动力电池系统安全分析与防护设计
动力电池系统安全分析与防护设计
一、前言
随着电动汽车的日益普及,与电动汽车相关的安全事故也逐渐增多,不断刺激着公众的神经,加深了公众对于新产品、新事物的疑虑。
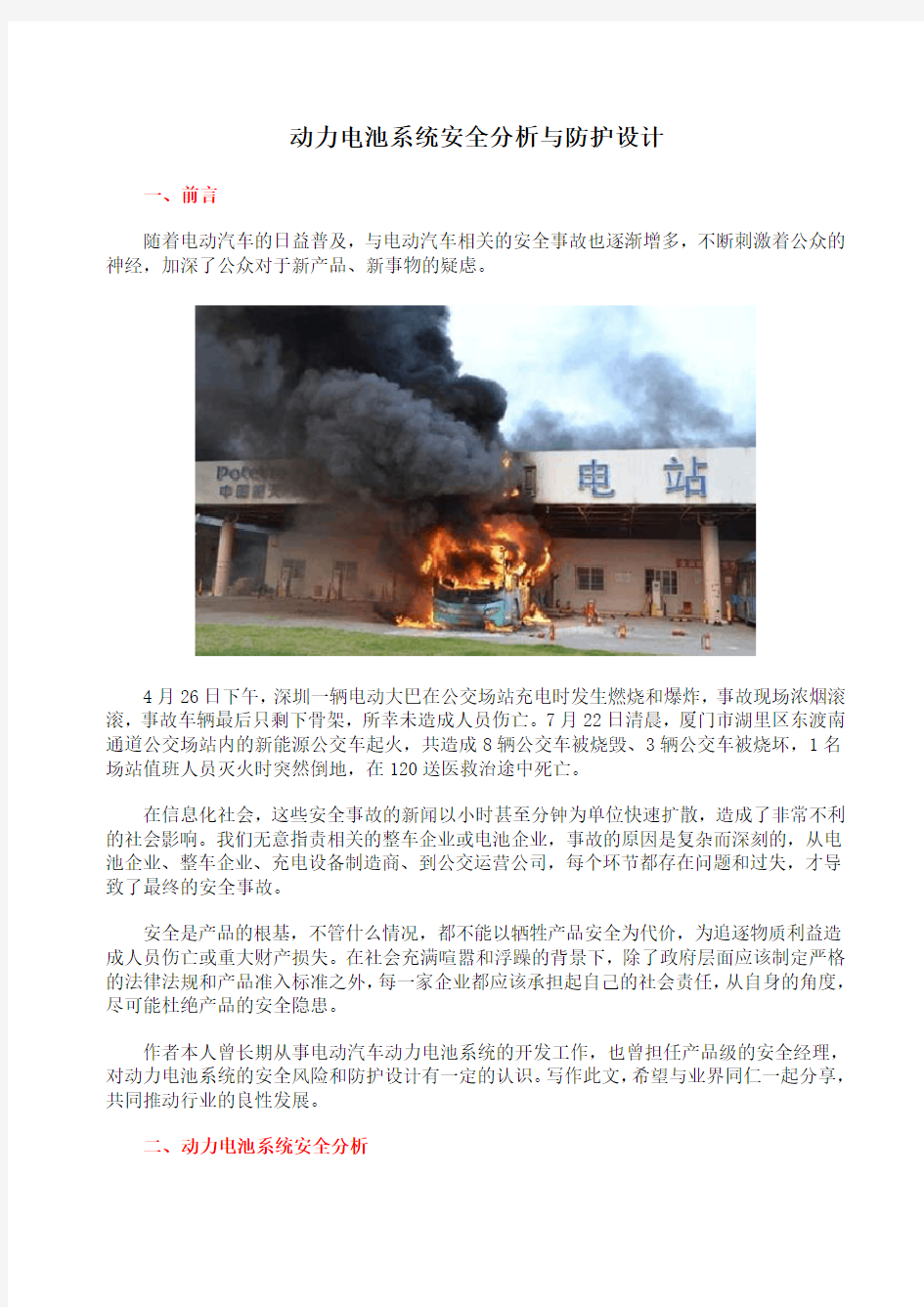
4月26日下午,深圳一辆电动大巴在公交场站充电时发生燃烧和爆炸,事故现场浓烟滚滚,事故车辆最后只剩下骨架,所幸未造成人员伤亡。7月22日清晨,厦门市湖里区东渡南通道公交场站内的新能源公交车起火,共造成8辆公交车被烧毁、3辆公交车被烧坏,1名场站值班人员灭火时突然倒地,在120送医救治途中死亡。
在信息化社会,这些安全事故的新闻以小时甚至分钟为单位快速扩散,造成了非常不利的社会影响。我们无意指责相关的整车企业或电池企业,事故的原因是复杂而深刻的,从电池企业、整车企业、充电设备制造商、到公交运营公司,每个环节都存在问题和过失,才导致了最终的安全事故。
安全是产品的根基,不管什么情况,都不能以牺牲产品安全为代价,为追逐物质利益造成人员伤亡或重大财产损失。在社会充满喧嚣和浮躁的背景下,除了政府层面应该制定严格的法律法规和产品准入标准之外,每一家企业都应该承担起自己的社会责任,从自身的角度,尽可能杜绝产品的安全隐患。
作者本人曾长期从事电动汽车动力电池系统的开发工作,也曾担任产品级的安全经理,对动力电池系统的安全风险和防护设计有一定的认识。写作此文,希望与业界同仁一起分享,共同推动行业的良性发展。
二、动力电池系统安全分析
1.系统级危害
作为纯电动汽车的唯一能量来源和混合动力汽车的重要能量来源,动力电池系统的安全性显得非常重要,稍有不慎即可能成为事故的源头,造成严重危害。
动力电池系统的定义:是一个能量存储装置,包括电池单体(电芯)或电池模组,电路和电控单元,以及相关的电气和结构组件。
动力电池系统的安全特征:作为高能量载体,在不需要外部能量输入的情况下,本身就能够因能量非正常释放而产生巨大破坏力。
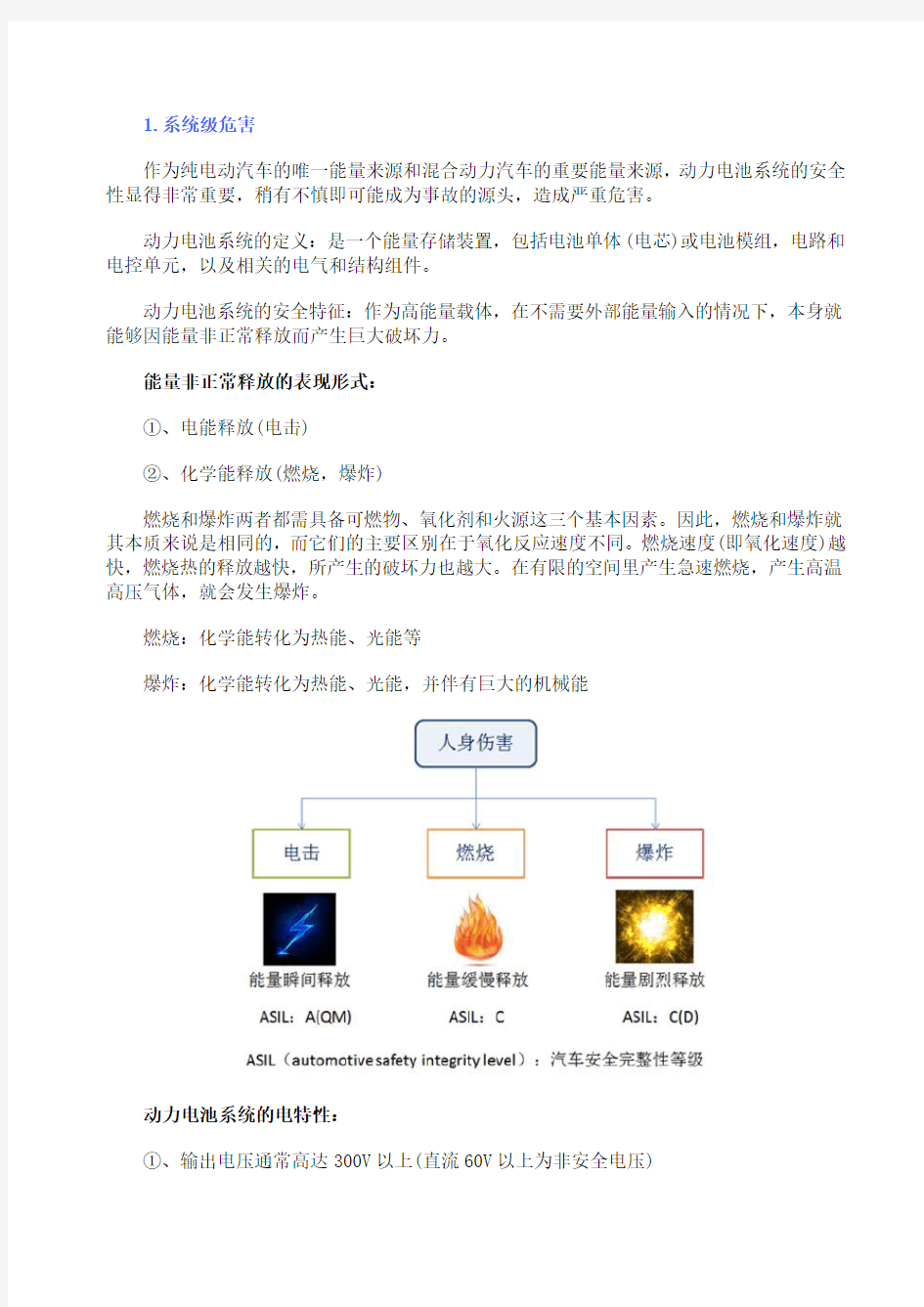
能量非正常释放的表现形式:
①、电能释放(电击)
②、化学能释放(燃烧,爆炸)
燃烧和爆炸两者都需具备可燃物、氧化剂和火源这三个基本因素。因此,燃烧和爆炸就其本质来说是相同的,而它们的主要区别在于氧化反应速度不同。燃烧速度(即氧化速度)越快,燃烧热的释放越快,所产生的破坏力也越大。在有限的空间里产生急速燃烧,产生高温高压气体,就会发生爆炸。
燃烧:化学能转化为热能、光能等
爆炸:化学能转化为热能、光能,并伴有巨大的机械能
动力电池系统的电特性:
①、输出电压通常高达300V以上(直流60V以上为非安全电压)
电动汽车用动力电池系统安全性设计-0901..
电动汽车用动力锂离子电池系统 安全性设计 拟稿:张建华 2014、7、31
目录 1、序言 2、锂离子电芯安全特性 3、几种锂离子电芯安全特性分析 4、由锂离子电芯组成的电池PACK的安全性特性分析 5、锂离子电池PACK安全性设计 6、结论
一、序言 1、特斯拉电动汽车六次碰触起火事件 7月4日,在一起离奇的盗窃事件中,特斯拉意外成为了主角。一名身份未明的男子7月4日早间盗窃ModelS汽车后,引发警方的高速追逐。该男子随后在西好莱坞撞上多辆汽车,并在撞击路灯后解体成两半,引发电池着火。7月7日,特斯拉表示,该公司将调查在高速追逐中因碰撞而解体成两半,并着火的ModelS汽车残骸。 从2013年下半年开始,特斯拉已经发生了六起起火事件。其中两起是行驶中车辆自燃,两起是碰撞起火,原因是车主驶过路面上的残骸致使电池箱被刺穿后起火,有一起在充电时发生,还有一起原因不明。 1)11月6日,据海外网站报道,一辆特斯拉Model S电动车在美国田纳西州纳什维尔附近再度遭遇起火事故,车头几乎全部烧毁。 2)10月1日,一辆Model S撞上了路中的金属残片引发事故着火燃烧,车辆前部的一块电池包起火。 3)10月18日中旬,在墨西哥,一辆高速行驶特斯拉Model S撞到了一堵混凝土墙,紧接着又撞上了一棵大树,随后起火燃烧。 结论:汽车底盘在受到猛烈冲击变形后会产生着火事故; 底盘受到猛烈冲击类似于挤压和针刺的综合测试。
2、比亚迪e6着火事件 2012年5月26日凌晨3时08分,深圳滨海大道西行侨城东路段发生的一起重大交通事故,让电动汽车的安全问题成为了全世界关注的焦点。当时,一男子载三女驾驶一辆红色日产GT-R跑车,高速撞上两辆同方向行驶的出租车。其中一辆比亚迪E6电动出租车起火燃烧,一名男性出租车司机连同两名女性乘客被困火中当场死亡。 涉及各领域的13名知名专家,包括电动汽车整车及动力系统、部件安全、结构安全、汽车碰撞、电子电气安全、动力电池、汽车交通事故鉴定、火灾调查、材料燃烧特性等专业领域。专家分别来自中国汽车技术研究中心、交通运输部、科学研究院、公安部天津消防研究所、广东省消防总队、北方车辆研究所、S MG等,进行为期70天的调查。 专家组得到的结论是:电池没爆炸,着火起因是e6受到两次严重碰撞,车身后部及电池托盘严重变形、动力电池组和高压配电箱受到严重挤压,导致部分动力电池破损短路、高压配电箱内的高压线路与车体之间形成短路,产生电弧,引燃内饰材料及部分动力电池等可燃物质。e6的动力电池系统在整车上的安装布局、绝缘防护及高压系统等方面设计合理,“整车安全未见设计缺陷”。 结论: 汽车底盘在受到猛烈冲击变形后会产生着火事故; 底盘受到猛烈冲击类似于挤压和针刺的综合测试。
锂离子电池安全性
车用锂离子动力电池系统的安全性剖析 国家大力支持以电动汽车为主的新能源汽车新兴产业。然而以热失控为特征的锂离子电池系统的安全性事故时有发生,困扰着电动汽车的发展。动力电池安全性事故的常见形式及成因是什么?又该采取怎样的防范措施?小编带你一览要点。 1 动力电池安全性问题 锂离子动力电池事故主要表现为因热失控带来的起火燃烧。如表1和图1 所示。 表1 近年发生的锂离子动力电池事故 图1 近年来部分锂离子动力电池事故 锂离子动力电池系统安全性问题表现为3个层次(图2)。 1)电池系统安全性的“演变”。即电池系统长期老化——“演化”(事故1、2、3、5、7)和突发事件造成电池系统损坏——“突变”(事故4、6)。 2)“触发”——锂离子动力电池从正常工作到发生热失控与起火燃烧的转折点。 3)“扩展”——热失控带来的向周围传播的次生危害。
图2 动力电池系统安全性问题的层次 2 动力电池安全性演变 2.1 “演化”与“突变” 电池系统长期老化带来的可靠性降低,演化耗时长,可以通过检测电池系统的老化程度来评估电池系统安全性的变化;相比而言安全性突变难以预测,但是可以通过既有事故的形式来改进电池系统的设计。 2.2 安全性演化机理 电池系统任何部件的老化都可能带来安全事故的触发,如事故1、7。除此之外,电池本身的安全性演化主要表现为内短路的发展。电池内部的金属枝晶生长是造成内短路的主要原因之一。值得一提的是,老化电池的能量密度降低,热失控造成的危害可能会降低;另一方面老化电池更容易发生热失控。 图3 锂离子电池内部金属枝晶的生长与隔膜的刺穿
3 电池安全事故触发 3.1 热失控机理 经过演变过程,电池事故将会进入“触发”阶段。一般在这之后,电池内部的能量将会在瞬间集中释放造成热失控,引发冒烟、起火与爆炸等现象。当然电池安全事故中,也可能不发生热失控,热失控后的电池不一定会同时发生冒烟、起火与爆炸,也可能都不发生,这取决于电池材料发生热失控的机理。 图4、图5与表2展示了某款具有三元正极/PE基质的陶瓷隔膜/石墨负极的25 A·h锂离子动力电池的热失控机理。热失控过程分为了7个阶段。 图4 某款三元锂离子动力电池热失控实验数据(实验仪器为大型加速绝热量热仪,EV-ARC) 图5 某款三元锂离子动力电池热失控不同阶段的机理 表2 某款锂离子动力电池热失控的分阶段特征与机理
动力电池系统设计讲解
深入浅出史上最易懂的动力电池系统 设计讲解 2 [摘要]动力电池系统设计要以满足整车的动力要求和其他设计为前提,同时要考虑电池系统自身的内部结构和安全及管理设计等方面。 动力电池系统指用来给电动汽车的驱动提供能量的一种能量储存装置,由一个或多个电池包以及电池管理(控制)系统组成。动力电池系统设计要以满足整车的动力要求和其他设计为前提,同时要考虑电池系统自身的内部结构和安全及管理设计等方面。 比如整车厂会针对要设计的整车,在考虑安全设计、线束连接线设计、接插件设计等相关要求后,形成一个有限的动力电池系统空间大小。然后在有限的空间约束下,进行电池模组、电池管理系统、热管理系统、高压系统等布置,保证电池单体及模块均匀散热,保证电池的一致性,提高电池系统的寿命与安全。设计时要考虑到的一些整体和通用性原则包括安全性好、高比能量、高比功率、温度适应性强、使用寿命长、安装维护性强、综合成本低等。
一种典型的动力电池系统 由于不同种类电动汽车的结构和工作模式的不同,导致对动力电池的性能要求也不一样。纯电动汽车行驶完全依赖于动力电池系统的能量,电池系统容量越大,可以续航里程越长,但所需电池系统的体积和重量也越大。虽然混合动力汽车对动力电池系统的容量要求比纯电动汽车要低,但要能够在某些时候提供较大的瞬时功率。而串联式和并联式混合动力汽车对电池系统的要求又有所区别。 因此动力电池系统的设计流程一般如下:(1)先确定整车的设计要求;(2)然后确定车辆的功率及能量要求(3)选择所能匹配合适的电芯(4)确定电池模块的组合结构形式(5)确定电池管理系统设计及热管理系统设计要求(6)仿真模拟及具体试验验证。
锂离子动力电池的安全性问题分析Word版
锂离子动力电池的安全性问题分析 () 摘要:本文从锂离子电池材料和制作工艺两个方面分析影响锂离子电池安全性能的因素,并进一步分析锂离子电池组安全性的关键问题。 关键词:锂离子电池;安全性能;热稳定性;影响因素 Power type lithium ion battery safety problem analysis (Electrical Engineering College, Longdong University, Qingyang 745000, Gansu, China) Abstract:This article from the lithium ion battery materials and production process analysis of two aspects of influence of lithium ion battery safety performance factors, and further analysis of lithium ion battery safety problems. Key words:Lithium ion battery; Safety performance; Thermal stability; Influence factors. 0 引言 锂离子电池是一种充电电池,它主要依靠锂离子在正极和负极之间移动来工作。在充放电过程中,Li+ 在两个电极之间往返嵌入和脱嵌:充电池时,Li+从正极脱嵌,经过电解质嵌入负极,负极处于富锂状态;放电时则相反。一般采用含有锂元素的材料作为电极的电池。是现代高性能电池的代表。锂离子电池是最晚研究而商品化进程最快的一种高性能电池。锂离子电池以其独特的优势目前以成为各个领域广泛应用的新能源。锂离子电池具有电压高、比能量高、循环性能好等特点,越来越广泛应用发的3C市场领域、电动车(EV)和混合型电动车(HEV)市场领域、军事用途及空间技术领域。虽然,锂离子二次电池的安全性相对于金属锂二次电池有了很大的提高,但仍存在着许多隐患,比如:由于电池的比能量高,且电解液大多为有机易燃物等,当电池热量产生速度大于散热速度时,就有可能出现安全性问题。根据Ph.Biensan等的研究证明:锂离子电池在滥用的条件下有可能产生使铝集流体熔化的高温(>700℃),从而导致电池出现冒烟、着火、爆炸、乃至人员受伤等情况。因此对锂离子电池的研制和生产来说,电池的安全性不仅是指在各种测试条件下不出现冒烟、着火、爆炸等现象,最为重要的确保人员在电池滥用的条件下不受伤害。 1 锂离子电池的几代变革 第一代锂离子电池:负极:锂金属,工作电压高达3.7。由于直接以极其活跃的金属锂作为负极,安全隐患太大已经被淘汰。
电动汽车动力电池系统总体方案设计
电动汽车动力电池系统总体方案设计 1.1 额定电压及电压应用范围 对于高速电动车辆动力电池系统的额定电压等级,参照《GB/T31466-2015 电动车辆高压系统电压等级》可选择144V、288V、320V、346V、400V、576V等。对于微型低速电动车动力电池系统的电压等级,100V以下主要以48V、60V、72V和96V为主。 动力电池系统的额定电压及电压范围必须与整车所选用的 电机和电机控制器工作电压相匹配,因此为保证整车动力系统的可靠运行,需要根据电动整车电机的电压等级及工作电压范围要求,选择合适的单体电池规格(化学体系、额定电压、容量规格等)并确定单体电池的串联数量、系统额定电压及工作电压范围。通常允许使用的电压范围上限为系统额定电压的115%~120%,下限为系统额定电压的75%~80%。
1.2 动力电池系统容量 整车概念设计阶段,从整车车重和设定的典型工况出发,续驶里程、整车性能(最高车速、爬坡度、加速时间等)要求,可以计算出汽车行驶所需搭载的总能量需求。动力电池系统容量主要基于总能量和额定电压来进行计算。 1.3 功率和工作电流 整车在急加速情况下,动力电池系统需要提供短时脉冲放电功率,对应的工作电流为峰值放电电流;在紧急刹车情况下,需要提供短时能量回收功率,对应的回馈电流为峰值充电电流。
整车在平路持续加速或长坡道时,动力电池系统需要提供稳定的持续放电功率,此时要求能够长时间稳定输出一定额度的电流,即持续放电工作电流。 1.4 可用SOC范围 在动力电池系统产品设计上,由于SOC可用范围会直接影响总能量的设计,直接体现到单体电池的选型及数量要求,因此,也会对电池箱体的包络尺寸设计、内部布置及安装空间间隙以及对总体成本等方面产生最直接的影响。动力电池系统SOC应用范围的选择首先考虑整车对充放电功率和可用能量等方面的需求,同时结合单体电池在不同温度条件下的充放电能力(功率和能量)、存储性能(自放电率)、寿命、安全特性,以及电池管理系统的SOC估算精度等影响因素来确定。
特斯拉电动汽车动力电池管理系统解析(苍松书屋)
特斯拉电动汽车动力电池管理系统解析 1. Tesla目前推出了两款电动汽车,Roadster和Model S,目前我收集到的Roadster 的资料较多,因此本回答重点分析的是Roadster的电池管理系统。 2. 电池管理系统(Battery Management System, BMS)的主要任务是保证电池组工作在安全区间内,提供车辆控制所需的必需信息,在出现异常时及时响应处理,并根据环境温度、电池状态及车辆需求等决定电池的充放电功率等。BMS的主要功能有电池参数监测、电池状态估计、在线故障诊断、充电控制、自动均衡、热管理等。我的主要研究方向是电池的热管理系统,因此本回答分析的是电池热管理系统 (Battery Thermal Management System, BTMS). 1. 热管理系统的重要性 电池的热相关问题是决定其使用性能、安全性、寿命及使用成本的关键因素。首先,锂离子电池的温度水平直接影响其使用中的能量与功率性能。温度较低时,电池的可用容量将迅速发生衰减,在过低温度下(如低于0°C)对电池进行充电,则可能引发瞬间的电压过充现象,造成内部析锂并进而引发短路。其次,锂离子电池的热相关问题直接影响电池的安全性。生产制造环节的缺陷或使用过程中的不当操作等可能造成电池局部过热,并进而引起连锁放热反应,最终造成冒烟、起火甚至爆炸等严重的热失控事件,威胁到车辆驾乘人员的生命安全。另外,锂离子电池的工作或存放温度影响其使用寿命。电池的适宜温度约在10~30°C之间,过高或过低的温度都将引起电池寿命的较快衰减。动力电池的大型化使得其表面积与体积之比相对减小,电池内部热量不易散出,更可能出现内部温度不均、局部温升过高等问题,从而进一步加速电池衰减,缩短电池寿命,增加用户的总拥有成本。 电池热管理系统是应对电池的热相关问题,保证动力电池使用性能、安全性和寿命的关键技术之一。热管理系统的主要功能包括:1)在电池温度较高时进行有效散热,防止产生热失控事故;2)在电池温度较低时进行预热,提升电池温度,确保低温下的充电、放电性能和安全性;3)减小电池组内的温度差异,抑制局部热区的形成,防止高温位置处电池过快衰减,降低电池组整体寿命。 2. Tesla Roadster的电池热管理系统 Tesla Motors公司的Roadster纯电动汽车采用了液冷式电池热管理系统。车载电池组由6831节18650型锂离子电池组成,其中每69节并联为一组(brick),再将9组串联为一层(sheet),最后串联堆叠11层构成。电池热管理系统的冷却液为50%水与50%乙二醇混合物。
动力电池管理系统硬件设计电路图
动力电池管理系统硬件设计电路图 电动汽车是指全部或部分由电机驱动的汽车。目前主要有纯电动汽车、混合电动车和燃料电池汽车3种类型。电动汽车目前常用的动力来自于铅酸电池、锂电池、镍氢电池等。 锂电池具有高电池单体电压、高比能量和高能量密度,是当前比能量最高的电池。但正是因为锂电池的能量密度比较高,当发生误用或滥用时,将会引起安全事故。而电池管理系统能够解决这一问题。当电池处在充电过压或者是放电欠压的情况下,管理系统能够自动切断充放电回路,其电量均衡的功能能够保证单节电池的压差维持在一个很小的范围内。此外,还具有过温、过流、剩余电量估测等功能。本文所设计的就是一种基于单片机的电池管理系统。 1电池管理系统硬件构成 针对系统的硬件电路,可分为MCU模块、检测模块、均衡模块。 1.1MCU模块 MCU是系统控制的核心。本文采用的MCU是M68HC08系列的GZ16型号的单片机。该系列所有的MCU均采用增强型M68HC08中央处理器(CP08)。该单片机具有以下特性: (1)8MHz内部总线频率;(2)16KB的内置FLASH存储器;(3)2个16位定时器接口模块;(4)支持1MHz~8MHz晶振的时钟发生器;(5)增强型串行通信接口(ESCI)模块。 1.2检测模块 检测模块中将对电压检测、电流检测和温度检测模块分别进行介绍。 1.2.1电压检测模块 本系统中,单片机将对电池组的整体电压和单节电压进行检测。对于电池组整体电压的检测有2种方法:(1)采用专用的电压检测模块,如霍尔电压传感器;(2)采用精密电阻构建电阻分压电路。采用专用的电压检测模块成本较高,而且还需要特定的电源,过程比较复杂。所以采用分压的电路进行检测。10串锰酸锂电池组电压变化的范围是28V~42V。采用3.9M?赘和300k?赘的电阻进行分压,采集出来的电压信号的变化范围是2V~3V,所对应的AD 转换结果为409和*。 对于单体电池的检测,主要采用飞电容技术。飞电容技术的原理图如图1所示[2],为电池组后4节的保护电路图,通过四通道的开关阵列可以将后4节电池的任意1节电池的电压采集到单片机中,单片机输出驱动信号,控制MOS管的导通和关断,从而对电池组的充电放电起到保护作用。
锂电池的安全性设计(标准版)
( 安全管理 ) 单位:_________________________ 姓名:_________________________ 日期:_________________________ 精品文档 / Word文档 / 文字可改 锂电池的安全性设计(标准版) Safety management is an important part of production management. Safety and production are in the implementation process
锂电池的安全性设计(标准版) 为了避免因使用不当造成电池过放电或者过充电,在单体锂离子电池内设有三重保护机构。一是采用开关元件,当电池内的温度上升时,它的阻值随之上升,当温度过高时,会自动停止供电;二是选择适当的隔板材料,当温度上升到一定数值时,隔板上的微米级微孔会自动溶解掉,从而使锂离子不能通过,电池内部反应停止;三是设置安全阀(就是电池顶部的放气孔),电池内部压力上升到一定数值时,安全阀自动打开,保证电池的使用安全性。 有时,电池本身虽然有安全控制措施,但是因为某些原因造成控制失灵,缺少安全阀或者气体来不及通过安全阀释放,电池内压便会急剧上升而引起爆炸。 一般情况下,锂离子电池储存的总能量和其安全性是成反比的,随着电池容量的增加,电池体积也在增加,其散热性能变差,出事故的可能性将大幅增加。对于手机用锂离子电池,基本要求是发生
安全事故的概率要小于百万分之一,这也是社会公众所能接受的最低标准。而对于大容量锂离子电池,特别是汽车等用大容量锂离子电池,采用强制散热尤为重要。 选择更安全的电极材料,选择锰酸锂材料,在分子结构方面保证了在满电状态,正极的锂离子已经完全嵌入到负极炭孔中,从根本上避免了枝晶的产生。同时锰酸锂稳固的结构,使其氧化性能远远低于钴酸锂,分解温度超过钴酸锂100℃,即使由于外力发生内部短路(针刺),外部短路,过充电时,也完全能够避免了由于析出金属锂引发燃烧、爆炸的危险。 另外,采用锰酸锂材料还可以大幅度降低成本。 提高现有安全控制技术的性能,首先要提高锂离子电池芯的安全性能,这对大容量电池尤为重要。选择热关闭性能好的隔膜,隔膜的作用是在隔离电池正负极的同时,允许锂离子的通过。当温度升高时,在隔膜熔化前进行关闭,从而使内阻上升至2000欧姆,让内部反应停止下来。 当内部压力或温度达到预置的标准时,防爆阀将打开,开始进
动力电池系统设计输入地要求
纯电动大巴车用动力电池系统设计输入要求 一.设计输入--项目可行性报告 1、车辆技术参数: 车辆尺寸(车辆三维模型) 总质量 kg 轴荷分配 kg 主传动比 最大车速 km/h 常规车速 km/h 爬坡车速 km/h 最大爬坡度 % 迎风面积 m2 风阻系数 车轮的滚动半径 m 2、车辆性能: 车速、加速性、行驶距离、车速变化曲线 3、使用环境: 路面、全年早晚温度变化与负荷变化关系曲线、全年雨量分布、湿度范围、 4、运行工况:
负荷变化曲线、每天运行时间 实际路测数据输入: 1)行驶里程(平路里程和坡道里程)按满备质量计算 2)运行的最高车速 3)运行的平均车速 4)爬坡车速 5)满载质量波动 5、驱动电机参数: 电机结构、工作电压范围、工作温度范围 电动机的额定功率、扭矩、转速、尺寸、重量等基本参数 电动机的瞬时最大功率、扭矩、转速等参数 变速箱的主减速比、传动比等基本参数 电机制动参数 6、控制器参数 7、充电机参数 二.根据需求输入及汽车改装的实际情况,编制技术协议--项目设计任务书,需要提供的参数: 1.提出电池箱最大包络; 2.确定电池箱体固定安装方式、固定点及定位销位置(三维模型);
3.明确接插件及管脚定义; 4.提出电性能指标(电压等级﹑能量密度﹑功率密度﹑寿命等)及试验工况要求; 5.提出环境适应性能指标(防腐等级﹑冲击振动﹑高低温等);6.提出安全性能指标(过充﹑过放﹑短路﹑挤压﹑针刺﹑跌落等; 高压安全,碰撞与高压安全,绝缘安全,防水安全等); 7.提出上下电及相关逻辑; 8.确定通信协议(和VCU﹑CHARGER); 9.确定故障定义及故障分类,并设置合理的阀值; 10.对售后服务提出一定的要求。 三.动力电池组设计输入要求 纯电动电池pack性能
磷酸铁锂电池的安全性能研究.docx
磷酸铁锂电池的安全性能研究 电动车应用最基本的要求是保证安全。电池的安全性归根到底体现的是温度问题。任何安全性问题最终的结果就是温度升高直至失控,直至出现安全事故。电池的安全性检测通常包括过充电、过放电、穿刺、挤压、跌落、加热、短路等,在这些情况下,会引起电池温度上升或部分区域温度过高,达到某一底限温度值,大量的热产生由于不能及时被消散引发一系列放热副反应,从而出现热失控。热失控一旦被引发就完全不能停止,直到所有反应物被完全地消耗,在大多数情况下导致电池的破裂,随之伴有火焰和浓烟,有时甚至是电池的爆炸。在锂电池当中,公认的以LiFePO4为正极材料的锂电池具有最好的安全性能。主要是由于LiFePO4在高温条件下的氧保持能力好,即使在超过500℃的高温也不会失氧,比钴酸锂、锰酸锂及三元材料等药高得多。但在滥用条件下,即使LiFePO4为正极的锂电池,也会出现安全性问题。本文主要研究和分析不同的安全性检测条件对磷酸铁锂电池的安全性能检测结果的影响。 安全性问题最终的反映是热量累积或能量短时释放引起的温度迅速升高出现失控。在电池滥用过程中,产生热的原因有以下几个方面:(1)负极SEI膜的分解;(2)负极与电解质的反应;(3)电解液的热分解;(4)电解液在正极的氧化反应;(5)正极的热分解;(6)负极的热分解;(7)隔膜的溶解以及引起的内部短路。电池抵抗各种滥用的能力主要取决于产热和散热的相对速度。当电池的散热速度低于产热速度时,它可能会遭受热失控。 1. 测试对象与设备 2. 试验 3. 结果与分析 3.1过充电 锂离子电池在充电时发生式(1)所示的反应,Li 不完全脱出,生成物为 LiFePO4和 FePO4。LiFePO4—— LiFePO4+ FePO4+ Li +xe 电池过充时,Li+大量脱出,生成的 FePO4增多,引起较大的极化电阻和极化电势,使电池的电压快速升高;过多的锂脱出,极片上的粘结剂被破坏,使正极膏片从集流体上脱离,出现大面积掉膏,脱出的 Li 聚集在负极片上,形成点状白点;电池正极附近的高氧化氛围引起电解液氧化分解使过充电池剩余的电解液较少,电解液分解产生更多的热量和气体,使电池鼓胀加剧,爆炸的可能性加大;LiFePO4在过充时发生了不可逆分解,有氧气和含 Fe 的
动力电池设计开发计划书
动力电池设计开发计划书
————————————————————————————————作者:————————————————————————————————日期: 2
动力电池开发计划书 编制:梁修世 审核: 批准: 广东精进能源公司PACK技术应用部 2013年8 月30 日
动力电池设计开发计划书 开发人员配置 项目名称动力电池项目类型项目起止日期待定 设计开发人员职务工作职责 负责公司保护板开发策划,监督,指导,人员工作 梁修世电子负责人 安排。 负责保护板各项性能的检测,并出具相关测试数据 王海平测试技术员 报告。 负责保护板的立项方案评估,协助软件工程师共同 无硬件工程师 完成相关项目。 负责保护板立项方案评估,保护板相关软件程序编 无软件工程师 写等工作。 负责公司保护板主要电子元件及其他相关材料认证 无认证技术员 测试,并出具相关测试数据报告。 1
开发目的: 1.为了使产品性能够满足客户需求 2.保证产品可量产性大,降低风险性 3.使产品不良率可以在我司接受的范围内 4.产品成本相对的降低,性能稳定 5.使产品不断的进行优化和升级 6.使产品工艺简单化生产效率有所提高 开发所需资源: 1.需要工作经验丰富,能完成整个案子的开发设计团队; 2.保护板测试仪,大功率负载仪,示波器,多路温度测试仪器,直流电源等相关仪器设备进行产品各项性能调试; 3.开发需要经费和开发要一定的周期; 开发计划: 1.针对目前我司保护板和未来行业走向进行各方面的比较。 2.现我们动力保护板均电路都是耗能型。(优点:电路简单不容易出问题,价格便宜。缺点:发热量很大,均电流小对电芯均衡效果不明显) 3.现在市场走向是做均衡为能量转换行(优点:均衡电流大发热量小,对电芯均衡效果明显保证电芯一致好。缺点:电路相对复杂,价格非常昂贵目前市场还未推行) 4.能量转换型均衡是未来市场发展的走势,值得去研发该项目 5.电动自行车电池保护板都是日系多个单体IC进行级联,电路、工艺复杂容易出问题,现正着手对以前旧方案进行优化,改为单个IC代替以前级联方式(有软件、硬件方案)电路工艺简单,但成本,性能各方面需评估 6.对现有方案进行优化,对元件重新选型降低成本性能不变 2
动力电池智能制造技术【全面解析】
动力电池智能制造技术 内容来源网络,由“深圳机械展(11万㎡,1100多家展商,超10万观众)”收集整理!更多cnc加工中心、车铣磨钻床、线切割、数控刀具工具、工业机器人、非标自动化、数字化无人工厂、精密测量、数控系统、3D打印、激光切割、钣金冲压折弯、精密零件加工等展示,就在深圳机械展. 1新能源汽车动力电池的智能制造 我国已成为名副其实的全球最大的新能源汽车市场。动力电池作为最为核心的 关键零部件,它的相关技术必须与电动汽车的发展相适应。新能源汽车能走多远, 最终取决于动力电池能走多远。综合各类电池的技术优势及发展趋势,锂离子电池 在混合动力汽车、插电式混合动力汽车和纯电动汽车领域,将会有越来越广泛的应 用。该类电池技术对新能源汽车产业发展的意义重大。 当前国内生产动力电池的企业约有上百家,但由于自动化程度低,不少企业呈 现出生产效率低、产品良品率低和运营信息互联互通效率低的“三低”特点。这使 得动力电池在技术以及一致性问题上一直很难有实质性突破,严重影响了动力电池 的整体性能,也制约了我国新能源汽车产业的发展。 基于此,动力电池的智能制造应运而生。什么是动力电池的智能制造?它是指, 动力电池生产智能工厂综合运用ERP系统、MES系统等软件,并实现全周期生产的 可视化、自动化、智能化。未来,包括动力电池在内的新能源汽车制造,未来必然 走向大规模和智能化,呈现高精度、高速度和高可靠性的“三高”特点。而以无人 化、可视化和信息化为代表的“三化”是实现“三高”的利器,亦是智能制造的范 畴。 2动力电池工艺装备智能制造技术的发展水平
作为动力电池制造环节必需的工具,动力电池生产工艺装备对动力电池规模化生产条件下的技术发展起着极为关键的作用,近年来动力电池装备产业发展势头迅猛。结合动力电池生产工艺流程,我们将从动力电池电芯生产的前、中、后各段工序以及电池组模组及系统装配工序对动力电池装备产业的智能制造技术发展现状进行分析。 1.动力电池电芯生产前段工序的技术水平 作为动力电池整条产线最为关键的环节,生产前段工序对动力电池产品品质一致性和性能稳定性产生直接影响。动力电池电芯生产前段工序是指实现锂离子动力电池从原材料输送到模切的极片加工成型的过程。自动加料系统、搅拌机、涂布机、辊压机和模切机等是动力电池制造过程的核心工艺装备。 由于前段工艺装备对动力电池性能影响较大,各项技术指标要求高,且设备技术复杂程度高,前几年国产装备技术相对较为落后,在效率、精度、稳定性等方面与国外还存在一定差距,尤其是涂布机。近年来随着行业技术日趋成熟,国内装备行业快速发展,自动加料系统、大容积自动搅拌机、高速涂布机、高速模切机等高端设备逐步实现国产化,并在实际应用中产生了较好效果。 表1. 国内电池电芯前段工序设备情况 2.动力电池电芯生产中段工序的技术水平 传统工艺主要以手工作业和单机自动化为主,近年来随着大规模生产对生产效率和过程控制的要求,动力电池生产中段装配工序已逐步实现整线自动化控制。通过对自动化工作站、上下料机构、自动传输机构、多轴机器人等部件的连接整合,采用高精度传感器技术实现对过程数据数据的自动采集、监控和反馈,并结合设备MES系统的应用,实现动力电池中段工序智能化生产。
动力电池设计规范
议的各方研究是否可使用这些文件的最新版本。 次设计开发。 凡是不注日期的文件, 其最新版本适用于本 GB/T 18384.1-2001 GB/T 18384.2-2001 GB/T 18384.3-2001 GB/T 18385 -2005 电动汽车安全要求 电动汽车安全要求 电动汽车安全要求 电动汽车动力性能 第 1 部分:车载储能装置 第 2 部分:功能安全和故障保护 第 3 部分:人员触电 试验方法 GB/T 18386 -2005 电动汽车能量消耗率和续驶里程 试验方法 GB/T 18388 -2005 GB/T 18487.1-2001 GB/T 18487.2-2001 GB/T 18487.3-2001 电动汽车定型试验规程 电动车辆传导充电系统 电动车辆传导充电系统 电动车辆传导充电系统 一般要求 电动车辆与交流 / 直流电源的连接要求 电动车辆与交流 /直流充电机 (站) GB/T 17619-1998 机动车电子电器组件的电磁辐射抗扰性限值和测量方法 GB/T 18387-2008 电动车辆的电磁场辐射强度的限值和测量方法 带宽9KHz ?30MHz 1 综述 电动车的的电池就好比汽车油箱里的汽油。 它是由小块单元电池通过串并联方式级联后, 通过BMS 勺管理,将电能传递到高压配电盒,然后分配给驱动电机和各个高压模块 (DC/DC 、 空调压缩机、PTC 等)。电池管理系统(BMS )采用的是一个主控制器 (BMU )和多个下一级电池 采集模块 (LECU )组成模块化动力电池管理系统, 是一种具有有效节省电池电能、 提高车辆安 全性、实现充放电均衡和降低运行成本功能的电池管理系统模式。 高压控制系统的预充电及正负极高压继电器均由 BMS 控制,设置了充电控制继电器, 增 加高压充电时的安全性 。 2 设计标准 F 列文件为本次 MAOO-ME1O0设计整改参考标准。凡是注日期的文件,其随后所有的修 改单(不包括勘误的内容 )或修订版均不适用于本次设计开发, 然而,鼓励根据本文件达成协 QC/T 743-2006 电动汽车用锂离子蓄电池 QC/T 413-2002 汽车电气设备基本技术条件 ISO 11898-1-2003 道路车辆 控制面网络 (CAN ) 第 1 部分:数据链接层和物理信号 ISO 11898-2-2003 道路车辆 控制器局域网 (CAN ) 第 2部分:高速媒体访问单元 ISO7637-2 道路车辆由传导和耦合引起的电骚扰(电源线瞬态传到干扰抗绕性试验) ISO11452-2 道路车辆窄带辐射的电磁能量产生的电干扰的部件试验方法 (吸波屏蔽外 壳) 3 动力电池的标准 动力电池设计方案
纯电动汽车动力电池包结构静力分析及优化设计..
纯电动汽车动力电池包结构静力分析及优化设计 摘要:动力电池包作为纯电动汽车的唯一动力源,承受着电池组等模块的质量,因此其强度、刚度必须满足使用要求才可以保证行驶的安全性。在建立其有限元模型的基础上,分析了电池包结构在弯曲工况、紧急制动工况、高速转弯工况、垂直极限工况以及扭转工况下的强度、刚度。分析结果显示,在垂直极限工况下,电池包底板的受力情况最为恶劣,因此对原有模型做出了改进,改变底板加强筋的布置形式。经过相同工况的模拟,发现在力学性能提升的基础上,整体质量得以减轻,实现了轻量化的目标。 关键词:动力电池包有限元法静力分析优化设计 Abstract:As the only power source of pure electrical vehicle,the power battery pack bears the weight of several models such as the battery model. To ensure the safety,the pack’s strength and stiffness must meet the fundamental requirements. This paper mainly analyzed the strength and stiffness under different working conditons on the base of a finite element model. The rsult shows that and the corresponding stress and deformation graphs are obtained.The structure of the battery pack is improved after analyzing the causes of the stress concentration.Also, the performance of the new model is compared with the original one.The results show that the weight of the structure is reduced while the performance of the structure is improved, and the lightweight of the vehicle is realized. Keywords:power battery pack finite element method static structural analysis optimal design
电动汽车动力电池系统五大国标最详解读
电动汽车动力电池系统五大国标最详解读 [导读]国标针对动力电池系统,建立了常规性能和功能要求,范围覆盖了电芯、模组、动力电池包、动力电池系统这4个层级,产品类型包括混合动力、插电式/增程式混合动力、纯电动乘用车和商用车,已基本上了构成了一个完整的体系。 关键词:电池系统电动汽车 国标针对动力电池系统,建立了常规性能和功能要求——容量、能量、功率、效率、标准循环寿命、工况循环寿命、存储、荷电保持、容量恢复、倍率性能、高低温性能等,建立了安全防护要求——操作安全、故障防护、人员触电防护、滥用防护、环境适应性、事故防护、用户手册和特殊说明等,范围覆盖了电芯、模组、动力电池包、动力电池系统这4个层级,产品类型包括混合动力、插电式/增程式混合动力、纯电动乘用车和商用车,已基本上了构成了一个完整的体系。 一、构建标准体系 电动汽车早期的发展过程中,GB或GB/T国家标准的缺失在一定程度上造成了行业的良莠不齐和鱼龙混杂。仅依靠汽车行业的QC/T推荐标准作为一种参考,并不具有权威性和广泛性,整车企业和电池企业要么茫无头绪,要么各行其是、各执一词,缺乏一个统一的衡量标准。 随着2015年新版GB/T国家推荐标准的陆续发布,我国电动汽车产业围绕动力电池系统已基本上构建了完整的标准体系,形成了行业的准入门槛,有利于行业的规范发展和优胜劣汰。 新国标在2015年5月颁布(部分标准将在10月份或年底颁布),与旧标准之间有一年的过渡期,从2016年开始,相关企业都将遵循新的标准进行相关检测。新国标与工信部2015年3月发布的《汽车动力蓄电池行业规范条件》一起,将加速动力电池行业的洗牌,提高行业集中度水平。
动力电池系统方案书
管理编号: 项目编号:EVPS(JS)ZZYF150609 项目名称:PL151V220电池系统文档版本:V0.01 技术部 2013年 8 月 1 日
版本履历
目录 一、前言 (4) 二、概述 (4) 三、系统部件清单 (5) 四、电池组性能指标 (5) 五、电池系统结构规格 (6) 六、蓄电池控制单元技术要求 (7) 6.1 蓄电池控制单元基本功能 (7) 6.2 电池管理系统技术指标 (7) 6.3蓄电池控制单元策略及动作参数 (8) 6.4 控制方式 (9) 6.5 充电方式 (10) 七、国家标准 (10)
一、前言 本方案采用的主要技术符号和术语: C1:1小时率额定容量(Ah); I1:1小时率放电电流,其数值等于C1(A); Cn1:1小时率实际放电容量(Ah); In1:1小时率实际放电电流,其数值等于Cn1(A); BCU(BMS):蓄电池控制单元,控制、管理、检测或计算蓄电池电和热相关参数,并提供蓄电池系统和其他车辆控制器通讯的电子装置; 单体蓄电池:直接将化学能转换为电能的基本单元装置,包括电极、隔膜、电解质、外壳和端子,并被设计成可充电; 蓄电池包:通常包括蓄电池组,蓄电池管理模块(不含BCU),蓄电池箱及相应附件,具有从外部获得电能并可对外输出电能的单元, 亦称之为电池包; 蓄电池系统:一个或一个以上蓄电池包及相应附件(管理系统、高压电路、低压电路、热管理设备以及机械总成等)构成的能量存储装置; 高压盒:用来集中放置高压接触器、继电器、汇流排、保险丝、BMS等部件,实现蓄电池系统电能集中管理和分配的部件; 二、概述 本方案约定的电池系统(以下可简称本系统或系统)名称为PL151V220锂离子电池系统,型号为:PL151V220,额定电压为151.2V,额定容量为 220 Ah,额定能量33.2度。电池系统由100并42串,合计4200只规格为 18650 的单体蓄电池成组,在部件上包含1个蓄电池包以及配套的高、低压线束线缆。
车用动力电池系统设计与开发
All Value In Creation CALB 车用动力电池系统设计与开发 谢秋 2017年3月31日
目录 CONTENTS 第一部分:车用动力电池系统概述 第二部分:结构技术 第三部分:电池管理系统 第四部分:系统开发的工具和方法 第五部分:车用动力电池系统开发模式
第一部分:车用动力电池系统概述
● 2014年,公司金属壳电池、软包电池生产线建成并投入使用,公司产品实现转型升级与技术跨越。 ● 2015年,中航工业与江苏省政府签署战略合作协议,建设中航绿色电源科技园。 ● 2009年,中航工业集团做出大力发展动力电池产业的决定,分三期完成36亿投资规模。 ● 2011年,中航锂电洛阳产业园新建1.2亿安时自动化生产线投产。 ● 2016年,中航锂电洛阳三期、江苏一期建成投产,公司迎来跨越式发展新阶段。 车辆类型: -EV 用 -HEV 用: -弱混(12V\48V ) -中混、强混(144V\~288V) -PHEV 用 安装结构形式: -吊挂式 -盛放式 布置方式 -集中式:系统由一个电池包组成 -分步式:系统由多个电池包组成 车用动力电池系统定义: 一种为车辆提供双向能量转换和能量存储功能的装置。即向外界提供功率和能量,也可以从外界吸收功率和能量。
车用动力电池系统构成
电芯结构路线 方形铝壳软包圆柱 优势: 单体容量大,成组简单,尺寸控 制容易 弱势: 壳体成本 优势: 散热好,成本低,质量能量密度高 弱势: 尺寸控制复杂,日历寿命有待验证 优势: 标准化程度高,成本低,生产效率 高 弱势: 成组复杂
动力电池项目规划设计方案 (1)
动力电池项目规划设计方案 规划设计/投资分析/实施方案
摘要说明— 由于全球的能源紧缺和环境问题日益严重,各国都在加大新能源汽车的布局投入,新能源汽车取代燃油汽车几乎已成为必然趋势。中国如果能够抓住这次新能源汽车的巨大发展机遇,就能改变在传统汽车领域长期技术追赶的被动局面。因此,近年来国家出台了很多促进新能源汽车发展的政策,为中国新能源汽车的发展起到巨大的推动作用。国内新能源汽车市场规模的不断扩大,2018H1新能源汽车产量达到40.9万辆,同比增长112%,预计2018年新能源汽车产量将达到100万以上,同时国内动力电池的出货量也随着新能源汽车市场规模的扩大而增加,2018H1动力电池出货量15.6GWh,同比增长169%。 该动力电池项目计划总投资3731.75万元,其中:固定资产投资2734.61万元,占项目总投资的73.28%;流动资金997.14万元,占项目总投资的26.72%。 达产年营业收入9795.00万元,总成本费用7668.75万元,税金及附加74.25万元,利润总额2126.25万元,利税总额2493.78万元,税后净利润1594.69万元,达产年纳税总额899.09万元;达产年投资利润率56.98%,投资利税率66.83%,投资回报率42.73%,全部投资回收期3.84年,提供就业职位183个。
报告内容:项目概述、投资背景及必要性分析、市场分析、项目建设内容分析、选址评价、土建工程设计、工艺分析、环保和清洁生产说明、安全保护、项目风险评估分析、节能评估、实施进度计划、投资估算、经济效益、项目评价等。 规划设计/投资分析/产业运营
动力电池10大安全问题及解决思路
动力电池10大安全问题及解决思路 以下是某会议的精髓,提出探讨动力电池十大安全问题:1.电芯安全2.成组安全3.电池管理4.设计安全5.充电安全6.使用安全7.安全预警8.日常维护9.安全保护10.安全等级划分。本整理稿件是从10个问题中挑选3个核心问题进行重点讨论,并提出本组的解决思路,具体如下: 1.电芯安全的解决思路 C组:电芯、电池模块标准化 通过标准化可以改善几个方面: (1)设计方面,把电芯的设计问题集中暴露,集中处理; (2)生产设备方面,设备的标准化程度也会相应高一些,设备企业产品迭代会更快; (3)持续改进和经验推广,通过标准化,可以把优秀的设备配套商和零配件配套商的经验向行业推广,这样整体提高了电池行业的安全技术水平。 D组:电芯的标准化
电芯的标准化可以降低低层次劳动的重复。电芯标准化本身对电芯的安全性能有很大的提升,更多厂商做同一个标准的电芯,电芯成本会下降,安全性会提高。从紧迫性和可实现性来看,是比较紧迫也比较容易实现的。 2.成组安全的解决思路 D组:热管理设计对电池安全非常重要 成组安全方面,热管理设计的好,热量均衡,BMS虽然很小的电流均衡,但是可以把不同电池之前的温度差导致的电压差均衡起来,因为电池就是电化学里能斯特方程的温度,正极是正相关,负极是负相关,电压差是正极减负极的话是更大的,所以温度对它的电压影响是很大的。 当然焊接工艺也是很重要的一个方面,焊接工艺不一样会导致内阻的不均衡上升,所以从这几个维度来提高它的成组安全。 F组:PACK的电管理、热管理 安全性问题最终要归结为电池模块,运用系统论的方法来考虑电芯和PACK的安全问题,BMS要对每个电芯做精确的检测、管控和预警。