铁芯制造工艺
定子铁心制造控制办法
Y2、Y3系列三相异步电动机的定子铁心为外压装结构。一定数量的定子冲片和两端的定子压圈经装压后用扣片扣紧成一个整体。
冲制定子、转子冲片用电工硅钢片,一般采用厚度为的热轧或冷轧硅钢板或卷料,冷轧硅钢片以其优良的电磁性能和机械性能将逐渐取代热轧硅钢板。在装有自动进料装置的高速冲床上加工冲片时,都采用卷料,其余则采用板料或由板料剪裁成一定尺寸的条料。条料用龙门剪床或滚动剪床进行裁剪。
冲制冲片时,要合理地排样和选择适当的冲制余量,以提高材料的利用率。
定子、转子铁心是由定、转子冲片压装而成的,因此,冲片质量主要根据铁心的技术要求确定,有以下几点:
(1)定子冲片内、外圆和转子冲片的轴孔尺寸为8级精度,定子冲片外圆对内圆的同轴度为8级。(精度等级越高,尺寸公差范围就越小,具体见冲片图纸要求)。
(2)定子冲片槽形尺寸为10级精度,槽形沿圆周应均匀分布。(3)冲片断面上的毛刺应小于,复式冲槽的冲片个别部位毛刺允许为。
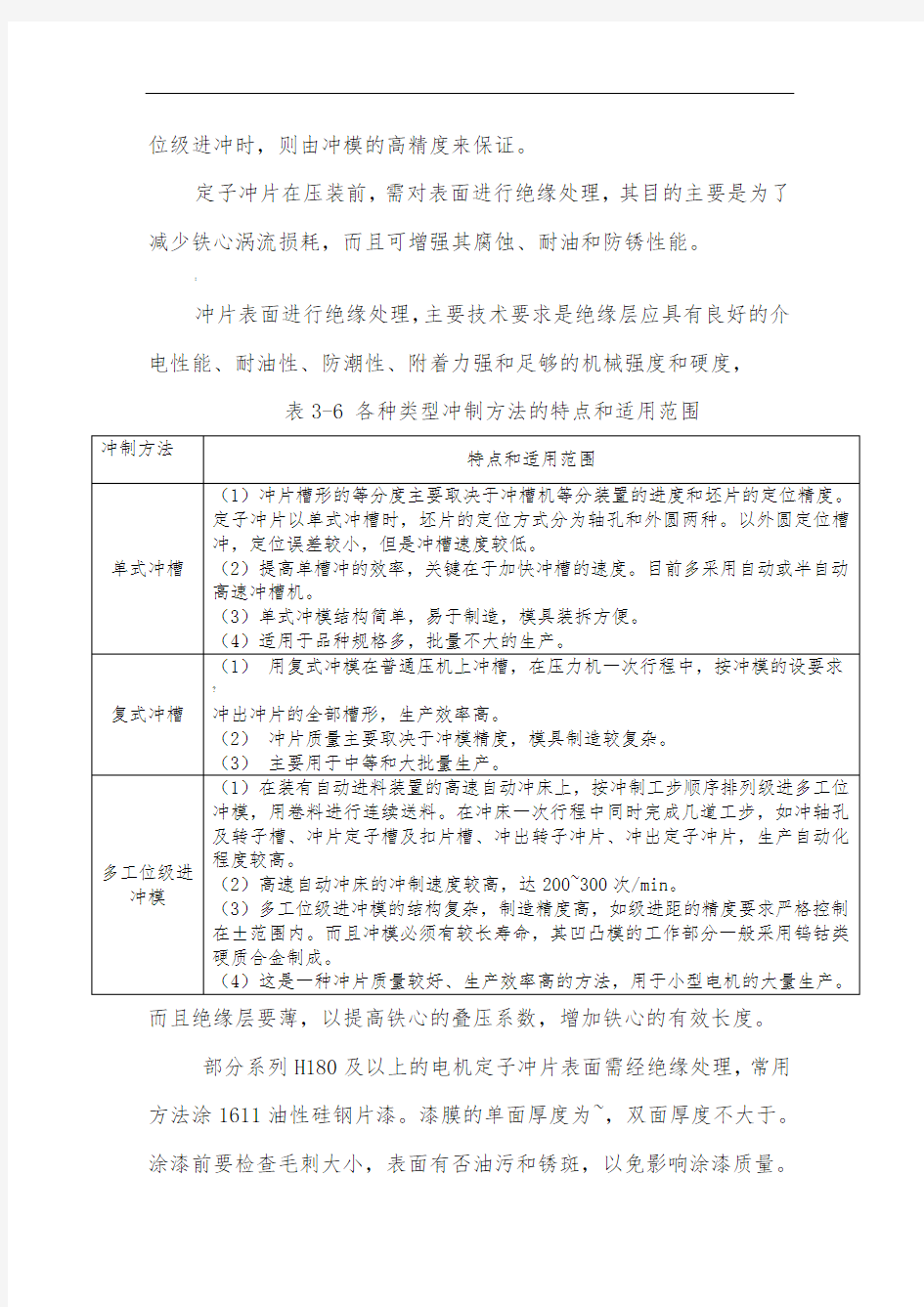
定子、转子冲片的冲制方法有单式槽、复式冲槽和多工位级进冲制等。此三种冲制方法的特点和适用范围见表3-6.
定子、转子冲片制造方法很多,但都要保证冲片内、外圆同轴度得精度。采用单式冲槽、复式冲槽时,冲片内外圆要一次冲成。多工
位级进冲时,则由冲模的高精度来保证。
定子冲片在压装前,需对表面进行绝缘处理,其目的主要是为了减少铁心涡流损耗,而且可增强其腐蚀、耐油和防锈性能。
:
冲片表面进行绝缘处理,主要技术要求是绝缘层应具有良好的介电性能、耐油性、防潮性、附着力强和足够的机械强度和硬度,
表3-6 各种类型冲制方法的特点和适用范围
而且绝缘层要薄,以提高铁心的叠压系数,增加铁心的有效长度。
部分系列H180及以上的电机定子冲片表面需经绝缘处理,常用方法涂1611油性硅钢片漆。漆膜的单面厚度为~,双面厚度不大于。涂漆前要检查毛刺大小,表面有否油污和锈斑,以免影响涂漆质量。
冲片在专用设备(如三段式涂漆机)上连续进行涂漆和干燥。涂漆设备由涂漆机构(包括涂漆滚筒和贮漆器等)、传送带和通风装置等组成。
/
涂漆时要按照漆的粘度和固体含量以及每次涂漆层厚度,调节漆的粘度和控制好滚筒的压力。涂漆分两次进行,以使漆膜均匀。
漆膜的干燥过程是一个重要的阶段。干燥炉设有溶剂挥发区、漆膜固化区和空冷区等几部分。炉内温度分布、温度的升降坡度等均应严格控制,且需调节好传送带的温度,是漆膜得到必要的干燥时间。在涂漆过程中注意劳动保护。
在小型电机生产中,对冲片表面进行氧化处理也是一种常用的绝缘处理方法。氧化处理生产的氧化膜具有良好的绝缘性能,两面总厚度在以内。它的导热性能较好,有利于铁心的轴向导热。经热处理后冲片毛刺受涨缩而脱落,提高了铁心质量.氧化处理是把冲片加热到一定温度时再通入氧化剂,经一定时间的加热氧化,使冲片表面形成一层由Fe3O4和Fe2O3组成的氧化膜.
氧化处理规范为:将冲片置于氧化炉内,当炉温升到350℃左右开始送氧化剂(通常为空气和水蒸气混合物),压力为经30~40/min 后增压到.待炉温升到 550~580℃保温3~4h。在箱式电炉中氧化处理,应注意使堆置于炉中的冲片能均匀受热和得到充分的氧化剂。
冲片表面绝缘处理后应进行以下质量检查:
(1)外观检查经氧化处理后的冲片表面应附有一层红棕色或深蓝色的氧化膜.表面涂1611漆时,涂一次漆的冲片,表面呈淡
褐色并有光泽;涂两次漆的冲片,表面呈褐色并有光泽。漆膜应均匀,不允许有明显的气孔,漆瘤和皱皮出现。
(2)绝缘层厚度测量分为单片和多片测量.在单片测量时,用千分表测量数点,待绝缘处理后在相应部位重复测量绝缘厚度.
在多片测量时,取10X10cm的试片20片,在未处理前用 Pa压力后测量其叠压的总厚度,绝缘处理后在相同的压力下再测量其叠加的总厚度,则可计算出绝缘的平均厚度.
(3)绝缘电阻测量取10X10cm的试片20片,在施加 Pa压力下,用伏安法测量其绝缘电阻.试验时电流一般应小于100mA.按此方法测量,异步电动机的定子,转子冲片的绝缘电阻允许值:定子冲片为40ΩC㎡片,转子冲片为20ΩC㎡片。
目前我们使用的冲片,表面都已经形成一层很薄的氧化膜,所以在冲压过程中尽量不要破坏或磨损表面。(所以要求冲压要注意控制毛刺,不要打磨毛刺,以免损坏表面氧化绝缘层)。
定子冲片表面绝缘处理后便可进行铁心压装.定子铁心压装工艺有内压装和外压装两种.所谓内压装工艺是直接在电机机座内将定子冲片压装好.外压装工艺则是先将定子冲片压装成定子铁心,待嵌线和绝缘处理完成后再将其压入电机机座内。我们的电动机定子铁心采用外压装工艺。压装时以冲片内圆为基准进行装压,再用扣片扣紧使定子铁心成为一个坚实的整体。
定子铁心压装技术要求是:
~
(1)冲片间保持一定的压力,一般为~105Pa。
(2)铁心内外圆和槽形表面整齐,齿部弹开度公差符合表1规定
要求。
(3)铁心的重量和长度符合规定要求。
(4)定子铁芯在扣压后,在搬运过程中注意磕碰,防止变形受损。
(5)表1
单位:mm
{
铁心压装是除了要保证重量和紧密度外,同时还要使长度符合公差规定的要求。铁心的重量是电机设计时决定磁密的依据,而压力则是保证铁心具有紧密度得必要手段。压力、重量和长度三个量通是通过压装系数联系在一起的。对于热轧硅钢片,冲片的压装系数为;对于冷轧硅钢片,压装系数可达到,这是冲片表面质量的指标。
铁心压装在油压机或铁心压装专用设备上进行。为保证铁心压装质量,需采用专用的压装模具(包括上、下压胎,心轴,涨胎,槽样棒等)。压装时,可采用定量压装或定压压装,但都必须保证铁心的重量和长度符合规定要求。为了使铁心的重量、长度和片间压力保持稳定关系,除了要控制装配质量以外,更重要的是严格控制冲片质量,如绝缘层厚度、冲片厚薄均匀、表面质量和毛刺大小等。对于小电机的外压装铁心,在决定压装压力时,要考虑到铁心搬运中可能产生松
动,压力取为~。
在冲片质量符合要求的情况下,压装模具的结构和精度对铁心压装质量影响很大,定子压装铁心时,以冲片内圆为基准,采用涨胎工具使铁心内、外圆涨齐,同时用多根槽样棒插入定子槽内,以保持槽形整齐。槽样棒一般较冲片槽形的名义尺寸小。涨胎外圆公差为k5.压装模具的表面均需经淬硬后磨成。
定子在入库前应做好相关检验。检验项目一般有以下要求。
定子铁芯质量一般要求:
1、铁心长应在靠近扣片处测量;保证图纸要求。
2、铁心齿部弹开后的长度应不超过相应范围;
3、铁心叠压后的槽形尺寸,可较冲片槽形小;
4、铁心应不磨不锉,但槽口如有毛刺影响嵌线时,允许锉去。
5、内外圆要求整齐,要求外圆尺寸不应大于相应图纸要求。
6、两端面与内孔必须垂直,不得歪斜,测量办法可用90°纸张圈绕测量办法,错开一般不大于3mm。