《车工》教案项目16车多线螺纹
模块三车削中级工技能训练
本项目参考节数:8节
课题项目16 车多线螺纹
参考资料教材、教参《车工工艺与技能训练》教学配套课件教学方法学生讨论,示范,讲解与展示授课节数2节
知识与技能目标1.了解多线螺纹的概念与标注2.掌握多线螺纹的分线方法3.学会车多线螺纹
知识连接1. 多线螺纹的概念、参数与代号2.多线螺纹的分线方法
3.多线螺纹的车削方法
4.车多线螺纹的注意事项
学习重点1. 多线螺纹的分线方法2.多线螺纹的车削方法3.车多线螺纹的注意事项
实施建议
1.展示单线和多线螺杆实物,如图16-1所示。播放车多线螺纹的视频。让学生去实习车间观看车多线螺纹。以加深学生对多线螺纹的理解,增强感性认识
2.从教材图16-1和多线螺纹的应用开始讲起,用自制模型(可用多根φ5mm×200mm不同颜色的线绳缠绕在一根φ40mm×200mm的轴上,如教材图16-1a所示)演示,见下图。由此导引到多线螺纹,并开始讲授新课
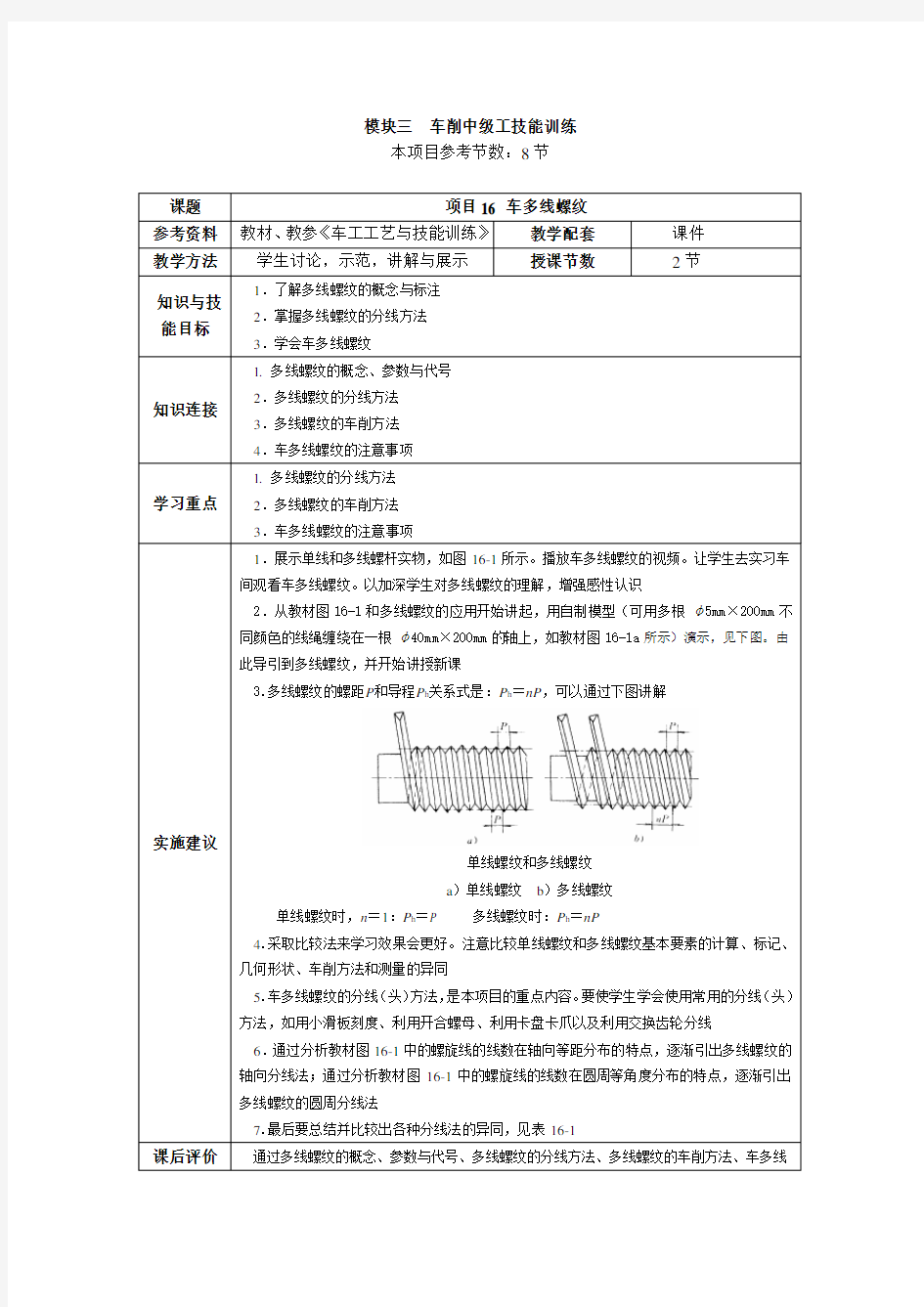
3.多线螺纹的螺距P和导程P h关系式是:P h=nP,可以通过下图讲解
单线螺纹和多线螺纹
a)单线螺纹b)多线螺纹
单线螺纹时,n=1:P h=P 多线螺纹时:P h=nP
4.采取比较法来学习效果会更好。注意比较单线螺纹和多线螺纹基本要素的计算、标记、几何形状、车削方法和测量的异同
5.车多线螺纹的分线(头)方法,是本项目的重点内容。要使学生学会使用常用的分线(头)方法,如用小滑板刻度、利用开合螺母、利用卡盘卡爪以及利用交换齿轮分线
6.通过分析教材图16-1中的螺旋线的线数在轴向等距分布的特点,逐渐引出多线螺纹的轴向分线法;通过分析教材图16-1中的螺旋线的线数在圆周等角度分布的特点,逐渐引出多线螺纹的圆周分线法
7.最后要总结并比较出各种分线法的异同,见表16-1
课后评价通过多线螺纹的概念、参数与代号、多线螺纹的分线方法、多线螺纹的车削方法、车多线
【组织教学】
检查学生出勤,作好学生考勤记录。 强调课堂纪律,活跃课堂气氛。 强调实习纪律,做好安全文明生产。 【复习巩固】
1.复习 上次课主要学习了蜗杆车刀的几何角度和刃磨要求、车刀的检验、刃磨蜗杆车刀的注意事项、蜗杆的分类、蜗杆主要参数的名称、符号及计算、蜗杆的齿形、蜗杆车刀和工件的装夹、蜗杆的车削和测量方法。
播放了车削蜗杆的视频。同学们也进行了相应的练习。通过讲解和演示及练习,使学生进一步增强对重点内容的认识和理解。更加深了对车蜗杆的感性认识。
2.提问
1)如何选择蜗杆粗、精车刀的几何角度?
2)蜗杆齿形分类及各自的特点是什么? 3)如何正确安装蜗杆车刀?
3.作业讲评
作业完成情况统计表
【课题导入】
展示单线和多线螺杆实物,如图16-1所示。播放车多线螺纹的视频。让学生去实习车间观看车多线螺纹。以加深学生对多线螺纹的理解,增强感性认识。
从教材图16-1和多线螺纹的应用开始讲起,用自制模型(可用多根φ5mm ×200mm 不同颜色的线绳缠绕在一根φ40mm ×200mm 的轴上,如教材图16-1a 所示)演示,见下图。由此导引到多线螺纹,并开始讲授新课
a) 单线蜗杆b)多线螺纹
c)双线螺纹d)双线和三线螺杆
图16-1
【讲授新课】(2课时)项目16 车多线螺纹
一、多线螺纹的概念、参数与代号
1.多线螺纹的概念
2.多线螺纹的导程
3.多线螺纹的代号
二、多线螺纹的分线方法
1.轴向分线法
2.圆周分线法
三、多线螺纹的车削方法
四、车多线螺纹的注意事项
【技能训练】(6小时)
一、目标任务
1.了解多线螺纹的概念与标注。
2.掌握多线螺纹的分线方法。
3.学会车多线螺纹。
二、示范操作
多线螺纹的分线方法、多线螺纹的车削方法和车多线螺纹的注意事项。
三、分组练习(见附表)
按课题小组轮流练习,完成本次课的训练任务。
四、巡回指导
1.身体不准靠近旋转表面,严格通电,确保设备和人身安全。
2.多线螺纹的分线技巧。
3.多线螺纹的车削方法。
4.检测多线螺纹的方法。
5.正确使用游标卡尺、钢针、公法线千分尺、角度样板和万能角度尺等量具。
6.分析车多线螺纹出现的问题,并及时纠正。强调注意事项。
【课题总结】
本次课主要学习了多线螺纹的概念、参数与代号、多线螺纹的分线方法、多线螺纹的车削方法和车多线螺纹的注意事项。
播放了车多线螺纹的视频。同学们也进行了相应的练习。通过讲解和演示及练习,使学生进一步增强对重点内容的认识和理解。更加深了对车多线螺纹的感性认识。进而激发学生练习的浓厚兴趣。希望同学们多动手、多练习,以提高车多线螺纹的熟练程度。
总结并比较各种分线法的异同,见表16-1。
表16-1多线螺纹的分线方法
【布置作业】
1.多线螺纹的螺距和导程之间有何关系?
2.多线螺纹轴向分线法的分线原理是什么?
3.常用的圆周分线法有哪几种?
4.简述多线螺纹的加工过程。
5.车双线梯形螺纹,如教材图16-6所示。零件材料为45钢,毛坯规格为φ45mm×100mm。
【补充材料】
1.小滑板导轨的校正
用小滑板刻度分线、用百分表和量块分线这两种分线方法之前,必须对小滑板导轨与床身导轨的平行度进行校正,否则易造成螺纹半角误差及中径误差。
校正方法是:利用已车好的螺纹外圆(其锥度应在0.02/100范围以内)校正小滑板有效行程对床身导轨的平行度误差,先将百分表表架装夹在刀架上,使百分表测量头在水平方向与工件外圆接触,手摇小滑板误差不超过0.02/100。
2.计算小滑板刻度格数
小滑板移动的距离,可利用小滑板刻度控制,其刻度转过的格数K 可用下式计算:
K =
a
P 或 a
p K x
= 式中 P ——螺纹螺距(mm );
a ——小滑板刻度盘每格的移动距离(mm ); p x ——轴向齿距(mm )。
例1 车削Tr40×14(P7)的多线螺纹,车床小滑板刻度盘每格为0.05mm ,求分线时小滑板刻度盘应转过的格数。
解:已知P =7mm ,a =0.05mm
根据公式,分头时小滑板刻度盘应转过的格数K :
K =
a P
=05
.07=140格 例2 车削轴向模数m x =1mm 双头蜗杆。如果车床小滑板刻度每格为0.05mm ,求分头时小滑板应转过的格数。
解:轴向齿距p x =πm x =3.1416×1=3.1416mm 根据公式,分头时小滑板刻度盘应转过的格数K :
a p K x =
=05
.01416
.3=62.83格 利用小滑板刻度分线比较简便,不需其他辅助工具;但是从上述例子可看出,小滑板要控制62.83格是较困难的,不容易达到很高分线(分头)精度。一般用于单件、小批量多线螺纹的粗车。
3.注意“一装、二挂、三调、四查”
用小滑板刻度分线车削多线螺纹时,应注意的问题:
一装:装螺纹车刀时,不仅要求刀尖与工件轴线等高,还需用螺纹样板或万能角度尺校正车刀刀尖角,以防左右偏斜。
二挂:须按螺纹导程计算并更换交换挂轮。
三调:调整好车螺纹时床鞍、中、小滑板的间隙,并移动小滑板手柄,消除对“0”位的间隙。
四查:检查小滑板行程能否满足分线需要,若不能满足分线要求,应当采用其他分线方法分线。
4.车削多线螺纹采用左、右切削法进刀,要注意手柄的旋转方向和牙型侧面的车削顺序,操作中应做到三定:定侧面、定刻度、定深度。
5.造成多线螺纹分线不准确的主要原因
(1)小滑板移动距离不准确;百分表测量杆未与工件轴线平行。 (2)车刀修磨后,未经检查对刀或任意进给,致使轴向位置变动。 (3)工件未夹紧。 6.多线螺纹公差
多线螺纹的大径公差和小径公差与单线螺纹相同。多线螺纹的中径公差是在单线螺纹中径公差的基础上按线数不同分别乘一系数而得。各种不同线数的系数,见表16-2。
表16-2多线螺纹中径公差系数表
线数 2 3 4 5
系数 1.12 1.25 1.4 1.6
7.如何解决三针测量螺纹中径的测量难问题
1)用固定量针的夹板
为了测量方便,可把三个量针(1,2,7)分别装嵌在两端有塑料(或皮革)制成的可浮动的夹板3,6中,再把千分尺8的固定测砧和测微螺杆穿过夹板的孔4,5用量针测量,见图16-2。
图16-2 三针测量时固定量针的夹板和测量方法
a)固定量针的夹板b)测量方法
1,2,7-量针3,6-夹板4,5-孔8-千分尺
2)用公法线千分尺
对于螺距或导程较大的螺纹2,三针测量时,千分尺的测微螺杆不能同时跨住两根量针4,5时,测量无法进行。这时可在千分尺和测量杆之间,垫进一块量块。在计算M值时,必须注意减去量块厚度的尺寸。
也可用公法线千分尺3进行测量,测量难问题便迎刃而解,见图16-3。
图16-3 用公法线千分尺的三针测量
a)公法线千分尺b)测量方法
1,4,5-量针2-螺纹3-公法线千分尺
8.交换齿轮的计算及乱牙的预防
1)交换齿轮的计算
图16-4 无进给箱车床车螺纹的传动示意图
图16-4是无进给箱车床车螺纹的传动示意图,主轴的旋转运动是通过三星齿轮和交换齿轮z 1,z 2,z 3,z 4传给丝杠的。由于主轴上的齿轮和三星齿轮的齿数固定不变,所以主轴与丝杠之间的传动比是依靠交换齿轮来调整的。
车床上三星齿轮的作用是用来改变丝杠的旋转方向,以便车削右旋或左旋螺纹。 车螺纹时,当工件转一转,车刀必须移动一个工件螺距P 工。因为工件螺距是根据加工需要经常改变的,而车床丝杠螺距P 丝是固定不变的。这就需要更换交换齿轮来达到所需要的工件螺距。
图16-5 传动比大小与螺距的关系
从图16-5中可以看出,车刀移动的距离等于丝杠的转数n 丝与丝杠螺距P 丝的乘积,也等于工件转数n 工与工件螺距P 工的乘积,即
n 工P 工=n 丝P 丝
丝
工
工丝P P n n = n 丝/n 工称为传动比i 。由2
1
z z n n i ==
工丝,可得交换齿轮计算公式,即 21
z z P P n n i ===
丝工工丝 或 4
3
21z z z z P P i ?==丝工 式中n 工——工件转数(r );
n 丝——丝杠转数(r ); P 工——工件螺距(mm ); P 丝——丝杠螺距(mm ); z 1,z 3——主动轮齿数; z 2,z 4——从动轮齿数。
根据上述公式,就可以计算出需要的交换齿轮。无进给箱的车床,为了适应车削各种不同螺距的需要,一般备有如表16-3中所列的交换齿轮齿数。
表16-3 无进给箱车床备有的交换齿轮齿数 20 25 30 35 40 45 (47) 50 55 60 65 70 (71) 75 80 85 90 95 (97)
100
105
110
115
120
127
注:括号内的齿数有时不备。 2)交换齿轮啮合规则
计算交换齿轮时,有时用一对齿轮就可以了,即2
1z z i =,我们把这种交换齿轮称为单式
(图16-6a )。这时,在z 1和z 2之间,一般都要加一个中间轮,以便把z 1的运动传至z 2。中间轮的大小对传动比无影响,其齿数可根据z 1与z 2之间的距离大小进行选择。为了减少传动误差,应尽可能选用单式。
图16-6 单式和复式交换齿轮
a )单式
b )复式
交换齿轮计算中,如无法使用单式时,可改用两对齿轮(图16-6b ),我们把这种交换齿轮称为复式,即4
3
21z z z z i ?=
。
图16-7 交换齿轮不符合啮合规则
a )z 3太大
b )z 2太大
计算出的复式交换齿轮,不一定都能安装在齿轮架上,有时其中一个交换齿轮会顶住
另一个交换齿轮的心轴,使交换齿轮之间无法啮合(图16-7)。为了避免上述现象,复式交换齿轮必须符合下列啮合规则:
z 1+z 2>z 3+15 z 3+z 4>z 2+15
在图16-7a 中
4321z z z z i ?=
=105
85
4025? z 1+z 2≯z 3+15
在图16-7b 中
4321z z z z i ?=
=40
2011085? z 3+z 4≯z 2+15
以上两组交换齿轮都不符合啮合规则。
当交换齿轮不符合啮合规则时,可在不改变总的传动比的前提下,改变分子和分母的数值或相互交换位置。如图16-7a 所示的交换齿轮,根据交换齿轮啮合规则,将速比改用i=
105
85
8050?
,就能符合啮合规则。 在计算交换齿轮时还必须注意,在某些车床上,交换齿轮架的上轴(即z 1的心轴)与主轴
的距离较近,如z 1选用过大时,会与主轴相碰而难以安装,所以z 1一般不应大于80齿。
3)乱牙盘(或乱扣盘)
车螺纹和蜗杆时,当丝杠转过一转时,工件转了整数转,车刀就能进入前一次进给车出的螺旋槽内,不会产生乱牙。当丝杠转n 转时,刀尖落到第一刀的螺纹槽里而不乱牙。这就告诉我们,只要把丝杠的转数记下来,掌握它的转数按下开合螺母就不会乱牙了。如何记录丝杠的转数?一般可以采用乱牙盘。
乱牙盘的使用范围是有限的,例如车乱牙数很大的螺纹时,就有困难了,这时也可以采用开倒顺车的方法来解决。
4)车乱牙螺纹应注意问题及解决方法
采用乱牙盘车螺纹时,有时也会乱牙,这种乱牙是由于开合螺母没有压到底,因此在调整开合螺母或操作时注意按闸。
另外,采用倒顺车时,换向不能过快,否则车床将受到瞬时冲击,容易损坏,而且卡盘和工件也可能走动,因此在卡盘上必须装有保险装置,防止发生事故。在开始车削时,应注意床鞍与尾座之间留有一定的空间距离,以避免退刀时床鞍与尾座相撞。