丹麦 二氧化碳系统
Danish Meat Research Institute Magleg?rdsvej 2 · 4000 Roskilde Phone 4630 3030 · Fax 4630 3132
E-mail: dmri@danishmeat.dk
- by Patricia Barton Gade, Leif Christensen
Transportation and pre-stun handling: CO2-systems Veterinary Congress in Helsinki, Finland, 27-29 November 2002 by Viggo Clausen
A new Danish concept is developed for pre-slaughter handling of pigs, where pigs are kept in the same groups during transport and at the abattoir, including stunning. This reduces pig stress, eliminates need for prods and improves meat quality.Summary
CO -stunning has some advantages over electrical stunning in that the lining up process immediately before stunning is not strictly necessary. This has allowed the development of alternatives to shute systems that, combined with modifications to the CO -equipment, reduce pig stress, eliminate the need for prods and give certain improvements in meat quality. Noise levels are reduced to background levels, thus improving working environment.
22This paper will describe the new Danish concept for pre-slaughter handling of pigs, where pigs are kept in the same groups during transport and at the abattoir, including stunning.Introduction
The ideal pre-slaughter treatment should fulfil a number of requirements:- It should be considerate (good welfare)- It should give a good, uniform meat quality - Transport and lairage mortality should be low - Working environment should be good
Good welfare covers factors such as voluntary forward movement with a minimum of force, fulfilment of the pig’s physical requirements, no damage, but in the event of damage prompt treatment of the affected animal.In recent years it has been proposed that unfamiliar pigs should never be mixed pre-slaughter. By keeping unfamiliar pigs separate, fighting is eliminated, skin damage and bruising reduced and there are certain meat quality advantages such as less DFD-meat. Pig welfare is optimal in such a system. In practice, of course, this goal is unattainable. Pen sizes on farms vary, as do group sizes on transport trucks and in abattoir holding pens.
In Denmark special focus has been put on adapting plant design to pig behaviour, especially the treatment in abattoir holding pens and the movement of pigs frem the holding pens to and through the stunning eguipment. A concept has been developed that involves groupwise treatment of pigs both during transport and at the plant and includes the stunning itself. Mixing of unfamiliar animals is allowed at loading onto the transport truck but after this initial mixing pigs are kept in the same groups throughout. This concept has many welfare and quality advantages, while at the same time being practicable and will be described in more detail in the
following. It eliminates the need for electric prods completely thus fulfilling another demand increasingly being made by retailers and consumers.Transportation and holding pens
Modern Danish transport trucks are divided into compartments of 15 pigs and this was chosen as the group size in the concept. Pigs are loaded using a tailgate lift in Denmark, which takes 7-8 pigs, so that after two groups have been loaded, the internal gate can be closed. This gives support to the pigs and reduces damage during transport. Each group of 15 pigs is off-loaded separately, and with 15 pigs in a group all animals can be reached by a handler, making pig movement at off-loading and transfer to holding pens easier. With a properly designed system the only means of force necessary is a driving board. Danish pigs are not slap-marked or weighed live at the abattoir. Slap-marking is carried out by the farmer before collection, and
payment is based on hot carcass weight and carcass lean meat content, so that live weights are not important.Previously, holding pens took a whole truck load, ie. pigs were further mixed at the plant. One of the
disadvantages with this system was that it was difficult for plant personnel to move pigs out of the lairage without force (prodders) being used and that fighting, which is caused by a few very aggressive animals, can involve many pigs. Another disadvantage is that the sizes of holding pens and transport trucks are not always compatible, which leads either to overstocking or mixing different loads in holding pens. The new concept
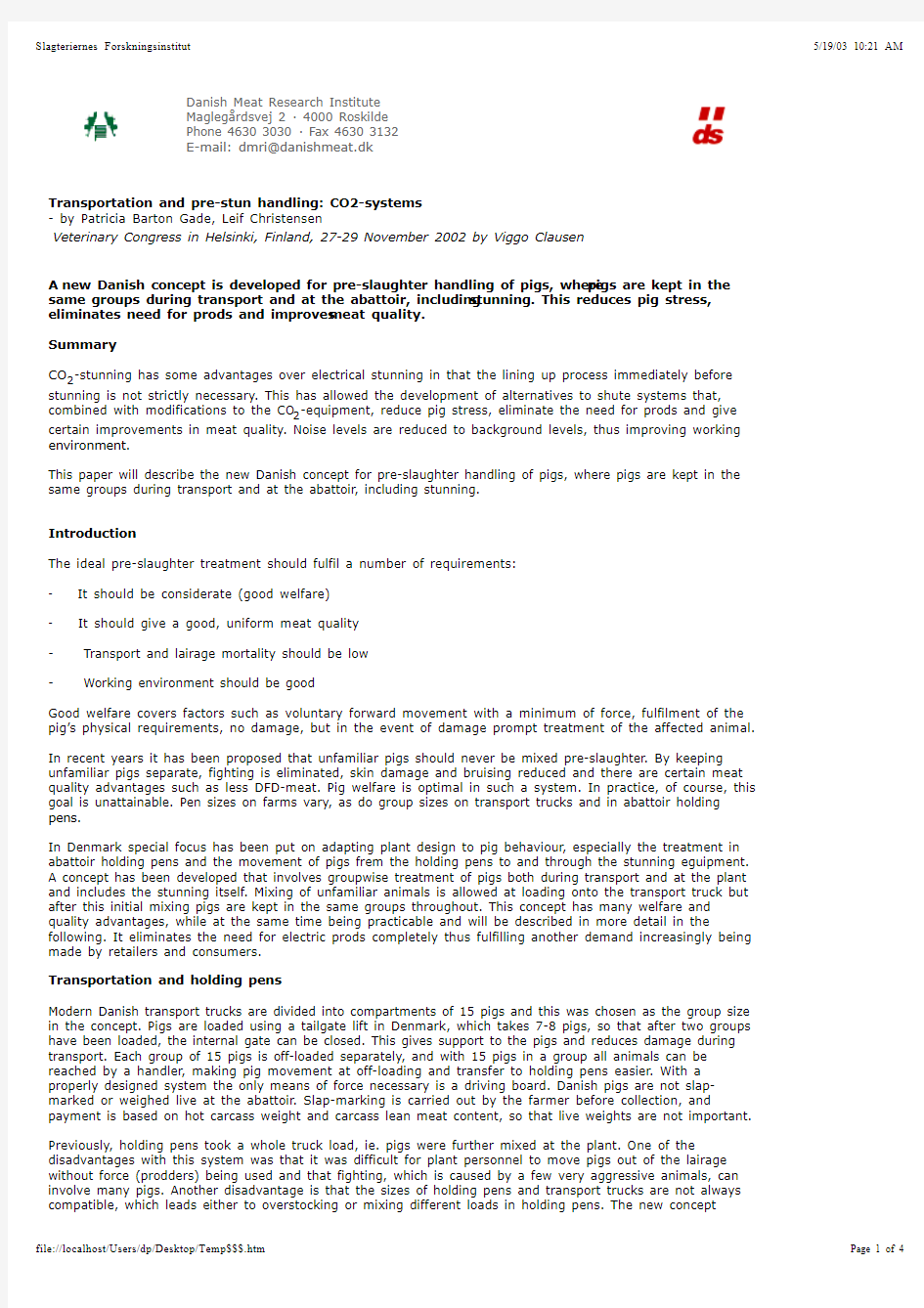
divides the holding pen into groups of 15 using a series of flap gates and one push-hoist gate per pen. On filling a pen string, all flap gates are retracted into the wall. 15 pigs are moved from the off-loading bay to the pen and the push-hoist gate, which is in the raised position at the entrance to the string, is activated. The gate
is lowered and moves behind the pigs until a point is reached that allows the flap gates (FG) to close. As these close, the push-hoist gate (PHG) is raised and moved back to collect the next 15 pigs and so on. As flap gates close, a trough is automatically lowered, or drinking nipples are available for watering the pigs. Emptying is the reverse of this procedure. Figure 1 shows a sketch of this system.
Figure 1
Filling the system is easy. Pigs move calmly and noise levels are equivalent to background levels. Fighting is almost eliminated, even though the pigs could have been unfamiliar to one another. The reason for the lack of aggression is not completely clear. It may be that a group of 15 is less threatening than larger groups, or it may be that the chance of finding an aggressive animal and a pig that will react to that aggression is less in small groups. Whatever the reason, less aggression leads to pigs lying down to rest more quickly, normally within 20-30 minutes as against 60-90 minutes for larger groups, and mortality in holding pens fell from above to below the national average at that time (from 0.05 to 0.01 %). Less aggression means less skin damage and this was also found for legs and shoulders in a comparison (Table 1).
Emptying the small pen system is also easy. The push-hoist gate moves over the heads of the resting pigs as the flap gates open, thus alerting them, so that many stand up and move along of their own free will. Correct lighting facilitates this movement. It should be mentioned that push-hoist gates are adjusted so that they stop at a counter pressure of 100 kg (one pig). In this way pigs can never be dragged by the gate.
Both filling and emptying pens are thus carried out without human intervention and with a minimum of force and is a major improvement in pig welfare. A fully automatic system has been running at a Danish factory, where pig movement out of the holding pen is carried out at a rate of 800 pigs per hour. At lower speeds fully automatic systems can be replaced by manually operated systems that retain the welfare level provided that design and utilisation is optimal.
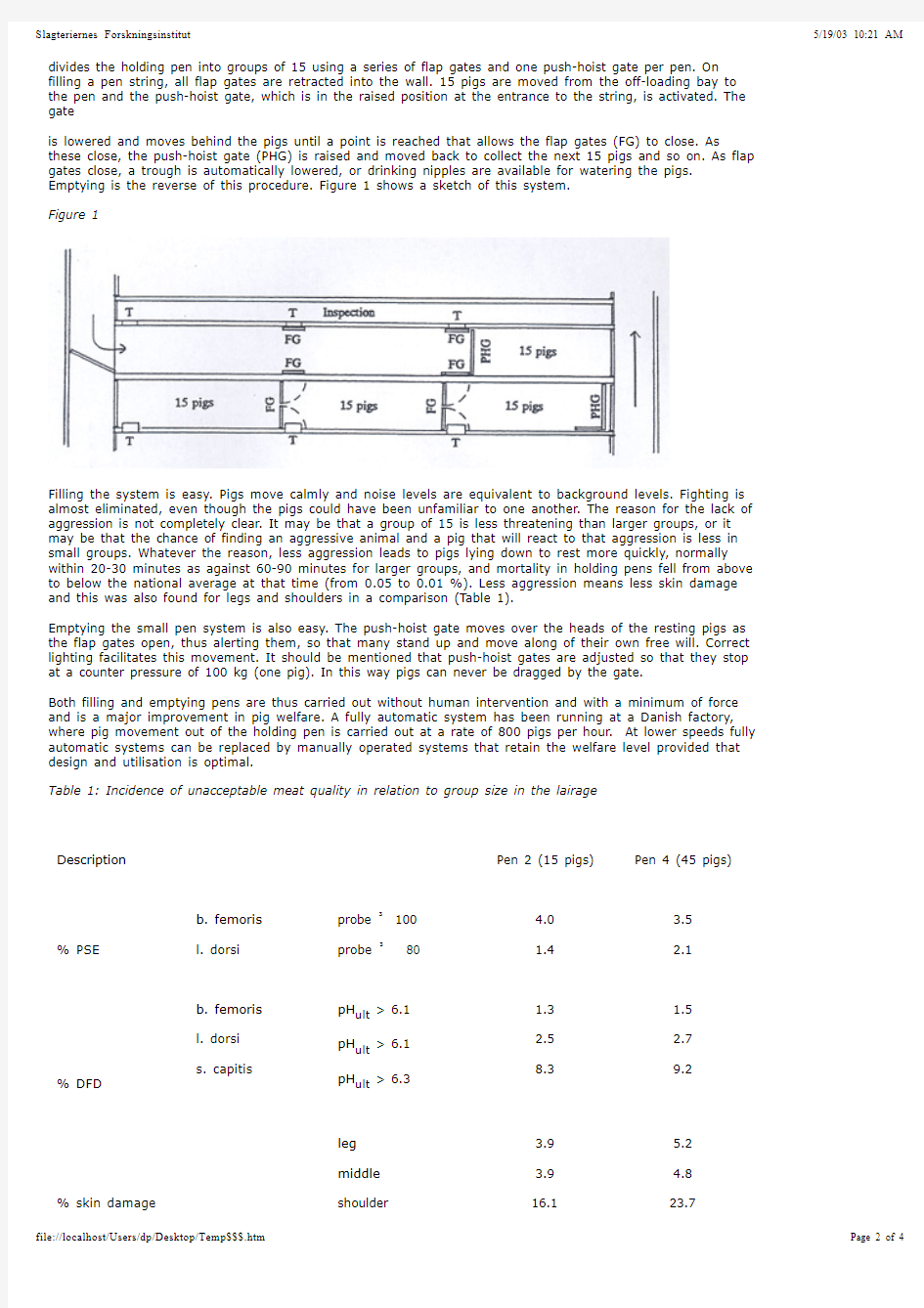
Table 1: Incidence of unacceptable meat quality in relation to group size in the lairage
Description Pen 2 (15 pigs)Pen 4 (45 pigs)
% PSE b. femoris
l. dorsi
probe 100
probe 80
4.0
1.4
3.5
2.1
% DFD b. femoris
l. dorsi
s. capitis
pH > 6.1
ult
pH > 6.1
ult
pH > 6.3
ult
1.3
2.5
8.3
1.5
2.7
9.2
% skin damage leg
middle
shoulder
3.9
3.9
16.1
5.2
4.8
23.7
% blood splashing
l. dorsi b. femoris
semimembr.quadriceps
0.60.00.0
0.0
1.60.00.00.0
The small pen system solves the problems in the holding pens but highlights the difficulties that remain in getting the pigs to and through the shute and into the stunning equipment. The final part of the concept
involves the development of an automatic system to transfer the pigs from the holding pens to the stunning area and finally into the stunning equipment itself. The principle of the new concept is that 15 pigs are driven forward using a series of push-hoist gates or, alternatively, manually driven to the area in groups of 15. The concept is then comprised of three main elements:
- an area, where the groups of 15 pigs are divided into smaller groups (eg. 5)- automatic transfer of these smaller groups to and through the stunning equipment - a system for presenting the stunned pigs for shackling and sticking.
As the pigs are stunned in groups, the concept assumes that CO -stunning will be used and this has several advantages. Pigs do not like to be isolated from one another and stunning in groups eliminates this problem. Moreover, pigs find restraint stressful and in modern CO -systems pigs are not restrained at all during the stunning itself.
22Two different experimental set-ups have been tested, one where the division into groups is fully automatic and where three dip lift systems were used, and one that uses a manual division into smaller groups with a paternoster system. Only the latter system will be described in detail here (Figure 2).
Pigs are brought from the holding pens by operator 1 and the system closed off using the sliding door D1. At the same time push-hoist gate D2 begins to move to stop at position a. Gate D5 opens to allow pigs to pass and when 4-5 have entered the area immediately before the stunning equipment D5 is closed manually by operator 2 (or automatically using a video camera). When a stunning box is in place, hoist gate HG is raised and the opposite wall S1 guides the pigs into the stunning box. When the wall reaches its final position, the box side is lowered to close off the box, HG is lowered and S1 returns to its original position. The stunning box is then lowered into the CO gas. D5 is then opened and 4-5 pigs enter and so on. D2 moves forward sequentially, stopping at b and c, stopping when D5 is closed and starting when D5 is opened. 2Figure 2
When the box regains the top position with the stunned pigs, they are tipped out onto rollers, where they glide down onto a rapidly moving belt which moves them along to the shackling point. Pigs are then shackled and stuck.
From work on the fully automatic system some small advantages meat qualitywise can be expected but the main improvements in these systems are in animal welfare and working environment. Pigs move easily
through the system without apparent stress, no vocalisation and minimal intervention from plant personnel. In particular no prods are necessary. Noise levels are therefore low in this area and this leads to considerable
improvements in working environment. The systems mentioned have been tested at slaughter rates of 400 pigs per hour. Division of pigs into smaller groups can, however, take place at twice this speed, and the number of pigs stunned at one time can be increased, so that there is no reason to doubt that the concept can be used at higher slaughter rates, while still maintaining optimal welfare and working environment.
Conclusion
Various options are now available with CO-stunning that allow high throughputs with a minimum of force and
2
no use of electric prods. These systems will come into increasing use to improve pig welfare and meat quality, especially in abattoirs slaughtering pigs for customers who emphasise welfare when buying meat.
References
Barton Gade, P.A.; L. Christensen (1997): New Danish developments in pig handling at abattoirs, Fleischwirtschaft International No. 5, October.
Barton Gade, P.A.; L. Blaabjerg, and L. Christensen (1992): New lairage system for slaughter pigs – effect on
th
behaviour and quality characteristics, Proc. Vol. II, 38 Int. Congr. Meat Sci. & Technology, Clermont Ferrand, France, pp. 161-164.
Barton Gade, P.A.; L. Blaabjerg, and L. Christensen (1995): New low stress system for pig slaughter: Effect
st
on pig behaviour and meat quality. Proc. Vol. II, 41 Int. Congr. Meat Sci. & Technology, San Antonio, Texas, pp 98-99.
Barton Gade, P.A.; P.D. Warriss; S.N. Brown, and B. Lambooij (1996): Methods of improving pig welfare and meat quality by reducing stress and discomfort before slaughter – methods of assessing meat quality. Proc. EU Seminar “New information on welfare and meat quality of pigs as related to handling, transport and lairage conditions”, Mariensee, Germany pp. 23-34.
Geverink, N.A.; B. Engel; E. Lambooij, and V.M. Wiegant (1966): Observations on behaviour and skin damage of slaughter pigs and treatment during lairage. Appl. Anim. Behav. Sci. 50: 1-13.
Lydeh?j Hansen, L.; P.A. Barton Gade, and P. Vorup (1991): Effect of mixing peaceful or aggressive pigs at abattoirs on behaviour and quality. Proc. Int. Congr. Soc. Vet. Ethol., Edinburgh, Scotland. Applied Animal Behaviour edited by M.C. Appleby, R.I. Hall, J.C. Petrick, and S.M. Rutter, Universities Federation of Animal Welfare, pp. 88.
Lydeh?j Hansen, L.; L. Blaabjerg; E. J?rgensen, and P.A. Barton Gade (1989): Effect of group size, floor type
th
and straw on aggressive behaviour, skin damage and meat quality. Proc. 40 Annual Meeting of E.A.A.P., Dublin, Ireland, Vol. I pp. 497-498.
?Copyright Danish Meat Research Institute
The information on this page is of general character and do not try to solve individual or Responsibility:
concrete needs for advice. The Danish Meat Research Institute is in this way in no case responsible for losses, neither direct nor indirect, which the user might suffer by using the information on this page.
气体灭火系统分类和组成
气体灭火系统一般由灭火剂储存装置、启动分配装置、输送释放装置、监控装置等组成。为满足各种保护对象的需要,最大限度地降低火灾损失,根据其充装不同种类灭火剂、采用不同增压方式,气体灭火系统具有多种应用形式。 一、系统分类 (一)按使用的灭火剂分类: 二氧化碳灭火系统、七氟丙烷灭火系统、惰性气体灭火系统、热气溶胶灭火系统 1.二氧化碳灭火系统 二氧化碳灭火系统就是以二氧化碳作为灭火介质的气体灭火系统。二氧化碳就是一种惰性气体,对燃烧具有良好的窒息与冷却作用。 二氧化碳灭火系统按灭火剂储存压力不同可分为高压系统(指灭火剂在常温下储存的系统)与低压系统(指将灭火剂在-18℃~-20℃低温下储存的系统)两种应用形式。管网起点计算压力(绝对压力):高压系统应取5、17MPa,低压系统应取2、07MPa。 高压储存容器中二氧化碳的温度与储存地点的环境温度有关。因此,容器必须能够承受最高预期温度所产生的压力。储存容器中的压力还受二氧化碳灭火剂充装密度的影响。因此,在最高储存温度下的充装密度要注意控制,充装密度过大,会在环境温度升高时因液体膨胀 造成保护膜片破裂而自动释放灭火剂。 低压系统储存容器内二氧化碳灭火剂温度利用保温与制冷手段被控制在-18℃~-20℃ 之间。典型的低压储存装置就是压力容器外包一个密封的金属壳,壳内有隔热材料,在储存容器一端安装一个标准的制冷装置,它的冷却蛇管装于储存容器内。 2.七氟丙烷灭火系统 以七氟丙烷作为灭火介质的气体灭火系统。七氟丙烷灭火剂属于卤代烷灭火剂系列,具有灭火能力强、灭火剂性能稳定的特点,但与卤代烷1301与卤代烷1211灭火剂相比,臭氧层损耗能力(ODP)为0,全球温室效应潜能值(GWP)很小,不含破坏大气环境。但七氟丙烷灭火剂及其分解产物对人有毒性危害,使用时应引起重视。 3.惰性气体灭火系统 惰性气体灭火系统,包括:IG01(氩气)灭火系统、IG100(氮气)灭火系统、IG55(氩气、氮气)灭火系统、IG541(氩气、氮气、二氧化碳)灭火系统。由于惰性气体纯粹来自于自然,就是一种无毒、无色、无味、惰性及不导电的纯“绿色”压缩气体,故又称之为洁净气体灭火系统。 4.热气溶胶灭火系统 热气溶胶灭火系统就是以固态化学混合物(热气溶胶发生剂)经化学反应生成具有灭火 性质的气溶胶作为灭火介质的灭火系统。按气溶胶发生剂的主要化学组成可分为S型热气溶胶、K型热气溶胶与其她热气溶胶。
CO2灭火系统安全操作规程正式样本
文件编号:TP-AR-L9807 There Are Certain Management Mechanisms And Methods In The Management Of Organizations, And The Provisions Are Binding On The Personnel Within The Jurisdiction, Which Should Be Observed By Each Party. (示范文本) 编制:_______________ 审核:_______________ 单位:_______________ CO2灭火系统安全操作 规程正式样本
CO2灭火系统安全操作规程正式样 本 使用注意:该操作规程资料可用在组织/机构/单位管理上,形成一定的管理机制和管理原则、管理方法以及管理机构设置的规范,条款对管辖范围内人员具有约束力需各自遵守。材料内容可根据实际情况作相应修改,请在使用时认真阅读。 一、目的 为保证煤粉制备区域内的设备和人身安全,检查 并及时处理灭火系统设备隐患,确保灭火系统工作的 可靠性,制定本操作规程。 二、适用范围 1、低压二氧化碳灭火系统(包括灭火剂贮存装 置、各种控制阀、电气控制柜、喷头、管道等设备的 巡检、维护、保养工作)。 2、本规程适用于全厂所有员工。 三、工作内容
(一)、巡检内容 1、定期检查CO2的供应源即CO2贮存容器,包括液位、压力、制冷机和安全阀状态是否正常等。如果CO2的贮存量减少10%时,应立即补充充装。 2、检查火灾探测系统、启动控制系统(包括自动和手动控制系统)、声光报警系统以及安全信号、标志等。 3、检查管道、选择阀、喷嘴组件有无损坏、移位或被杂物堆放等。 4、查看防护对象、封闭空间情况有无变化,走道是否畅通,门能否自动关闭,通风设备状态是否正常,以及有其它不利状况。 (二)、常规检查、保养和维修内容 1、维修人员必须持证上岗,严格按照《电气安全操作规程》进行作业。
二氧化碳灭火系统设计
摘要 二氧化碳气体灭火剂具有较高的灭火效率和无污染等特点,针对在国内外禁止使用哈龙灭火剂及其灭火系统和国内越来越多的重要场所需要使用二氧化碳气体灭火系统进行保护的的情况,本设计以淮北市电信大楼为目标建筑物,对其进行了二氧化碳气体灭火系统设计。 依据《二氧化碳灭火系统设计规范》,对淮北市电信大楼进行了气体灭火防护区划分、二氧化碳灭火用量的计算、系统管网布置等方面的工作。在此基础上,结合目标建筑物的实际情况,对其进行了安全疏散校验,进而完成了本设计。 关键词: 电信大楼;二氧化碳;灭火系统;组合分配
ABSTRACT Carbon dioxide gas extinguisher has high fire extinguishing efficiency and pollution-free characteristics,we aiming at Huaibei telecommunications building.Ha dragon extinguisher and extinguishingsystem have been banned at the home and abroad. On the basis of the《Carbon dioxide fire system design code》,Huaibei telecommunications building have been Divisioned of gas fire-extinguishing protective area,calculated the amount of Carbon dioxide fire extinguishing and layouted System pipeline,etc.On this basis,combining with the actualsituation, the goal building on the safe evacuation check,and then finished the design. Keyword: Telecommunications building;Carbon dioxide;Fire extinguishing agent system;Combined distribution
二氧化碳灭火系统一般为管网灭火系统详细版
文件编号:GD/FS-1389 (安全管理范本系列) 二氧化碳灭火系统一般为管网灭火系统详细版 In Order To Simplify The Management Process And Improve The Management Efficiency, It Is Necessary To Make Effective Use Of Production Resources And Carry Out Production Activities. 编辑:_________________ 单位:_________________ 日期:_________________
二氧化碳灭火系统一般为管网灭火 系统详细版 提示语:本安全管理文件适合使用于平时合理组织的生产过程中,有效利用生产资源,经济合理地进行生产活动,以达到实现简化管理过程,提高管理效率,实现预期的生产目标。,文档所展示内容即为所得,可在下载完成后直接进行编辑。 二氧化碳灭火系统一般为管网灭火系统,管网灭火系统由灭火剂储存装置、容器阀、选择阀、压力开关、安全阀、喷嘴、管道及其附件等组件组成。本节主要介绍系统组件及其设置要求。 一、二氧化碳灭火系统 (一)灭火剂储存装置 目前我国二氧化碳储存装置均为储存压力 5.17MPa规格,储存装置为无缝钢质容器,它由容器阀、连接软管、钢瓶组成,耐压值为22.05MPa。二氧化碳高压系统储存装置规格有32L、40L、 45L、50L、82.5L。
高压系统的储存装置应应符合下列规定:储存的容器的工作压力不应小于15MPa,储存容器或容器阀上应设泄压装置,其泄压动作压力应为19 MPa±0.95 MPa;储存容器中二氧化碳的充装系数应按国家现行《气瓶安全监察规程》执行;储存装置的环境温度应为0℃~49℃。 低压系统的储存装置应符合下列规定:储存容器的设计压力不应小于2.5MPa,并应采取良好的绝热措施。储存容器上至少应设置两套安全泄压装置,其泄压动作压力应为2.38 MPa±0.12 MPa;储存装置的高压报警压力设定值应为2.2MPa,低压报警压力设定值应为1.8 MPa;储存容器中二氧化碳的装置系数应按国家现行《压力容器安全技术监察规程》执行;容器阀应能在喷出要求的二氧化碳量后自动关闭;储存装置应远离热源,其位置应便于再充装,其
二氧化碳在冷库制冷系统的应用讲课稿
C O2在冷库制冷系统的应用 辽宁石油化工大学汤玉鹏一、C O2作为制冷剂的发展历史 在19世纪末至20世纪30年代前,C O2(R744),氨(R717),S O2(R764),氯甲烷(R40)等曾被广泛应用。 1850年,最初是由美国人A l e x a n d e r T w i n i n g提出在蒸汽压缩系统中采用C O2作为制冷剂,并获英国专利[1]。 1867年,T h a d d e u s S C L o w e首次成功使用C O2应用于商业机,获得了英国专利。于1869年制造了一台制冰机。 1882年,C a r l v o n L i n d e为德国埃森的F K r u p p公司设计和开发了采用C O2 作为工质的制冷机。 1884年,WR a y d t设计的C O2压缩制冰系统获得了英国15475号专利。澳大利亚的J Ha r r i s o n设计了一台用于制冷的C O2装置获得了英国1890号专利。 1886年,德国人F r a n z Wi n d h a u s e n设计的C O2压缩机获得了英国专利。英国的J&E Ha l公司收购了该专利,将其改进后于1890年开始投入生产。 19世纪90年代美国开始将C O2应用于制冷。 1897年K r o e s c h e l B r o s锅炉公司在芝加哥成立了分公司,生产C O2压缩机。 1919年前后,C O2制冷压缩机才被广泛应用在舒适性空调中。 1920年,在教堂的空调系统中得到应用。 1925年,干冰循环用于空气调节。 1927年,在办公室的空调系统中得到使用。 1930年,在住宅的空调系统中得到使用,后来又被用于各种商业建筑和公共设施的空调制冷系统。 C O2制冷曾经达到很辉煌的程度。据统计,1900年全世界范围内的356艘船舶中,37%用空气循环制冷机,37%用氨吸收式制冷机,25%使用C O2蒸气压缩式制冷机。发展到1930年,80%的船舶采用C O2制冷机,其余的20%则用氨制冷机。由于当时的技术水平比较差,C O2较低的临界温度(31.1℃)和较高的临界压力(7.37MP a),使得C O2系统的效率较低。加上其冷凝器的冷却介质多采用温度较低的地下水或海水,基本属于亚临界循环。当水温较高时(如热带海洋上行驶的轮船其冷却水的温度可接近30℃),其制冷效率会更加下降。所以C O2制冷技术并没有进一步开发运用于汽车空调、热泵等。
气体灭火系统的检测与验收(2021)
气体灭火系统的检测与验收 (2021) Safety management is an important part of enterprise production management. The object is the state management and control of all people, objects and environments in production. ( 安全管理 ) 单位:______________________ 姓名:______________________ 日期:______________________ 编号:AQ-SN-0501
气体灭火系统的检测与验收(2021) 气体灭火系统安装调试完成后,委托具有相应资质的消防设施检测机构进行技术检测。系统部件及功能检测要全数进行检查。检查包括直观检查、安装检查和功能检查等内容。 一、系统检测 (一)储瓶装置间 储瓶间检查要求: 1.储存装置间门外侧中央贴有“气体灭火储瓶间”的标牌; 2.管网灭火系统的储存装置宜设在专用储瓶间内,其位置应符合设计文件,如设计无要求,储瓶间宜靠近防护区; 3.储存装置间内设应急照明,其照度应达到正常工作照度。 (二)高压储存装置
1.直观检查要求 (1)贮存容器无明显碰撞变形和机械性损伤缺陷,贮存容器表面应涂红色,防腐层完好、均匀,手动操作装置有铅封; (2)储存装置间的环境温度为-10℃~50℃;高压二氧化碳储存装置的环境温度为0℃~49℃。 2.安装检查要求 (1)贮存容器的规格和数量符合设计文件要求,且同一系统的贮存容器的规格、尺寸要一致,其高度差不超过20mm; (2)贮存容器表面应标明编号,容器的正面应标明设计规定的灭火剂名称,字迹明显清晰。储存装置上应设耐久的固定铭牌,标明设备型号、储瓶规格、出厂日期;每个储存容器上应贴有瓶签,并标有灭火剂名称、充装量、充装日期和储存压力等; (3)贮存容器必须固定在支架上,支架与建筑构件固定,要牢固可靠,并做防腐处理;操作面距墙或操作面之间的距离不宜小于1.0m,且不小于贮存容器外径的1.5倍; (4)容器阀上的压力表无明显机械损伤,在同一系统中的安装
二氧化碳灭火系统一般为管网灭火系统
二氧化碳灭火系统一般为管网灭火系统二氧化碳灭火系统一般为管网灭火系统,管网灭火系统由灭火剂储存装置、容器阀、选择阀、压力开关、安全阀、喷嘴、管道及其附件等组件组成。本节主要介绍系统组件及其设置要求。 一、二氧化碳灭火系统(一)灭火剂储存装置目前我国二氧化碳储存装置均为储存压力5.17MPa规格,储存装置为无缝钢质容器,它由容器阀、连接软管、钢瓶组成,耐压值为22.05MPa。二氧化碳高压系统储存装置规格有32L、40L、45L、50L、82.5L。高压系统的储存装置应应符合下列规定:储存的容器的工作压力不应小于15MPa,储存容器或容器阀上应设泄压装置,其泄压动作压力应为 19 MPa±0.95MPa;储存容器中二氧化碳的充装系数应按国家现行《气瓶安全监察规程》执行;储存装置的环境温度应为0℃~49℃。低压系统的储存装置应符合下列规定:储存容器的设计压力不应小于 2.5MPa,并应采取良好的绝热措施。储存容器上至少应设置两套安全泄压装置,其泄压动作压力应为2.38 MPa±0.12MPa;储存装置的高压报警压力设定值应为2.2MPa,低压报警压力设定值应为 1.8 MPa;储存容器中二氧化碳的装置系数应按国家现行《压力容器安全技术监察规程》执行;容器阀应能在喷出要求的二氧化碳量后自动关闭;储存装置应远离热源,其位置应便于再充装,其环境温度宜为-23℃~49℃;储存容器中充装的二氧化碳应符合现行国家标准《二氧化碳灭火剂》的规定;储存装置应设称重检漏装置。当储存容器中充装的一氧化碳量损失10%时,应及时补充;储存装置的布置应方便检查和维护,并应避免阳光直射;储存装置宜设在专用的储存容器间内。局部应用灭火系统的储存装置可设置在固定的安全围栏内。专用
R717-R744复叠式制冷系统的热力学分析
R744-R717复叠式制冷系统的热力学分析 摘要:本文对R744-R717复叠式制冷系统的热力学特性进行了分析,目的是优化该系统的设计和工艺参数。本文中考虑的设计和工艺参数包括(1)高温氨循环中的冷凝温度、过冷度、蒸发温度和过热度;(2)复叠式换热器中的换热温差;(3)低温二氧化碳循环中的蒸发温度、过热度、冷凝温度和过冷度。基于过冷度、过热度、蒸发温度、冷凝温度和复叠式换热器中的温差建立了多线性的数学表达式,旨在得到最大的COP值,同时,得到了最优化的高温循环蒸发温度和R717与R744的质量流量的比率。 关键词:制冷系统;压缩系统;复叠式系统;氨;二氧化碳;R744;计算;性能;优化1.引言 两级式复叠式制冷系统(见图1)适合于工业应用,尤其适合于食物冷冻间蒸发温度在-30℃—-50℃的超市制冷工业。在此系统中,两个单独的制冷系统由复叠式冷凝器连接在一起。复叠式制冷系统的高温级制冷剂可以由氨(R717)、丙烷(R290)、丙烯(R1270)、乙醇或者R404A来充当。相反,二氧化碳被用于低温级循环。氨是一种易得的自然工质,但是由于其可燃性和毒性,限制了它的应用。丙烷、丙烯和乙醇的缺点是他们具有高度的可燃性。乙醇的蒸发和冷凝压力均低于环境压力,这会导致气体泄露进系统内部。然而,毒性和可燃性所带来的风险可以通过选取合适的用于超市和厂区的高温循环温度将这些风险降到最低。二氧化碳的缺点是当临界温度在31℃时,它的压力就高达7.4MPa,这为管道的设计带来了难度。因此,将二氧化碳用于低温级循环是经济可行的。 传统的直接膨胀低温制冷系统在冷凝器和蒸发器之间存在大的压差,这直接导致压缩机的压缩效率和容积效率的下降。另外,全球变暖所带来的一系列问题促使超市所有者必须采取环保的,能提供更低温度的制冷系统。因此,自然工质在超市制冷工业中的应用引起了大家的注意,尤其是以二氧化碳为低温级循环制冷剂的复叠式制冷系统最为被大家看好。例如,新西兰的奥克兰市将二氧化碳-丙烯复叠式制冷系统用于低温储存食品,虽然复叠式式制冷系统的最初安装费用要比传统R404A的单循环制冷系统高10%,但是这与复叠式系统运行中所带来的经济效益和环境效益相比是微不足道的。很重要的一点是,复叠式制冷系统能够大幅度的降低高温循环段的压缩机排气温度,因而可以增加热效率。同时,如果换热器的尺寸
二氧化碳气体灭火系统原理及组成(新版)
( 安全管理 ) 单位:_________________________ 姓名:_________________________ 日期:_________________________ 精品文档 / Word文档 / 文字可改 二氧化碳气体灭火系统原理及 组成(新版) Safety management is an important part of production management. Safety and production are in the implementation process
二氧化碳气体灭火系统原理及组成(新版) 二氧化碳是一种不导电、惰性、低毒性、灭火后不留污染物良好的灭火剂,且来源广泛、生产容易、价格低廉。二氧化碳灭火主要是窒息作用,并有少量的冷却降温作用。广泛应用于电厂、电站、轧机、印刷机、浸渍油槽、造漆、制药等易发生火灾的重要部位的消防保护,以及计算机房、图书馆、档案馆、珍品库、电讯中心等场所。二氧化碳自动灭火系统主要由:气体灭火报警控制系统、火灾探测系统、灭火剂贮存瓶、容器阀、选择阀、单向阀、气路控制阀、压力开关、喷嘴、管路等主要设备组成。可组成单元独立系统或组合分配系统等多种形式。实施对单区或多区的消防保护。 本系统具有自动灭火,应急手动灭火、现场机械施放灭火和逐瓶开启灭火等四种方式供用户自行选择。 本系统经国家固定灭火系统和耐火建筑构件质量监督检验中心的检测合格,符合国标gb16669-1996《二氧化碳灭火系统及部件通
用技术条件》。 二、系统工作原理 2.1基本原理及工作方式: 二氧化碳自动灭火系统根据其设计应用形式可分为全湮没灭火系统方式、局部应用灭火系统方式。全湮没灭火系统方式指在一定的时间内,向防护区内喷射一定浓度的灭火剂,并使其均匀地充满整个防护区的灭火方式。对事先无法预计火灾产生部位的封闭防护区应采用全湮没灭火系统方式进行火灾防护。局部应用灭火系统方式直接向保护对象以设计喷射强度喷射灭火剂,并持续一定的时间的灭火方式。对事先可以预计火灾产生部位的无封闭围护的局部场所应采用局部应用灭火系统方式进行火灾防护。组合分配系统指一套二氧化碳自动灭火系统保护多个保护区的保护形式。若保护区为5个或超过五个,应设备用瓶组,灭火剂量不应小于设计用量。 2.2控制方式: 本系统主要有自动、手动、机械应急手动和紧急启动/停止四种控制方式,控制过程参见控制流程。
二氧化碳灭火系统设计要求规范
[二氧化碳灭火系统设计规] 【颁布机关】建设部 【颁布日期】1999年11月17日 【实施日期】2000年03月01日 【文件时效】有效 中华人民国国家标准 二氧化碳灭火系统设计规 Code of desing for carbon dioxide fire extinguishing systems GB 50193—93 (1999年版) 主编部门:中华人民国公安部 批准部门:中华人民国建设部 实施日期:1994年8月1日 工程建设标准局部修订公告 第23号 国家标准《二氧化碳灭火系统设计规》GB50193—93,由公安部天津消防科学研究所会 同有关单位进行了局部修订,已经有关部门会审,现批准局部修订的条文,自二000年三月一日起施行,该规中相应条文的规定同时废止。 中华人民国建设部 1999年11月17日 关于发布国家标准《二氧化碳灭火系统设计规》的通知 建标[1993]899号 根据国家计委计综[1987]2390号文的要求,由公安部会同有关部门共同制订的《二氧 化碳灭火系统设计规》,已经有关部门会审。现批准《二氧化碳灭火系统设计规》GB 50193—93为强制性国家标准,自一九九四年八月一日起施行。 本规由公安部负责管理,其具体解释等工作由公安部天津消防科学研究所负责。出版发行 由建设部标准定额研究所负责组织。 中华人民国建设部 一九九三年十二月二十一日 目次 1 总则 2 术语和符号 2.1 术语 2.2 符号 3 系统设计 3.1 一般规定 3.2 全淹没灭火系统 3.3 局部应用灭火系统 4 管网计算 5 系统组件 5.1 储存装置
5.2 选择阀与喷头 5.3 管道及其附件 6 控制与操作 7 安全要求 附录A 物质系数、设计浓度和抑制时间 附录B 管道附件的当量长度 附录C 管道压力降 附录D 二氧化碳的Y值和Z值 附录E 高程校正系数 附录F 喷头入口压力与单位面积的喷射率 附录G 本规用词说明 附录H 喷头等效孔口尺寸 附录J 二氧化碳灭火系统管道规格 附加说明 附:条文说明 1 总则 1.0.1 为了合理地设计二氧化碳灭火系统,减少火灾危害,保护人身和财产安全,制定本规。 1.0.2 本规适用于新建、改建、扩建工程及生产和储存装置中设置的二氧化碳灭火系统的 设计。 1.0.3 二氧化碳灭火系统的设计,应积极采用新技术、新工艺、新设备,做到安全适用,技术先进,经济合理。 1.0.4 二氧化碳灭火系统可用于扑救下列火灾: 1.0.4.1 灭火前可切断气源的气体火灾。 1.0.4.2 液体火灾或石蜡、沥青等可熔化的固体火灾。 1.0.4.3 固体表面火灾及棉毛、织物、纸等部分固体深位火灾。 1.0.4.4 电气火灾。 1.0.5 二氧化碳灭火系统不得用于扑救下列火灾: 1.0.5.1 硝化纤维、火药等含氧化剂的化学制品火灾。 1.0.5.2 钾、钠、镁、钛、锆等活泼金属火灾。 1.0.5.3 氢化钾、氢化钠等金属氢化物火灾。 1.0.6 二氧化碳灭火系统的设计,除执行本规的规定外,尚应符合现行的有关国家标准的 规定。 2 术语和符号 2.1 术语 2.1.1 全淹没灭火系统total flooding extinguishing system 在规定的时间,向防护区喷射一定浓度的二氧化碳,并使其均匀地充满整个防护区的灭火 系统。 2.1.2 局部应用灭火系统local application extinguishing system 向保护对象以设计喷射率直接喷射二氧化碳,并持续一定时间的灭火系统。 2.1.3 防护区protected area 能满足二氧化碳全淹没灭火系统应用条件,并被其保护的封闭空间。 2.1.4 组合分配系统combined distribution systems 用一套二氧化碳储存装置保护两个或两个以上防护区或保护对象的灭火系统。 2.1.5 灭火浓度flame extinguishing concentration
氨双级与二氧化碳压缩制冷系统
氨双级与二氧化碳压缩制冷系统 NH3双级+CO2压缩制冷系统中CO2是作为载冷剂向设计冷库、食品冷冻等人工环境输送冷量。与CO2/NH3复叠式不同,NH3双级+CO2系统在CO2循环过程中无压缩机,CO2工质只是作为载冷剂在内部流动,由CO2循环水泵或者自然循环提供动力即可。 CO2载冷剂在循环中进行相变换热,与一般的载冷剂相比可以大大减少流量,并且在低温下仍然具有较大传热系数和较小的运动黏度。该制冷系统相比于普通的NH3双级压缩制冷系统可以大大减少NH3的充注量,并且用CO2代替NH3向外界供冷,使得氨制冷系统可以远离公共场所和人群密集的区域。 NH3双级+CO2制冷系统热力循环过程即由一个NH3双级制冷循环和一个CO2载冷剂的循环组成,NH3双级+CO2制冷系统一次节流中间完全冷却的两级压缩制冷循环压焓图,内部制冷工质为NHCO2/NH3复叠式系统与NH3双级+CO2系统在原理上有着根本不同,CO2/NH3复叠式系统的为两个不同工质的制冷循环,即使蒸发冷凝器中的热量传递无任何外界损耗,两种工质仍然存在6℃左右的换热温差,这使得该系统的COP偏小;NH 3双级+CO2系统的制冷工质为氣,在一个大气压下其蒸发温度为239.56K(-33.59C),若要获得更低的蒸发温度,则蒸发器内形成负压,容易造成空气渗入使制冷剂变质的现象,这就限制了该系统的最低蒸发温度;NH3双级+CO2系统的蒸发冷凝器存在6℃左右的换热温差,在相同的供冷温度下,会要求比CO2/NH3复叠式系统更低的蒸发温度,使得系统COP的下降。 上海冰函制冷科技有限公司(简称冰函制冷)位于中国第一大城市上海,集中美德技术为一体的合资企业。德国工业化进程已日趋完善,工业4.0也已经进入中德合作新时代,冰函制冷拥有国际上最先进的低温传热科研技术和德国工业的实践印证。冰函制冷将会以优秀的研发团队、完善的管理团队和无微不至的售后服务体系为中国工业4.0做出贡献。冰函制冷研发中心依托于德国工程院和德国马普研究院,联合研发了适合中国现阶段工业发展的低温传热介质(简称冰函载冷剂),现有产品30余种,可满足-150-350C的工况使用,产品无任何腐蚀,低温粘度小、高温性能稳定、比热大、安全环保,适用于医药、化工、食品等工业生产和冷库间接制冷等工艺的载冷需求。
高压二氧化碳气体自动灭火系统
高压二氧化碳气体自动灭火系统 二氧化碳是一种不导电、惰性、低毒性、灭火后不留污染物良好的灭火剂,且来源广泛、生产容易、价格低廉。二氧化碳灭火主要是窒息作用,并有少量的冷却降温作用。广泛应用于电厂、电站、轧机、印刷机、浸渍油槽、造漆、制药等易发生火灾的重要部位的消防保护,以及计算机房、图书馆、档案馆、珍品库、电讯中心等场所。 ZF型二氧化碳自动灭火系统主要由:气体灭火报警控制系统、火灾探测系统、灭火剂贮存瓶、容器阀、选择阀、单向阀、气路控制阀、压力开关、喷嘴、管路等主要设备组成。可组成单元独立系统或组合分配系统等多种形式。实施对单区或多区的消防保护。 本系统具有自动灭火,应急手动灭火、现场机械施放灭火和逐瓶开启灭火等四种方式供用户自行选择。 本系统经国家固定灭火系统和耐火建筑构件质量监督检验中心的检测合格,符合国标GB16669-1996《二氧化碳灭火系统及部件通用技术条件》。 二氧化碳气体灭火系统是目前所知气体灭火系统中唯一可以进行局部保护的一种特殊灭火方式。 产品型号FL-EZX-40 FL-EZX-ZF70 公称工作压力(MPa) 5.17 5.17 喷射时间(s) ≤60 ≤60 充装量Kg/瓶22.5 42 储存容器容积(L) 40 70 工作温度范围0℃~49℃0℃~49℃ 喷嘴公称工作压力(MPa) ≥1.4 ≥1.4 储存装置检漏界限10% 10% 喷嘴的保护高度(m) 0.3—6.5 0.3—6.5 系统启动方式 自动、手动、应急操 作 自动、手动、应急操作 系统灭火技术方式全淹没,局部淹没全淹没,局部淹没系统启动电源24V,1A 24V,1A 集流管安全泄放装置动作压 (MPa) 15±0.75 15±0.75 储存容器安全泄放装置动作压 (MPa) 7.0±0.35 7.0±0.35 系统延时启动时间(s) ≤30 ≤30 二、系统组成及工作原理 2.1系统组成:
CO2灭火系统安全操作规程(正式)
编订:__________________ 单位:__________________ 时间:__________________ CO2灭火系统安全操作规 程(正式) Standardize The Management Mechanism To Make The Personnel In The Organization Operate According To The Established Standards And Reach The Expected Level. Word格式 / 完整 / 可编辑
文件编号:KG-AO-3255-99 CO2灭火系统安全操作规程(正式) 使用备注:本文档可用在日常工作场景,通过对管理机制、管理原则、管理方法以及管理机构进行设置固定的规范,从而使得组织内人员按照既定标准、规范的要求进行操作,使日常工作或活动达到预期的水平。下载后就可自由编辑。 一、目的 为保证煤粉制备区域内的设备和人身安全,检查并及时处理灭火系统设备隐患,确保灭火系统工作的可靠性,制定本操作规程。 二、适用范围 1、低压二氧化碳灭火系统(包括灭火剂贮存装置、各种控制阀、电气控制柜、喷头、管道等设备的巡检、维护、保养工作)。 2、本规程适用于全厂所有员工。 三、工作内容 (一)、巡检内容 1、定期检查CO2的供应源即CO2贮存容器,包括液位、压力、制冷机和安全阀状态是否正常等。如果CO2的贮存量减少10%时,应立即补充充装。
2、检查火灾探测系统、启动控制系统(包括自动和手动控制系统)、声光报警系统以及安全信号、标志等。 3、检查管道、选择阀、喷嘴组件有无损坏、移位或被杂物堆放等。 4、查看防护对象、封闭空间情况有无变化,走道是否畅通,门能否自动关闭,通风设备状态是否正常,以及有其它不利状况。 (二)、常规检查、保养和维修内容 1、维修人员必须持证上岗,严格按照《电气安全操作规程》进行作业。 2、掌握设备的控制原理、结构特点、维修要点;熟练运用维修工器具,维修技能满足维修需要。 3、维护和维修质量达到技术规范要求,返修率为零。 4、正确使用工器具、节约材料、修旧利废,完成成本指标。 5、时刻观察各个系统运行是否正常。
二氧化碳制冷技术
二氧化碳制冷技术 二氧化碳具有高密度和低粘度,其流动损失小、传热效果良好,并且通过对传热作用的强化,可以弥补其循环不高的缺点。同时二氧化碳环境表现优良、费用低易获取、稳定性好、有利于减小装置体积。最重要的是,其安全无毒,不可燃,这一点比R290具有明显的优势。 当然,采用二氧化碳为制冷剂也有缺点,二氧化碳高的临界压力和低的临界温度也给它做制冷剂带来了许多难题。无论亚临界循环还是跨临界循环,二氧化碳制冷系统的运行压力都将高于传统的制冷空调系统,这必然会给系统及部件的设计带来许多新的要求。同时现阶段还存在二氧化碳制冷系统的效率相对较低的问题。 目前二氧化碳的研究和应用主要集中于三个方面: 一方面是汽车空调领域,由于制冷剂排放量大,对环境的危害也大,必须尽早采用对环境无危害的制冷剂; 第二方面是热泵热水器,二氧化碳在超临界条件下放热存在一个相当大的温度滑移,有利于将热水加热到一个更高的温度; 第三方面是考虑到二氧化碳良好的低温流动性能和换热特性,采用它作为复叠制冷循环低温级制冷剂。
在复叠式制冷系统中,二氧化碳循环在亚临界条件下运行。此时二氧化碳用作低压级制冷剂,高压级用NH3作制冷剂。与其它低压制冷剂相比,即使处在低温,二氧化碳的粘度也非常小,传热性能良好,因为利用潜热,其制冷能力相当大。 目前,欧洲在超市中已建立了几个这种用二氧化碳作低温制冷剂的复叠式制冷系统,运行情况表明技术上是可行的,这种系统还适用于低温冷冻干燥过程。 当前关于R22制冷剂的替代国际上主要有两种技术方案: 一种是以北欧国家和韩国为代表,其主张采用天然工质作为替代物,如纯工质R290、R1270、R744、R600a、R600、R717等,以及HCs类的混合物; 另一种是以美国和日本为代表的采用HFCs作为替代物,如美国联合信号公司的非共沸混合物R410A、杜邦公司和I.C.I公司的混合物R407C,以及R32和R152a等,这些制冷剂的ODP均为0,能够达到保护臭氧层的目的,但是会产生温室效应。 目前看来,二氧化碳在国内市场的前景,还有点像“雾里看花”,就像王立群所言,他们都了解它的好,但真正用的少。国内空调行业暂时看不到二氧化碳发展的影子,其在国内冷冻冷藏市场也才刚刚迈步,但在热
二氧化碳灭火系统组件及设置要求
二氧化碳灭火系统组件及设置要求
————————————————————————————————作者: ————————————————————————————————日期: ?
第一章二氧化碳灭火系统组件及设置要求 二氧化碳灭火系统一般为管网灭火系统,管网灭火系统由灭火剂储存装置、容器阀、选择阀、压力开关、安全阀、喷嘴、管道及其附件等组件组成。本节主要介绍系统组件及其设置要求。 一、二氧化碳灭火系统 (一)灭火剂储存装置?目前我国二氧化碳储存装置均为储存压力5.17MPa规格,储存装置为无缝钢质容器,它由容器阀、连接软管、钢瓶组成,耐压值为22.05MPa。二氧化碳高压系统储存装置规格有32L、40L、45L、50L、82.5L。 高压系统的储存装置应应符合下列规定:储存的容器的工作压力不应小于15MPa,储存容器或容器阀上应设泄压装置,其泄压动作压力应为19 MPa±0.95MPa;储存容器中二氧化碳的充装系数应按国家现行《气瓶安全监察规程》执行;储存装置的环境温度应为0℃~49℃。?低压系统的储存装置应符合下列规定:储存容器的设计压力不应小于2.5MPa,并应采取良好的绝热措施。储存容器上至少应设置两套安全泄压装置,其泄压动作压力应为2.38 MPa±0.12MPa;储存装置的高压报警压力设定值应为2.2MP a,低压报警压力设定值应为1.8 MPa;储存容器中二氧化碳的装置系数应按国家现行《压力容器安全技术监察规程》执行;容器阀应能在喷出要求的二氧化碳量后自动关闭;储存装置应远离热源,其位置应便于再充装,其环境温度宜为-23℃~49℃;储存容器中充装的二氧化碳应符合现行国家标准《二氧化碳灭火剂》(GB4396-2005)的规定;储存装置应设称重检漏装置。当储存容器中充装的二氧化碳量损失10%时,应及时补充;储存装置的布置应
二氧化碳系统安全管理规定
管理制度参考范本 ■氧化碳系统安全管理规定a I时'间H 卜/ / 1 / 4
1目的 进一步明确二氧化碳系统的检验、保养要求及二氧焊机进出舱要求,使其规范管理,确保安全生产。 2适用范围 适用于公司范围内二氧化碳系统的安全管理。 3 定义 氧化碳系统:包括二氧化碳主管路、码头气包、分支(软管)、 分气包、二氧气瓶、二氧焊机。 4 职责 4.1设备动力部负责对二氧化碳主管路、码头气包的巡检、维护工作,确保供气系统正常运行。 4.2船体一车间气站负责安装临时管路、分气包,检查临时供气管路、上船分气包、软管是否符合使用安全要求,及时处理泄漏等情况。 4.3船电车间设备组负责二氧焊机发放时的完好性,对报修的设 备进行及时修理,对二氧焊机的保养负责,负责及时更换二氧焊机的供气管。 4.4 各二氧焊机使用队伍负责焊机日常的检验工作,发现问题及时反馈给船电车间设备组,确保焊机使用时的完好性。 5管理要求 5.1二氧化碳系统颜色标识要求 二氧化碳主管路、码头气包、分支(软管)、分气包及二氧焊机的供气管全部为黄色。 5.2巡检、维护要求 5.2.1设备动力部安排专人每周进行一次主管路、每两天进行次码头气包的检验工作,在每半年进行一次主管路的常规保养工作,并做好相应记录。点检卡(见附件1)需挂气包箱内,当日检查合格后使用打孔钳在点检
卡上打孔。 5.2.2在需进入廊道内检查或保养必须实行双人制,进入前必须进行测氧测爆符合要求后方可作业。 5.2.3船体一车间安排专人每天进行一次临时供气管路、上船分气包、软管的日常检验工作,每两个月进行一次软管的检验工作,并做好相关记录。点检卡(见附件2)需挂分气包上,当日检查合格后使 用打孔钳在点检卡上打孔。 5.3施工人员使用焊机前检查要求 5.3.1各施工人员在使用二氧焊机前必须进行检查,一旦发现问题需立即上报船电车间设备组,设备组应立即安排专人进行维修。 5.3.2检查要点: a)检查电源线有无破损;地线接地是否可靠;导电嘴是否良好; 送丝机构是否正常;极性是否选择正确。 b)检查保护气体气路系统包括气瓶、预热器、干燥器、减压阀、 电磁气阀、流量计。使用前检查各部连接处是否漏气,气体是否畅通和均匀喷出。 c)检查气管是否有泄漏或破损情况。 5.4二氧气瓶的管理要求
二氧化碳气体灭火系统安装技术措施
第一节二氧化碳气体灭火系统安装技术措施 7.2.1 系统施工技术措施 7.2.1.1 施工准备: 1、容器阀、选择阀、单向阀、喷嘴、阀驱动装置等系统组件的产品必须具备出厂合格证和由国家质量监督检验测试中心出具的检验报告。灭火剂输送管道及管道附件的出厂检验报告与合格证。 2、系统采用的不能复验的产品,如安全膜片等,应具有生产厂出具的同批产品检验报告与合格证。 3、防护区与灭火剂贮瓶间设置条件与设计相符。 4、系统组件与主要材料齐全,其品种、规格、型号符合设计要求。 5、系统所需的预埋件、孔洞符合设计要求。 7.2.1.2 系统组件检查 1、系统组件检查应符合下列规定: (1)、无碰撞变形及其他机械性损伤。 (2)、组件外露非机械加工表面保护涂层完好。 (3)、组件所有外露接口均设有防护堵、盖,且封闭良好,接口螺纹、发兰密封面无损伤。
(4)、铭牌清晰,其内容符合《二氧化碳灭火系统设计规范》GB 50193的规定。 (5)、保护同一防护区的灭火剂贮存容器规格应一致,其高度差不宜超过20mm。 (6)、气动驱动装置的气体贮存容器规格应一致,其高度差不宜超过10mm。 2、系统安装前应检查灭火剂贮存容器内的充装量与充装压力,且应符合下列要求: 7.2.1.3 施工 一、气体灭火系统的施工应按设计施工图纸和相应的技术文件进行,不得任意更改。 集流管的制作,阀门、高压软管的安装,管道及支架的制作、安装以及管道的吹扫、试验、涂漆除符合现行国标《气体灭火系统施工及验收规范》GB 50263-97的规定外,尚应符合现行国标《工业管道工程施工及验收规范》GBJ 235中的有关规定。 二、灭火剂贮存容器的安装 1、贮存容器内的灭火剂充装与增压宜在生产厂完成。 2、贮存容器的操作面距墙或操作面之间的距离不宜小于1.0m。
高压二氧化碳灭火系统维修保养方案
高压二氧化碳灭火系统维修保养方案 文稿归稿存档编号:[KKUY-KKIO69-OTM243-OLUI129-G00I-FDQS58-
高压二氧化碳灭火系统维修保养方案 一、目的 通过对高压二氧化碳灭火系统的全面维修、保养,使该系统符合设计要求和现行国家有关标准、规范的规定。恢复到正常工作状态。 二、计划 1、对贮存容器间内的设备拆卸,对系统组件分别进行维修、测试 合格。 2、对维修合格的组件进行再次安装。 3、通过对气体灭火系统的全面调试、验收和开通达到正常使用状 态。 4、对高压二氧化碳灭火系统进行季度和年度维护保养。 三、内容 1、对高压二氧化碳灭火系统的灭火剂贮存容器、选择阀、液体单向阀、高压软管、集流管、驱动装置、电磁阀、管网与喷嘴等全部系统组件进行外观检查。对灭火剂泄漏,驱动气瓶跑气,系统组件变形和其他机械损伤,锈蚀堵塞等作详细记录。并予维修、清洁。 2、拆卸所有的灭火剂贮存容器、驱动装置、电磁阀、液体单向阀、气控管路等需要维修的系统组件,返厂进行维修。 3、对灭火剂贮存容器进行分解,容器逐只进行水压强度和气密试验,容器阀检修,更换易损件,气密试验重新组装后充装二氧化碳灭火剂(每瓶42Kg),充装后,再进行密封试验合格品待运回使用单位。
对驱动装置检修后,充入氮气,作密封试验。电磁阀检修后,通电作启动试验。 液体单向阀等组件进行全面检修,作密封和开启试验。 4、将所有维修合格的系统组件,运回使用单位,按设计要求和有关国家标准规范规定,重新安装。 5、灭火系统的调试和验收 ⑴灭火系统的模拟启动试验 模拟启动试验时,应先关断有关灭火剂贮存容器上的驱动器,安上相应的指示灯泡,压力表或其他相应装置,再使被试火灾探测器接受模拟火灾信号。感烟探测器采用烟雾检;感温探测器采用电热吹风机。试验时应符合以下规定;电磁阀接受电信号压力作可靠灵敏,证明足可以打驱动气瓶容器阀,从而打开灭火剂容器阀,验收合格后应将系统恢复到正常工作状态。 6、灭火系统的使用培训 向客户讲解有关高压二氧化碳灭火系统的操作规程,注意事项。解答客户提出的技术问题。 7、气体灭火系统的维护保养 ①气体灭火系统应由经过专门培训,并经过考核合格人员负责定期检查 和维护 ②应按规范对气体灭火系统进行定期检查,并做好检查记录。检查中发 现的问题应及时反馈到维护单位。 ③每月对灭火系统进行两次检查,检查内容及要求应符合下列规定。
二氧化碳系统安全管理规定
二氧化碳系统安全管理规定 1 目的 进一步明确二氧化碳系统的检验、保养要求及二氧焊机进出舱要求,使其规范管理,确保安全生产。 2 适用范围 适用于公司范围内二氧化碳系统的安全管理。 3 定义 二氧化碳系统:包括二氧化碳主管路、码头气包、分支(软管)、分气包、二氧气瓶、二氧焊机。 4 职责 4.1 设备动力部负责对二氧化碳主管路、码头气包的巡检、维护工作,确保供气系统正常运行。 4.2 船体一车间气站负责安装临时管路、分气包,检查临时供气管路、上船分气包、软管是否符合使用安全要求,及时处理泄漏等情况。 4.3 船电车间设备组负责二氧焊机发放时的完好性,对报修的设备进行及时修理,对二氧焊机的保养负责,负责及时更换二氧焊机的供气管。 4.4 各二氧焊机使用队伍负责焊机日常的检验工作,发现问题及时反馈给船电车间设备组,确保焊机使用时的完好性。 5 管理要求 5.1 二氧化碳系统颜色标识要求
二氧化碳主管路、码头气包、分支(软管)、分气包及二氧焊机的供气管全部为黄色。 5.2 巡检、维护要求 5.2.1 设备动力部安排专人每周进行一次主管路、每两天进行一次码头气包的检验工作,在每半年进行一次主管路的常规保养工作,并做好相应记录。点检卡(见附件1)需挂气包箱内,当日检查合格后使用打孔钳在点检卡上打孔。 5.2.2 在需进入廊道内检查或保养必须实行双人制,进入前必须进行测氧测爆符合要求后方可作业。 5.2.3 船体一车间安排专人每天进行一次临时供气管路、上船分气包、软管的日常检验工作,每两个月进行一次软管的检验工作,并做好相关记录。点检卡(见附件2)需挂分气包上,当日检查合格后使用打孔钳在点检卡上打孔。 5.3 施工人员使用焊机前检查要求 5.3.1 各施工人员在使用二氧焊机前必须进行检查,一旦发现问题需立即上报船电车间设备组,设备组应立即安排专人进行维修。 5.3.2 检查要点: a) 检查电源线有无破损;地线接地是否可靠;导电嘴是否良好;送丝机构是否正常;极性是否选择正确。 b) 检查保护气体气路系统包括气瓶、预热器、干燥器、减压阀、电磁气阀、流量计。使用前检查各部连接处是否漏气,气体是否畅通