氏锥 度注法。 高度h=3.5mm 8 JB/T 5061-2006 定位支撑符号。 高度h=3.5mm 9 JB/T 5061-2006 辅助支撑符号。 高度h=3.5mm 10 JB/T 5061-2006 辅助支撑符号。 高度h=5mm
中心孔符号。 高度h=3.5mm; 高度H1=5mm。 12 JB/T 8555-2008 热 处理技术要求在零 件图样上的表示方 法。粗糙度符号的三 角形部分为测量点 符号。可随图形进行 缩放。 汇编人:质管办标准化管理员郑家贵2011年8月25日 机械制图基础知识 一、.图线GB/T 4457.4-2002 GB/T 17450-1998
工程变更与物料临时替换管理程序
0.流程图
1.目的 为了规范工程变更、物料临时替代流程,以及控制因此而带来的质量风险,特制订本程序。 2.适用范围 适用于工艺改变、操作方式改变、零部件更换等工程变更和物料临时替换。 3.职责 研发部:适当时,给予工程变更所需的测试及测试数据。 仓库:对执行工程变更及物料临时替代的产品条码上加打特殊标识。 品质部:及时记录工程变更及物料临时替代的产品信息,对贴有特殊标识的产品条码记录备案。 技术支持部:工程变更时,对在线的工艺文件进行更新,并回收旧的工艺文件。 4.定义 工程变更:针对已经正式投入生产的产品所构成的零件进行的变更。 物料临时替代:因某种原因,暂时无法使用以前的物料,选择另一种物料进行替代,适当时,再恢复使用之前的物料。 5.工作程序 5.1 工程变更 5.1.1 提出工程变更的部门经过评估后,对样品进行更改,然后对样品性能进行测试,并记录测试数据,当 测试合格后,填写《变更申请单》,连同测试数据一并提交给研发部经理审批。 5.1.2 在《变更申请单》审批通过后,提出人需复印《变更申请单》,然后分发给相关部门传阅,使其知悉 变更的内容。 5.1.3技术支持部在收到已通过审批的《变更申请单》后,首先依照更改的内容,对工艺文件《操作指导书》、 《装配图》、《图纸》、《工艺参数》等进行修改、升级处理,并会收旧版文件,发放升级后的新文件。
5.1.4 生产部依照《变更申请单》的更改内容和升级后的工艺文件对产品进行更改。 5.1.5 仓库收到审批过的《变更申请单》后,首先根据其更改的内容,确定产品条码上应该增加何种字符, 以下是变更的类型与条码上增加的字符一一对应关系: ①工艺变更(如工序、作业手法、施工方法的更改)—————————————— TE ②功能变更(如把探测器探测距离由3m提升到4.5m的更改)—————————— FU ③构造变更(如内部装配线路、元件数量、元件特性值的更改)————————— ST ④尺寸变更(如产品外观尺寸的更改)———————————————————— SI ⑤物料临时替代(专指本程序中物料临时替代的情况)——————————————— SH ⑥其他变更(以上未规定的更改)—————————————————————— OT 5.1.6品质部收到审批过的《变更申请单》后,记录变更的内容,记录仓库打印的产品条码信息及增加的特殊符 号的意义。以便日后追溯产品的质量。 5.2 物料临时替代 5.2.1提出物料临时替代的部门填写《变更申请单》,提交给研发部经理审批。 5.2.2《变更申请单》审批通过后,提出人需复印《变更申请单》,然后分发给相关部门传阅,使其知悉变更的 内容。 5.2.3 生产部依照《变更申请单》的更改内容和升级后的工艺文件对产品进行更改。 5.2.4 仓库收到审批过的《变更申请单》后,首先根据其更改的内容,确定产品条码上应该增加何种字符,变更 的类型与条码上增加字符的对应关系参见5.1.5. 5.2.5品质部收到审批过的《变更申请单》后,记录变更的内容,记录产品上即将粘贴的产品条码信息和特殊符 号的意义。以便日后追溯产品的质量。
德国钢铁标准 DIN 17100-80 普通结构钢质量标准(新、选)
德国钢铁标准DIN 17100-80 普通结构钢质量标准 1.1 适用范围 本标准适用于型钢(宽缘工字钢)、条钢、线材、扁钢〈带钢、板材、宽扁钢〉、无缝空心型材与可焊正方形和长方形空心型材、表一至表三中列出的用于热轧或常化状态交货的普通结构钢的预锻件和板坯。 1.2 按照本标准制造的钢材适用于焊接(见第8.4.2节)、铆合与螺栓连接的建筑构件。 3 定义 非合金钢算作普通结构钢,这种钢主要是以其抗拉强度和屈服点作为其特征。用于民用建筑、地下工程、桥梁结构、海洋结构、容器制造及汽车和机器制造。 提示: 欧洲标准20适用于对合金钢和非合金钢进行分类。 4尺寸及尺寸允许的偏差 订货时,产品的公称尺寸与尺寸的偏差必须根据可能合适的尺寸标准进行协商。(见附后的尺寸偏差标准,如DIN1 543) 5 重量 本标准内所列各种钢材的比重采用7.85kg/立方dm 6钢种分级 6.1 本标准表一、表二中所列的钢种是按规定的质量等级(见第7节)供货的。第三类钢同第二类钢相比,具有明显的区别,它必须满足对抗脆断敏感性较高的要求(见表二冲击韧性的试验温度)。所以,这种钢还应具有良好的焊接性(见8.4.2节)。要达到第三类钢抗脆断敏感性高的要求,又取决于对钢的脱氧及化学成分的特殊要求(见表一)。6.2 表3列出的钢种,除具有表一、二列举的性能之外,还具有良好的变形性(见第8.4.3.2-8.4.3.6)。相应的要求可以专门的字母在代号和材料号中作标志。 7钢种标志 7.1 钢的代号可以从表一至三中得知。钢号一般由字母St、钢的特性值及质量指数组成。例如St52-3。 7.1.1 对脱氧方法在一定选择要求的钢种,其相应的标志(U或R)放在钢号的前面。例如:USt37-2或RSt37-2. 7.1.2表三列出的代号标志为具有特殊使用性能钢种的标志。例如:QSt52-3或RRSt37-2。 7.1.3含铜钢的代号(见8.4.4.3节)和材料号如下: RSt37-2Cu3 1.0167 St37-3Cd 1.0166 St52-3Cd 1.0585 UQSt37-2Cu3 1.0164 RQSt37-2Cd 1.0170 QSt52-30Cu3 1.0587 7.1.4 产品的交货状态如果与第8.2节不同,那么,应在标志上予以说明。在这种情况下,如果需要在热轧状态(不处理)交货,那么,应标上字母U(例如:USt37-2Uh如果需在正火状态交货,那么,则应标上字母N(例如:USt37-2N)。 7.2 钢种代号与材料应按尺寸标准中所示的标志加入产品的标准中去。 8 要求 8.l 制造方法 8.1.1 St33号钢的冶炼方法由供方决定并不予说明,质量等级为第二、三类的钢,除定货时另有协议外,冶炼方法也由供方决定。但需方要求时,则应予接受。 8.1.2 钢的脱氧方法由表一可知。St33、St37-X但不包括USt37-ARSt37-2)钢由供方决定选择,并不向需方说明。 8.1.3 采用的成型方法除另有协议外,由供方决定。 8.1.4 如果在接受订货时,达成了相应的协议,将予以进一步说明制造方法。
钢筋符号讲解及识图入门
钢筋符号表示方法及试图方法 一、箍筋表示方法: ⑴ φ10@100/200(2) 表示箍筋为φ10 ,加密区间距100,非加密区间距200,全为双肢箍。 ⑵ φ10@100/200(4) 表示箍筋为φ10 ,加密区间距100,非加密区间距200,全为四肢箍。 ⑶ φ8@200(2) 表示箍筋为φ8,间距为200,双肢箍。 ⑷ φ8@100(4)/150(2) 表示箍筋为φ8,加密区间距100,四肢箍,非加密区间距150,双肢箍。 一、梁上主筋和梁下主筋同时表示方法: ⑴ 3Φ22,3Φ20 表示上部钢筋为3Φ22, 下部钢筋为3Φ20。 ⑵ 2φ12,3Φ18 表示上部钢筋为2φ12, 下部钢筋为3Φ18。 ⑶ 4Φ25,4Φ25 表示上部钢筋为4Φ25, 下部钢筋为4Φ25。 ⑷ 3Φ25,5Φ25 表示上部钢筋为3Φ25, 下部钢筋为5Φ25。 二、梁上部钢筋表示方法:(标在梁上支座处) ⑴ 2Φ20 表示两根Φ20的钢筋,通长布置,用于双肢箍。 ⑵ 2Φ22+(4Φ12)表示2Φ22 为通长,4φ12架立筋,用于六肢箍。 ⑶ 6Φ25 4/2 表示上部钢筋上排为4Φ25,下排为2Φ25。 ⑷ 2Φ22+ 2Φ22 表示只有一排钢筋,两根在角部,两根在中部,均匀布置。三、梁腰中钢筋表示方法: ⑴ G2φ12 表示梁两侧的构造钢筋,每侧一根φ12。 ⑵ G4Φ14 表示梁两侧的构造钢筋,每侧两根Φ14。 ⑶ N2Φ22 表示梁两侧的抗扭钢筋,每侧一根Φ22。 ⑷ N4Φ18 表示梁两侧的抗扭钢筋,每侧两根Φ18。 四、梁下部钢筋表示方法:(标在梁的下部) ⑴ 4Φ25 表示只有一排主筋,4Φ25 全部伸入支座内。 ⑵ 6Φ25 2/4 表示有两排钢筋,上排筋为2Φ25,下排筋4Φ25。 ⑶ 6Φ25 (-2 )/4 表示有两排钢筋,上排筋为2Φ25,不伸入支座,下排筋4Φ25,全部伸入支座。 ⑷ 2Φ25 + 3Φ22(-3)/ 5Φ25 表示有两排筋,上排筋为5根。2Φ25伸入支座,3Φ22,不伸入支座。下排筋5Φ25,通长布置。 五、标注示例: KL7(3)300×700 Y500×250 φ10@100/200(2) 2Φ25 N4Φ18 (-0.100) 4Φ25 6Φ25 4/2 6Φ25 4/2 6Φ25 4/2 4Φ25□———————————□———————□———————————□4Φ25 2Φ25 4Φ25 300×700 N4φ10
钢筋图纸标注解释入门知识
钢筋平法 一、箍筋表示方法: ⑴φ10@100/200(2)表示箍筋为φ10 ,加密区间距100,非加密区间距200,全为双肢箍。 ⑵φ10@100/200(4)表示箍筋为φ10 ,加密区间距100,非加密区间距200,全为四肢箍。 ⑶φ8@200(2)表示箍筋为φ8,间距为200,双肢箍。 ⑷φ8@100(4)/150(2)表示箍筋为φ8,加密区间距100,四肢箍,非加密区间距150,双肢箍。 一、梁上主筋和梁下主筋同时表示方法: ⑴3Φ22,3Φ20表示上部钢筋为3Φ22,下部钢筋为3Φ20。 ⑵2φ12,3Φ18表示上部钢筋为2φ12,下部钢筋为3Φ18。 ⑶4Φ25,4Φ25表示上部钢筋为4Φ25,下部钢筋为4Φ25。 ⑷3Φ25,5Φ25表示上部钢筋为3Φ25,下部钢筋为5Φ25。 二、梁上部钢筋表示方法:(标在梁上支座处) ⑴2Φ20表示两根Φ20的钢筋,通长布置,用于双肢箍。 ⑵2Φ22+(4Φ12)表示2Φ22 为通长,4φ12架立筋,用于六肢箍。 ⑶6Φ25 4/2表示上部钢筋上排为4Φ25,下排为2Φ25。 ⑷2Φ22+ 2Φ22表示只有一排钢筋,两根在角部,两根在中部,均匀布置。 三、梁腰中钢筋表示方法: ⑴G2φ12表示梁两侧的构造钢筋,每侧一根φ12。 ⑵G4Φ14表示梁两侧的构造钢筋,每侧两根Φ14。 ⑶N2Φ22表示梁两侧的抗扭钢筋,每侧一根Φ22。 ⑷N4Φ18表示梁两侧的抗扭钢筋,每侧两根Φ18。 四、梁下部钢筋表示方法:(标在梁的下部) ⑴4Φ25表示只有一排主筋,4Φ25 全部伸入支座内。 ⑵6Φ25 2/4表示有两排钢筋,上排筋为2Φ25,下排筋4Φ25。 ⑶6Φ25 (-2 )/4 表示有两排钢筋,上排筋为2Φ25,不伸入支座,下排筋4Φ25,全部伸入支座。 ⑷2Φ25 + 3Φ22(-3)/ 5Φ25表示有两排筋,上排筋为5根。2Φ25伸入支座,3Φ22,不伸入支座。下排筋5Φ25,通长布置。 五、标注示例: KL7(3)300×700 Y500×250 φ10@100/200(2) 2Φ25 N4Φ18 (-0.100) 4Φ256Φ25 4/26Φ25 4/26Φ25 4/24Φ25□———————————□———————□———————————□ 4Φ252Φ254Φ25 300×700 N4φ10 KL7(3) 300×700 表示框架梁7,有三跨,断面宽300,高700。
物料确认管理流程
物料确认管理流程 1目的 1.1统一元器件命名规则,确保研发部的元件清单及库房ERP中物 料名称、型号的准确性、唯一性、对应性,从而提高出入库效率,确保产品生产质量。 1.2规范新物料采购、确认流程,有效控制元器件、结构件品质, 确保产品的生产质量。 1.3规范已定型产品中的物料更换替代流程,确保定型产品性能的 稳定性与可制造性 2适用范围 适用于新物料、更新物料、替换物料及更换供应商采购。 3职责 3.1研发部: 3.1.1负责提供所需新物料的名称、型号及技术要求; 3.1.2负责对采购到的样品进行测试,确认是否符合设计需 求; 3.1.3负责采购部提出的更换物料的可行性确认工作; 3.1.4负责外协加工过程中技术问题的沟通交流工作; 3.2采购部: 3.2.1负责根据请购单的技术要求寻找供应商、谈判价格、起 订量等; 3.2.2负责新物料产品相关的技术资料的索要工作;
3.3供应商:提供样品、图纸、检验报告认证证明、规格书(数据 手册)等。 4定义 4.1A类物料:关键元器件,对整个产品的使用性能起到决定性作 用的器件,如:芯片、液晶屏等; 4.2B类物料:普通元器件,市面上容易采购,各供应商提供的器 件技术参数差别不大,更换器件对整个产品质量影响不大的 器件,如:普通电阻、电容等; 5新物料采购、确认流程 5.1研发工程师根据设计要求提出新物料请购需求,并按照请购程 序填写《技术部请购单》提交给采购部。 ①、请购单填写需要按照《元器件命名规则》提供标准名称、 型号、技术要求等信息,必要时提供图纸; ②、选型期不能提供准确型号的新物料请购时需提供具体参 数及技术要求,采购过程中根据供商提供的技术手册再确定 具体型号。 ③、请购单中标明需要索要的技术资料。 5.2采购部接到请购单后(如不清楚样品的状况,先与提出需求的 研发工程师进行口头沟通),初步了解样品的特点,然后进行 样品的供应商开发。 ①、A类新物料供应商提供样品的同时必须提供样品承认书、 样品规格书、检测报告等资料;
DIN82101 卸扣德国标准
Form A Form A Form C Form A Form C d1 d2d3d4d5b1h10.1-1000.02-4510M55715.50.16-1600.02-5612M668180.25-2500.05-7816M8811240.40.44000.090.181020M101014300.60.66300.170.18101224M121217*********.360.39131632M161521491.6 1.616000.750.8172040M201927612220001 1.08192244M222130672.5 2.52500 1.32 1.4212448M24233373333150 1.852242754M27263883.5444000 2.5 2.7273060M302942915550004 4.3303672M363347111666300 5.4 5.8343978M393753119.58880007.98.5384590M454160139.51010100001010.8424896M484566147.512121250013.514.44752104M52507315816161600019.220.55260120M6055811852020200002829.55868136M68619021125252500034366372144M7267100221-3231500-49.5 7080160M8074110246-4040000-69 79 90 180 M90 84 125276 DIN82101 SHACKLE Nominal Size Working Load Limit (kgs)Weight Each (kgs) Dimensions (mm) Form C
图纸明细栏各种材料标注方法
4产品图样材料标注示例(2006) 简易前言:本文列举了各种材料在工程图纸明细栏中的标注方法。 简易目录: 一、型钢等常用材料; 二、标准件; 三、电镀与化学处理; 四、未注公差; 五、强检要求及关重特性 一、常用材料标注示例 1、型钢 (1)热轧圆钢和方钢 优质钢普通钢 圆(方)钢 20-2 GB/T 702-86 35 GB/T 699-99 圆(方)钢 20-2 GB/T 702-86 Q235A GB/T 700-88 注:1、20表示圆钢直径(方钢边长),2表示直径精度等级(分1,2,3组,1组为最高精度)35、Q235A表示材料牌号 2、GB/T 702-86的规格范围为5.5~250。 (2)冷拉圆钢、方钢和六角钢 冷拉圆(方、六角)钢 11-20GB/T 905-94 35 GB/T 3078-94 注:20表示圆钢直径、方钢边长、六角钢对边长,11表示直径精度级别,35表示材料牌号 2、钢板 (1)按材质优质钢或普通钢、轧制冷或热、规格薄或厚分别标注:
注: 2.0、8等表示钢板厚度,A 表示厚度精度等级(分A 、B 两级,A 级为高精度等级,选B 级则不标注), Ⅱ表示钢板质量级别,S 表示拉延级别(Z-最深、S-深拉延、P-普通)20、Q235A 表示材料牌号 薄厚分界:薄板0.5 mm ~4 mm ,厚板4 mm ~200 mm GB/T 708-88为冷轧板规格标准(厚度0.2 mm ~5.0 mm ) (2)不锈钢冷轧钢板: (3)深冲压钢板: 油箱等深冲压钢板:牌号:SC1-深冲,SC2、SC3超深冲 标记方法:钢板SC1—1.0 GB/T 5213-2001 或用牌号ST14、ST16, 不加GB/T 5213-2001 3、钢丝 按材质优质钢丝或普通钢丝及弹簧钢丝分别标注 钢板 1.0 GB/T 708-88 1Cr18Ni9 GB/T 3280-92
物料替代程序(含表格)
物料替代程序 (ISO9001-2015) 1、目的 规范采购物料替代试用流程。 2、适用范围 本公司所有采购物料替代的作业过程。 3、职责 3.1采购部:负责物料替代的申请、采购及从替代申请开始到物料替代完成的整体跟进工作。 3.2研发部:负责所替代物料的评审、验证工作,替代物料试产通知。 3.3品质部:负责替代物料的评审、检验工作,最终决定物料是否可替代。3.4仓库:负责替代物料的标识、出入库管理工作 3.5生产计划部:负责替代物料试用的排产及知会其它相关部门工作 3.6工程部:负责替代物料的评审工作,以及替代物料生产装机及小批量试产部分的整体跟进工作 3.7生产部:负责替代物料的上机测试及替代物料小批量试产的生产工作,并报告试产结果。 4、工作程序和要求
4.1定义: 【A级物料】电子料、主动件(包括但不限于:IC、MOS管、IGBT、电池类等)、被动件告示(包括但不限于:电阻电容、继电器、变压器、二三级管类等)。【B级物料】介于A和C之间的物料。 【C级物料】包材、粘接性材料、纸箱、说明书等。 4.2物料替代需求: a.型号停产 b.降成本切换新选型 c.品质不可控 d.供应商合作不顺畅 e.新增型号选择 f.其它原因。 4.3试用物料编码申请: 当采购部有物料替代需求时,向研发部申请T开头的物料编码,采购部依据此物料编码进行采购。 4.4物料替代申请: 由采购部填写《物料替代申请单》,写明替代原因,及替代期限,交部经理审批后随物料样品交研发部、品质部、工程部验证物料的可替代性。 4.5替代物料的验证,由研发部主导,各部门配合: A级物料:由生产部或研发部上机测试(需附上相关测试报告),研发部、品质部、工程部会签,必要时进行小批量试产。 B级物料:替代物料无需测试,研发部依据承认书对比参数,品质工程确认即可。