机械制造及金属工艺试题一(含答案)
考试卷(一)
班级姓名成绩
一.选择题(20分)
1.零件分类编码系统是用()对零件有关特征进行描述和识别的一套特定的规则和依据。
A文字B数字
C字符D字母
2.构成工序的要素之一是()。
A同一台机床B同一套夹具
C同一把刀具D同一个加工表面
3.普通车床的主参数是()。
A车床最大轮廓尺寸B主轴与尾座之间最大距离
C中心高D床身上工件最大回转直径
4.影响切削层公称厚度的主要因素是()。
A切削速度和进给量; B.背吃刀量(切削深度)和主偏角;
C.进给量和主偏角
5.对铸铁材料进行粗车,宜选用的刀具材料是()。
.AP01(YT30);B30(YT5);
C.K01(YG3X);DK20(YG6);
E.K30(YG8)。
6.表面粗糙度的波长与波高比值一般()。
A小于50 B等于50~200
C等于200~1000 D大于1000
7.精加工夹具的有关尺寸公差常取工件相应尺寸公差的()。
A1/10~1/5 B1/5~1/3
C1/3~1/2 D1/2~1
8.重要的轴类零件的毛坯通常应选择()。
A铸件B锻件
C棒料D管材
9.箱体类零件常采用()作为统一精基准。
A一面一孔B一面两孔
C两面一孔D两面两孔
10.柔性制造系统(FMS)特别适合于()生产。
A单件B多品种、中小批量
C少品种、中小批量D大批量
二.判断题(10分)
1.采用成组技术后,工装系数可以大大提高。()
2.材料成形法目前多用于毛坯制造。()
3.定位误差是由于夹具定位元件制造不准确所造成的加工误差。()
4..高速钢刀具与硬质合金刀具相比,应选用较小的前角和后角。()
5..同一把螺纹车刀,既可以车削右旋大螺距螺纹,又可以车削左旋大螺距螺纹。()
6.在机械加工中不允许有加工原理误差。()
7.粗基准一般不允许重复使用。()
8.采用CAPP有利于实现工艺过程设计的优化和标准化。()
9.现代机械制造技术是传统机械制造技术与高新技术相结合的产物。()10.电火花线切割采用细金属丝作电极。()
三.简答题(20分)
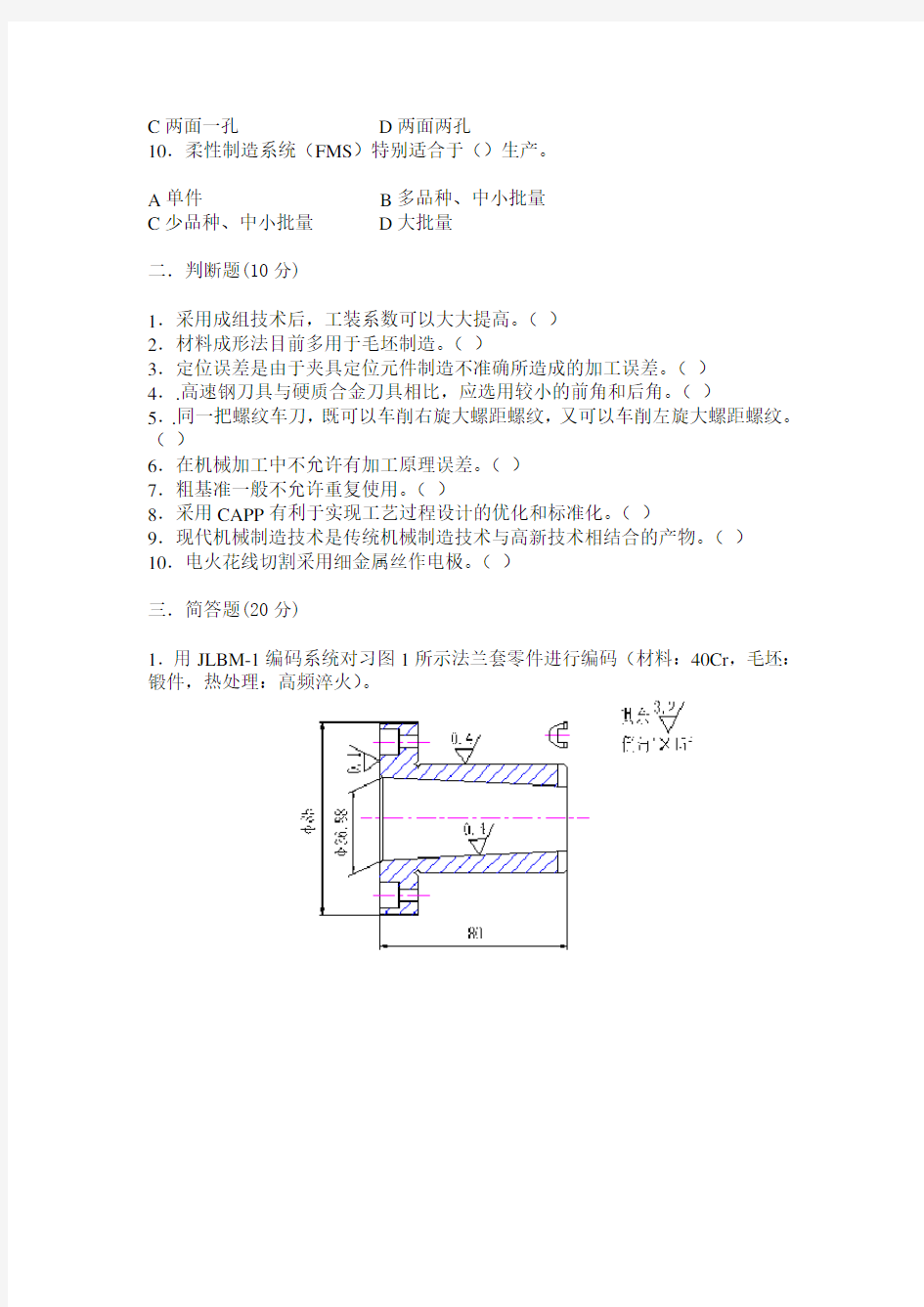
1.用JLBM-1编码系统对习图1所示法兰套零件进行编码(材料:40Cr,毛坯:锻件,热处理:高频淬火)。
2.三个切削分力是如何定义的?各分力对加工有何影响?
3.试述制订装配工艺规程的意义、内容、和步骤。
四.综合题(50分)
1.试分析图2所示各零件加工所必须限制的自由度:
1)在球上打盲孔φB,保证尺寸H;
2)在套筒零件上加工φB孔,要求与φD孔垂直相交,且保证尺寸L;
3)在轴上铣横槽,保证槽宽B以及尺寸H和L;
4)在支座零件上铣槽,保证槽宽B和槽深H及与4分布孔的位置度。
2.试分析习图4-23所示的三种加工情况,加工后工件表面会产生何种形状误差?假设工件的刚度很
大,且车床床头刚度大于尾座刚度。
3.今加工一批直径为,Ra=0.8mm,长度为55mm的光轴,材料为45钢,毛坯为直径φ28±0.3mm的热轧棒料,试确定其在大批量生产中的工艺路线以及各工序的工序尺寸、工序公差及其偏差。
考试卷(一)答案
一、选择题
1.C
2.A
3.D
4.C
5.B
6A 7.B 8.B 9.B 10.B
一、判断题
1对 2.对 3.错 4.对 5.对
6.错7对8.对9.对10.对
三、简答题
1. 151024301365531
2.答:
(1)切削力Fc(主切力削力或切向分力):它切于加工表面,并与基垂直;用于计算刀具强度,设计机床零件,确定机床功率等。
(2)背向力Fp(切深分力或径向分力):它处于基面内并垂直于进给方向;用于计算与加工精度有关工件挠度和刀具、机床零件的强度等;它也是使工件在切削过程中产生振动的主要作用力。
(3)进给力Ff(轴向分力或走刀分力):它处于基面办与进给方向相同;Ff用于计算进给功率和设计机床进给机构等。
3.答:
(1)意义:机器的装配是整个机器制造工艺过程中的最后通牒一个环节,它包括装配(部装和总装)、调整、检验和试验等工作。装配工作十分重要,对机器质量影响很大。若装配不当,即使所有机器零件加工都合乎质量要求,也不一定能够装配方法,对于保证机器的装配精度,提高生产率和降低成本,都具有十分重要的意义。
(2)内容:1)分析产品图样,确定装配组织形式,划分装配单元,确定装配方法;2)拟定装配顺序,划分装配工序,编制装配工艺系统图和装配工艺规程卡片;3)选择和设计装配过程中所需要的工具、夹具和设备;4)规定总装配和部件装配的技术条件,检查方法和检查工具;5)确定合理的运输方法和运输工具;6)制定装配时间定额。
(3)步骤:1)进行产品分析;2)确定装配的组织形式;3)拟定装配工艺过程;4)编写装配工艺文件。
四、综合题
1.解;
a)必须限制、、3个自由度。
b)必须限制、、、4个自由度。
c)必须限制、、、4个自由度。
d)必须限制、、、、5个自由度
2.解:
a)在径向切削力的作用下,尾顶尖处的位移量大于前顶尖处的位移量,加工后工件外圆表面成锥形,右端止境大于左端直径。
b)在轴向切削力的作用下,工件受到扭矩的作用会产生顺时针方向的偏转。若刀具刚度很大,加工后端面会产生中凹。
c)由于切削力作用点位置变化,将使工件产生鞍形误差,且右端直径大于左端直径。3.解:
1).确定工艺路线:粗车-半精车-粗磨-精磨
2).确定各工序余量:根据经验或查手册确定,精磨余量=0.1mm,粗磨余量=0.3mm,半精车余量=1.0mm,粗车余量=总余量-(精磨余量+粗磨余量+半精车余量)=4-(0.1+0.3+1.0)=2.6 mm。
3).计算各工序基本尺寸:精磨基本尺寸=24 mm,粗磨基本尺寸=(24+0.1)=24.1 mm,半精车基本尺寸=(24.1+0.3)=24.4 mm,粗车基本尺寸=(24.4+1.0)=25.4 mm。
4). 确定各工序加工经济精度:精磨IT6(设计要求),粗磨IT8,半精车IT11,粗车IT13。 5). 按入体原则标注各工序尺寸及公差:
精磨- mm,粗磨- mm,半精车- mm,粗车- mm。