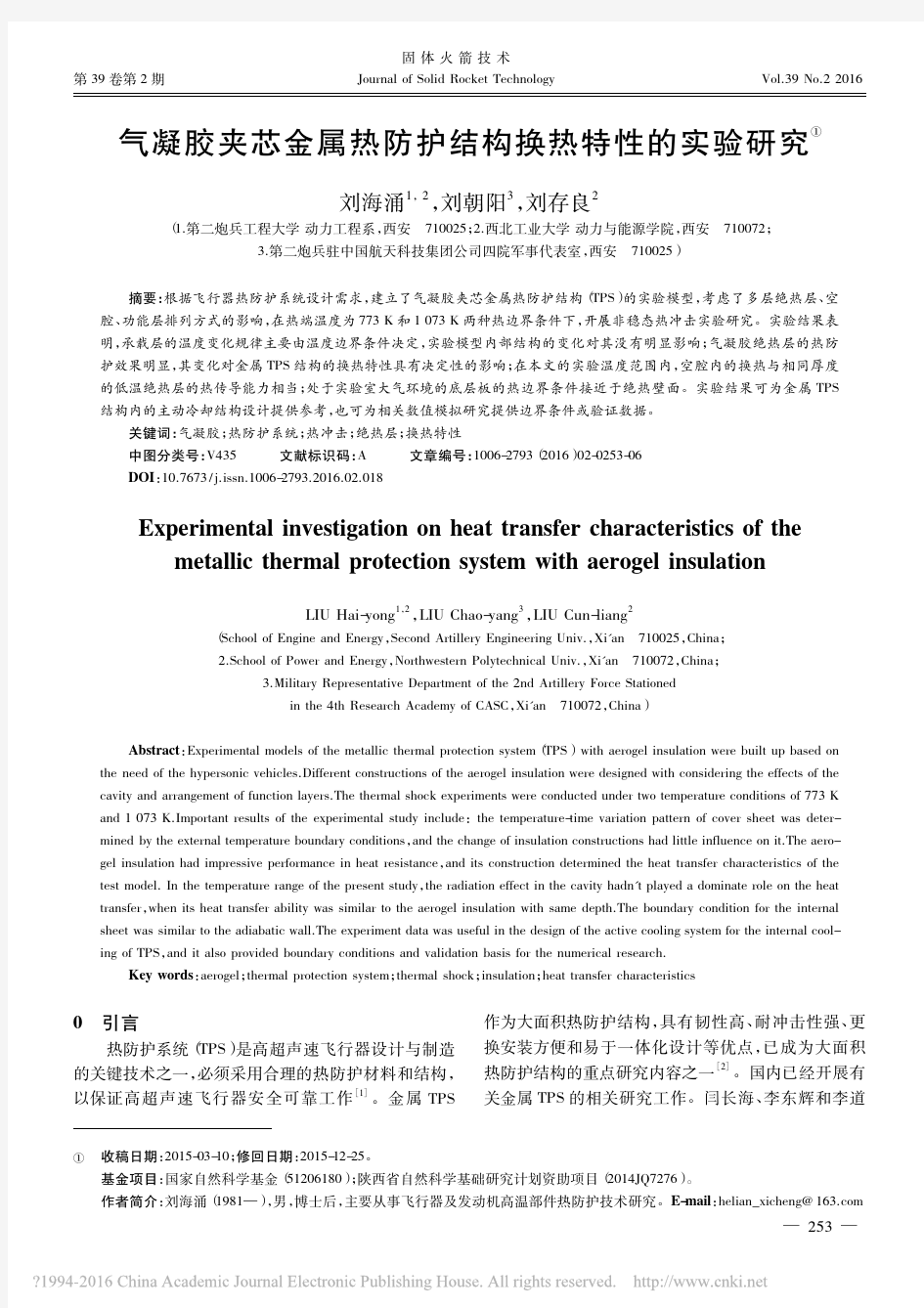
气凝胶夹芯金属热防护结构换热特性的实验研究_刘海涌
铝制板翅式换热器使用说明书_secret
铝制板翅式换热器使用说明书 目录 前言第1页 1 铝板翅式换热器结构介绍第1页 2 板式安装第4页 2.1设备到达检查第4页 2.2存放第4页 2.3板式安装第4页 3 安装第5页 3.1系统试压第5页 3.2 热交换介质的要求第5页 3.3 热交换介质的要求第6页 4、技术性能、安装尺寸第6页 5、维护与保养第6页 6、制造、检验、验收标准第7页 前言 铝板翅式换热器广泛用于低温精馏装置,如空气分离与液化设备、天然气分离与液化、乙烯精馏;也用于化工处理、机车冷却和其它领域; 本使用说明为铝板翅式换热器安装、使用、维护的一般知识,对文中黑体字部份应特别注意,以免对设备或人员造成伤害。在使用过程中对不清楚的地方应向制造厂家咨询。
1. 铝板翅式换热器结构介绍 1.1 铝板翅式换热器属间壁式紧凑换热器; 1.2 铝板翅式换热器的材质为防锈铝合金;换热介质在工作温度下不能对铝合金产生腐蚀或与铝合金有化学反应;这样会降低换热器的使用寿命; 1.3 板式由接管、板束体、其它附属装置组成; 1.3.1 接管 连接换热器与外部接管,可采用焊接、法兰连接或双金属接头连接;接管与板束体相连是封头,封头用于流体分布; 接管材料通常是5A02或5083 1.3.2 板束体 板束体是热交换的场所,结构单位是层;每层由导流片、翅片、封条、隔板组成;层组合为板束体高度(厚度);整体为真空钎焊,不可拆卸; 1.3. 2.1导流片分进、出口导流片,引导流体进、出各层; 1.3. 2.2翅片为流体热交换提供扩展面积和支承强度;节距一般从1mm~4.2mm,故不清洁介质不能入内,以免堵塞,特别在试压、管道吹扫时应特别注意; 1.3. 2.3 封条在每层的四周,把介质与外界隔开;在流体进、出口处开口; 1.3. 2.4隔板把相邻两层隔开,热交换通过隔板进行,常用隔板一般厚1mm~2mm; 1.3.3 其它附属装置包括:支座、吊耳、保冷等; 1.3.3.1支座支承换热器,支架与支座相连;如果需要,支座要考虑隔热; 1.3.3.2 吊耳为换热器吊装使用; 1.3.3.3 当换热器工作温度高于、低于环境温度时换热器应保温以减少冷损。保冷通常采用聚胺脂发泡或干燥珠光砂保冷; 1.4 板式可根据需要进行并联或串联以解决装置需要与钎焊设备尺寸限制的矛盾;并联布置时应注意换热器间流量分配的均匀度; 2 板式安装 2. 1设备到达检查
第三章 熔体的结构与性质(完整)
第三章熔体的结构与性质 一、名词解释 1、金属液的类晶结构:金属液在过热度不高的温度下具有准晶态结构,即金属液中接近中心原子处原子基本呈有序的分布,与晶体中相同(即保持近程有序),而在稍远处原子的分布几乎是无序的(即远程有序消失)。 2、铁液中的群聚态:过热度不高(10%-15%)的铁液,在一定程度上仍保持着固相中原子间的键。但原子的有序分布不仅局限于直接邻近于该原子的周围,而是扩展到较大体积的原子团内,即在这种原子团内保持着接近于晶体中的结构,这被称为金属液的有序带或群聚态。 3、(还原性渣)炉渣的还原性:指炉渣从金属液中吸收氧,使之发生脱氧反应的能力。 4、(氧化性渣)炉渣的氧化性:指炉渣向与之接触的金属液供给氧,使其中的杂质元素氧化的能力。(炉渣向金属液供给氧的能力。) 5、炉渣的磷容量:熔渣具有容纳或溶解磷酸盐或磷化物的能力。 6、炉渣的容量性质:炉渣具有容纳或溶解某种物质的能力。 7、炉渣的硫容量:炉渣具有容纳或溶解硫的能力。 8、炉渣的碱度:指炉渣中主要碱性氧化物含量与主要酸性氧化物的含量比值。 9、炉渣的熔点:加热时固态炉渣完全转变为均匀液相或冷却时液态开始析出固相的温度。 10、炉渣的表观(黏度)粘度:当炉渣内出现了不溶解的组分质点或是在温度下降时,高熔点组分的溶解度减少,成为难溶的细分散状的固相质点而析出,炉渣变为不均匀性的多相渣,其粘度(黏度)比均匀性的渣的粘度(黏度)大得多,不服从牛顿(黏)粘滞定理,则其粘度称为表观粘(黏)度(炉渣成为非均匀性渣)。 11、表面活性元素:能够导致溶剂表面张力剧烈降低的元素,如微量的O S N等。 12、表面活性物质:能导致溶剂表面张力剧烈降低的物质。 二、填空 1、在冶金生产中,认为氧、硫等是铁液的表面活性元素,其原因是:氧硫等元素的存在会导致铁液的表面张力显著降低。 2、反应[Si]+2(FeO)=(SiO2)+2[Fe] ,反应[C]+(FeO)=CO+[Fe],[FeS]+(CaO)=(CaS)+[FeO],[Mn]+(FeO)=(MnO)+[Fe],[S]+(CaO)=(CaS)+[O]的离子方程式为:[Si]+4( O2-)+2(Fe2+)=(SiO44-)+2[Fe];C]+(O2-)+(Fe2+)=CO+[Fe];[ S] +(O2-)=(S2-)+[O];[Mn]+(Fe2+)=(Mn2+)+[Fe];[S]+( O2-)=(S2-)+[O]。其依据的理论是:熔渣的离子结构理论、金属的群聚态理论。 SiO的3、依据炉渣的分子理论,炉渣中氧化物的存在(质点)形式有两种形式。比如 2 存在形式为(自由的SiO2(简单氧化物)和复杂化合物(结合)(2CaO.SiO2、CaO.SiO2、CaO. FeO .SiO2、2FeO.SiO2)。能与金属液作用的质点是自由氧化物形式。 4、在铁为溶剂的溶液中,若元素之间的相互作用系数为负值,说明:元素A与元素B质点
换热器的发展现状及前景
换热器的研究发展现状及前景 摘要:随着现代工业的迅速发展,以能源为中心的环境、生态等问题日益加剧。世界各国在寻找新能源的同时,也更加注重了节能新途径的研发。强化传热技术的应用不但能节约能源、保护环境,而且能大大节约投资成本。换热器由于其在化工、石油、动力和原子能等工业部门的广泛应用,使得换热器的强化传热技术一直以来受到研究人员的重视,各种研究成果不断涌现。随着经济的发展,各种不同结构和种类的换热器发展很快,新结构、新材料的换热器不断涌现。换热器又称热交换器,是一种将热流体的部分热量传递给冷流体的设备,也是实现化工生产过程中热量交换和传递不可缺少的设备。换热器既可是一种单独的设备,如加热器、冷却器和凝汽器等;也可是某一工艺设备的组成部分,如石化、煤炭工业中的余热回收装置等。本文主要介绍了现有换热器的分类,各种换热器的特点工作原理及应用情况,对目前换热器的存在问题和发展趋势进行分析。 关键词:换热器;强化换热;研究现状 随着现代工业的迅速发展,以能源为中心的环境、生态等问题日益加剧。世界各国在寻找新能源的同时也更加注重了节能新途径的研发。强化传热技术的应用不但能节约能源、保护环境,而且能大大节约投资成本。换热器由于其在化工、石油、动力和原子能等工业部门的广泛应用,使得换热器的强化传热技术一直以来受到研究人员的重视,各种研究成果不断涌现 1换热器的分类方式 随着科学和生产技术的发展,各种换热器层出不穷,难以对其进行具体、统一的划分。虽然如此,所有的换热器仍可按照它们的一些共同特征来加以区分,具体如下。 按照用途来分:预热器(或加热器)、冷却器、冷凝器、蒸发器等。 按照制造热交换器的材料来分:金属的、瓷的、塑料的、石墨的、玻璃的等。 按照温度状况来分:温度工况稳定的热交换器,热流大小以及在指定热交换区域的温度不随时间而变;温度工况不稳定的热交换器,传热面上的热流和温度都随时间改变。 按照热流体与冷流体的流动方向来分:顺流式、逆流式、错流式、混流式。
发动机的装配过程[1]
1. 发动机、变速器、后桥等关键零部件及整车装配工艺装备 1.1发动机装配工艺装备 随着中国汽车工业的快速发展,特别是引进技术和国外二手设备的再利用,使发动机装配的设备水平大幅度提高。 发动机装配工艺装备主要分为五个类型:总成和分总成装配线;移载翻转设备;自动拧紧设备;专用装配设备和检测设备。 1.1.1发动机装配线的型式及发展 国内各发动机制造企业所采用的发动机装配线型式较多,大致可归纳为;自由滚道+双链桥架小车式;自由滚道+单链牵引地面轨道小车式;自由滚道+带随行支架地面板式;自由滚道+单链牵引地面轨道小车式+带随行支架地面板式;悬挂链式等。 以上各装配线的主线皆为强制流水(连续或间歇),装配对象与主线的运行是一致的(同步),故称为同步装配线或刚性装配线。 随着汽车工业的发展,发动机装配线正由刚性装配线向柔性装配线方向发展,柔性装配线的特点是装配节拍可以在一定的范围内自由调整,可以实现多品种混流生产并适应生产纲领的变化。又由于在装配作业时装配对象和装配工人保持相对静止状态,对保证装配的高质量及采用专门的装配设备提供了方便的条件,便于实现装配的自动化。因此国内引进的轿车发动机装配线均采用了柔性装配线( 即非同步装配线)。 目前国内用于发动机装配非同步装配线主要型式有,纵置单滚杠式、摩擦式机动辊道式、双链滚轮式和鳞板式等。一般从美国和日本引进的发动机非同步装配线为摩擦式机动辊道式,如一汽二发和天内;从德国引进的发动机非同步装配线为纵置单滚杠式,如上海大众和一汽大众。 大总成(中型)非同步装配线在中国的发展,是随着引进轿车技术和国外二手设备再利用而发展起来的。北京内燃机厂和一汽第二发动机厂在80年代末分别引进的美国通用汽车公司2.0L发动机生产线及美国克莱斯勒公司的488发动机生产线,该两条生产线上总成和分总成装配线采用的就是非同步装配线。这一时间可以说柔性装配线已经在中国中小型机械的装配生产中得以应用,以后国内新建的几个大型发动机厂,如上海大众、一汽大众、天津内燃机厂等发动机装配生产线均采用引进的非同步装配线。 我国少数设备生产厂通过对引进技术的消化吸收,已能自行设计和制造这种用于中小机械的非同步装配线,并用于生产中。但与引进的设备相比还有一定的差距,主要问题和技术难点是可靠性差,辊子和滚杠耐磨强度低,影响设备的使用寿命。目前这种设备仍以引进为主,因此在这方面还有待于进一步研制,采用国产设备将使生产线的成本大大降低,因此在我国有广泛的发展前景。 1.1.2发动机装配线上的专用装配设备和检测设备
发动机维修手册
目录 1.火花塞…………………………………………………………………………………………… 火花塞…………………………………………………………………………………………… 测量压缩压力…………………………………………………………………………………… 2.起动电机………………………………………………………………………………………… 起动电机………………………………………………………………………………………… 3.发动机…………………………………………………………………………………………… 发动机…………………………………………………………………………………………… 4.气缸头、气门…………………………………………………………………………………… 凸轮轴…………………………………………………………………………………………… 涨紧器…………………………………………………………………………………………… 气门间隙………………………………………………………………………………………… 气缸头…………………………………………………………………………………………… 气门……………………………………………………………………………………………… 5.气缸活塞………………………………………………………………………………………… 气缸活塞………………………………………………………………………………………… 活塞环…………………………………………………………………………………………… 6.右曲轴箱盖、离合器、机油泵、水泵……………………………………………………… 右曲轴箱盖……………………………………………………………………………………… 离合器…………………………………………………………………………………………… 机油泵…………………………………………………………………………………………… 初级驱动齿轮、正时主动链轮………………………………………………………………… 换挡星形凸轮…………………………………………………………………………………… 水泵……………………………………………………………………………………………… 7.左曲轴箱盖、磁电机转子离合器……………………………………………………………… 减速齿轮………………………………………………………………………………………… 磁电机转子离合器……………………………………………………………………………… 8.传动装置………………………………………………………………………………………… 传动装置………………………………………………………………………………………… 9.曲轴、平衡轴…………………………………………………………………………………… 曲轴、平衡轴……………………………………………………………………………………2 2 2 3 4 5 6 7 9 9 10 10 11 12 13 13 15 19 19 20 20 20 20 21 22 22 23 25 26 27
换热器分类
换热器分类 夹套式换热器 结构如图所示。夹套空间是加热介质和 冷却介质的通路。这种换热器主要用于 反应过程的加热或冷却。当用蒸汽进行 加热时,蒸汽上部接管进入夹套,冷 凝水由下部接管流出作为冷却器时,冷 却介质(如冷却水)由夹套下部接管进 入,由上部接管流出。 夹套式换热器结构简单,但由于其加热 面受容器壁面限制,传热面较小,且传 热系数不高。 二.喷淋式换热器喷淋式换热器的结构 与操作如下图所示。这种换热器多用作 冷却器。热流体在管内自下而上流动, 冷水由最上面的淋水管流 出,均匀地分布在蛇管 上,并沿其表面呈膜状自 上而下流下,最后流入水 槽排出。喷淋式换热器常 置于室外空气流通处。冷 却水在空气中汽化亦可带 走部分热量,增强冷却效 果。其优点是便于检修, 传热
效果较好。缺点是喷淋不 易均 .套管式换热 器
套管式换热器的基本部件由 直径不同的直管按同轴线相 套组合而成。内管用180 暗 幕 * Сざ任?~ 6m。若管子太长,管中间会 向下弯曲,使环隙中的流体分布不均匀 套管换热器的优点是构造简单,内管能耐高压,传热面积可根据需要增减,适当选择两管的管径,两流体皆可获得适宜的流速,且两流体可作严格逆流。其缺点是管间接头较多,接头处易泄漏,单位换热器体积具有的传热面积较小。故适用于流量不大、传热面积要求不大但压强要求较高的场合。 四.管壳式换热器 1.固定管板式结构如图所示。管子两端与管板的连接方式可用焊接法或胀接法固定。壳体则同管板焊接。从而管束、管板与壳体成为一个不可拆的整体。这就是固定 管板式名称的由来
折流板主要是圆缺形与盘环形两 种,其结构如图所示。 操作时,管壁温度是由管程与壳程 流体共同控制的,而壳壁温度只与 壳程流体有关,与管程流体无关。 管壁与壳壁温度不同,二者线膨胀 不同,又因整体是固定结构,必产 生热应力。热应力大时可能使管子 压弯或把管子从管板处拉脱。所 以当热、冷流体间温差超过50℃时应有减小热应力的措施,称“热补偿”。 固定管板式列管换热 器常用“膨胀节” 结构进行热补偿。图 所示的为具有膨胀 节的固定管板式换 热器,即在壳体上焊 接一个横断面带圆弧 型的钢环。该膨胀节 在受到换热器轴向 体伸缩,从而减小热应力。但这种补偿方式仍不适用于热、冷流体 温差较大 大于70℃)的场合,且因膨胀节是承压薄弱处,壳程流体压强不宜超过6at 。 管式列管换热 器
金属的结构和性质
第八章金属的结构和性质 §8.1.金属键和金属的一般性质 8.1.1.自由电子模型 简单金属的自由电子模型很简单,价电子完全公有,构成金属中导电的自由电子,原子实与价电子间的相互作用完全忽略,自由电子之间也是毫无相互作用的理想气体。为了保持金属电中性,可设想原子实带正电分布于整个体积中,和自由电子的负电荷正好中和。 自由电子波函数可用一平面波表示 其中为波矢量,V为金属体积,与边长L关系 这样自由电子类似势箱中和自由粒子,自由电子在金属中的零势场中运动 相应能量可表示为 在绝对零度时,自由电子体系处于基态,N个电子占据个最低能级,最 高占据能为费米能级 自由电子气模型完全忽略电子间的相互作用,也忽略了原子实形成的周期势场对自由电子的作用,处理结果当然与真实金属有差距,后来发展了“近自由电子模型”(即在自由电子气中引入周期势场微扰),在一定程度上反映了简单金属的实际情况,可作为金属电子结构的一级近似。近年,有人提出用赝势理论处理简单金属,即采用微弱的赝势代替电子与正离子间的相互作用势,使问题得到简化。赝势可用正交平面波法解析导出,也可用参数直接构筑模型势。例如一模型赝势为 即原子实半径R 以外和真实库仑势相同,在原子实范围内用一个恒值势来代替
在近自由电子模型中的电子真实波函数(实线) 和赝势波函数(虚线) R为原子实半径。 8.1.2.能带理论 金属晶体中的电子处在带正电的原子实组成的周期性势场中运动, Schr?dinger方程为 用微扰法等近似方法可解得能带模型。它将整块金属当作一个巨大的超分子体系,晶体中N个原子的每一种能量相等的原子轨道,通过线性组合,得到N 个分子轨道。它是扩展到整块金属的离域轨道,由于N的数值很大(~数量级),得到分子轨道各能级间隔极小,形成一个能带。每个能带在固定的能量范围,内层原子轨道形成的能带较窄,外层原子轨道形成的能带较宽,各个能带按能级高低排列起来,成为能带结构,图8—4是导体与绝缘体的能带示意图。 图中红色的格于表示能带已填满电子,叫满带;空白的格子表示该带中无电子,叫空带。有电子但未填满的能带(橙色)叫导带。Na原子的电子组态为 电子正好填满,形成满带,3s轨道形成的能带只填子一半,形成导带。Mg原子的3s 轨道虽已填满,但它与3p轨道的能带重叠。从3s3p 总体来看,也是导带。能带的范围是允许电子存在的区域,而能带间的间隔,是电子不能存在的区域,叫禁带。 金属在外电场作用下能导电。导带中的电子,受外电场作用,能量分布和运动状态发生变化,因而导电。满带中电子已填满,能量分布固定,没有改变的可能,不能导电,空带中没有电子,也不能导电。若空带与满带重叠,也可形成导带。
冶金原理复习题第三章 熔体的结构与性质
第三章 熔体的结构与性质 一、名词解释 1) (还原性渣)炉渣的还原性 2) 炉渣的磷容量 3) 炉渣的碱度 4) 炉渣的氧化性 5) 表面活性元素 6) 炉渣的硫容量 二、其它 1) 依据炉渣的分子理论,炉渣中氧化物的存在(质点)形式有______种形式。比如2SiO 的存在形式为___________。能与金属液作用的 质点是_________形式 2) 在铁为溶剂的溶液中,若元素之间的相互作用系数为负值,说明________________________________。 3) 炉渣中有组分CaO 、2SiO 、FeO 存在,依据炉渣的离子理论熔渣中的CaO 以_____形式存在,2SiO 以______形式存在;依据分子理论熔渣中CaO 以______形式存在。 4) 假设炉渣的组成为FeO 、MnO 、CaO 、2SiO ,依据规则离子溶液模型,炉渣中存在的正离子与负离子的摩尔分数之和:=+∑∑-+X X ____ ;炉渣中可能存在的阳离子有____________,可能存在的阴离子有_________,MnO 活度的计算公式表示为MnO a =______。 5) 炉渣的组成为FeO 、MnO 、CaO 、MgO 、SiO 2、P 2O 5,炉渣中有二氧化硅依据分子理论,其存在形式可表示为▁▁▁▁▁▁▁▁▁,依据完全离子溶液模型,其存在形式为▁▁▁▁▁▁▁▁▁;依据规则离子溶液模型,炉渣中可能存在的阳离子有________________,可能存在的阴离子有______,FeO 的活度的计算式表示为______。 6) 炉渣具有还原性,是指炉渣能____________________。依据炉渣的分子理论,其过程表示为____________________;依据炉渣的离子理论,其过程表示为_________________。转炉炼钢的炉渣具有氧化性质,所以炉内熔池发生的主要反应是______________性质的反应。 7) 炉渣的组分为CaO 、MgO 、SiO 2、FeO 。依据炉渣的分子理论CaO 以__
中国换热器产业现状及发展趋势_黄庆军
第1期 中国换热器产业现状及发展趋势 黄庆军1 任俊超1 苏是2 黄蕾2 (1.四平市换热器协会, 吉林 四平 136000) (2.太原科技大学机电学院, 山西 太原 030024) [摘 要] 分析了国内换热器的市场规模、竞争格局、产业布局以及外资企业在华投资布局,介绍了国内换热器的技术现状和差距,预测了今后的产业发展趋势。 [关键词] 换热器;现状;发展趋势 1 市场规模分析 2008年,中国换热器产业市场规模在360亿元左右,主要集中在石油、化工、冶金、电力、船舶、集中供热、制冷空调、机械、食品、制药等领域。其中,石油化工领域仍然是换热器产业最大的市场,其市场规模在100亿元以上;电力冶金领域换热器市场规模在60亿元左右;船舶工业换热器市场规模在30亿元以上;机械工业换热器市场规模约为30亿元;集中供热行业换热器市场规模超过25亿元。 2 市场竞争格局 按照产品类型的不同,我国换热器产业市场竞争主要集中在以下四大产品领域。 板式换热器领域,国内外企业竞争激烈,大量外资企业已经完成在中国的布局。其中,四平巨元瀚洋、兰石换热设备公司、四平维克斯是我国板式换热器领域内资企业中的龙头企业,其板式换热器年产值都在2亿元以上。外资企业主要包括阿法拉伐(江阴)、舒瑞普(北京、苏州)、APV(上海、北京)、丹佛斯(天津)、传特(北京)、桑德克斯(上海、宁波)、风凯(常州)等企业,世界著名的板式换热器企业大都已经进入中国市场。此外,沈阳太宇、蓝科高新(原兰石所)、上海艾克森、湖北登峰、山东北辰、佛山澜石、上海南华等企业也是我国重要的板式换热器企业。 管壳式换热器领域,我国生产企业众多,且规模都较小。其中,抚顺机械设备制造有限公司、兰石集团炼化设备公司、中石化南京化工机械是我国内资管壳式换热器的龙头企业,其管壳式换热器年产值都在2亿元以上;江苏中圣集团、无锡化工装备总厂、宝钛集团南京宝色股份、西安核设备制造厂(原国营524厂)、合肥通用特种材料设备有限公司是我国特种材料换热器领域的重要企业,其特种材料管壳式换热器年产值都在1.5亿元以上;中石化镇海石化建安工程有限公司、中石化北京燕化、中石化茂名重力石化机械制造有限公司等企业依托母公司中石化的市场优势,也形成了一定的换热器生产规模,年产值在1~2亿元左右;此外,张家港化工机械、大连金重公司、湖北长江石化设备公司、大连东方亿鹏、合肥通用特种材料设备有限公司、西安大秦化工机械(原西安化工机械厂)、林德工程(大连)、天津国际机械(原天津市换热装备总厂)、大连东方亿鹏等企业也是国内管壳式换热器的主要生产企业,管壳式换热器的年产值都在1亿元以上。相对而言,管壳式换热器外资企业在华布点不多,比较知名的有日本森松(上海)、林德工程(大连)、美国艾普尔(苏州)、德国风凯(常州),这主要缘于我国石油化工领域换热器企业众多,生产能力较强,国外企业进入中国市场较为困难。 空冷式换热器领域,哈空调是我国最大的空冷式换热器生产企业。此外,江苏双良股份、国电集团北京龙源冷却技术有限公司、四川简阳空冷器、蓝科高新(原兰石所)、兰州兰石集团长征机械、西安大秦化工机械(原西安化工机械厂)、湖北长江石化设备、江阴电力设备冷却器公司等企业也具有一定的竞争力。外资企业中,基伊埃(芜湖、廊坊)、斯必克(张家口)在空冷式换热器领域具有较强的竞争力。 板翅式换热器领域,杭州杭氧股份和开封空分集团是我国石油化工领域著名的板翅式换热器企业,浙江银轮股份、贵州永红航空机械、无锡马山 作者简介:黄庆军(1967—),男,1992年毕业于燕山大学,硕士研究生学历,高级工程师。主要从事换热器行业分析及产品研究。
金属材料的结构与性能
第一章材料的性能 第一节材料的机械性能 一、强度、塑性及其测定 1、强度是指在静载荷作用下,材料抵抗变形和断裂的能力。材料的强度越大,材料所能承受的外力就越大。常见的强度指标有屈服强度和抗拉强度,它们是重要的力学性能指标,是设计,选材和评定材料的重要性能指标之一。 2、塑性是指材料在外力作用下产生塑性变形而不断裂的能力。塑性指标用伸长率δ和断面收缩率ф表示。 二、硬度及其测定 硬度是衡量材料软硬程度的指标。 目前,生产中测量硬度常用的方法是压入法,并根据压入的程度来测定硬度值。此时硬度可定义为材料抵抗表面局部塑性变形的能力。因此硬度是一个综合的物理量,它与强度指标和塑性指标均有一定的关系。硬度试验简单易行,有可直接在零件上试验而不破坏零件。此外,材料的硬度值又与其他的力学性能及工艺能有密切联系。 三、疲劳 机械零件在交变载荷作用下发生的断裂的现象称为疲劳。疲劳强度是指被测材料抵抗交变载荷的能力。 四、冲击韧性及其测定 材料在冲击载荷作用下抵抗破坏的能力被称为冲击韧性。。为评定材料的性能,需在规定条件下进行一次冲击试验。其中应用最普遍的是一次冲击弯曲试验,或称一次摆锤冲击试验。 五、断裂韧性 材料抵抗裂纹失稳扩展断裂的能力称为断裂韧性。它是材料本身的特性。 六、磨损 由于相对摩擦,摩擦表面逐渐有微小颗粒分离出来形成磨屑,使接触表面不断发生尺寸变化与重量损失,称为磨损。引起磨损的原因既有力学作用,也有物理、化学作用,因此磨损使一个复杂的过程。 按磨损的机理和条件的不同,通常将磨损分为粘着磨损、磨料磨损、接触疲劳磨损和腐蚀磨损四大基本类型。
第二节材料的物理化学性能 1、物理性能:材料的物理性能主要是密度、熔点、热膨胀性、导电性和导热性。不同用 途的机械零件对物理性能的要求也各不相同。 2、化学性能:材料的化学性能主要是指它们在室温或高温时抵抗各种介质的化学侵蚀能 力。 第三节材料的工艺性能 一、铸造性能:铸造性能主要是指液态金属的流动性和凝固过程中的收缩和偏析的倾向。 二、可锻性能:可锻性是指材料在受外力锻打变形而不破坏自身完整性的能力。 三、焊接性能:焊接性能是指材料是否适宜通常的焊接方法与工艺的性能。 四、切削加工性能:切削加工性能是指材料是否易于切削。 五、热处理性能:人处理是改变材料性能的主要手段。热处理性能是指材料热处理的难易 程度和产生热处理缺陷的倾向。 第二章材料的结构 第一节材料的结合键 各种工程材料是由不同的元素组成。由于物质是由原子、分子或离子结合而成,其结合键的性质和状态存在的区别。 一:化学键 1:共价键 2:离子键 3:金属键 4:范德。瓦尔键 二:工程材料的键性 化学键:组成物质整体的质点(原子、分子、离子)间的相互作用力,成为化学键。 1:共价键:有些同类原子,例如周期表Ⅳa、Ⅴa、Ⅵa族中大多元素或电负性相差不大的原子相互接近时,原子之间不产生电子的转移,此时借共用电子对所产生的力结合,形成共价键,如金刚石、单质硅、SiC等属于共价键。 2:离子键:大部分盐类、碱类和金属氧化物在固态下是不导电的,熔融时可以导电。这类化合物为离子化合物。当两种电负性相差大的原子(如碱金属元素与卤素元素的原子)相互靠
金属熔体的结构研究及应用
金属熔体的结构研究及其作用 摘要本文从冶金熔体方面入手,首先介绍了熔体结构研究方法,并对各种方法进行了对比。并由此进一步具体阐述了金属熔体、熔渣和熔盐结构模型的发展,比较各种模型的特点,最后介绍了金属熔体的进一步应用。 关键词熔体;金属熔体;熔渣;熔盐;滞后性;过热处理
目录 1 前言 (3) 2 熔体结构的研究进展 (3) 3 熔体结构的研究方法 (4) 3.1 热力学方法 (4) 3.2 光谱法 (4) 3.3 计算机模拟法 (5) 3.4 熔体结构理论和实验研究达成的共识 (5) 4 金属熔体结构模型 (6) 5 熔渣的结构模型 (6) 5.1 分子结构理论 (6) 5.2 离子结构理论 (7) 5.3 共存理论 (7) 5.4 聚合物理论 (7) 6 熔盐的结构模型 (8) 6.1 似晶格模型 (8) 6.2 空穴模型 (8) 6.3 有效结构模型 (9) 6.4 液体自由体积模型 (9) 7 熔体过热处理技术 (11) 7.1 简单过热法 (11) 7.2 热速处理法 (12) 8 结语 (13) 参考文献 (14)
1前言 冶金熔体是指在高温冶金过程中处于熔融状态的反应介质或反应产物。根据专业方面的知识,本篇文章主要介绍的是冶金熔体方面的发展。按照组成熔体的主要成分的不同分为:金属熔体、熔渣、熔盐。研究熔体的结构模型和物理化学性质对冶金过程十分重要。由于高温熔体本身的复杂性和高温下的实验研究比困难,至今对他们的理化性质的研究还很不够。很多数据差别较大,还有许多问题尚待进一步研究。近年来,国内外学者对金属熔体的结构和性质进行了大量的研究。发现金属和合金的液态结构和性质不仅与金属的种类和合金的成分及压力有关,而且也与熔体的热历史(即熔体的升降温速率、保温温度和保温时间等)有关。并认识到通过控制熔体状态可控制合金的凝固过程、凝固组织和合金性能。本文主要介绍国内外在熔体结构研究及利用熔体结构随温度变化的滞后性控制合金凝固组织和性能方面的成果与进展。 2 熔体结构的研究进展 前苏联自1981年以来,每隔2~3年召开一次有关铸造合金遗传性的学术讨论会。在1987年5月和9月在俄罗斯分别召开的“液态金属与固态金属的相互关系”及“铸造合金遗传性”两次会议上,专家们一致提出:“要把铸件的使用性能再提高10%~30%,金属耗用量降低10%~20%,只能依靠在液体金属结构方面取得的新成果,利用金属的组织遗传性和运用对熔体有影响作用的各种方法等手段来实现。1990年在欧洲举办了第一次液态金属国际会议。1995年在美国举办了第九届液态与非晶态金属国际会议。我国1996年在北京召开了第一届液态物理学术会议。我国的研究单位主要有:中科院物理所、金属所、哈工大、西工大、北科大等。 随着对液态结构的深入研究,人们对于液态结构有了新的了解,认识到金属的液态原子不是完全紊乱的,而是呈短程有序结构,或者称为原子团簇(流动集团),这种有序性范围通常小于0.5nm。金属熔体短程有序结构的发现,对于探索金属凝固的原理以及固体组织都起到重要的理论指导作用。Saboung利用中子衍
吉利发动机教程03
第三章发动机配气机构 教学提要 目的与要求:1.掌握配气机构的功用与组成 2.了解顶置式与侧置式配气机构的优缺点 3. 掌握配气相位 4. 掌握气门间隙的调整方法 内容:1. 配气机构的功用及组成 2.配气定时及气门间隙 3.气门组 4.气门传动组 方法:1.理论联系实际案例式、启发式教学 2.采用理论与实践(拆装)相结合的教学方法,在学习 中要结合基本原理学习构造, 3.通过拆装、观察分析结构特点,加深理解基本原理 和工作过程。 时间:4学时 地点:多媒体专业教室 器材保障:顶置式与侧置式配气机构各一组 V形与直列式发动机配气机构各一
教 学 进 程 教学环节设计目前,四冲程汽车发动机都采用气门式配气机 构。其功用是按照发动机的工作顺序和工作循环的要求,定时开启和关闭各缸的进、排气门,使新气进入气缸,废气从气缸排出。 进入气缸内的新气数量或称进气量对发动机性能的影响很大。进气量越多,发动机的有效功率和转矩越大。因此,配气机构首先要保证进气充分,进气量尽可能的多;同时,废气要排除干净,因为气缸内残留的废气越多,进气量将会越少。 第一节 配气机构的功用及组成 气门式配气机构由气门组和气门传动组两部分组成,每组的零件组成则与气门的位置、凸轮轴的位置和气门驱动形式等有关。现代汽车发动机均采用顶置气门,即进、排气门置于气缸盖内,倒挂在气缸顶上。 凸轮轴的位置有下置式、中置式和上置式3种。根据发动机的工作过程引出配气机构的用途 配套课件:kcnr03_01_01.htm-- kcnr03_01_08.htm 介绍配气机构的分类,引出各自结构类型的优缺点
一、凸轮轴下置式配气机构 凸轮轴置于曲轴箱内的配气机构为凸轮轴下置式配气机构。 其中气门组零件包括气门、气门座圈、气门导管、气门弹簧、气门弹簧座和气门锁夹等;气门传动组零件则包括凸轮轴、挺柱、推杆、摇臂、摇臂轴、摇臂轴座和气门间隙调整螺钉等。 下置凸轮轴由曲轴定时齿轮驱动。发动机工作时,曲轴通过定时齿轮驱动凸轮轴旋转。当凸轮的上升段顶起挺柱时,经推杆和气门间隙调整螺钉推动摇臂绕摇臂轴摆动,压缩气门弹簧使气门开启。当凸轮的下降段与挺柱接触时,气门在气门弹簧力的作用下逐渐关闭。 四冲程发动机每完成一个工作循环,每个气缸进、排气一次。这时曲轴转两周,而凸轮轴只旋转一周,所以曲轴与凸轮轴的转速比或传动比为2∶1。 二、凸轮轴中置式配气机构 凸轮轴置于机体上部的配气机构被称为凸轮依托课件介绍结构组成
发动机零部件名称(中英文对照)
. Cylinder Block 气缸体ACHA0277 Cylinder Block
气缸体ACHA0277 Item Fam No Part No Pt name Qty Description 图示序号组件号零件号零件名称数量描述 1 AC10A 004T3711K054Z 机体总成1Cylinder block assembly 2 T3711K054 缸体1Cylinder block 3 T3135X063 气缸套6Cylinder Liner 4 T32166329 大瓦螺栓14Bolt 5 T3271H004 介轮轴1Idler shaft 6 GB879-76 销1Dowel Φ6x26 7 T3774A004 挺杆腔堵6Plug 8 T33142111 定位套14Thimble 9 T32418122 碗堵12Plug 10 T3133K041 瓦盖1Bearing cap 11 T3133K002 瓦盖2Bearing cap 12 T3133K032 瓦盖1Bearing cap 13 T3133K031 瓦盖1Bearing cap 14 T3133K003 瓦盖1Bearing cap 15 T3133K004 瓦盖1Bearing cap 16 AC10A 064T31134165衬套1Bush 17 AC10A 115T32416119堵1Plug 18 AC10A 121T32417134堵1Plug 19 AC10A 124T64404002堵1Plug 20 AC10A 325T32168212堵1Plug 21 AC10A 328T72101002垫圈1Washer 22 AC10A 373T2418F701后油封壳1Rear housing 23 AC10A 400T3211C002螺栓6Screw 24 AC10A 439T3211C002螺栓4Screw Timing Gear& Camshaft 正时齿轮及凸轮轴ACHA0277
板翅式换热器新技术及应用_凌祥
第31卷 第2期2002年3月 石 油 化 工 设 备 PET RO-CHEM ICAL EQ U IPM EN T V o l.31 N o.2 M ar. 2002 试验研究 文章编号:1000-7466(2002)02-0001-04 板翅式换热器新技术及应用 凌 祥,周帼彦,邹群彩,涂善东 (南京工业大学过程装备先进制造技术重点实验室,江苏南京 210009) 摘要:介绍了作者近年来在板翅式换热器研究与开发方面所做的工作:①为提高铝板翅式换热器翅片和隔板表面的耐蚀性和亲水性,开发了一种表面处理技术。②开发的板翅式换热器快速创型系统,具有优化设计、参数化绘图和快速报价等功能,能降低产品成本,提高设计效率十几倍。③通过应用先进制造工艺和引进新材料开发了一系列具有抗强腐蚀、抗结垢、耐高温和耐高压能力的板翅式换热器系列新产品。④应用大型有限元分析系统对高压板翅式换热器的结构特性进行了初步分析,得出了一些提高产品可靠性的设计准则。 关 键 词:板翅式换热器;快速创型;表面处理;先进制造工艺;有限元分析 中图分类号:TQ051.51 文献标识码:A N ew techniques of plate-fin heat exchangers and its application LIN G Xiang,ZHO U Guo-ya n,ZO U Qun-cai,T U Sha n-do ng (Adv anced M a nufacturing Technolog y Lab.o f Process Equipment, N anjing Univ ersity o f Techno lo g y,N anjing210009,China) Abstract:The resear ches made o n plat e-fin heat exchang ers by author s w ere intro duced.Fir stly,a surface tr eatment me tho d for fins and pa rting sheet is propo sed in o rder to enha nce their resistance to co rr osio n and hydro philic ca pability.Secondly,a rapid innov ation sy stem which inv o lv ed a lo t of functio ns such a s optima l ther mal desig n,pa ramet ric dr awing and r apid quo tatio n is dev eloped.The practice applicatio n o f this sy stem sho ws the desig n efficiency increases8to10tim es and the cost decr ease va stly.Thir dly,sev eral new type o f pla te-fin heat ex cha ng ers with specia l perfo rma nce,such as co rro sio n-proo f,anti-fo uling a nd high temper ature resistant etc,w er e dev eloped th ro ug h ado pting new adva nced ma terials and new a dv anced manufac turing techno log y. Fina lly,the st reng th ana ly sis fo r plate-fin heat exchang ers subjected to hig h pr essur e w as car ried out.So me design criteria to ensure the reliability of pla te-fin heat ex chang er s a re o btained. Key words:pla te-fin heat ex chang er;r apid innov ation;sur face t reatme nt;adv anced manufac turing techno log y; finite element a naly sis 板翅式换热器具有结构紧凑、传热效率高等特点,与传统的管壳式换热器相比,其传热效率提高20%~30%,成本可降低50%,现已广泛应用于石油化工、航空航天、电子、原子能和机械等领域。目前板翅式换热器的制造材料主要使用铝合金,因此存在耐腐蚀性差、承压低等缺点。另外,板翅式换热器结构比较复杂,人工进行热力设计困难,特别是有相变、多股流体换热的情况,用手工进行精确热力设计计算几乎不可能。为了进一步拓宽其应用范围,近年来板翅式换热器的设计理论、试验研究、制造工艺及开拓应用的研究方兴未艾[1],特别是一些新技术的渗透,使板翅式换热器的应用范围更加广泛,下面将 收稿日期:2001-09-22 基金项目:江苏省教委自然科学研究项目(99K JB460005) 作者简介:凌 祥(1967-),男(汉族),江苏东台人,副教授,主要从事过程装备先进再制造技术、新型高效过程设备和计算机辅助工程(CA E)的研究与开发。
熔体结构
金属熔体结构及其控制技术的研究进展 1 前言 许多材料的制备都包含一个由液相到固相的凝固过程。因而,凝固前液相的结构和性质将对材料的凝固过程、组织和性能产生重要影响。合金液是由多种尺度和结构单元组成的呈熔融状态的熔体,熔体结构单元的多种尺度包含从单个原子到不同尺度的原子团簇或原子集团。熔体结构呈现长程无序和短程有序的基本特征。近年来,国内外学者对金属熔体的结构和性质进行了大量的研究。发现金属和合金的液态结构和性质不仅与金属的种类和合金的成分及压力有关,而且也与熔体的热历史(即熔体的升降温速率、保温温度和保温时间等)有关。并认识到通过控制熔体状态可控制合金的凝固过程、凝固组织和合金性能。本文主要介绍国内外在熔体结构研究及利用熔体结构随温度变化的滞后性控制合金凝固组织和性能方面的成果与进展。 2 熔体结构的研究进展 随着对液态结构的深入研究,人们对于液态结构有了新的了解,认识到金属的液态原子不是完全紊乱的,而是呈短程有序结构,或者称为原子团簇(流动集团),这种有序性范围通常小于0.5nm。金属熔体短程有序结构的发现,对于探索金属凝固的原理以及固体组织都起到重要的理论指导作用。Saboung利用中子衍射发现了K-Pd合金熔体结构因子上有预峰存在,它的有关参数和温度有关。Slliot在非晶固体结构研究中发现了比短程有序大的多的结构, 并定义为中程有序。中程有序结构的发现,对高温熔盐结构及其性质的控制有重要的理论指导作用。 虽然对高温熔体进行试验方面的研究存在不少困难,但高温熔体具有丰富的物理内涵和重要的应用背景,引起人们广泛的研究兴趣。近年来对高温熔体研究较多的是关于熔体的结构及其与性质的关系, 主要集中于液态半导体、液体的金属- 非金属转变、表面熔化等方向。随着实验技术的发展和研究方法的改进, 对熔体的研究取得了一些进展。实验上主要是用X 射线和中子射线研究熔体的结构,理论上是对熔体结构进行数值模拟。Kivelson等人发现在过冷的液态亚磷酸三苯酯(TPP)中存在不连续变化。Hajime Tanaka 等认为这种不寻常变化属于温度诱导液液结构转变,且变化具有可逆性,进一步研究了液液转变的动力学规律[1]。大量的实验数据证明,在一些单物质(如C,Ga,Bi,Si,H2O,P) 中,在压力诱导下液态结构会发生异常变化[2-10]。关于液态磷的压力诱导下的非连续变化起了里程碑的作用,提供了液态结构转变的直接实验数据。国内山东大学、中科院物理
气门锁夹设计规范
气门锁夹设计规范 1 范围 本规范规定了气门锁夹的技术要求、重要度分级及设计要求说明。 本规范适用于指导气门锁夹的设计。 2 规范性引用文件 下列文件中的条款通过本规范的引用而成为本规范的条款。凡是不注日期的引用文件,其最新版本适用于本规范。 GB/T 699 优质碳素结构钢 GB/T 13237 优质碳素结构钢冷轧薄钢板和钢带 Q/BQB 403 冷轧低碳钢板和钢带 Q/YC 752.2 气门锁夹工程规范 3 技术要求 3.1 材料及性能 3.1.1 材料 气门锁夹可用10钢、20钢、St12、St13成型带料(钢板)制造。化学成份及机械性能按表1。 表1 3.1.2 金相组织 气门锁夹的金相组织应符合图纸的规定。 3.1.3 热处理 a) 用45钢制造的气门锁夹应进行正火+表面氮化处理,心部硬度不低于180HBS,氮 化层深0.1mm~0.3mm; b) 用10钢、20钢或St12、St13成型带料制造的气门锁夹应进行渗碳+表面淬火处理。 渗碳层深度0.1mm~0.3mm,表面淬火硬度480HV0.2~610HV0.2。 3.2 尺寸公差值 3.2.1 气门锁夹锥面角度公差不大于±15′。 3.2.2 气门锁夹气门杆配合孔尺寸公差应不大于0.04mm。 3.2.3 气门锁夹锥面量规尺寸距大头端面位置尺寸偏差应不大于±0.3mm。 3.2.4 气门锁夹凸环直径尺寸公差不大于0.1mm。 3.2.5 气门锁夹凸环中心距大头端面位置尺寸公差不大于±0.08mm。 3.3 形状和位置公差
3.3.1 气门锁夹锥面对气门杆配合孔的圆跳动不大于0.04mm。 3.3.2 气门锁夹锥面对气门杆配合孔的同轴度不大于φ0.05。 3.3.3 气门锁夹凸环内径与气门杆配合孔的同轴度不大于φ0.04mm。 3.4 表面粗糙度 3.4.1 气门锁夹的圆锥表面粗糙度Ra值应不大于3.2μm。 3.4.2 气门锁夹的与气门杆配合孔处的表面粗糙度Ra值应不大于1.6μm。 3.4.3气门锁夹的凸环表面粗糙度Ra值应不大于1.6μm。 4 重要度分级 4.1 重要度分级应符合表2的规定。 4.2 除了第3章规定的项目外,表2中的其它项目在Q/YC 752.2做出规定。 4.3 在产品设计中如果没有特别要求时,Q/YC 752.2做出规定的项目,在产品图样上可不做标注。 5 设计要求说明 5.1 气门锁夹趋向于用冷轧低碳钢板和钢带如St12或St13冷挤压成形。 5.2 气门锁夹锥角一般选用10°及15°,10°锥角比15°的具有更好的夹紧性能。 5.4 对于气门锁夹与气门是相对锁紧的情况下,气门杆配合孔尺寸应略小于气门杆部直径, 以保证气 门锁夹能充分夹紧气门杆部。