隔板对MBR去除污水中COD和氨氮的影响

--
●Vol.28,No.62010年6月
中国资源综合利用
China Resources Comprehensive Utilization 膜生物反应器(Membrane Bioreactor ,简称MBR )是膜分离技术与污水生物处理技术有机结合而产生的一种新型、高效的污水处理新工艺,以膜组件过滤出水取代传统二沉池的沉淀出水,减少了污水处理设施占地,并在生物反应器中保持高活性污泥浓度、高处理效率,近年来在废水处理和回用方面已成为热点。MBR 其生物降解理论与活性污泥法接近,同样污泥中微生物的降解仍是该工艺中污染物去除的根本原因。理论上讲,反应器曝气时,由于隔板内侧有大量气体、外侧为液体(一定量的活性污泥),两侧密度不同,存在压力差,气体在内部上升把混合液提升到反应器顶部,气体逸出,而液体从隔板外侧向下流动,实现了反应器内部的循环。内循环的结果使反应器内有很大的升流速度,且反应器隔板外水向下流动从底部折流回反应器中心,防止了活性污泥在曝气头下方及反应器底部沉积,
使该反应器内的颗粒污泥完全达到流化状态,有很高的传质速率,使生化反应速率提高[1]。从而,大大提高反应器去除有机物的能力。根据这特点,在MBR 稳定运行后做加隔板的稳定运行对比试验研究。
1试验部分
首先对MBR 进行启动运行,包括培养驯化阶
段和反应器启动阶段,再进入负荷提高阶段,然后进入稳定运行阶段。MBR 稳定运行后做加隔板的稳定运行对比试验,目的是考察隔板的加入对
MBR 的处理效果是否有所改善。1.1
试验装置
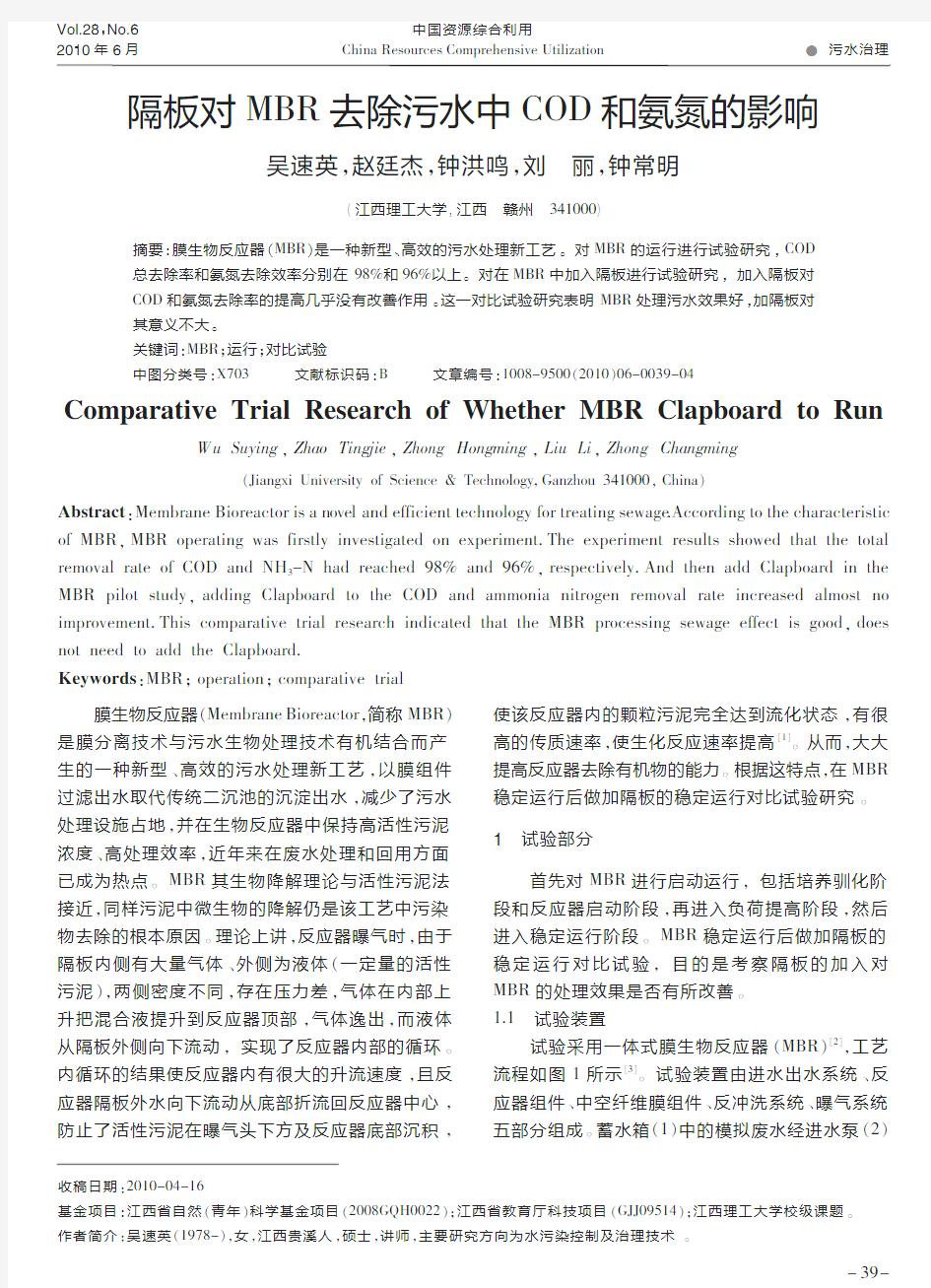
试验采用一体式膜生物反应器(MBR )[2],工艺流程如图1所示[3]。试验装置由进水出水系统、反应器组件、中空纤维膜组件、反冲洗系统、曝气系统五部分组成。蓄水箱(1)中的模拟废水经进水泵(2)
收稿日期:2010-04-16
基金项目:江西省自然(青年)科学基金项目(2008GQH0022);江西省教育厅科技项目(GJJ09514);江西理工大学校级课题。作者简介:吴速英(1978-),女,江西贵溪人,硕士,讲师,主要研究方向为水污染控制及治理技术。
隔板对MBR 去除污水中COD 和氨氮的影响
吴速英,赵廷杰,钟洪鸣,刘
丽,钟常明
(江西理工大学,江西
赣州
341000)
摘要:膜生物反应器(MBR )是一种新型、高效的污水处理新工艺。对MBR 的运行进行试验研究,COD 总去除率和氨氮去除效率分别在98%和96%以上。对在MBR 中加入隔板进行试验研究,加入隔板对
COD 和氨氮去除率的提高几乎没有改善作用。这一对比试验研究表明MBR 处理污水效果好,加隔板对
其意义不大。
关键词:MBR ;运行;对比试验中图分类号:X703
文献标识码:B
文章编号:1008-9500(2010)06-0039-04
Comparative Trial Research of Whether MBR Clapboard to Run
Wu Suying ,Zhao Tingjie ,Zhong Hongming ,Liu Li ,Zhong Changming
(Jiangxi University of Science &Technology,Ganzhou 341000,China )
Abstract :Membrane Bioreactor is a novel and efficient technology for treating sewage .According to the characteristic of MBR ,MBR operating was firstly investigated on experiment.The experiment results showed that the total removal rate of COD and NH 3-N had reached 98%and 96%,respectively.And then add Clapboard in the MBR pilot study ,adding Clapboard to the COD and ammonia nitrogen removal rate increased almost no improvement.This comparative trial research indicated that the MBR processing sewage effect is good ,does not need to add the Clapboard.
Keywords :MBR ;operation ;comparative trial
污水治理
39
●
提升至生物反应器,通过空气泵供氧,在好氧条件下污水中的有机物被微生物降解,净化后的污水经膜组件(3)排出,进出水量由调节阀控制,剩余污泥由污泥排放口(14)排出。当温度过低不能达到试验要求时,打开加热棒开关,使反应器温度稳定。在隔板稳定运行阶段加入圆桶形隔板(4),底面距反应器底部50mm,用有机玻璃支脚固定,使膜组件置于圆桶中心。反冲洗时,关闭阀门(9)打开阀门(11)用反洗泵(10)对膜组件进行清洗。
1.蓄水箱
2.进水泵
3.膜组件
4.隔板
5.曝气装置
6.加热棒
7.真空表
8.出水泵
9.出水球阀10.反冲洗11.反冲洗阀门12.反冲洗水箱13.真空泵14.污泥排放口
图1实验装置图
1.2试验主要设备
(1)储水箱:存储试验用水,有效容积30L。
(2)反应器:生物反应器由有机玻璃制成,为一圆柱形容器,总容积为25L(φ240mm×550mm),有效容积20L,保护高度100mm。
(3)膜组件:膜组件采用天津膜天膜公司的聚偏氟乙烯(PVDF)中空纤维微滤膜,组件尺寸φ100 mm×400mm,膜孔径0.15μm,纤维内径0.06mm,外径0.11mm,膜面积为0.25m2。
(4)隔板:隔板由有机玻璃桶制成,尺寸φ140 mm×400mm,底端距反应器底50mm。
1.3试验用水
水质成分主要是有机物,由蔗糖、尿素、磷酸氢二钾(K2HPO4)按一定比例配制成。COD含量200~2200mg/L,NH3-N含量40~1300mg/L。当浓度较低时,水质接近生活污水,当浓度较高时水质具有高浓度有机废水的特性,因此,本实验配制的模拟废水具有代表性,如实验取得良好效果,则说明膜生物反应器适用于该有机物范围内的废水水质,且处理效果良好。
1.4测量方法
COD:微波消解法[4];NH3-N:纳氏试剂法[5];MLSS:重量法[4];pH:pH计;DO:溶解氧测定仪。
2结果与讨论
整个试验持续了88d,设计为连续式进水,处理水量20L/d,水力停留时间24h,每10h为一个曝气周期,在每个周期内曝气8h、停止曝气2h。出水蠕动泵间歇开启,抽吸出水8min停止抽吸2 min。
实验开始运行时,本实验将驯化好的活性污泥进行筛选,取沉降性能好的污泥加入到反应器内,使其浓度约为2800mg/L。此后在启动和负荷提高实验过程中不排放污泥,检测COD和NH3-N。
2.1通过COD值分析隔板的作用
经过几个阶段的实验,反应器的运行结果如图2、图3所示。
时间(d)
图2进出水COD浓度变化曲线
时间(d)
图3出水COD及去除率变化曲线MBR的启动期,尽量使进水有机负荷保持稳定,监测反应器内的上清液和出水的有机负荷,如
污水治理第6期
中国资源综合利用
40
--
●
果上清液和出水的有机负荷稳定则启动成功,如波
动范围较大则启动未完成。由运行结果可以看出,
启动期,进水COD在491.87~535.51mg/L,使有机
负荷稳定在0.49~0.54kgCOD/(m3·d)。由图3可知
反应器在运行的1~4日生物降解运行效果相对较
差,因新的膜组件放入反应器前未清洗干净,其表
面涂有保护剂(有机物),导致了膜出水COD浓度高
于上清液COD浓度。随后反应器的运行上清液和
出水COD逐渐降低,运行效果稳定,即经过11d
的启动期可认为反应器启动成功。
负荷提高阶段是反应器启动成功以后提高有机负荷以考察MBR的运行效能,观察各控制参数之间的关系,找到最佳的运行条件。反应器的容积负荷提高靠逐步提高进水浓度来实现。整个试验阶段每天检测COD,如该指标达标排放则继续提高负荷,如不能达标则说明反应器已经超负荷运行,负荷提高阶段结束。试验过程中保证去除率在85%以上。反应器进水量为20L/d;COD由600.00~2 239.12mg/L。实验过程逐步提高进水COD浓度,在12~30运行日每天增加约100mg/L,31~40运行日根据COD去除情况确定有机物增加量,平均每天约增加20mg/L,第40运行日COD为2239.12mg/ L。整个负荷提高阶段持续28d,出水COD在10~20mg/L之间,COD总去除率为98.32%~99.34%,低于一级污水排放标准。在31~40运行日有机负荷提高幅度减小,由2.1kg COD/(m3·d)提高到2.24kg COD/(m3·d),出水能够保持较好的水质,但上清液水质变差,且综合考虑氨氮处理效果和活性污泥各项参数表明:对于本反应器有机负荷已经达到上限,或者在改变其它条件的情况下才有可能进一步提高有机负荷。
反应器稳定后,出水COD稳定在30mg/L以下。加入隔板进一步考察MBR运行效能,并与无隔板稳定运行阶段进行对比,COD去除率几乎没有改善。
2.2通过氨氮去除效果分析隔板作用
氨氮去除效果也是本实验的考察重点。实验中氨氮的处理效果见图4、图5。
设计进水氨氮负荷和COD变化规律相似,启动期进水稳定在105.60~119.20mg/L(如图4)。但启动期处理效果较差,膜出水NH3-N含量在34.27 ~108.66mg/L之间(如图5)。
时间(d)
图4进出水NH3-N浓度变化曲线
时间(d)
图5出水NH3-N及去除率变化曲线
负荷提高期NH3-N浓度为120.99~1323.20mg/ L,在第12~24个运行日,出水NH3-N浓度由31.28 mg/L降低到6.96mg/L,去除率提高到99%,在此时间段去除效果良好,能够到达污水排放标准。在第25~40个运行日,随着进水NH3-N含量的提高,出水水质逐渐变差,到第36运行日出水水质超过35 mg/L不能够达到排放标准,在此后的几天只是小幅度提高进水NH3-N(如图4),但出水水质仍未得到改善。结合污泥特性认为:NH3-N负荷达到上限,负荷提高阶段结束。
由负荷提高阶段运行结果来看在第20~24个运行日时NH3-N处理效果最佳,在稳定阶段采取此NH3-N浓度,即600mg/L。稳定期NH3-N去除效率在98%以上,出水稳定在5.31~8.07mg/L,得到了很好的处理效果。
隔板稳定运行期从第56运行日开始,共考察15d(如图5)。加入隔板进一步考察MBR运行效能,并与无隔板稳定运行阶段进行对比,NH3-N去除率几乎没有改善。
氨
氮
负
荷
(
k
g
N
H3
-
N
/
(
m
3
·
d
)
)启动期
1500
1300
1100
900
700
500
300
100
N
H3
-
N
(
m
g
/
L
)
负荷提高期
无隔板稳
定运行期
隔板稳定
运行期
010203040506070
进水上清液出水氨氮负荷
污水治理
第6期吴速英等:隔板对MBR去除污水中COD 和氨氮的影响
41
--
--
●汽车以旧换新政策的实施不仅促进了汽车消费,更重要的是加快了淘汰高排放、高污染的“黄标车”和废旧汽车的进程。为确保国家汽车以旧换新政策实施,浙江省慈溪市金属回收公司加强自律,着力做好以旧换新汽车收购和服务工作,从2010年初开始,截止5月底,已累计收购以旧换新汽车达1150辆,以旧换新汽车收购量居宁波市各县(市、区)榜首。
为了确保国家汽车以旧换新政策的贯彻实施,出色完成我市汽车以旧换新工作,慈溪市金属回收公司在市主管部门市贸易粮食局的重视领导下,与市有关部门通力合作,及早部署,精心组织,公司上下群策群力,不辞辛劳,着力做好以旧换新汽车的接车、验车、注销(牌证)、拆解等接收服务工作,取得了显著的成效。
为了方便车主申请交车,由市贸粮局牵头,市财政、环保部门参与,慈溪市金属回收公司设立了“汽车以旧换新办理窗口”,实行以旧换新汽车验车、开票、办理牌证注销手续和补贴一条龙服务。为更好地服务群众,公司早开门、晚打烊,延长营业时间。对交车有困难的以旧换新汽车,公司还确定专
门专车上门接车。
由于其它报废机动车辆及废旧金属庞大的库存量,加上以旧换新汽车的集中接收,大大加剧了公司堆放场地紧张的矛盾,对此,公司对现有场地进行合理调整,将场地划分为整车接收处、拆解作业区、废钢切割区、解体零部件堆场选购处共四大区块。由于对场地的科学合理布局,并购置了大型吊车等设备,大大缓解了堆放场地紧张的矛盾,从而确保了以旧换新汽车收购工作的顺利进行。今年头5个月累计收购以旧换新汽车达1150辆,包括其他各类报废机动车辆,累计报废车辆收购量相当于前3年的总和,取得了显著的社会效益和经济效益。
慈溪市金属回收公司立足于企业长远发展,为进一步加快报废车辆拆解回收的进度,更好地做好以旧换新汽车收购工作,确保国家汽车以旧换新政策实施,同时又适应未来进一步扩大报废车辆回收经营规模需要,公司又积极筹措资金,拟在年内在场地内新建一个规范的拆解车间,并配备大型行吊等设施积极做好工作。
(龚占德,徐金茂)
慈溪市金属回收公司着力做好
汽车以旧换新收购工作
3结论
整个试验持续了88d ,11d 后完成启动。在负
荷提高阶段,反应器有机负荷由0.5kg COD/(m 3·d )逐渐增加至2.24kg COD/(m 3·d ),COD 总去除率达到98%以上。稳定运行阶段有机负荷为1.20kg COD/(m 3·d ),COD 去除率均到达99%。氨氮浓度由120
mg/L 增加至1320mg/L ,氨氮去除率达到96%以上。
可见,膜生物反应器启动迅速,负荷提高快,有机物去除率高,运行稳定。隔板的加入对COD 和NH 3-N 去除几乎没有改善作用。这一对比试验研究表明
MBR 处理污水效果好,加隔板对污水效果几乎没
有改善。
参考文献
1刘茉娥,蔡肖邦,陈益棠.膜技术在污水治理及回用中的应用[M ].北京:化学业出版,2005(1):1.2李
波,张宏伟,王
捷.浸没式膜-生物反应器处理市政废水试验研究[J ].山西建筑,2007,9(33):26-27.3白晓琴,赵
英,张
颖,等.好氧MBR 与序批式MBR 处
理生活污水的比较[J ].中国给排水,2006,22(3):28-314国家环境保护.环境监删标准分析方法[M ].中国环境科学版社,1996.
5
国家环境保护总局,水和废水监测分析方法[M ].北京:中国环境科学出版社,2002:40-368.
(责任编辑/曲志平)
污水治理第6期
中国资源综合利用简
讯
42
高氨氮废水处理方法
高氨氮废水的一般的形成是由于氨水和无机氨共同存在所造成的,一般上ph在中性以上的废水氨氮的主要来源是无机氨和氨水共同的作用,ph在酸性的条件下废水中的氨氮主要由于无机氨所导致。废水中氨氮的构成主要有两种,一种是氨水形成的氨氮,一种是无机氨形成的氨氮,主要是硫酸铵,氯化铵等等。 高氨氮废水如何处理,我们着重介绍一下其处理方法: 1 物化法 1.1 吹脱法 在碱性条件下,利用氨氮的气相浓度和液相浓度之间的气液平衡关系进行分离的一种方法,一般认为吹脱与湿度、PH、气液比有关。1.2 沸石脱氨法 利用沸石中的阳离子与废水中的NH4+进行交换以达到脱氮的目的。应用沸石脱氨法必须考虑沸石的再生问题,通常有再生液法和焚烧法。采用焚烧法时,产生的氨气必须进行处理。 1.3 膜分离技术 利用膜的选择透过性进行氨氮脱除的一种方法。这种方法操作方便,氨氮回收率高,无二次污染。例如:气水分离膜脱除氨氮 氨氮在水中存在着离解平衡,随着PH升高,氨在水中NH3形态比
例升高,在一定温度和压力下,NH3的气态和液态两项达到平衡。根据化学平衡移动的原理即吕.查德里(A.L.LE Chatelier)原理。在自然界中一切平衡都是相对的和暂时的。化学平衡只是在一定条件下才能保持“假若改变平衡系统的条件之一,如浓度、压力或温度,平衡就向能减弱这个改变的方向移动。”遵从这一原理进行了如下设计理念在膜的一侧是高浓度氨氮废水,另一侧是酸性水溶液或水。当左侧温度T1>20℃,PH1>9,P1>P2保持一定的压力差,那么废水中的游离氨NH4+,就变为氨分子NH3,并经原料液侧介面扩散至膜表面,在膜表面分压差的作用下,穿越膜孔,进入吸收液,迅速与酸性溶液中的H+反应生成铵盐。 1.4MAP沉淀法 主要是利用以下化学反应:Mg2++NH4++PO43-=MgNH4PO4 理论上讲以一定比例向含有高浓度氨氮的废水中投加磷盐和镁盐,当[Mg2 + ][NH4+][PO43 -]>2.5×10–13时可生成磷酸铵镁(MAP),除去废水中的氨氮。 1.5 化学氧化法 利用强氧化剂将氨氮直接氧化成氮气进行脱除的一种方法。折点加氯是利用在水中的氨与氯反应生成氨气脱氨,这种方法还可以起到杀菌作用,但是产生的余氯会对鱼类有影响,故必须附设除余氯设施。
氨氮废水常用处理方法
氨氮废水常用处理方法 来源:作者:发布时间:2007-11-14 过量氨氮排入水体将导致水体富营养化,降低水体观赏价值,并且被氧化生成的硝酸盐和亚硝酸盐还会影响水生生物甚至人类的健康。因此,废水脱氮处理受到人们的广泛关注。目前,主要的脱氮方法有生物硝化反硝化、折点加氯、气提吹脱和离子交换法等。消化污泥脱水液、垃圾渗滤液、催化剂生产厂废水、肉类加工废水和合成氨化工废水等含有极高浓度的氨氮(500 mg/L以上,甚至达到几千mg/L),以上方法会由于游离氨氮的生物抑制作用或者成本等原因而使其应用受到限制。高浓度氨氮废水的处理方法可以分为物化法、生化联合法和新型生物脱氮法。 1 物化法 1.1 吹脱法 在碱性条件下,利用氨氮的气相浓度和液相浓度之间的气液平衡关系进行分离的一种方法。一般认为吹脱效率与温度、pH、气液比有关。 王文斌等[1]对吹脱法去除垃圾渗滤液中的氨氮进行了研究,控制吹脱效率高低的关键因素是温度、气液比和pH。在水温大于25 ℃,气液比控制在3500左右,渗滤液pH控制在10.5左右,对于氨氮浓度高达2000~4000 mg/L的垃圾渗滤液,去除率可达到90%以上。吹脱法在低温时氨氮去除效率不高。
王有乐等[2]采用超声波吹脱技术对化肥厂高浓度氨氮废水(例如882 mg/L)进行了处理试验。最佳工艺条件为pH=11,超声吹脱时间为40 min,气水比为l000:1试验结果表明,废水采用超声波辐射以后,氨氮的吹脱效果明显增加,与传统吹脱技术相比,氨氮的去除率增加了17%~164%,在90%以上,吹脱后氨氮在100 mg/L以内。 为了以较低的代价将pH调节至碱性,需要向废水中投加一定量的氢氧化钙,但容易生水垢。同时,为了防止吹脱出的氨氮造成二次污染,需要在吹脱塔后设置氨氮吸收装置。 Izzet等[3]在处理经UASB预处理的垃圾渗滤液(2240 mg/L)时发现在pH=11.5,反应时间为24 h,仅以120 r/min的速度梯度进行机械搅拌,氨氮去除率便可达95%。而在pH=12时通过曝气脱氨氮,在第17小时pH开始下降,氨氮去除率仅为85%。据此认为,吹脱法脱氮的主要机理应该是机械搅拌而不是空气扩散搅拌。 1.2 沸石脱氨法 利用沸石中的阳离子与废水中的NH4+进行交换以达到脱氮的目的。沸石一般被用于处理低浓度含氨废水或含微量重金属的废水。然而,蒋建国等[4]探讨了沸石吸附法去除垃圾渗滤液中氨氮的效果及可行性。小试研究结果表明,每克沸石具有吸附15.5 mg氨氮的极限潜力,当沸石粒径为30~16目时,氨氮去除率达到了78.5%,且在吸附时间、投加量及沸石粒径相同的情况下,进水氨氮浓度越大,吸附速率越大,沸石作为吸附剂去除渗滤液中的氨氮是可行的。
氨氮废水处理方法
高氨氮废水处理技术 介绍各类氨氮废水处理技术及其原理,包括各种方法的优缺点、适用范围、高浓度氨氮废水处理技术的研究进展。通过对比分析,明确不同类型高氨氮废水处理的选择方法,为治理高氨氮废水提供一条便捷的选择方法。 近年来,随着环境保护工作的日益加强,水体中有机物的代表指标-COD基本上得到有效控制,但是,含高氨氮废水达标排放没有得到有效控制,未经处理的含氮废水排放给环境造成了极大的危害,如易导致湖泊富营养化,海洋赤潮等。本文总结了国内外高氨氮废水处理技术及其优缺点、适用范围等。 1、废水中氨氮处理的主要技术应用与新进展 1.1吹脱法 吹脱法是将废水中的离子态铵(NH4+),通过调节pH值转化为分子态氨,随后被通入的空气或蒸汽吹出。影响吹脱效率的主要因素有:pH值、水温、布水负荷、气液比、足够的气液分离空间。 NH4++OH-→NH3+H2O 炼钢、石油化工、化肥、有机化工等行业的废水,常含有很高浓度的氨,因此常用蒸汽吹脱法处理,回收利用的氨部分抵消了产生蒸汽的高费用。石灰一般用来提高pH值。用蒸汽比用空气更易控制结垢现象,若用烧碱则可大大减轻结垢的程度。吹脱法一般采用填料吹脱塔,主要特征是在塔内装置一定高度的填料层,利用大表面积的填充塔来达到气水充分接触,以利于气水间的传质过程。常用的填料有拉西环、聚丙烯鲍尔环、聚丙烯多面空心球等。胡允良等人研究了某制药厂生产乙胺碘呋酮时产生的一部分高浓度氨氮废水的静态吹脱效果。结果表明:当pH=10~13,温度为30~50℃时,氨氮吹脱率为70.3%~99.3%。 氨吹脱法通常用于高浓度氨氮废水的预处理,该处理技术优点在于除氨效果稳定,操作简单,容易控制。但如何提高吹脱效率、避免二次污染及如何控制生产过程水垢的生成都是氨吹脱法需要考虑的问题。 1.2化学沉淀法(MAP法)
氨氮废水处理系统设计方案百度文库
应平化肥有限责任公司 30T/h氨氮废水处理系统 宜兴市裕泰华环保有限公司 二00八年五月 一、概述 1、采用国内目前较为先进成熟的吹脱+催化氧化+生物滤池处理工艺,该工艺具有可靠性、成熟性,并符合国内实际情况,并尽量采用新技术、新材料,实用性与先进性兼顾,以实用可靠为主。 2、废水处理主要设施材质以钢砼结构为主,具有结构紧凑,占地面积小,布局合理,尽可削减总投资及运行费用加以考虑。 3、对废水处理设施进行充分的考虑,按地区气候条件,考虑必要的防水防冻及防渗措施。 4、废水处理过程中产生的污泥排入污泥池,进行好氧消化稳定后,经压成泥饼外运,保证污泥出路可靠。 二、废水处理量及废水性质: 1废水来源及水量: 废水来源为化肥厂生产工艺经冷却塔冷却后的高氨氮废水 a、废水量:30m3/h b、废水水质:详见表一 表一、废水水质
序号项目数据(mg/L 1 氨氮846.3 2 化学需氧 量 737 3 环状有机 物(Ar-OH 9.095mg/L 4 总磷0.467 5 BOD 21 6 氰化物未知 7 SS 164 8 石油类未知 9 挥发酚未知 10 硫化物未知
11 pH 6-9 12 水温约30℃ c、运行方式:连续运行 1、处理出水标准:废水处理后达合成氨工业水污染物排放标准GWPB 4-1999中中型化肥厂一级排放标准,详见下表。 (2001年1月1日之后建设(包括改、扩建的单位 序号项目标准(mg/L 1 氨氮70 2 化学需氧 量 150 3 氰化物 1.0 4 SS 100 5 石油类 5 6 挥发酚0.1
7 硫化物0.50 8 pH 6-9 三、废水处理工艺选择: 根据废水处理工程特点、功能、要求及废水排放特征,由于废水含有一定的毒性,B/C比较低,氨氮较高,因此需经脱氮及强氧化来提高废水的B/C比在0.3以上,剩余的氨氮及有机物在后级生化系统中去除。 本公司采用生物滤池工艺,经水解酸化后水中的B/C比约0.35左右,可生化大大提高。根据废水排放标准出水有NH3-N的限制,所以在选择废水处理工艺时除了考虑除解有机物外,还考虑到脱氮,为达到这个目的,我们选用了工艺成熟、运行可靠的水解生化+DC生物滤池+N生物滤池的工艺。 四、废水处理工艺流程简图: 1、废水处理系统工艺: 自动加碱废气高空排放或回收塔回收 废水→格栅→调节池→提升泵→PH调节沉淀→中间槽→二级提升泵→氨氮吹脱塔 风机 →三级提升泵→最终中和槽→催化氧化装置→还原反应槽→提升泵→脉冲布水器 自动加酸加还原剂
高浓度氨氮废水处理工艺
高浓度氨氮废水处理工艺 目前,工业废水、垃圾渗滤液、城市污水等高浓度氨氮废水对水体造成的危害已成为全世界关注的环境问题。绝大部分含氨氮的废水在未经任何处理或处理不达标的情况下直接排入水体,导致水体污染及富营养化,进而影响土壤、空气等。常见的含氮化合物主要包括有机氮、氨氮、亚硝酸盐氮以及硝酸盐氮。其中氨氮是导致水体富营养化的主要污染物,其排放控制已成为目前水处理领域的重点和难点。 氨氮废水的处理方法有很多种,国内外学者针对该问题开展了大量研究。其中吹脱法是传统的高浓度氨氮废水处理方法,其设备占地面积小,操作灵活便捷,但也存在耗能大、处理成本高等缺点。成泽伟等采用超声波强化吹脱去除氨氮,去除率明显高于一般吹脱技术,且升幅超过50%。彭人勇等的研究也显示,超声波对吹脱的强化作用可以让氨氮去除率提升30%~40%。 沸石是含水多孔铝硅酸盐的总称,其晶体构造主要由(SiO)四面体组成,其中的部分Si4+为Al3+取代,导致负电荷过剩,故其结构中有碱金属(碱土金属)等平衡电荷的离子,同时沸石构架中存在较多的空腔和孔道。上述结构决定了沸石具有吸附、离子交换等性质,因此其对氨氮具有很强的选择性吸附能力。 本研究在超声吹脱工艺的基础上,利用改性沸石对超声吹脱后的高浓度氨氮废水进行超声强化吸附处理,考察了沸石粒度、吸附时间、沸石投加量、吸附温度、吸附超声功率等因素对处理效果的影响,以期为高浓度氨氮废水的处理提供参考。 一、实验部分 1.1材料和仪器 实验所处理废水为模拟高浓度氨氮废水,为NH4Cl和超纯水配制的NH4Cl溶液,氨氮质量浓度约为1200mg/L的,实验中以实测浓度为准。 吸附剂选用浙江省缙云县产天然沸石经复合改性后得到的改性沸石,密度2.16g/cm3,硬度3~4,硅铝比4.25~5.25,孔隙率30%~40%。 D-51型pH计:日本HORIBA有限公司;UV765型紫外-可见分光光度计:上海精密化学仪器有限公司;JJ50型精密电子天平:美国双杰兄弟(集团)有限公司;EVOMA15/LS15型扫描电子显微镜:北京欧波同有限公司。 1.2实验方法 1.2.1超声吹脱 实验装置如图1所示。超声波发生器通过将工频电转变为20kHz以上(一般为
吹脱法处理高浓度氨氮废水
吹脱法处理高浓度氨氮废水 作者:周明罗陈建中刘志勇 简介:对垃圾渗滤液处理难点进行了分析,阐述了垃圾渗滤液国内外处理现状、处理工艺对比、以及存在弊端,概述OFR新型专利技术处理垃圾渗滤液的原理、使用范围、技术优势及其推广方向,提出OFR 技术在高浓度有机废水处理有特殊的效果,已成功使用于国内外多家企业,尤其在垃圾渗滤液前预处理和经膜技术处理后的浓液处理方面有广阔的使用前景。 关键字:垃圾渗滤液浓缩液氨氮 高浓度氨氮废水来源甚广且排放量大。如化肥、焦化、石化、制药、食品、垃圾填埋场等均产生大量高浓度氨氮废水。大量氨氮废水排入水体不仅引起水体富营养化、造成水体黑臭,而且将增加给水处理的难度和成本,甚至对人群及生物产生毒害作用[1]。氨氮废水对环境的影响已引起环保领域和全球范围的重视,近20 年来,国内外对氨氮废水处理方面开展了较多的研究。其研究范围涉及生物法、物化法的各种处理工艺,如生物方法有硝化及藻类养殖;物理方法有反渗透、蒸馏、土壤灌溉;化学法有离子交换法、氨吹脱、化学沉淀法、折点氯化、电化学处理、催化裂解等。新的技术不断出现,在处理氨氮废水的使用方面展现出诱人的前景。本文侧重介绍吹脱法处理高浓度氨氮废水的技术特点及研究使用。 1 吹脱技术 吹脱法用于脱除水中氨氮,即将气体通入水中,使气液相互充分接触,使水中溶解的游离氨穿过气液界面,向气相转移,从而达到脱除氨氮的目的。常用空气作载体(若用水蒸气作载体则称汽提)。 水中的氨氮,大多以氨离子(NH4+)和游离氨(NH3)保持平衡的状态而存在。其平衡关系式如下: NH4++OH-NH3+H2O (1) 氨和氨离子之间的百分分配率可用下式进行计算: Ka=Kw /K b=(C NH3·C H+)/C NH4+(2) 式中:Ka———氨离子的电离常数;
高浓度氨氮废水处理方法与工艺
高浓度氨氮废水处理 废水处理, 高浓度废水处理, 高浓度 过量氨氮排入水体将导致水体富营养化,降低水体观赏价值,并且被氧化生成的硝酸盐和亚硝酸盐还会影响水生生物甚至人类的健康。因此,废水脱氮处理受到人们的广泛关注。目前,主要的脱氮方法有生物硝化反硝化、折点加氯、气提吹脱和离子交换法等。消化污泥脱水液、垃圾渗滤液、催化剂生产厂废水、肉类加工废水和合成氨化工废水等含有极高浓度的氨氮(500 mg/L以上,甚至达到几千mg/L),以上方法会由于游离氨氮的生物抑制作用或者成本等原因而使其应用受到限制。高浓度氨氮废水的处理方法可以分为物化法、生化联合法和新型生物脱氮法。 1 物化法 1.1 吹脱法 在碱性条件下,利用氨氮的气相浓度和液相浓度之间的气液平衡关系进行分离的一种方法。一般认为吹脱效率与温度、pH、气液比有关。 王文斌等[1]对吹脱法去除垃圾渗滤液中的氨氮进行了研究,控制吹脱效率高低的关键因素是温度、气液比和pH。在水温大于25 ℃,气液比控制在3500左右,渗滤液pH控制在10.5左右,对于氨氮浓度高达2000~4000 mg/L的垃圾渗滤液,去除率可达到90%以上。吹脱法在低温时氨氮去除效率不高。
王有乐等[2]采用超声波吹脱技术对化肥厂高浓度氨氮废水(例如882 mg/L)进行了处理试验。最佳工艺条件为pH=11,超声吹脱时间为40 min,气水比为l000:1试验结果表明,废水采用超声波辐射以后,氨氮的吹脱效果明显增加,与传统吹脱技术相比,氨氮的去除率增加了17%~164%,在90%以上,吹脱后氨氮在100 mg/L 以内。 为了以较低的代价将pH调节至碱性,需要向废水中投加一定量的氢氧化钙,但容易生水垢。同时,为了防止吹脱出的氨氮造成二次污染,需要在吹脱塔后设置氨氮吸收装置。 Izzet等[3]在处理经UASB预处理的垃圾渗滤液(2240 mg/L)时发现在pH=11.5,反应时间为24 h,仅以120 r/min的速度梯度进行机械搅拌,氨氮去除率便可达95%。而在pH=12时通过曝气脱氨氮,在第17小时pH开始下降,氨氮去除率仅为85%。据此认为,吹脱法脱氮的主要机理应该是机械搅拌而不是空气扩散搅拌。 1.2 沸石脱氨法 利用沸石中的阳离子与废水中的NH4+进行交换以达到脱氮的目的。沸石一般被用于处理低浓度含氨废水或含微量重金属的废水。然而,蒋建国等[4]探讨了沸石吸附法去除垃圾渗滤液中氨氮的效果及可行性。小试研究结果表明,每克沸石具有吸附15.5 mg氨氮的极限潜力,当沸石粒径为30~16目时,氨氮去除率达到了78.5%,且在吸附时间、投加量及沸石粒径相同的情况下,进水氨氮浓度越大,吸附速率越大,沸石作为吸附剂去除渗滤液中的氨氮是可行的。
吹脱法处理高浓度氨氮废水
吹脱法处理高浓度氨氮废水 摘要:文章阐述了高浓度氨氮废水的来源及危害,论述了吹脱法处理高浓度氨氮废水的技术原理、影响因素,重点分析了液气比的影响和确定,提出了采用催化氧化法解决吹脱氨气的二次污染问题。 关键字:高浓度氨氮废水吹脱法液气比催化氧化 高浓度氨氮废水来源甚广且排放量大。如化肥、焦化、石化、制药、食品、垃圾填埋场等均产生大量高浓度氨氮废水。大量氨氮废水排入水体不仅引起水体富营养化、造成水体黑臭,而且将增加给水处理的难度和成本,甚至对人群及生物产生毒害作用[1]。氨氮废水对环境的影响已引起环保领域和全球范围的重视,近20 年来,国内外对氨氮废水处理方面开展了较多的研究。其研究范围涉及生物法、物化法的各种处理工艺,如生物方法有硝化及藻类养殖;物理方法有反渗透、蒸馏、土壤灌溉;化学法有离子交换法、氨吹脱、化学沉淀法、折点氯化、电化学处理、催化裂解等。新的技术不断出现,在处理氨氮废水的应用方面展现出诱人的前景。本文侧重介绍吹脱法处理高浓度氨氮废水的技术特点及研究应用。 1 吹脱技术 吹脱法用于脱除水中氨氮,即将气体通入水中,使气液相互充分接触,使水中溶解的游离氨穿过气液界面,向气相转移,从而达到脱除氨氮的目的。常用空气作载体(若用水蒸气作载体则称汽提)。 水中的氨氮,大多以氨离子(NH4+)和游离氨(NH3)保持平衡的状态而存在。其平衡关系式如下: NH 4++OH-NH3+H2O (1) 氨与氨离子之间的百分分配率可用下式进行计算: Ka=Kw /K b=(C NH3·C H+)/C NH4+(2) 式中:Ka———氨离子的电离常数; Kw———水的电离常数; Kb———氨水的电离常数; C———物质浓度。
氨氮废水处理
氨氮废水处理 2氨氮废水的危害 水环境中存在过量的氨氮会造成多方面的有害影响。 (1)由于NH4+-N的氧化,会造成水体中溶解氧浓度降低,导致水体发黑发臭,水质下降,对水生动植物的生存造成影响。在有利的环境条件下,废水中所含的有机氮将会转化成NH4+-N,NH4+-N是还原力最强的无机氮形态,会进一步转化成NO2--N和NO3--N。根据生化反应计量关系,1gNH4+-N氧化成NO2--N消耗氧气3.43g,氧化成NO3--N耗氧4.57g。 (2)水中氮素含量太多会导致水体富营养化,进而造成一系列的严重后果。由于氮的存在,致使光合微生物(大多数为藻类)的数量增加,即水体发生富营养化现象,结果造成:堵塞滤池,造成滤池运转周期缩短,从而增加了水处理的费用;妨碍水上运动;藻类代谢的最终产物可产生引起有色度和味道的化合物;由于蓝-绿藻类产生的毒素,家畜损伤,鱼类死亡;由于藻类的腐烂,使水体中出现氧亏现象。 (3)水中的NO2--N和NO3--N对人和水生生物有较大的危害作用。长期饮用NO3--N含量超过10mg/L的水,会发生高铁血红蛋白症,当血液中高铁血红蛋白含量达到70mg/L,即发生窒息。水中的NO2--N和胺作用会生成亚硝胺,而亚硝胺是“三致”物质。NH4+-N和氯反应会生成氯胺,氯胺的消毒作用比自由氯小,因此当有NH4+-N存在时,水处理厂将需要更大的加氯量,从而增加处理成本。近年来,含氨氮废水随意排放造成的人畜饮水困难甚至中毒事件时有发生,我国长江、淮河、钱塘江、四川沱江等流域都有过相关报道,相应地区曾出现过诸如蓝藻污染导致数百万居民生活饮水困难,以及相关水域受到了“牵连”等重大事件,因此去除废水中的氨氮已成为环境工作者研究的热点之一。 1氨氮废水的来源 含氮物质进入水环境的途径主要包括自然过程和人类活动两个方面。含氮物质进入水环境的自然来源和过程主要包括降水降尘、非市区径流和生物固氮等。人类的活动也是水环境中氮的重要来源,主要包括未处理或处理过的城市生活和工业废水、各种浸滤液和地表径流等。人工合成的化学肥料是水体中氮营养元素的主要来源,大量未被农作物利用的氮化合物绝大部分被农田排水和地表径流带入地下水和地表水中。随着石油、化工、食品和制药等工
去除氨氮的有效方法
根据废水中氨氮浓度的不同,可将废水分为3类:高浓度氨氮废水(NH3-N>500mg/l),中等浓度氨氮废水(NH3-N:50-500mg/l),低浓度氨氮废水(NH3-N<50mg/l)。然而高浓度的氨氮废水对微生物的活性有抑制作用,制约了生化法对其的处理应用和效果,同时会降低生化系统对有机污染物的降解效率,从而导致处理出水难以达到要求。 故本工程的关键之一在于氨氮的去除,去除氨氮的主要方法有:物理法、化学法、生物法。物理法含反渗透、蒸馏、土壤灌溉等处理技术;化学法含离子交换、氨吹脱、折点加氯、焚烧、化学沉淀、催化裂解、电渗析、电化学等处理技术;生物法含藻类养殖、生物硝化、固定化生物技术等处理技术。目前比较实用的方法有:折点加氯法、选择性离子交换法、氨吹脱法、生物法以及化学沉淀法。 1.折点氯化法去除氨氮 折点氯化法是将氯气或次氯酸钠通入废水中将废水中的NH3-N氧化成N2的化学脱氮工艺。当氯气通入废水中达到某一点时水中游离氯含量最低,氨的浓度降为零。当氯气通入量超过该点时,水中的游离氯就会增多。因此该点称为折点,该状态下的氯化称为折点氯化。处理氨氮污水所需的实际氯气量取决于温度、pH值及氨氮浓度。氧化每克氨氮需要9~10mg 氯气。pH值在6~7时为最佳反应区间,接触时间为0.5~2小时。 折点加氯法处理后的出水在排放前一般需要用活性碳或二氧化硫进行反氯化,以去除水中残留的氯。1mg残留氯大约需要0.9~1.0mg的二氧化硫。在反氯化时会产生氢离子,但由此引起的pH值下降一般可以忽略,因此去除1mg残留氯只消耗2mg左右(以CaCO3计)。折点氯化法除氨机理如下: Cl2+H2O→HOCl+H++Cl- NH4++HOCl→NH2Cl+H++H2O NHCl2+H2O→NOH+2H++2Cl- NHCl2+NaOH→N2+HOCl+H++Cl- 折点氯化法最突出的优点是可通过正确控制加氯量和对流量进行均化,使废水中全部氨氮降为零,同时使废水达到消毒的目的。对于氨氮浓度低(小于50mg/L)的废水来说,用这种方法较为经济。为了克服单独采用折点加氯法处理氨氮废水需要大量加氯的缺点,常将此法与生物硝化连用,先硝化再除微量残留氨氮。氯化法的处理率达90%~100%,处理效果稳定,不受水温影响,在寒冷地区此法特别有吸引力。投资较少,但运行费用高,副产物氯胺和氯化有机物会造成二次污染,氯化法只适用于处理低浓度氨氮废水。 2.选择性离子交换化去除氨氮 离子交换是指在固体颗粒和液体的界面上发生的离子交换过程。离子交换法选用对NH4+离子有很强选择性的沸石作为交换树脂,从而达到去除氨氮的目的。沸石具有对非离子氨的吸附作用和与离子氨的离子交换作用,它是一类硅质的阳离子交换剂,成本低,对NH4+有很强的选择性。 O.Lahav等用沸石作为离子交换材料,将沸石作为一种把氨氮从废水中分离出来的分离器以及硝化细菌的载体。该工艺在一个简单的反应器中分吸附阶段和生物再生阶段两个阶段进行。在吸附阶段,沸石柱作为典型的离子交换柱;而在生物再生阶段,附在沸石上的细菌把脱附的氨氮氧化成硝态氮。研究结果表明,该工艺具有较高的氨氮去除率和稳定性,能成功地去除原水和二级出水中的氨氮。 沸石离子交换与pH的选择有很大关系,pH在4~8的范围是沸石离子交换的最佳区域。当pH<4时,H+与NH4+发生竞争;当pH>8时,NH4+变为NH3而失去离子交换性能。用离子交换法处理含氨氮10~20mg/L的城市污水,出水浓度可达1mg/L以下。离子交换法具有工艺简单、投资省去除率高的特点,适用于中低浓度的氨氮废水(<500mg/L),对于高浓度的氨氮废水会因树脂再生频繁而造成操作困难。但再生液为高浓度氨氮废水,仍需进一
高低浓度氨氮废水处理工艺的对比
高低浓度氨氮废水处理工艺的对比 导读:污水中因氨氮浓度不同分为高低浓度氨氮废水,在实际应用中氨氮浓度大于500PPM的废水需要预处理(称为高氨氮废水 ),然后配合低氨氮废水的处理工艺进行最后的脱氮,因高氨氮废水与低氨氮废水采用的工艺不同,本文大体介绍一下。 污水中因氨氮浓度不同分为高低浓度氨氮废水,在实际应用中氨氮浓度大于500PPM的废水需要预处理(称为高氨氮废水),然后配合低氨氮废水的处理工艺进行最后的脱氮,因高氨氮废水与低氨氮废水采用的工艺不同,本文大体介绍一下! 1、高浓度氨氮废水处理技术 (1)吹脱法 将空气通入废水中,使废水中溶解性气体和易挥发性溶质由液相转入气相,使废水得到处理的过程称为吹脱,常见的工艺流程见图1。 吹脱法的基本原理是气液相平衡和传质速度理论。将氨氮废水pH 调节至碱性,此时,铵离子转化为氨分子,再向水中通入气体,使其与液体充分接触,废水中溶解的气体和挥发性氨分子穿过气液界面,转至气相,从而达到去除氨氮的目的。常用空气或水蒸气作载气,前者称为空气吹脱,后者称为蒸汽吹脱。 蒸汽吹脱法效率较高,氨氮去除率能达到90%以上,但能耗较大,一般应用在炼钢、化肥、石油化工等行业,其优点是可回收利用氨,经过吹脱处理后可回收到氨质量分数达30%以上的氨水。空气吹脱法的效率虽比蒸汽法的低,但能耗低、设备简单、操作方便。在氨氮总量不高的情况下,采用空气吹脱法比较经济,同时可用硫酸作吸收剂吸收吹脱出的氨氮,生成的硫酸铵可制成化肥。 但是在大规模的氨吹脱-汽提塔生产过程中,产生水垢是较棘手的问题。通过安装喷淋水系统可有效解决软质水垢问题,可是对于硬质水垢,喷淋装置也无法消除。此外,低温时氨氮去除率低,吹脱的气体形成二次污染。因此,吹脱法一般与其他氨氮废水处理方法联合运用,用吹脱法对高浓度氨氮废水进行预处理。
氨氮废水处理技术
氨氮废水处理技术 氨氮废水的形成一般是由于氨水和无机氨共同存在所造成的,废水中氨氮的构成主要有两种,一种是氨水形成的氨氮,一种是无机氨形成的氨氮,主要是硫酸铵,氯化铵等等。氨氮废水主要来自化工、冶金、化肥、煤气、炼焦、鞣革、味精、肉类加工和养殖等行业。排放的废水以及垃圾渗滤液等。氨氮废水对鱼类及某些生物也有毒害作用。 另外,当含少量氨氮的废水回用于工业中时,对某些金属,特别是铜具有腐蚀作用,还可以促进输水管道和用水设备中微生物的繁殖,形成生物垢,堵塞管道和设备。 处理氨氮废水的方法有很多,目前常见的有化学沉淀法、吹脱法、化学氧化法、生物法、膜分离法、离子交换法以及土壤灌溉等。 本文对氨氮废水处理方法作一综述并对各种方法的优缺点进行分析汇总。 化学沉淀法 化学沉淀法又称为MAP沉淀法,是通过向含有氨氮的废水中投加镁化物和磷酸或磷酸氢盐,使废水中的NH4﹢与Mg2﹢、PO43﹣在水溶液中反应生成磷酸按镁沉淀,分子式为MgNH4P04.6H20,从而达到去除氨氮的目的。磷酸按镁俗称鸟粪石,可用作堆肥、土壤的添加剂或建筑结构制品的阻火剂。反应方程式如下: Mg2﹢+NH4﹢+PO43﹣=MgNH4P04
影响化学沉淀法处理效果的因素主要有pH值、温度、氨氮浓度以及摩尔比(n(Mg2﹢):n(NH4﹢):n(P043-))等。 以氯化镁和磷酸氢二钠为沉淀剂对氨氮废水进行处理,结果表明当pH值为10,镁、氮、磷的摩尔比为1.2:1:1.2时,处理效果较好。 以氯化镁和磷酸氢二钠为沉淀剂进行研究,结果表明当pH值为9.5,镁、氮、磷的摩尔比为1.2:1:1时,处理效果较好。 对新出现的高浓度氨氮有机废水一生物质煤气废水进行研究,结果表明,MgC12+Na3PO4.12H20明显优于其他沉淀剂组合。当pH值为10.0,温度为30℃,n(Mg2﹢):n(NH4+):n(P043-)=1:1:1时搅拌30min废水中氨氮质量浓度从处理前的222mg/L降到17mg/L,去除率为92.3%。 将化学沉淀法和液膜法相结合用于高浓度工业氨氮废水的处理。在对沉淀法工艺进行优化的条件下,使氨氮去除率达到98.1%,然后联用液膜法进一步处理使其氨氮浓度降低到0.005g/L,达到国家一级排放标准。 对化学沉淀法进行改进研究,考察Mg2﹢以外的二价金属离子(Ni2﹢,Mn2﹢,Zn2﹢,Cu2﹢,Fe2﹢)在磷酸根作用下对氨氮的去除效果。对硫酸铵废水体系提出了CaSO4沉淀—MAP沉淀新工艺。结果表明,可以实现以石灰取代传统的NaOH调节剂。 化学沉淀法的优点是当氨氮废水浓度较高时,应用其它方法受到限制,如生物法、折点氯化法、膜分离法、离子交换法等,此时可先采用化学沉淀法进行预处理;化学沉淀法去除效率较好,且不受温度限制,操作简单;形成含磷酸馁镁的沉淀污泥可用作复合肥料,实现废物利用,从而抵消一部分成本;如能与一些产生磷酸盐废水的工业企业以及产生盐卤的企业联合,可节约药剂费用,利于大规模应用。 化学沉淀法的缺点是由于受磷酸铁镁溶度积的限制,废水中的氨氮达到一定浓度后,再投人药剂量,则去除效果不明显,且使投入成本大大增加,因此化学沉淀法需与其它适合深度处理的方法配合使用;药剂使用量大,产生的污泥较多,处理成本偏高;投加药剂时引人的氯离子和余磷易造成二次污染。 吹脱法吹脱法去除氨氮是通过调整pH值至碱性,使废水中的氨离子向氨转化,使其主要以游离氨形态存在,再通过载气将游离氨从废水中带出,从而达到
工业废水去除氨氮的方法
工业废水去除氨氮的方法 根据废水中氨氮浓度的不同,可将废水分为3类:高浓度氨氮废水(NH3-N>500mg/l),中等浓度氨氮废水(NH3-N:50-500mg/l),低浓度氨氮废水(NH3-N<50mg/l)。然而高浓度的氨氮废水对微生物的活性有抑制作用,制约了生化法对其的处理应用和效果,同时会降低生化系统对有机污染物的降解效率,从而导致处理出水难以达到要求。 故本工程的关键之一在于氨氮的去除,去除氨氮的主要方法有:物理法、化学法、生物法。物理法含反渗透、蒸馏、土壤灌溉等处理技术;化学法含离子交换、氨吹脱、折点加氯、焚烧、化学沉淀、催化裂解、电渗析、电化学等处理技术;生物法含藻类养殖、生物硝化、固定化生物技术等处理技术。目前比较实用的方法有:折点加氯法、选择性离子交换法、氨吹脱法、生物法以及化学沉淀法。 1.折点氯化法去除氨氮 折点氯化法是将氯气或次氯酸钠通入废水中将废水中的NH3-N 氧化成N2的化学脱氮工艺。当氯气通入废水中达到某一点时水中游离氯含量最低,氨的浓度降为零。当氯气通入量超过该点时,水中的游离氯就会增多。因此该点称为折点,该状态下的氯化称为折点氯化。处理氨氮废水所需的实际氯气量取决于温度、pH值及氨氮浓度。氧化每克氨氮需要9~10mg氯气。pH值在6~7时为最佳反应区间,接触时间为0.5~2小时。
折点加氯法处理后的出水在排放前一般需要用活性碳或二氧化硫进行反氯化,以去除水中残留的氯。1mg残留氯大约需要0.9~1.0mg 的二氧化硫。在反氯化时会产生氢离子,但由此引起的pH值下降一般可以忽略,因此去除1mg残留氯只消耗2mg左右(以CaCO3计)。折点氯化法除氨机理如下: Cl2+H2O→HClO+H++Cl- NH4++HClO→NH2Cl+H++H2O NHCl2+H2O→NOH+2H++2Cl- NHCl2+NaOH→N2+HOCl+H++Cl- 折点氯化法最突出的优点是可通过正确控制加氯量和对流量进 行均化,使废水中全部氨氮降为零,同时使废水达到消毒的目的。对于氨氮浓度低(小于50mg/L)的废水来说,用这种方法较为经济。为了克服单独采用折点加氯法处理氨氮废水需要大量加氯的缺点,常将此法与生物硝化连用,先硝化再除微量残留氨氮。氯化法的处理率达90%~100%,处理效果稳定,不受水温影响,在寒冷地区此法特别有吸引力。投资较少,但运行费用高,副产物氯胺和氯化有机物会造成二次污染,氯化法只适用于处理低浓度氨氮废水。 2.选择性离子交换化去除氨氮 离子交换是指在固体颗粒和液体的界面上发生的离子交换过程。离子交换法选用对NH4+离子有很强选择性的沸石作为交换树脂,从而达到去除氨氮的目的。沸石具有对非离子氨的吸附作用和与离子
高氨氮废水处理——Bardenpho工艺
三种高氨氮废水处理工艺 【格林大讲堂】 一、Bardenpho工艺 该工艺是在A/O工艺基础上,增设了一个缺氧段和好氧段,各段反应池均独立运行,混合液自第一好氧池回流至第一缺氧池而第二好氧池无混合液回流(因而须注意,第二缺氧池和第二好氧池并非组成一级A/O工艺)所增设的缺氧段和好氧段起强化脱氨和提高处理出水水质的作用。 武汉格林环保有完善的服务体系和配套的专业环境工程团队,秉着崇高的环保责任和义务长期维护提供免费的污水处理解决方案,是湖北省工业废水运营管理行业中的品牌。18年来公司设计并施工了上百个交钥匙式的污水处理工程。 运行过程中,第一好氧池的内部回流混合液、原水中的有机基质及回流污泥进入第一厌氧池,进行反硝化脱氮。由于第一厌氧池进水中含有较多内碳源可利用因而具有较高的反硝化速率,但与其进水中的食料比有关。好氧一池的容积一般可按F./M为0.25考虑;在厌氧二池中,由于好氧二池出水中有机物浓度较低,同时也没有外加碳源因而反硝化菌主要通过内源呼吸作用,以细胞内碳源进行反硝化,因此反硝化效率较低,并与系统的污泥龄有关。但这种反硝化作用可有效地提高整个处理系统的反硝化程度,从而利于提高脱氮效率。 必要时,可将少部分进水引入厌氧二池以适当补充碳源,提高其反硝化速率。该工艺中好氧二池的主要作用是进一步降低废水中的有机物浓度,同时改善出水的表观性状
由于增设了厌氧二池和好氧二池强化处理作用,该工艺的脱氮效率可以高达90%~95%(城市污水)。 二、BABE工艺 在通常的废水生物处理工艺中,其污泥经浓缩的上层液或氧化处理后脱水滤液均需返回至主体工艺进行处理。由于污泥浓缩上层液或脱水滤液中富含氮,因而其向主体工艺的返回将增加主体工艺的处理负荷,从而影响处理出水中氮的指标。 BABE在运行过程中将以A/O方式运行的处理工艺主流程中回流污泥的一部分分流入BABE间歇曝气池,BABE所处理的对象为含有高浓度的TN的污泥浓缩上层液或污泥脱水滤液。通过BABE池的间歇曝气运行,不仅有效地延长了处理工艺的污泥龄,并可对其进液中的氮实现充分的硝化作用,同时由于BABE池的良好消化条件,即较低的有机负荷及良好的温度控制(一般将温度控制在30℃),有效地提高了污泥中硝化菌的数量。 BABE池经间歇曝气后富含硝化菌的混合液、内回流与进水一起进入A/O工艺主流程,可实现充分的反硝化脱氮,强化了系统对氮的去处作用。 三、超声吹脱处理氨氮 超声吹脱法去除氨氮是一种新型、高效的高浓度氨氮废水处理技术,它是在传统的
高浓度氨氮废水处理
高浓度氨氮废水处理 过量氨氮排入水体将导致水体富营养化,降低水体观赏价值,并且被氧化生成的硝酸盐和亚硝酸盐还会影响水生生物甚至人类的健康。因此,废水脱氮处理受到人们的广泛关注。目前,主要的脱氮方法有生物硝化反硝化、折点加氯、气提吹脱和离子交换法等。消化污泥脱水液、垃圾渗滤液、催化剂生产厂废水、肉类加工废水和合成氨化工废水等含有极高浓度的氨氮(500 mg/L以上,甚至达到几千mg/L),以上方法会由于游离氨氮的生物抑制作用或者成本等原因而使其应用受到限制。高浓度氨氮废水的处理方法可以分为物化法、生化联合法和新型生物脱氮法。 1 物化法 1.1 吹脱法 在碱性条件下,利用氨氮的气相浓度和液相浓度之间的气液平衡关系进行分离的一种方法。一般认为吹脱效率与温度、pH、气液比有关。 王文斌等[1]对吹脱法去除垃圾渗滤液中的氨氮进行了研究,控制吹脱效率高低的关键因素是温度、气液比和pH。在水温大于25 ℃,气液比控制在3500左右,渗滤液pH控制在10.5左右,对于氨氮浓度高达2000~4000 mg/L的垃圾渗滤液,去除率可达到90%以上。吹脱法在低温时氨氮去除效率不高。 王有乐等[2]采用超声波吹脱技术对化肥厂高浓度氨氮废水(例如882 mg/L)进行了处理试验。最佳工艺条件为pH=11,超声吹脱时间为40 min,气水比为l000:1试验结果表明,废水采用超声波辐射以后,氨氮的吹脱效果明显增加,与传统吹脱技术相比,氨氮的去除率增加了17%~164%,在90%以上,吹脱后氨氮在100 mg/L以内。 为了以较低的代价将pH调节至碱性,需要向废水中投加一定量的氢氧化钙,但容易生水垢。同时,为了防止吹脱出的氨氮造成二次污染,需要在吹脱塔后设置氨氮吸收装置。 Izzet等[3]在处理经UASB预处理的垃圾渗滤液(2240 mg/L)时发现在pH=11.5,反应时间为24 h,仅以120 r/min的速度梯度进行机械搅拌,氨氮去除率便可达95%。而在pH=12时通过曝气脱氨氮,在第17小时pH开始下降,氨氮去除率仅为85%。据此认为,吹脱法脱氮的主要机理应该是机械搅拌而不是空气扩散搅拌。 1.2 沸石脱氨法 利用沸石中的阳离子与废水中的NH4+进行交换以达到脱氮的目的。沸石一般被用于处理低浓度含氨废水或含微量重金属的废水。然而,蒋建国等[4]探讨了沸石吸附法去除垃圾渗滤液中氨氮的效果及可行性。小试研究结果表明,每克沸石具有吸附15.5 mg氨氮的极限潜力,当沸石粒径为30~16目时,氨氮去除率达到了78.5%,且在吸附时间、投加量及沸石粒径相同的情况下,进水氨氮浓度越大,吸附速率越大,沸石作为吸附剂去除渗滤液中的氨氮是可行的。 Milan等[5]用沸石离子交换法处理经厌氧消化过的猪肥废水时发现Na-Zeo、Mg-Zeo、Ca-Zeo、k-Zeo 中Na-Zeo沸石效果最好,其次是Ca-Zeo。增加离子交换床的高度可以提高氨氮去除率,综合考虑经济原因和水力条件,床高18 cm(H/D=4),相对流量小于7.8BV/h是比较适合的尺寸。离子交换法受悬浮物浓度的影响较大。 应用沸石脱氨法必须考虑沸石的再生问题,通常有再生液法和焚烧法。采用焚烧法时,产生的氨气必须进行处理。 1.3 膜分离技术 利用膜的选择透过性进行氨氮脱除的一种方法。这种方法操作方便,氨氮回收率高,无二次污染。蒋展鹏等[6]采用电渗析法和聚丙烯(PP)中空纤维膜法处理高浓度氨氮无机废水可取得良好的效果。电渗析法处理氨氮废水2000~3000 mg/L,去除率可在85%以上,同时可获得8.9%的浓氨水。此法工艺流程简单、不消耗药剂、运行过程中消耗的电量与废水中氨氮浓度成正比。PP中空纤维膜法脱氨效率>90%,回收的硫酸铵浓度在25%左右。运行中需加碱,加碱量与废水中氨氮浓度成正比。 乳化液膜是种以乳液形式存在的液膜具有选择透过性,可用于液-液分离。分离过程通常是以乳化液膜
氨氮废水处理技术分析
氨氮废水处理技术分析 随着工农业生产的发展和人民生活水平的提高,含氮化合物的排放量急剧增加,已成为环境的主要污染源,并引起各界的关注。经济有效地控制氨氮废水污染已经成为当今环境工作者所面临的重大课题。 1氨氮废水的来源 含氮物质进入水环境的途径主要包括自然过程和人类活动两个方面。含氮物质进入水环境的自然来源和过程主要包括降水降尘、非市区径流和生物固氮等。 人类的活动也是水环境中氮的重要来源,主要包括未处理或处理过的城市生活和工业废水、各种浸滤液和地表径流等。 人工合成的化学肥料是水体中氮营养元素的主要来源,大量未被农作物利用的氮化合物绝大部分被农田排水和地表径流带入地下水和地表水中。 随着石油、化工、食品和制药等工业的发展,以及人民生活水平的不断提高,城市生活污水和垃圾渗滤液中氨氮的含量急剧上升。 近年来,随着经济的发展,越来越多含氮污染物的任意排放给环境造成了极大的危害。 氮在废水中以有机态氮、氨态氮(NH4+-N)、硝态氮(NO3--N)以及亚硝态氮(NO2--N)等多种形式存在,而氨态氮是最主要的存在形式之一。 废水中的氨氮是指以游离氨和离子铵形式存在的氮,主要来源于生活污水中含氮有机物的分解,焦化、合成氨等工业废水,以及农田排水等。氨氮污染源多,排放量大,并且排放的浓度变化大。 2氨氮废水的危害
水环境中存在过量的氨氮会造成多方面的有害影响: (1)由于NH4+-N的氧化,会造成水体中溶解氧浓度降低,导致水体发黑发臭,水质下降,对水生动植物的生存造成影响。在有利的环境条件下,废水中所含的有机氮将会转化成NH4+-N,NH4+-N是还原力最强的无机氮形态,会进一步转化成NO2--N和NO3--N。根据生化反应计量关系,1gNH4+-N氧化成NO2--N消耗氧气3.43 g,氧化成NO3--N耗氧4.57g。 (2)水中氮素含量太多会导致水体富营养化,进而造成一系列的严重后果。由于氮的存在,致使光合微生物(大多数为藻类)的数量增加,即水体发生富营养化现象,结果造成:堵塞滤池,造成滤池运转周期缩短,从而增加了水处理的费用;妨碍水上运动;藻类代谢的最终产物可产生引起有色度和味道的化合物;由于蓝-绿藻类产生的毒素,家畜损伤,鱼类死亡;由于藻类的腐烂,使水体中出现氧亏现象。 (3)水中的NO2--N和NO3--N对人和水生生物有较大的危害作用。长期饮用NO3--N含量超过10mg/L的水,会发生高铁血红蛋白症,当血液中高铁血红蛋白含量达到70mg/L,即发生窒息。水中的NO2--N和胺作用会生成亚硝胺,而亚硝胺是“三致”物质。 NH4+-N和氯反应会生成氯胺,氯胺的消毒作用比自由氯小,因此当有NH4+-N 存在时,水处理厂将需要更大的加氯量,从而增加处理成本。近年来,含氨氮废水随意排放造成的人畜饮水困难甚至中毒事件时有发生,我国长江、淮河、钱塘江、四川沱江等流域都有过相关报道,相应地区曾出现过诸如蓝藻污染导致数百万居民生活饮水困难,以及相关水域受到了“牵连”等重大事件,因此去除废水中的氨氮已成为环境工作者研究的热点之一。
氨氮废水常用处理方法
氨氮废水常用处理方法 过量氨氮排入水体将导致水体富营养化,降低水体观赏价值,并且被氧化生成的硝酸盐和亚硝酸盐还会影响水生生物甚至人类的健康。因此,废水脱氮处理受到人们的广泛关注。目前,主要的脱氮方法有生物硝化反硝化、折点加氯、气提吹脱和离子交换法等。消化污泥脱水液、垃圾渗滤液、催化剂生产厂废水、肉类加工废水和合成氨化工废水等含有极高浓度的氨氮(500 mg/L以上,甚至达到几千mg/L),以上方法会由于游离氨氮的生物抑制作用或者成本等原因而使其应用受到限制。高浓度氨氮废水的处理方法可以分为物化法、生化联合法和新型生物脱氮法。 1 物化法 1.1 吹脱法 在碱性条件下,利用氨氮的气相浓度和液相浓度之间的气液平衡关系进行分离的一种方法。一般认为吹脱效率与温度、pH、气液比有关。 王文斌等[1]对吹脱法去除垃圾渗滤液中的氨氮进行了研究,控制吹脱效率高低的关键因素是温度、气液比和pH。在水温大于25 ℃,气液比控制在3500左右,渗滤液pH控制在10.5左右,对于氨氮浓度高达2000~4000 mg/L的垃圾渗滤液,去除率可达到90%以上。吹脱法在低温时氨氮去除效率不高。 采用超声波吹脱技术对化肥厂高浓度氨氮废水(例如882 mg/L)进行了处理试验。最佳工艺条件为pH=11,超声吹脱时间为40 min,气水比为l000:1试验结果表明,废水采用超声波辐射以后,氨氮的吹脱效果明显增加,与传统吹脱技术相比,氨氮的去除率增加了17%~164%,在90%以上,吹脱后氨氮在100 mg/L以内。 为了以较低的代价将pH调节至碱性,需要向废水中投加一定量的氢氧化钙,但容易生水垢。同时,为了防止吹脱出的氨氮造成二次污染,需要在吹脱塔后设置氨氮吸收装置。在处理经UASB预处理的垃圾渗滤液(2240 mg/L)时发现在pH=11.5,反应时间为24 h,仅以120 r/min的速度梯度进行机械搅拌,氨氮去除率便可达95%。而在pH=12时通过曝气脱氨氮,在第17小时pH开始下降,氨氮去除率仅为85%。据此认为,吹脱法脱氮的主要机理应该是机械搅拌而不是空气扩散搅拌。 1.2 沸石脱氨法 利用沸石中的阳离子与废水中的NH4+进行交换以达到脱氮的目的。沸石一般被用于处理低浓度含氨废水或含微量重金属的废水。然而,蒋建国等[4]探讨了沸石吸附法去除垃圾渗滤液中氨氮的效果及可行性。小试研究结果表明,每克沸石具有吸附15.5 mg氨氮的极限潜力,当沸石粒径为30~16目时,氨氮去除率达到了78.5%,且在吸附时间、投加量及沸石粒径相同的情况下,进水氨氮浓度越大,吸附速率越大,沸石作为吸附剂去除渗滤液中的氨氮是可行的。 用沸石离子交换法处理经厌氧消化过的猪肥废水时发现Na-Zeo、Mg-Zeo、Ca-Zeo、k-Zeo 中Na-Zeo沸石效果最好,其次是Ca-Zeo。增加离子交换床的高度可以提高氨氮去除率,综合考虑经济原因和水力条件,床高18 cm(H/D=4),相对流量小于7.8BV/h是比较适合的尺寸。离子交换法受悬浮物浓度的影响较大。 应用沸石脱氨法必须考虑沸石的再生问题,通常有再生液法和焚烧法。采用焚烧法时,产生的氨气必须进行处理。 1.3 膜分离技术 利用膜的选择透过性进行氨氮脱除的一种方法。这种方法操作方便,氨氮回收率高,无二次污染。蒋展鹏等[6]采用电渗析法和聚丙烯(PP)中空纤维膜法处理高浓度氨氮无机废水可