PLC程序设计训练
程序设计训练
实验九电机控制
一、实验目的:
用PLC控制电机正反转
二、验器材:
1、PLC--Ⅲ型可编程控制实验台
2、PLC—电机正反转及制动模块
3、编程器
4、实验导线
三、模块I/O说明:
输出控制:KM1—电机正转,KM2—电机反转,KMZ—电机制动
四、控制要求:
按下启动开关SB1,KM1接通,电机运行;按下停止开关,电机停止运行。
五、I/O分配:
输入输出
SB1 X004 KM1 Y000
SB2 X005
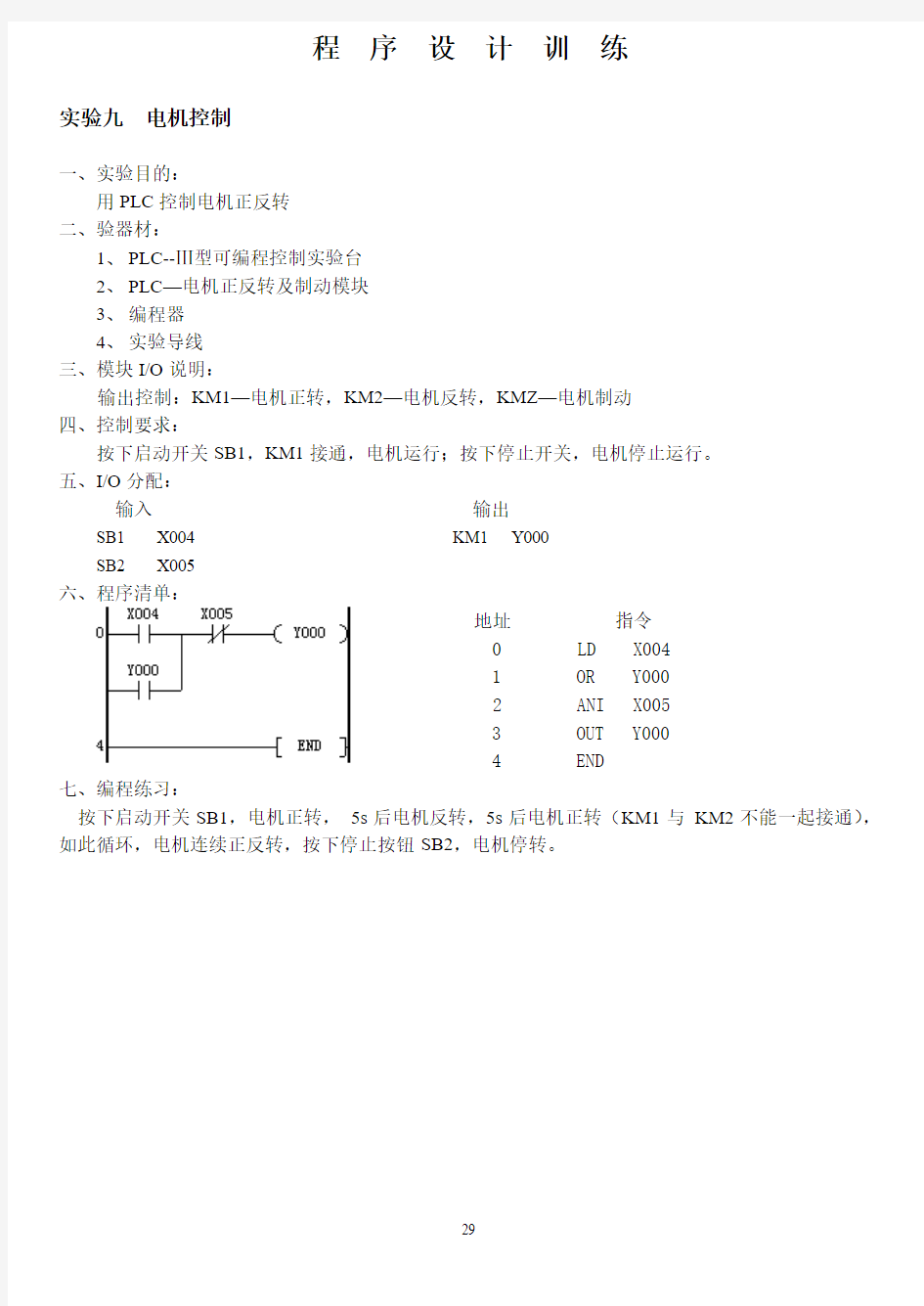
六、程序清单:
地址指令
0 LD X004
1 OR Y000
2 ANI X005
3 OUT Y000
4 END
七、编程练习:
按下启动开关SB1,电机正转,5s后电机反转,5s后电机正转(KM1与KM2不能一起接通),如此循环,电机连续正反转,按下停止按钮SB2,电机停转。
实验十加工中心刀具库选刀控制
一、实验目的:
用PLC构成加工中心刀具库选刀自动控制系统。
二、实验器材:
1、PLC―Ⅲ型可编程序控制实验台
2、PLC--回转刀盘模块
3、编程器
4、实验导线
三、模块I/O说明;
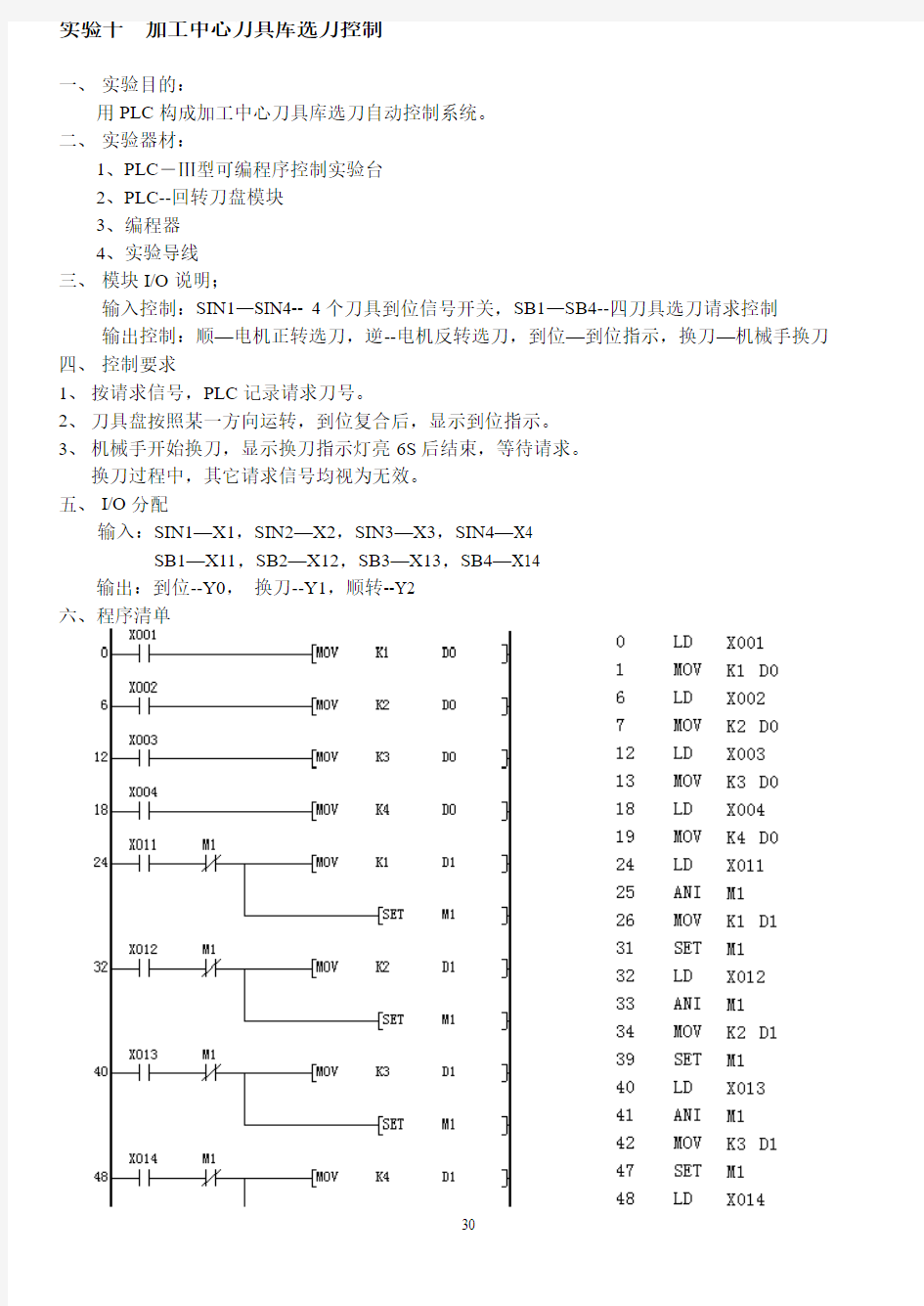
输入控制:SIN1—SIN4-- 4个刀具到位信号开关,SB1—SB4--四刀具选刀请求控制
输出控制:顺—电机正转选刀,逆--电机反转选刀,到位—到位指示,换刀—机械手换刀
四、控制要求
1、按请求信号,PLC记录请求刀号。
2、刀具盘按照某一方向运转,到位复合后,显示到位指示。
3、机械手开始换刀,显示换刀指示灯亮6S后结束,等待请求。
换刀过程中,其它请求信号均视为无效。
五、I/O分配
输入:SIN1—X1,SIN2—X2,SIN3—X3,SIN4—X4
SB1—X11,SB2—X12,SB3—X13,SB4—X14
输出:到位--Y0,换刀--Y1,顺转--Y2
六、程序清单
七、编程练习
1、 按上述控制要求,选刀后选择最近途径转动(顺/逆)。
2、到位显示等亮1S ,换刀灯再亮5S 后方可进入下一循环。
实验十一电机正反转及能耗制动
一、实验目的:
用PLC构成电机正反转及制动自动控制。
二、实验器材:
1、PLC―Ⅲ型可编程序控制台
2、PLC―电机正反转及制动
3、编程器
4、实验导线
三、模块I/O说明:
输出控制:KM1—电机正转,KM2—电机反转,KMZ—电机制动
四、控制要求
1、按正转按钮,KM1闭合,电机正转。
2、按反转按钮,KM2闭合,电机反转。
3、按停止按钮,KMZ闭合,电机断电,延时十秒,KMZ断开,观察停止时间。
五、I/O分配
输入:停止--X004,正转启动按钮--X005,反转启动按钮--X006
输出:KM1--Y1,KM2--Y2,KMZ--Y0
六、程序清单:
地址指令
七、编程练习
要求:电机正转100S后停止10S,其中包括能耗制动再反转
100S后停止10S,并能自动循环。
实验十二八段码显示
一、实验目的:
用PLC构成抢答器系统并编制控制程序。
二、实验器材:
1、PLC―Ⅲ型可编程序控制实验台
2、PLC—八段码显示模块
3、编程器
4、实验导线
三、模块I/O说明:
输出控制:a__h—八段码各段显示,1、2—时钟点显示
四、控制要求:
组成一个四组抢答器,任一组抢先按下后,显示器能显示组编号并使蜂鸣器发出响声,锁住抢答器,其他组抢答无效,抢答器设有复位开关,复位后可重新抢答。
五、I/O分配:
输入输出
按键 1 X004 铃HA Y000
按键 2 X005 a1 Y001
按键 3 X006 b1 Y002
按键 4 X007 c1 Y003
复位开关 X024 d1 Y004
e1 Y005
f1 Y006
g1 Y007
六、程序清单
七、编程练习
设计五组抢答器的程序(控制要求同四组抢答器)
程序有以下控制要求,在1分钟内,PLC自动判断,以大为优,首先先按键有效,在按键若键号大于此键号有效,若小于,则原键号不变超过1分钟,则不管键号多大,皆无效。复位键按下后,重新开始,显示器显示清零
实验十三交通灯信号控制
一、实验目的:
用PLC控制交通灯
二、实验器材:
1、PLC―Ⅲ型可编程序控制实验台
2、PLC—交通灯信号控制模块
3、编程器
4、实验导线
三、模块I/O说明:
输入控制:S1、S2、S3—手动控制输入
输出控制:绿、黄、红(东西)--东西方向的交通灯,绿、黄、红(南北)--南北方向的交通灯四、控制要求:
自动开关S1合上以后,东西方向绿灯亮4s,闪2s灭;黄灯亮2s;红灯亮8s;绿灯亮2s…如此循环,对应东西方向绿黄红灯亮时,南北方向红灯亮8s,接着绿灯亮2s后,闪2s灭;黄灯亮2s 后,红灯又亮…如此循环。
五、I/O分配:
输入:S1-- X000
输出:南北红--Y000 东西红--Y010
黄--Y001 黄--Y011
绿--Y002 绿--Y012
六、程序清单:
七、编程练习
①基本控制同上,东西、南北绿灯亮的时间分别用拨码器来控制,绿灯闪、黄灯亮的时间不变,编程并运行。
②在①的基础上增加手动控制,手动开关1控制南北绿灯、东西红灯,手动开关2控制东西绿灯,南北红灯,编程并调试。
实验十四水塔水位自动控制
一、实验目的:
用PLC构成水塔水位自动控制系统。
二、实验器材:
1、PLC―Ⅲ型可编程序控制实验台
2、PLC--水塔水位控制模块
3、编程器
4、实验导线
三、模块I/O说明:
输入控制:S1—水塔高水位开关,S2--水塔低水位开关,S3--水池高水位开关,S4--水池低水位开关输出控制:M—水塔注水电机,Y--水池注水电机
四、控制要求:
当水池水位低于水池低水位(S4为ON表示)时,电磁阀Y打开,水池进水,当水位高于水池高水位界(S3为ON表示),电磁阀Y关闭,停止进水。
五、I/O分配
输入:S4--X002 ,S3--X003
输出:Y--Y001
六、程序清单:
地址指令
七、练习编程:
①在上述程序的基础上,当水塔水位低于水塔低水位界时,S2为ON,电机M运转,开始抽水。当S4为OFF时,当水塔水位高于水塔高水位界时,S1为ON,电机M停止。
②当水塔水位低于水塔低水位界时(S4为ON表示),电磁阀Y打开进水(Y为ON),定时器开始定时10s,10s后,如果S4仍为ON,那么指示灯L1闪烁,表示阀Y没有进水,出现故障,S3为OFF后,阀Y关闭(Y为OFF)。当S4为OFF时,且水塔水位低于水塔低水位界时,S2为ON,电机M运转抽水。当水塔水位高于水塔高水位界(S1为ON)时,电机M停止。
编制程序并上机调试运行
实验十五自动轧钢机控制
一、实验目的:
用PLC构成自动轧钢机系统
二、实验器材:
5、PLC--Ⅲ型可编程控制实验台
6、PLC—自动轧钢机模块
7、编程器
8、实验导线
三、模块I/O说明:
输入控制:S1--检测钢板信号开关A,S2--检测钢板信号开关B
输出控制:KM1—轧钢轮电机M1,KM2—传送带电机M2,KM5—压料电机M5,Y1、Y2、Y3--轧钢轮高度指示,KM3Z、KM3F--传送带电机M3正、反转,KM4Z、KM4F--传送带定位电机正、反转
四、控制要求:
当启动按钮按下,电机M1、M2运行,传送钢板,检测传送带上钢板的传感器S1有信号(S1为ON),表示有钢板,则电机M3正转,S1信号消失(S1为OFF),检测传送带上钢板到位后的传感器S2有信号(S2为ON)表示钢板到位,电磁阀Y2动作,电机反转,Y1给一向下压下量,S2信号消失,S2有信号,电机M3反转,S1的信号消失,重复直至Y1给出三个向下压下量后,若S2有信号,则停机,完成一次轧钢
五、I/O分配:
输入:启动开关--X004,传感器S1--X001,传感器S2--X002,
输出:KM1--Y000,KM2--Y001,KM3F--Y002,KM3Z—Y003,Y1--Y004,KM4Z—Y005 六、程序清单:(如下)
地址指令地址指令
七、编程练习:
在上面程序基础上,完成一次轧钢后,停机,以便取出成品,接着自动运行10s,并自动记录成品数
实验十六自动送料系统
一、实验目的:
用PLC构成自动送料装车控制系统
二、实验器材:
1、PLC―Ⅲ型可编程序控制实验台
2、PLC—自动控制送料模块
3、编程器
4、实验导线
三、模块I/O说明:
输入控制:S1—料斗高位信号,S2—运料车到位信号
输出控制:KM1、KM2、KM3—三级传送带电机,L1、L2—进车红、绿灯,K1、K2—料斗开关电磁阀(模拟),K3—料斗进料电磁阀(模拟)
四、控制要求:
按下启动按钮,绿灯L1亮,表示允许汽车开进装料,料斗K2,电机M1、M2、M3皆为OFF。当汽车来到时(用S2接近表示),L2亮,L1灭,M3运行,电机M2在M3通2s后运行,M1在M2通2s后运行,K2在M1通2s后打开出料,当料满后(用S2断开表示),料斗K2关闭,电机M1延时2s后关断,M2在M 1停2s后停止,M3在M 2停2s后停止,汽车开走,L1亮,L2灭,表示下辆汽车可以装料。
五、I/O分配:
输入:启动—X4,停止—X5,S2—X1
输出:K2--Y000,L2--Y002,L1--Y003,KM1--Y006, KM2--Y005,KM3--Y004
六、程序清单:
七、编程练习:
编写带车辆计数的自动送料装车系统的控制。初始状态与上面实验相同,当料不满时(S1为OFF ,灯灭),料斗开关K2关闭(K2为OFF )灯灭,不出料,进料开关K1打开(K1为ON )进料,否则不进料,当汽车来到时M3运行,电机M2在M3运行2s 后运行,M1在M2运行2s 后运行,K2在M1运行2s 后打开出料,当料满后(用S2断表示)电机M1延时2s 后关断,M2在M1停2s 后停止,M3在M2停2s 后停止,每日装车数自动统计。
实验十七多种液体混合
一、实验目的:
用PLC构成多种液体混合控制系统
二、实验器材:
1、PLC―Ⅲ型可编程序控制实验台
2、PLC--多液体混合模块
3、编程器
4、实验导线
三、模块I/O说明:
输入控制:L1、L2、L3—液面高度信号,T—温度传感信号
输出控制:Y1、Y2、Y3—三种液体输入电磁阀,Y4—容器输出电磁阀,M—搅拌电机
H—加热指示
四、控制要求:
初始容器是空的,Y1、Y2、Y4电磁阀和M搅拌机均为OFF,液面传感器L1、L2、L3为OFF,按下启动按钮,开始自动配料。
①电磁阀Y1开启后(Y1为ON),开始注入液体A升至液面高度为L2时(L2为ON)停止注入(Y1为OFF),同时开启液体B电磁阀Y2(Y2为ON),注入液体B,当液面升至L1时(L1为ON),停止注入(Y2为OFF)。
②停止注入液体B时,开启搅拌机M搅拌混合时间为10s。
③停止搅拌后放出混合液体(Y4为ON),至液体高度降为L3时(L3为ON),再经过5 s停止放出,(Y4为OFF)。当前自动配料完成后,回到初始状态。
五、I/O分配:
输入:启动按钮--X000,液面高度L1--X002,液面高度L2--X003,液面高度L3--X004
输出:电磁阀Y1--Y000,电磁阀Y2--Y002,电磁阀Y4--Y003,电机M--Y010
六、程序清单:
七、编程练习:
三种液体自动混合加热的控制程序,上机调
试并运行程序。
三种液体自动混合加热的控制的要求:初始时,容器是空
的,Y1、Y2、Y3、Y4电磁阀均为OFF,液面传感器L1、L2、L3均为OFF,搅拌机M为OFF,按下启动按钮,开始自动配料。
①Y1为ON,液体A注入容器,当液面达到L1时(L1为ON),使Y1为OFF,Y2为ON,即关闭Y1,打开Y2,液体B注入容器。当液面达到L3时(L3为ON),使Y2为OFF,Y3为ON,即关闭Y2,打开Y2,液体C注入容器。
②当液面达到L2时(L2为ON),Y3为OFF,M为ON,即关闭Y3,电动机开始搅拌。
③经10s搅匀后,M为OFF,停止搅拌,H为ON,加热器开始加热。
④当混合温度达到指定温度时,T为ON,H为OFF,停止加热,使电磁阀Y4为ON,开始放出混合液体。
⑤当液面下降到L4时(L4为ON),再经5s放完,Y4为OFF,开始下一周期。
实验十八礼花之光
一、实验目的:
用PLC构成闪光灯控制系统
二、实验器材:
1、PLC--Ⅲ型可编程控制实验台
2、PLC—礼花之光模块
3、编程器
4、实验导线
三、块I/O说明:
输出控制:L0~L20—分别为21个发光管
四、控制要求:
按下启动,21个发光管呈向外辐射状并循环,
即L0→L1、L2、L3、L4→L5、L6…L12→L13、L14…L20→L0。
五、I/O分配:
输入:启动--X000
输出: L0--Y000,L1—Y001,L2—Y002,L3—Y003,L4—Y004,L5—Y005,L6—Y006, L7—Y007,L8—Y10, L9—Y11, L10—Y12,L11—Y13,L12—Y14,L13—Y15, L14—Y16,L15—Y17,L16—Y20,L17—Y21,L18—Y22,L19—Y23,L20—Y24 六、程序清单:
七、编程练习:
①隔两个灯闪烁:L1、L4、L7、L10、L13、L16、L19亮1s后灭,接着L2、L5、L8、L11、L14、L17、L20亮1s后灭,接着L3、L6、L9、L12、L15、L18亮1s后灭,接着又L1、L4、L7、L10、L13、L16、L19亮1s后灭…如此循环。
②发射型闪烁:L1亮2s后灭,L1、L2、L3、L4亮2s后灭,L5、L6、L7、L8、L9、L10、L11、L12亮2s后灭,L13、L14、L15、L16、L17、L18、L19、L20亮2s后灭,接着L1亮2s后灭…如此循环。
③L1—L20同时亮1s后灭,L1—L20分别亮1s后灭,L1—L20又同时亮1s后灭,L20—L1分别亮1s后灭…如此循环。
编制并上机调试。
实验十九电梯控制
一、实验目的:
用PLC构成电梯自控系统
二、实验器材:
1、PLC--Ⅲ型可编程控制实验台
2、PLC—电梯控制模块
3、编程器
4、实验导线
三、模块I/O说明:
输入控制:S1、S2、S3—1、2、3层上升呼叫
S6、S5、S4—2、3、4层下降呼叫
SIN—顶层信号,SIN0—底层信号
SIN1…SIN4—一至四层信号
运行—运行信号
一层…四层—--呼叫一至四层信号
输出控制:R1、R2、R3—1、2、3层上升呼叫指示
R6、R5、R4—2、3、4层下降呼叫指示
L1…L4----一至四层选层指示
KM1—电梯电机正转(电梯上升)
KM2—电梯电机反转(电梯下降)
KMZ—电梯电机制动
四、控制要求:(运行前电梯停在一层)
1)电梯上升
①电梯停于某层,当有高于该层呼叫信号
时,电梯上升到呼叫层停止,例电梯停于2楼,4
楼呼叫,电梯上升到4楼停止。
②电梯停于某层,当有高于该层多个呼叫信号时,电梯先上升到低的呼叫层,停4s后继
续上升到高的呼叫层,最后停止在呼叫的最高层,例电梯停在1楼,2、3、4楼同时呼叫,电梯先上升到2楼,停4s后继续上升到3楼,停4s后上升到4楼停止。
2)电梯下降
①电梯停于某层,当有低于该层呼叫信号时,电梯下降到呼叫层停止,例电梯停于4楼,
1楼呼叫,电梯下降到1楼停止。
②电梯停于某层,当有低于该层多个呼叫信号时,电梯先下降到高的呼叫层,停4s后继
续下降到低的呼叫层,最后停止在呼叫的最低层,例电梯停在4楼,3、2、1楼同时呼叫,电梯先下降到3楼,停4s后继续下降到2楼,停4s后下降到1楼停止。
3)电梯在上升的过程中任何反向呼叫均无效。
4)电梯在下降的过程中任何反向呼叫均无效。
5)数码管显示电梯的即时楼层位置
五、I/O分配:
输入:S1—X3,S2—X2,S3—X1,S4—X0,S5—X10,S6—X11,
SIN1—X7,SIN2—X6,SIN3—X5,SIN4—X4
输出:R1—Y1,R2—Y6,R3—Y3,R4—Y4,R5—Y10,R6—Y11,KM1—Y5,KM2—Y0
六、程序清单: