加氢反应器的设计
加氢技术在炼油化工行业中早已广泛使用,近年来,随着社会经济的快速发展,我国能源消费量急速增长。伴随能源需求的增多及环保要求的提升,使加氢技术在我国工业生产当中已占据非常重要的地位。目前在我国炼油化工行业中广泛应用的加氢技术主要装置有预加氢装置、加氢裂化、加氢精制装置等,而加氢反应器则是此类加氢装置中的关键设备,基于加氢反应器在装置中需要实现的工艺目的,通常加氢反应器均有一个共同的特点就是需在高温、高压及临氢状态下运行,这就在设备材料的选用、设备结构设计及制造过程中的焊接、热处理、无损检测等方面的要求均与普通设备有很大的不同。本文针对加氢反应器在主体结构设计及关键要求方面进行一个简单的介绍。1?概况
加氢反应器是炼油装置中的核心设备,一般在压力10~20MPa,温度400~450℃、临氢及硫化氢等条件下工作。由于其苛刻的操作条件,在设计时除应考虑承受压力和温度的载荷采用合适的壁厚外,还需在防止发生氢脆、氢腐蚀、硫化氢应力腐蚀、Cr-Mo钢回火脆化、堆焊层剥离等方面提出材料、热处理、无损检测等方面的措施和要求。随着我国冶炼及锻造水平的提高,目前我国炼油行业中普遍使用的是热壁、单层卷焊或锻焊加氢反应器,所用材料也已基本国产化。设备结构一般由筒体、封头、裙座、油气出入口、催化剂卸料口、冷氢口、热电偶口、人孔及内件组成。一般内件由专业厂家设计并制造。
2?主体材料选用
加氢反应器设计时一般根据设备内部氢分压和使用温度按美国API RP941《钢在氢环境中的操作极限》即纳尔逊曲线选取相应的材料。
依据操作条件,加氢反应器一般选用Cr-Mo钢材料,较为常见的有14Cr1Mo、12Cr2Mo1、12Cr2Mo1V 等。14Cr1Mo、12Cr2Mo1材料的应用已较为成熟.但随着近年来加氢装置规模的不断扩大,加氢设备直径逐渐加大,使用12Cr2Mo1材料壳体壁过厚,在材料制造及设备的制造、运输和安装上困难加大。12Cr2Mo1V材料在原12Cr2Mo1的基础上添加了0.2%~0.3%的钒等元素使其有更高的强度及更好的抗高温回火脆性及抗堆焊层氢剥离性能,在减小产品重量上有一定的优势,所以近年来也广泛使用于加氢反应器上。但随着其强度的提高其裂纹敏感性极高,产品制造难度大幅增加,虽然目前国内部分制造厂已具备较为成熟的制造经验,但在设计选材时也需按实际情况进行最佳的材料选择。
虽然加氢反应器设计时选用了具有优异的抗氢腐蚀和耐高温性能的Cr-Mo钢材料,但仅凭壳体材料也是无法满足其内部苛刻的工作条件,为此会在其内壁堆焊不锈钢耐蚀层来增加其耐腐蚀性能,耐蚀层的堆焊一般有单层和双层两种。目前,一般采用的是E309L+E347双层堆焊结构,E309L作为过渡层保证了母材和堆焊层的结合强度,E347保证了其表面耐腐蚀性能。内壁堆焊能在一定程度上避免主体受压元件的氢腐蚀、高温高压硫化氢腐蚀、硫化物应力腐蚀等现象。但是奥氏体不锈钢堆焊层的氢脆现象、内表面硫化氢腐蚀现象及Cr-Mo钢本体的回火脆性破坏及堆焊层的剥离也是该类产品发生破坏的主要形式,为此在设计时对材料的化学成分、力学性能、热处理、回火脆化敏感性检验等方面均提出了较高的要求,此处不做详细介绍。
3?主要结构的设计
3.1 筒体设计
加氢反应器筒体一般采用单层板焊或锻焊结构。
锻焊容器虽然因无纵向焊接接头而有一定的优势,但其材料成本却比板焊容器高很多,所以一般仅在壳体壁厚超过材料制造上限时选用。
3.2 封头设计
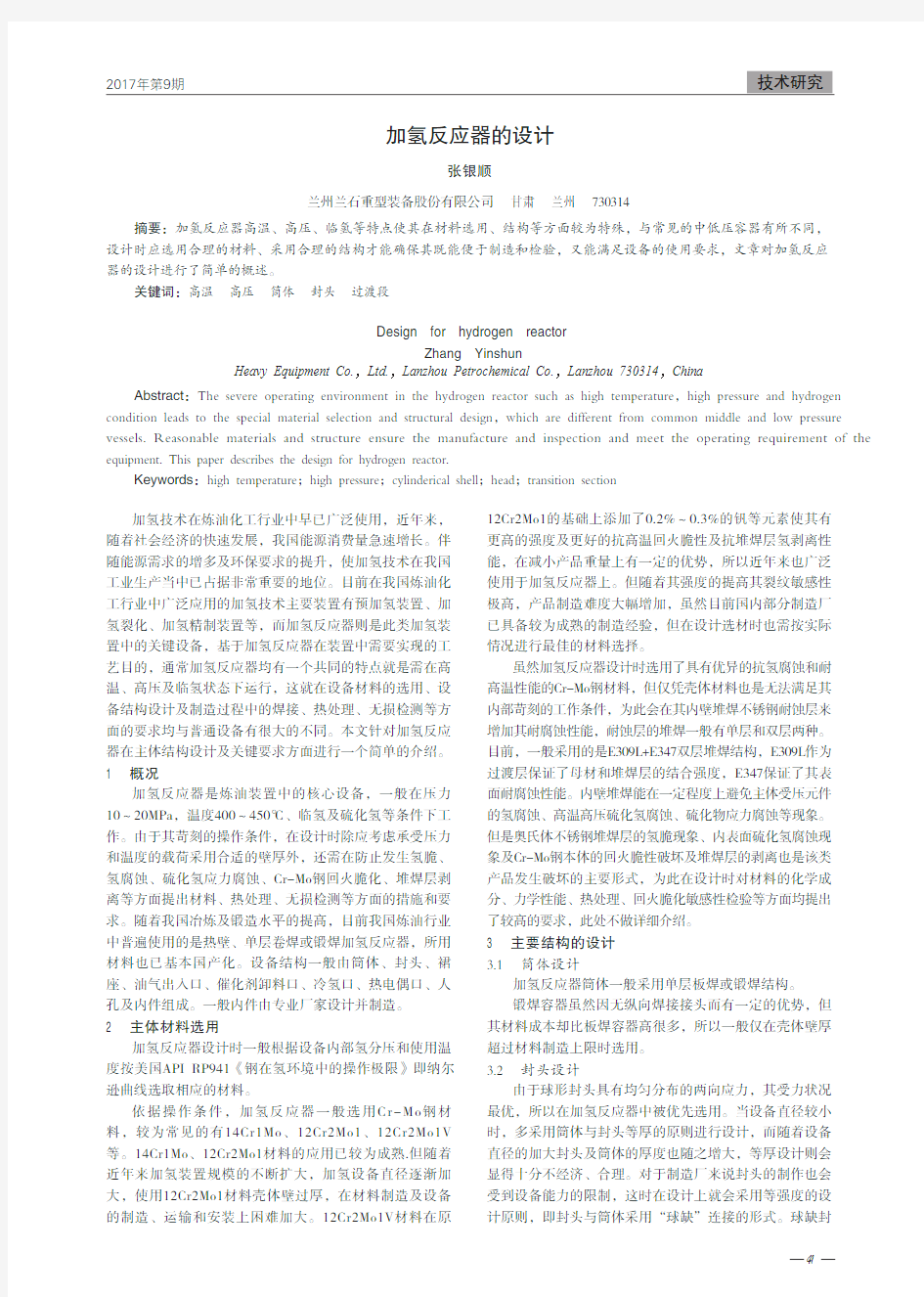
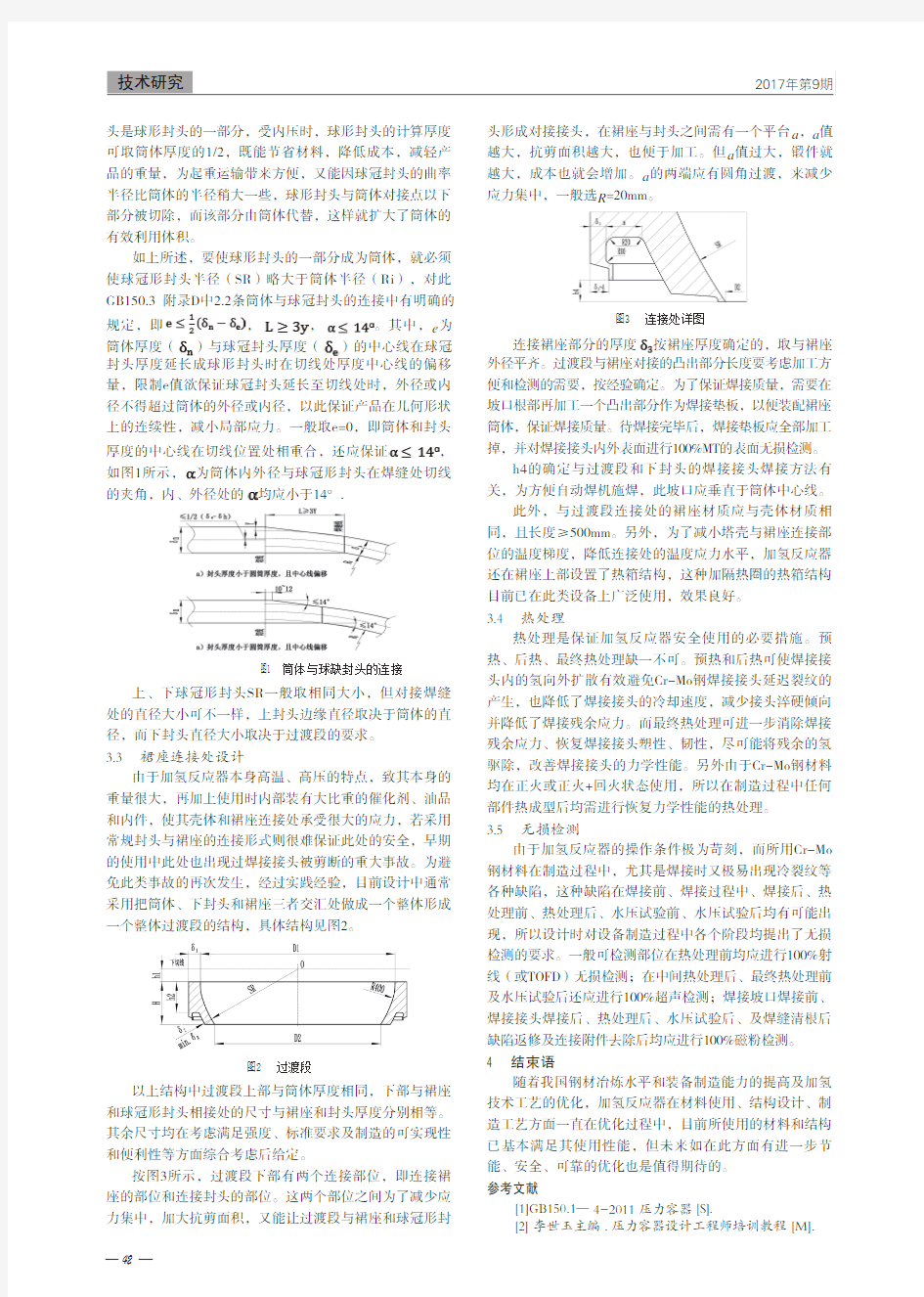
由于球形封头具有均匀分布的两向应力,其受力状况最优,所以在加氢反应器中被优先选用。当设备直径较小时,多采用筒体与封头等厚的原则进行设计,而随着设备直径的加大封头及筒体的厚度也随之增大,等厚设计则会显得十分不经济、合理。对于制造厂来说封头的制作也会受到设备能力的限制,这时在设计上就会采用等强度的设计原则,即封头与筒体采用“球缺”连接的形式。球缺封
加氢反应器的设计
张银顺
兰州兰石重型装备股份有限公司 甘肃 兰州 730314
摘要:加氢反应器高温、高压、临氢等特点使其在材料选用、结构等方面较为特殊,与常见的中低压容器有所不同,设计时应选用合理的材料、采用合理的结构才能确保其既能便于制造和检验,又能满足设备的使用要求,文章对加氢反应器的设计进行了简单的概述。
关键词:高温 高压 筒体 封头 过渡段
Design?for?hydrogen?reactor?
Zhang?Yinshun
Heavy Equipment Co.,Ltd.,Lanzhou Petrochemical Co.,Lanzhou 730314,China Abstract:The severe operating environment in the hydrogen reactor such as high temperature,high pressure and hydrogen condition leads to the special material selection and structural design,which are different from common middle and low pressure vessels. Reasonable materials and structure ensure the manufacture and inspection and meet the operating requirement of the equipment. This paper describes the design for hydrogen reactor.
Keywords:high temperature;high pressure;cylinderical shell;head;transition section
41
固定床流化床设计计算讲义
炔烃液相选择加氢固定床床反应器设计计算 由于固定床反应器具有结构简单、操作方便、 操作弹性大、建设投资低等优点,而广泛应用于各类油品催化加氢裂化及精制、低碳烃类选择加氢精制等领域。将碳四馏分液相加氢新工艺就是采用单台固定床绝热反应器进行催化选择加氢脱除碳四馏分中的乙基乙炔和乙烯基乙炔等。在工业装置中,由于实际所采用的流速足够高,流体与催化剂颗粒间的温差和浓差,除少数强放热反应外,都可忽略。对于固定床反应器来讲最重要的是处理好床层中的传热和催化剂粒子内扩散传质的影响。 一、固定床反应器设计 碳四馏分选择性加氢反应器一般采用绝热固定床反应器。在工程上要确定反应 器的几何尺寸,首先得确定出一定生产能力下所需的催化剂容积,再根据高径比确定反 应器几何尺寸。 反应器的设计主要依据试验结果和技术要求确定的参数,对反应器的大小及高径比、催化剂床层和液体分布板等进行计算和设计。 1. 设计参数 反应器进口温度: 20℃ 进口压力:0.1MPa 进料量(含氢气进料组分) 体积流量:197.8m 3/h 质量流量:3951kg/h 液相体积空速:400h -1 2. 催化剂床层设计计算 正常状态下反应器总进料量为2040m 3/h 液体体积空速400h -1 则催化剂用量3R V V V /S 2040/400 5.1m ===总 催化剂堆密度3850/B kg m ρ= 催化剂质量850 5.14335B B R m V kg kg ρ=?=?= 求取最适宜的反应器直径D: 设不同D 时,其中高径比一般取2-10,设计反应器时,为了尽可能避免径向的影响, 取反应器的长径比5,则算出反应器的直径和高度为:按正常进料量3 2040m h /及液体 空速400h -1,计算反应器的诸参数: 取床层高度L=5m ,则截面积2R S V /L 5.1/51.02m === 床层直径 1.140D m == 因此,圆整可得反应器内径可以选择1200mm
对加氢反应器配管设计的几点分析
对加氢反应器配管设计的几点分析 摘要本文主要分析了加氢反应器配管设计的要点,主要从反应器平面布置、管道布置以及顶平台设计三方面分析了反应器配管设计方式,保证加氢反应器配管设计的准确性。 关键词加氢装置;配管设计;反应器 1 反应器平面布置 反应器的平面布置设计工作有如下多个要点: 第一,加氢反应器的平面布置位置设计需将加氢进料加热炉以及加氢反应产物换热器所处位置纳入考虑范围当中,对反应器位置进行综合考虑。反应器同反应集料加热炉均为容易引发火灾的设备,因此多不放置于装置的边缘位置且临近消防通道,并处于液化氢、甲B类型液体物质设备风向频率最低區域的下风侧,且需将反应器放置于地质条件相对良好的位置,以保证其基础的稳定[1]。 第二,加氢反应器同加氢进料加热炉之间应保持一定的距离,但需要尽可能缩短距离,两者间距不可少于 4.5m。按照流程是布置原则,反应产物换热设备必须安设于反应器临近区域之内。通常情况下,反应器布设位置应位于反应产物换热设备与加氢反应加热炉之内。 第三,由于加氢反应设备自重较重,就目前而言,我国反应器自重最大值可达到1600t,因此,对反应器所处位置地质条件有较高的要求。 2 反应器管道布置工作 2.1 防火与工艺设计需求 反应器工业管道布置工作对进料管道有一定要求,需要进料管道气体、液体两者的混合更为均匀,某设备要求材料在进路之前便完成混氢工作,所以原料同氢气的混合点同地面布置之间较为接近,而且原料管道呈水平布设,氢气管道从上至下同原料管道相连,同时确保立管的长度不超过 1.5m,混氢点前后直管段直径需为公称直径的10倍,氢气管道中的单向阀安设于水平管之上,且需要尽可能临近注入点[2]。 2.2 保证装置运行的稳定性 工艺管道布设设计必须保证设备在运行中的安全性以及稳定性。设备在运行过程中,可能产生高温,所以需要管道具有一定耐热性。固支反应器进口以及出口管道均为高温、高热管道,因此在布置管道过程中,避免法兰、阀门等处于操作通道上方,以免上述设备因高温影响而对人体构成伤害。不仅如此,设计反应
加氢反应器设计
加氢反应器的设计 一:加氢反应器的设计背景 工程科学是关于工程实践的科学基础,现代过程装备与控制工程是工程科学的一个分支,因此,生产实习是工科学习的重要环节。在兰州兰石集团实习期间,对化工设备的发展前景和各种化工容器如反应釜、换热器、储罐、分液器和塔器等的有所了解和学习。生产实习的主要任务是学习化工设备的制造工艺和生产流程,将理论知识与生产实践相结合,理论应用于实际。因此,过程装备与检测的课程设计的设置是十分必要的。由于我们实习的加工车间正在进行加氢反应器的生产,而加氢反应器是石油化工行业的关键设备,其生产工艺和设计制造在化工设备中具有显著的代表性,为此,选择加氢反应器这一典型的化工设备作为课程设计的设计题目。 二:加氢反应器的发展背景: 加氢反应器是石油化工行业的关键设备,通常是在高温(350— 480℃)、高压(0一25MPa)、临氢、有硫化氢等腐蚀介质的恶劣工作条件下运行。近30年来,加氢技术发展迅速,加氢反应器由内部衬非金属隔热层的冷壁结构发展成为壳体内壁堆焊不锈钢层的热壁结构即热壁加氢反应器。热壁加氢反应器与冷壁加氢反应器相比具有以下显著优点:(1)在相同外形尺寸条件下,增大了反应器内部的有效容积,提高了生产能力;(2) 由于无内衬隔热层,避免了内衬板易破坏造成壳体局部超温导致局部鼓泡破坏;(3) 避免了上述原因造成设备频繁停车修复所造成经济和产量上的损失。因此,热壁加氢反应器逐步取代了冷壁加氢反应器,且具有越来越大型化的趋势。随着工业技术的发展,加氢反应器的用途也越来越多,在石油炼制工业中除用于加氢裂化外,还广泛用于加氢精制,以脱除油品中存在的含氧、硫、氮等杂质,并使烯烃全部饱和、芳烃部分饱和,以提高油品的质量。在煤化工中用于煤加氢液化制取液体燃料。 在有机化工中则用于制备各种有机产品,例如一氧化碳加氢合成甲醇、苯加氢制环己烷、苯酚加氢制环己醇、醛加氢制醇、萘加氢制四氢萘和十氢萘(用作溶剂)、硝基苯加氢还原制苯胺等。此外,加氢过程还作为化学工业的一种精制手段,用于除去有机原料或产品中所含少量有害而不易分离的杂质,例如乙烯精制时使其中杂质乙炔加氢而成乙烯;丙烯精制时使其中杂质丙炔和丙二烯加氢而成丙烯;以及利用一氧化碳加氢转化为甲烷的反应,以除去氢气中少量的一氧化碳等。 三加氢反应器的主要设计参数 1:引用的主要标准及规范
加氢反应器的应用与设计_李浩波
加氢反应器的应用与设计 李浩波 (宁波市化工研究设计院有限公司,宁波 315040) 摘要:本文结合实例阐述了煤焦油加氢项目中加氢反应器在高温、高压、临氢工况下的设计参数、结构设计等方面的内容。 关键词:新型抗氢钢;临氢设备;选材 中图分类号:TE966 文献标识码:A 1前言 在炼油化工行业中,为提高出油率和油的品位,60年代就开始采用“加氢”技术。目前在我国炼油行业广泛应用的“加氢”技术设备,主要为加氢精制及裂化装置。 加氢反应器是用于高温、高压,并在含有氢或氢加硫化氢介质条件下工作的重要炼油工艺设备,其操作条件极为苛刻,一旦发生事故将造成严重损失;另外其设备的造价比较昂贵,制造周期又长,所以,从设备的设计、制造及使用都必须予以极大地重视。 反应器按使用状态分为冷壁结构反应器和热壁结构反应器。在60年代及70年代初期,由于当时的冶金及制造工业水平所限(厚板的制造工艺技术、力学性能指标的保证、不锈钢堆焊技术等),为保证安全操作,从设计上多选择冷壁结构形式,即在反应器壳体内壁装焊保温钉增设一定厚度的隔热内衬层,以保证壳体的壁温一般不超过300o C,故称为冷壁加氢反应器。 热壁加氢反应器与冷壁加氢反应器的不同在于,壳体设计取消了内壁表面的隔热内衬层。这样,壳体将直接与反应器内部介质接触,从而使壳体在工作条件下的壁温升高,目前一般设计壁温已达450 o C左右,因此对壳体材料在化学成分及力学性能,尤其是高温力学性能方面有着更高、更严格的要求。 2反应器的设计参数 加氢精制反应器(R-0101)设计参数:设计压力18MPa,设计温度450o C;介质为油气、氢气、硫化氢,其中硫化氢含量为0.1%;氢分压15MPa;反应器内径1800mm,切线长度17400mm。 相对而言,与目前国内正运行的反应器相比,这两台反应器的压力较大,温度较高。 3反应器材料的选择 根据反应器的设计温度和氢分压,按照API 抗氢曲线(临氢作业用钢防止脱碳和微裂的操作极限)和SH/T 3096-2012 《高硫原油加工装置设备和管道设计选材导则》,反应器壳体基层可选用2.25Cr-1Mo-0.25V钢。 热壁加氢反应器的壳体材料在使用中经受不了反应过程中高温、高压条件下氢和硫化氢的腐蚀,为此设计采用在其内壁堆焊耐腐蚀不锈钢层的措施。目前具体应用于产品的有单层堆焊及双层堆焊两种结构。单层堆焊为只堆一层T.P.347L,双层堆焊是先堆焊一层T.P.309L成分的不锈钢作为过渡层,再堆焊一层T.P.347成分的不锈钢。采用单层或双层堆焊结构,其关键是堆焊的工艺技术水平能否保证设计技术条件对不锈钢堆焊层的性能指标要求。本设备采用双层堆焊层:厚度为3mm的E309L和厚度为3.5mm的E347。 4反应器结构特点 加氢过程由于存在有气、液、固三相的放热反应,欲使反应进料(气、液两相)与催化剂(固
加氢反应器筒体制造工艺设计课程设计说明书
过程装备制造与检测课程设计说明书题目:加氢反应器筒体制造工艺设计 学生姓名: 学号: 院(系): 专业: 指导教师:
目录 1.设计题目 (1) 2.设计背景 (1) 3.设备介绍及其发展 (1) 4.设计相关内容 (1) 4.1引用的主要标准及规范 (1) 4.2主要技术参数 (2) 4.3产品特点及问题分析 (2) 5.加氢反应器筒体制造 (3) 5.1筒体制造过程简明流程图 (3) 5.2筒体制造工艺过程卡片 (4) 5.3工艺设计 (5) 5.3.1选材 (5) 5.3.2材检 (5) 5.3.3划线 (7) 5.4 下料 (8) 5.5筒节的成形 (8) 5.5.1筒节弯卷成形分析 (8) 5.5.2成形设备分析 (10) 5.5.3弯卷成形的设计及相关计算 (9) 5.6装焊纵缝 (11) 5.7筒体内壁堆焊 (11) 5.6.1堆焊原理 (11) 5.6.2工艺参数选择 (12) 5.6.3优缺点及应用范围 (13) 5.6.4堆焊工艺设计 (14) 6.心得体会 (15)
参考文献 (16) 一设计题目 氢反应器筒体制造工艺设计 二设计背景 工程科学是关于工程实践的科学基础,现代过程装备与控制工程是工程科学的一个分支,因此,生产实习是工科学习的重要环节。在兰州兰石集团实习期间,对化工设备的发展前景和各种化工容器如反应釜、换热器、储罐、分液器和塔器等的有所了解和学习。生产实习的主要任务是学习化工设备的制造工艺和生产流程,将理论知识与生产实践相结合,理论应用于实际。因此,过程装备与检测的课程设计的设置是十分必要的。 由于我们实习的加工车间正在进行加氢反应器的生产,而加氢反应器是石油化工行业的关键设备,其生产工艺和设计制造在化工设备中具有显著的代表性,为此,选择加氢反应器这一典型的化工设备作为课程设计的设计题目。 三设备介绍及其发展 石油工业中常用的加氢反应器有两类:一类用于高沸点液体或固体(固体需先溶于溶剂或加热熔融)原料的液相加氢过程,如油脂加氢、重质油品的加氢裂解等。另一类反应器用于气相连续加氢过程。反应器的类型可以是列管式或塔式。根据化工生产的实际情况,相应选择合理的结构形式。 加氢反应器是石油化工行业的关键设备,通常是在高温(350-480℃)、高压(0一 25MPa)、临氢、有硫化氢等腐蚀介质的恶劣工作条件下运行。早期由于冶金水平和制造工业水平有限,多采用冷壁结构形式的加氢反应器。所谓冷壁一般指设计金属壁温在300℃以下的加氢反应器,为保持温度,一般在反应器壳体内壁装焊保温钉增设一定厚度的隔热内衬层。20世纪70年代以来,随着冶金、轧制、锻造工艺技术的不断提高,已能够生产出既严格控制化学成分又能保证良好综合力学性能的优质、大厚度加氢用钢板或大型锻件,且先进的可保证特殊技术要求的不锈钢堆焊材料和堆焊技术、工艺技术也已经成熟,近30年来,加氢技术发展迅速,热壁加氢反应器的应用更加广泛。热壁加氢反应器与冷壁加氢反应器相比具有以下显著优点:(1)在相同外形尺寸条件下,增大了反应器内部的有效容积,提高了生产能力;(2) 由于无内衬隔热层,避免了内衬板易破坏造成壳体局部超温导致局部鼓泡破坏;(3) 避免了上述原因造成设备频繁停车修复所造成经济和产量上的损失。因此,热壁加氢反应器逐步取代了冷壁加氢反应器,且具有越来越大型化的趋势。 四设计相关内容
反应器内件安装方案
XQL 施工技术方案加氢裂化装置 齐鲁炼油改扩建工程 140万吨/年加氢裂化装置 反应器R-401/R-402内件施工方案 编制:丁洪波 施工技术审核:孙功先 质量保证审核:焦光胜 安全技术审核:薛力 审定:杜振东 中国石化集团第十建设公司 齐鲁炼油改扩建工程项目部 二000年三月
齐鲁炼油改扩建工程 140万吨/年加氢裂化装置 反应器R-401/R-402内件施工方案 建设单位: 审批: 中国石化集团第十建设公司 齐鲁炼油改扩建工程项目部 二000年三月
目次 1.概述 (3) 2.编制依据 (4) 3.施工程序 (4) 4.施工准备 (4) 5.开箱检验 (4) 6.施工技术要求 (5) 7.设备清洗封闭 (6) 8.应遵循的主要质量程序文件 (6) 9.质量保证措施 (7) 10.安全技术措施 (7) 11.工程交工技术文件 (8) 12. 劳动力组织及施工计划 (8) 13.主要施工机具 (9) 14.主要施工手段用料 (9) 附图:反应器内件布置示意图 (10)
1.概述 140万吨/年加氢裂化装置,为齐鲁炼油改扩建工程的一个新建装置,本装置由北京设计院设计,中国石化第十建设公司承建;本装置共有反应器两台,分别为:精制反应器R-401(Φ3800×32441)和裂化反应器R-402(Φ3800×36955),反应器本体及其附件均由中国第一重型机械集团供货,本设备为整体热处理设备,设备内壁堆焊复合层材质为E347L,外壳壁温测点堆焊层材质为INCO182,内件材质主要以0C r18N i10T i为主,内件安装以螺栓连接为主,少量焊接为辅;主要安装工作量见表1; 1.1安装工作量 所有角接与搭接焊缝脚高等于两相焊件较薄件厚度。 1.3工程特点
加 氢 反 应 器
加氢反应器 分类号:TE966文献标识码:A 文章编号:1000-7466(2000)02-0010-03 Safety analyses on operating condition for hydrogenation reactor YANG Huo-sheng DONG Shao-ping CAO Shui-quan (Zhenhai Refining & Chemical Company Limited,Ninbo 315207,China) LIN Jian-ho ng CHEN Jin (East China University of Science and Technology, Shanghai 200237,China) Abstract:On the basis of the dissection results for specimen block, the estimation of the minimum pressurization temperature was conducted, the flaw that exists in the reactor was also evaluated with fracture mechanics method. The results showed that reactor has enough safety tolerance. Key words:hydrogenation reactor;minimum pressurization tem perature;safety assessment▲由于制作热壁加氢反应器的2.25Cr-1Mo钢是Cr-Mo钢中回火脆化敏感性较高的钢种,而热壁加氢反应器的操作温度又长期处在325~575℃的回火脆化温度区。因此,热壁加氢反应器投入使用后,其材料的回火脆化是不可避免的。在反应器开停工过程中,当器壁温度较低时,器壁材料的韧性就有可能由于氢脆和回火脆共同作用而大幅度下降。此时,如果反应器器壁中的应力水平较高,就有可能诱发脆性破坏事故。为了避免此类事故发生,通常采取的措施是设定反应器的最低升压温度。即当反应器内温度低于最低升压温度时,内压力不能超过预先设定的压力限。对于加氢裂化反应器,通常规定在床层温度低于135℃时,压力不得超过反应器设计压力的1/3。由于在热壁加氢反应器的服役过程中,其材质劣化状况会随着服役时间的增长而逐渐增加,这使得在反应器投用初期偏于安全的限压升温措施到了反应器服役的后期就可能变得危险。因此,根据反应器的材质劣化状况来准确地推断反应器的使用安全状态,并确定合理的最低升压温度,对于保障热壁加氢反应器长期使用的安全性是十分重要的。 根据对试板材料性能所开展的一系列研究结果可以确定,反应器在经过近3万h的运行后,其材料没有发生明显的回火脆化,在现行工况条件下运行发生氢致开裂的可能性也很小。因此,加氢反应器的运行安全更多要取决于操作条件的变化状况。 1最低升压温度估算 1.1估算最低升压温度方法 目前比较传统的确定热壁加氢反应器的最低升压温度的方法,是采用如图1所示的安全分析线图。采用这种方法设定最低升压温度时需要具备材料的脆性系数J、材料屈服强度σ0.2和材料的上平台冲击功CNV-us。推算过程按下面的基本步骤进行。 (1)根据材料的脆性系数J,由图1a推算出反应器长期服役后材料的FATT。 图1确定最低升压温度的安全分析线图 (2)根据材料的屈服强度σ0.2和上平台冲击功CNV-us,由Rolfe-Novak关联式推算出材料在上平台温度下断裂韧度K IC-US。Rolfe-Novak关联式为: (KIC/σ0.2)2=0.6478(CNV-us/σ0.2-0.0098) (3)根据材料的屈服强度σ0.2,由图1d求出在屈服应力σ0.2作用下反应器中对应于裂纹长度为a cr的假定裂纹所具有的应力强度因子KIC。 (4)根据以上推算所得的FATT、K IC-US和K IC,即可通过图1b和图1c推算出含有长度为a cr假想裂纹的反应器不发生脆性破坏的最低升压温度。 1.2最低升压温度估算 为了在进行最低升压温度估算时有对比性,以反应器为对象,假设其内表面存在
加氢反应器设计计算书
加氢反应器盖板、吊耳设计计算书 1.吊盖盖板厚度 1.1材料选用16MnD-Z25 δ>100时、δS=255N/mm2 [δ]= δS/1.6=255/1.6=159.375 N/mm2 1.2设计计算重力W (1)设备净重W0=270t W=K×W0 K-计算系数、吊耳设计计算系数1.2-1.65 取K=1.4 W=1.4×270t=378t (2)吊盖受力模型 按圆板中心受一个局部均布荷载且螺栓不产生弯矩,计算公式见“建筑结构计算手册”中国建筑工业出版社1975版。 (3)局部均布载荷 均布荷载范围取800×160、即耳板形成的范围。成圆形时,当量半
径为r。 r=a+b1/4×0.875=800+160/4×0.875=274.3mm 均布荷载q=W/πr2=378×104/π×274.32=16.0N/mm2 1.3盖板应力计 (1)盖板计算半径为螺栓圆半径R=635mm (2)β=r/R=274.3/635=0.432 (3)б=(6 /h2)×(qr2/16)[4-(1-μ)β2-4(1+μ)Inβ] 式中μ-泊桑比μ=0.3 h盖板厚度取h=160mm б=(6/2002) ×(16×274.32/16)[4-(1-0.3)×0.4322-4(1+0.3)In0.432] =11.286×(3.869+4.365)=92.929N/mm2<159.375N/mm2 2耳板尺寸 2.1采用单耳板形式尺寸见图2
2.2危险断面应力计标(设备直立状态时) (1)A-A断面、按曲梁计算 M=pl/8 式中p-每个耳板受力p=k1×W 式中k1-双吊耳受力不均匀系数k1=1.1 单吊耳k1=1.0 P=W=378t l-耳板环梁中径 l=(700-188)/2+188=444mm M=378×104×444/8=20979×104N·mm W=b1h12/6=160×2562/6=5747627mm3 б=M/W=120.04N/mm2<[б]=159.375N/mm2 (2)焊缝处拉应力 б=p/a×b1×k2 式中a耳板长a=800 b1-耳板厚b1=160 k2-焊缝系数k2=0.7 б=378×104/800×160×0.7=42.19N/mm2<[б]安全3设备起吊时耳板抗弯计标 3.1起吊时耳板根部骤变.见图2 B-B截面 设起吊时起吊力为1/2设备吊装计算应力 μ=(p/2)×l1=378×104×400/2=75600×104 N·mm W=b1a2/6=160×8002/6=1707×104mm3 б=M/W=44.29N/mm2<[б] 4设备起吊时设备管口骤变
加氢反应器内件安装
加氢反应器内件安装 摘要:加氢反应器的设计、制造、安装在整个加氢装置的建设过程中占据了举足轻重的地位。本文仅结合自己在施工过程中的切身经历阐述在加氢反应器的检修安装过程中如何实现内件的“安全、优质、高效”安装,确保装置按预定开停工期进行交接。 关键词:加氢反应器;设备内件;安装; 由于加氢反应器在加氢装置的工艺流程中起着核心作用, 2009年9月乌石化公司炼油厂加氢装置停工检修时对加氢反应器进行了整体更换,加氢装置日产1920吨柴油,加氢油比不加氢油价格差按 3000元/吨计算,检修时间提前一天可实现增加利润576万元。在整个检修过程中,由于加氢反应器内件安装的技术要求十分严格,所以加氢反应器的更换最大难点就是新反应器的内件安装。加氢反应器的内件一般由分配盘、冷氢盘、催化剂支持盘等部件组成,这几部分的安装质量直接关系到能否实现工艺流程和达到设计产量的要求,安装质量还对产品的成本(能耗)有很大的关系。由于是在装置停工检修期间进行加氢反应器的更换,内件安装的效率高低也是决定本次施工成败的关键。为实现内件的“安全、优质、高效”安装,确保装置按预定开停工期进行交接,在装置的检修安装过程中我们主要进行了以下工作,提供一些经验介绍,以此能对以后的类似反应器的更换检修施工提供一些参考。 1安装准备(技术准备、机具材料准备、水平度测量仪制作) 施工单位一般在正式施工前很长一段时间就会拿到设计院的设备施工图纸,在拿到图纸之后施工单位应进行一系列的施工前的准备工作;技术人员应仔细阅读设备图纸,弄清设备的构造,特别是关键部件的结构,为内件的现场安装做好技术准备,编制内件的安装施工方案,与经验丰富的钳工师傅一道研究最具操作性的施工方法,做好施工前的技术交底。技术人员在弄清图纸和初步确定好施工方法后,还应积极与设计人员联系,了解设计人员对安装是否有特殊的技术要求和一些关键尺寸的要求。如有特殊要求,应与设计人员一道商讨在安装过程中采取何种措施来实现这些要求。技术人员在全面熟悉图纸和设计意图之后还应对以前编制的施工方案和技术交底进行细化和修改,使方案和交底对安装更具指导性和实用性。在方案确定之后,技术员应及时申报安装所需的施工机具和辅助用材,如根据图纸确定安装螺栓用的各种规格的扳手,用于塔盘找平的各种规格的与塔盘材质相同的垫片。由于塔盘水平度要求较高,我们专门制作了一个如图所示的专用水平度测量仪, 有了这个仪器对后续的安装精确度的保证起了至关重要的作用,因为有了储水罐就减少了水在不同的测点的流动性而实现测量的准确性,使用较硬的塑料管就保证了在不同的测点水不会因管子的变形而导致测量不准,使用蓝色液体便于在设备内部由于光线不足而不致发生读数不准确。
加氢反应器介绍
加氢反应器介绍 加氢反应器是加氢裂化装置的核心设备,它操作于高温、高压、临氢(含H2S)环境下,且进入反应器内的物料中往往含有硫和氮等杂质。由于加氢反应器使用条件苛刻,在反应器的发展历史上主要围绕提高反应器使用的安全性。所以无论是设计还是制造,除了需要强调使用性能外,还必须强调其安全性能。 1.影响加氢过程的因素 1.1氢气分压 提高氢分压有利于加氢过程反应的进行,加快反应速度。在固定反应温度及其他条件下,压力对转化深度有正的影响。产品的质量受氢分压影响较大。 1.2 反应温度 影响反应速率和产品的分布和质量。 1.3 空速 空速影响反应器的体积和催化剂用量,降低空速对于提高加氢过程反应的转化率是有利的。 1.4 氢油比 氢油比对加氢过程的影响主要有三个方面:影响反应的过程;影响催化剂使用寿命;过高的氢油比将增加装置的操作费用及设备投资。 2.加氢反应器可能发生的主要损伤型式有哪些呢? 2.1 高温氢腐蚀 在高温高压操作状态下,侵入并扩散在钢中的氢与固溶碳或不稳定的碳化物发生化学反应,生成甲烷; 即Fe3C+4[H]→CH4+3Fe。 影响高温氢腐蚀的主要因素温度、压力和暴露时间的影响、合金元素和杂质元素的影响、热处理的影响、应力的影响。 2.2 氢脆 氢脆是由于氢残留在钢中所引起的脆化现象。产生了氢脆的钢材,其延伸率和断面收缩率显著下降。 2.3 高温H2S腐蚀 硫化氢和氢气共存条件下,比硫化氢单独存在时对钢材产生的腐蚀还要更为剧烈和严重。其腐蚀速度一般随着温度的升高而增加。 2.4 连多硫酸应力腐蚀开裂
连多硫酸(H2SXO6,x=3-6)与作用对象中存在的拉应力共同作用发生的开裂现象。 2.5 铬钼(Cr-Mo)钢的回火脆性 铬钼钢在325~575℃温度范围内长时间保持或从此温度范围缓慢地冷却时,其材料的破坏韧性就引起劣化的现象,这是由于钢中的微量杂质元素和合金元素向原奥氏体晶界偏析,使晶界凝集力下降所至。 2.6 奥氏体不锈钢堆焊层的剥离 反应器本体材料的Cr-Mo钢和堆焊层用的奥氏体不锈钢具有不同的氢溶解度和扩散速度,使堆焊层过渡区的堆焊层侧出现了很高的氢浓度;在高温高压操作状态下氢向反应器器壁侵入,在停工时氢会从器壁中逸出。从而导致奥氏体不锈钢堆焊层的剥离。 2.加氢反应器的设计方法 设计方法主要有常规设计和分析设计两种计算方法。 2.1 常规设计法 常规设计基于弹性失效准则,可供使用的规范有美国ASME《锅炉及压力容器规范》第Ⅷ卷第一册以及我国GB150-2011《压力容器》等。 常规设计主要计算机辅助软件有: 针对ASME规范的PVElite-2017 针对GB150的SW6-2011 2.2 分析设计法 分析设计基于塑性失效准则,可供使用的规范有美国ASME 锅炉及压力容器规范》第Ⅷ卷第二册以及我国JB4732《钢制压力容器——分析设计标准》等。 “分析设计”要求对反应器的有关部位的应力进行详细计算及按应力的性质进行分类,并对各类应力及其组合进行评价,同时对材料、制造、检验提出了比“常规设计”更高的要求,从而提高了设计的准确性与使用可靠性,但相对设计费用大大增加。
固定床加氢反应器内构件的开发与应用
机械设备 固定床加氢反应器内构件的开发与应用 王兴敏 洛阳石油化工工程公司(河南省洛阳市471003) 摘要:介绍了国内外固定床加氢反应器内构件的主要类型及其特点,详细叙述了洛阳石油化工工程公司(LPEC)开发的内构件及其在目前国内规模最大的加氢精制(反应器内径为3800mm)和渣油加氢脱硫(反应器内径为4200mm)装置上的应用情况。内径为3800mm的加氢精制反应器床层径向温差基本小于3 ,效果良好;内径为4200mm的渣油固定床加氢脱硫反应器床层径向温差为1~7 ,优于国内引进同类装置水平。 主题词:加氢反应器 固定床反应器 内构件 开发 应用 加氢工艺技术水平的高低,主要取决于催化剂性能的先进性,而催化剂性能的充分发挥,则在很大程度上取决于反应器内部结构的先进性和合理性。设计合理的加氢反应器内构件应具有如下功能和特点:反应物流混合充分,催化剂床层温度分布均匀;压力降小,占用反应器空间小,装卸催化剂方便,检修检测方便,操作安全和投资低。随着加氢装置的大型化及加氢设备制造能力的提高,反应器直径的不断增大,对反应器内构件的反应物流分配效果要求越来越高。如果反应器内构件设计不合理,分配效果差,会造成催化剂床层径向温差大,催化剂利用率降低,甚至造成反应产物质量达不到要求。因此国内外对加氢反应器内构件的研究和工程开发一直非常重视,许多工程公司都开发了自己的成套技术。洛阳石油化工工程公司(LPEC)多年来一直致力于加氢工程技术的开发,并将开发出的多项先进技术成功地应用于工业生产。 1 内构件类型及其特点 典型加氢反应器内构件包括:入口扩散器、气液分配盘、积垢篮筐、冷氢箱、出口收集器、催化剂支撑和液体再分配盘等。 1.1 入口扩散器 入口扩散器置于反应器入口处,起到气液预分配的作用,并能减缓气液介质对分配盘或催化剂床层的冲击。国内外入口扩散器的几种主要型式见表1。 表1 国内外入口扩散器的几种主要型式 扩散器型式说明 螺旋喷头型 流体线速高,易使 催化剂粉碎,已少用 盘式适用于直径较小的反应器 拉杆式适用于硫化氢腐蚀较小场合 双层多孔板与多锥体组合可兼作分配盘 中心板与多孔板组合多用于轻质油品加氢反应器 带过滤的多管式对进料有一定过滤作用 锥体与双层多孔板组合分配效果良好 LPEC设计的入口扩散器为锥体与双层多孔板组合扩散器,图1 为结构示意图。 图1 入口扩散器结构示意 该扩散器上设定位槽以固定位置,锥形体上开槽孔,锥体下设两层带孔的水平挡板。反应进料流向必须与锥体上槽孔垂直。反应油气通过槽孔进入锥体,起到缓冲作用,再通过水平挡板的碰撞、节流,扩散到下面的分配盘上。 收稿日期:2001-06-29;修改稿收到日期:2001-07-16。 作者简介:高级工程师,1982年毕业于石油大学(华东)石油炼制系,长期从事炼油工程设计和管理工作,现为该公司副经理。 炼 油 设 计 2001年8月 PE TROLE UM REFINERY ENGINEERING 第31卷第8期
80万吨年催化裂化装置设计计算书
第1章绪论 1.1 概述 1.1.1 催化裂化工业的意义与作用 石油工业是国民经济中最重要的支柱产业之一,是提供能源,尤其是提供交通运输燃料和有机化工原料的最重要的工业。据统计,全世界总能源需求的40%依赖于石油产品[1]。然而作为一种不可再生资源,石油的产量在不断的下降,而社会生产,人民生活却需要大量的汽油,柴油等轻质油品,但是石油不能直接作为产品使用,必须经过各种加工过程,炼制成多种符合使用要求的各种石油产品。而原油经过第一步加工只能得到少部分轻质油,大部分仍为渣油,因此需要对重质油进一步加工,催化裂化是对重质油加工的主要手段。 以我国目前的需要情况为例,对轻质燃料油,重质燃料油和润滑油三者需要的比例是20:6:1。另一方面,由于内燃机的发展对汽油的质量提出更高的要求,而直馏汽油一般难以满足这些要求。同时由于石油价格上涨和石油资源逐渐枯竭,许多国家都在努力寻找能替代石油的新能源。寻找新能源的工作近年来虽然取得很大的进展,但是至少在几十年内,由石油生产的轻质液体燃料仍然是不可能被替代的,而且对它的需求量还不断增大。所有的这一切都促使了石油的催化裂化工业的产生和发展。 1.1.2 催化裂化技术国内外发展现状 催化裂化是最重要的重质油轻质化过程之一,在汽油和柴油等轻质油品的生产中占有重要的地位。在一些原油加工深度较大的国家,例如德国和美国,催化裂化的处理能力达原油加工能力的30%以上。在我国,由于多数原油偏重,氢碳比(H/C)相对较高而金属含量相对较低,因此催化裂化过程,尤其是重油催化裂化过程的地位就显得更为重要。 在我国国内最早的工业催化裂化装置出现于1936年。几十年来,无论
加氢反应器
加氢反应器 中国石化集团洛阳石油化工工程公司黎国磊@2004 加氢反应器是加氢装置的核心设备。其操作条件相当苛刻。技术难度大,制造技术要求高,造价昂贵。所以人们对它备无论在设计上还是使用上都给予极大的重视。反应器的设计和制造成功,在某种意义上说是体现一个国家总体技术水平的重要标志之一。 对于这样重要、使用条件又很苛刻的设备,应该至少要满足以下几点要求: 应满足工艺过程各种运作方案的需要。 使用可靠性高。具体应体现在: 1.满足力学强度要求 2.具有可靠的密封性能 3.有较好的环境强度适应性 应便于维护和检修,所需时间短。 投资费用较低。 一、反应器技术发展梗概 随着加氢工艺技术的广泛应用,加氢工艺设备特别是反应器技术相应得到很快的发展与显著的进步。主要表现: 1安全使用性能越来越高。这也是整个技术发展过程所围绕的核心问题。 a)设计方法的更新 由“常规设计”即“规则设计”→以“应力分析为基础的设计”,即“分析设计” b)设计结构的改进 本体结构:单层→多层→更高级的单层 使用状态:冷壁结构→热壁结构 细部结构的改进 c)材料制造技术的发展,质量明显提高 体现在冶炼技术、热处理技术、分析技术等等方面。最终反映在材料的内质特性(纯洁性、致密性、均质性)非常优越 d)制造技术的进步 如制造装备、制造工艺、焊接技术(含堆焊技术)、热处理技术、检测技术等等都有很大进步。 2 为了获得较佳的经济效益,装置日趋大型化带来了反应设备的大型化。 具体见表格:
二、反应器本体结构特征 单层结构 钢板卷焊结构 锻焊结构 多层结构 绕带式 热套式 我国华南工大针对国外80年代初所开发的一种多层结构存在的某些缺点开发出了多层夹紧式结构。结构形式的选择一般是依据使用条件、反应器尺寸、经济性和制造周期等诸因素来确定。单层结构中的钢板卷焊结构和锻焊结构的选择,主要取决于制造厂的加工能力与条件以及经济上的合理性和用户的需要。但锻焊结构优点更多。 ?锻件的内质特性(纯洁性、致密性、均质性)好; ?焊缝少,特别是没有纵焊缝,从而提高了反应器耐周向应力的可靠性; ?制造装配易保证,制造周期短; ?可设计和制造成对于防止某些脆性损伤很有好处的结构; ?使用过程中对焊缝检查维护的工作量少,无损检测容易。 锻造结构的材料利用率比板焊结构低,当壁厚较薄时,其制造费用相对较高。一般,厚度大于~150mm时采用较合适,壁厚越厚,锻造结构的经济性更显优越。 三、反应器内件型式及作用 反应器内件设计性能的优劣将与催化剂性能一道体现出所采用加氢工艺的先进性。对于气液并流下流式反应器的内件,通常都设有入口扩散器、气液分配器、积垢篮、冷氢箱、热电偶和出口收集器等。 主要内件的作用、典型结构及注意要点
加氢反应器发展史
《文献综述》结课作业题目:鼓泡床加氢反应器的研究进展 学生姓名: 学号: 专业班级 指导教师: 2014年 9月1日
鼓泡床加氢反应器的研究进展 摘要 综述了我国炼油加氢反应器研制建造,发展历程和取得的成就,指出国内加氢反应器制造技术在以下几方面所面临的挑战: 压力容器新标准的颁布实施,需亟待完善加氢设备用材料的基础性能数据; 超大厚度和超大型筒节锻件及设备制造技术有待进一步完善; 尽早开展加氢反应器服役后的材料性能研究,为即将到来的设备延寿做好技术准备关键词:加氢反应器;材料;技术;进展 Research progress of bubbling bed hydrotreating reactor Abstract Review our refinery hydrogenationreactor designconstruction, development and achievements, pointed out that the manufacturing technology of domestichydrogenation reactor in the following aspects: thechallenge of new pressure vessel standards promulgated and implemented, needs to be perfected with theperformance data based hydrogen equipment; large thickness and super large cylinder forgings andequipment manufacturing technology to be further improved; as soon as possible to carry out and Study on material properties of the hydrogenation reactor after service, to prepare for the upcoming equipment life. Keywords:Hydrogenation reactor; Material; technology; Progress
20150409 有机硫加氢、设备及有关计算
有机硫加氢有关计算 一、有机硫加氢内容要点 1、各种原料对硫的限制 表1 工业催化剂工艺气中最低硫含量的要求 工艺气硫含量要求/mg.m-3 (标) CO耐硫变换催化剂入口 H 2 S≥80 CO中变催化剂入口 H 2 S <300 IGCC燃气 H 2 S≤20 管道输送气(天然气、煤气等)总硫≤20 碳酸丙烯酯法、本菲尔法、NHD法脱CO 2 H 2 S≤5 铜洗法脱除微量CO,CO 2 H 2 S≤5 CO低变催化剂入口总硫<1 甲烷化脱除微量CO,CO 2 总硫≤1 氨合成新鲜气总硫≤1 甲醇合成气总硫≤ 0.1 F-T合成油原料气总硫≤ 0.1 醋酸合成气总硫≤ 0.1 醇醚合成气总硫≤ 0.1 MCFC气体总硫≤ 0.1 富CO 2合成甲醇新鲜气硫(以H 2 S计)≤ 0.06 水蒸气制氢预转化催化剂入口总硫≤ 0.05 煤制油低温甲醇洗后合成气总硫≤ 0.05 焦炉气合成LNG 总硫≤ 0.05 2、有机硫加氢副反应 原料或H2中有CO、CO2存在时,可发生甲烷化副反应或羰基硫水解的逆反应等。有CO、CO2和水蒸汽同时存在时,发生CO变换反应。CO 浓度很高时,还可发生歧化副反应,这些都是应该尽量避免的。 CO+3H2CH4+H2O
CO2+H2S COS+H2O CO2+H2CO+H2O CO+H2O CO2+H2 2CO CO2+C 歧化反应生成的碳以碳黑形式沉积在催化剂上,使催化剂的活性降低。 3、加氢反应原理分析 大部分有机硫加氢反应的平衡常数相当大,随温度升高而降低。但由于平衡常数相当大,甚至温度高至500℃时平衡常数仍为正值。所以在工业操作条件下(不大于427℃)反应基本不可逆,不存在热力学限制,即采用较高的操作温度也不致因化学平衡的限制而影响脱硫效果。 加氢反应按反应速率大小,有以下规律: 脱金属> 二烯烃饱和> 脱硫> 脱氧> 单烯烃饱和> 脱氮> 芳烃饱和 噻吩类和其它几种有机硫加氢反应的速度有明显的差别。在被处理的烃中含有几种硫化物时,其加氢速度被其中最难反应的硫化物(实际上就是噻吩类化合物)所控制。 4、催化剂中各种组分的作用 就形态而言,催化剂组份分为三类: (1)无催化活性的Al2O3、CoAl2O4(深蓝色的尖晶石结构,不易被硫化); (2)具有中等活性的CoO、MoO3和CoMoO4(紫色,在加热及含硫化氢的氢气中能硫化生成Co9S8和MoOS的混合物,MoOS通常认为它是MoO2和MoS2的混合物); (3)催化活性较高的钴、钼氧化物的复合物。 催化剂在氧化态时显示出一定的活性,但在变成硫化态以前不可能达到最佳活性。在所有活性组份中,真正的"活性"催化剂是被不可还原的钴促进的MoS2,这是一种四面体结构的络合物。从微观结构上考虑,有机硫化物在钴钼催化剂活性表面上的反应复杂,涉及到硫原子与钼原子的吸附成键,C-S键的断裂,生成烃分子的脱附等诸多步骤。 研究表明,Co-Mo系催化剂中各化学组分的作用如下: (1)MoS2是活性相。 (2)CoO使MoS2晶体分离,减少熔结,使表面积不减少,从而避免活性减退。 (3)Al2O3不仅提供了较大的表面积和孔容,而且由于它的酸性比较弱,减少了烃类的裂解反应和积碳。
95万吨每年催化裂化柴油加氢精制计算书
一、全装置物料平衡 1、物料平衡 本设计的处理量为95万吨/年,反应阶段为其末期,每年开工时数按8000小时计算。 入方:①原料油=8000 % 10010109534???=118750公斤/小时 = 248000 % 10010954???=2850吨/天 ②重整氢=8000 % 70.210109534???=3206公斤/小时 = 248000 % 70.210954???=77吨/天 出方:①精制柴油=118750×96.95%=115128公斤/小时 = 2850×96.95%=2763吨/天 ②粗汽油=118750×1.52%=1805公斤/小时 =2850×1.52%=43吨/天 ③高分排放气=118750×1.78%=2114公斤/小时 =2850×1.78%=51吨/天 ④低分排放气=118750×0.31%=368公斤/小时 =2850×0.31%=8.8吨/天 ⑤回流罐排放气=118750×2.084%=2475公斤/小时 =2850×2.084%=59吨/天 ⑥溶于水中的硫化氢=118750×0.022%=26公斤/小时 =2850×0.022%=0.6吨/天 ⑦溶于水中的氨气=118750×0.024%=28.5公斤/小时 =2850×0.024%=0.7吨/天 ⑧设备漏损=118750×0.01%=12公斤/小时 =2850×0.01%=0.3吨/天 2、化学耗氢量计算 ①计算杂质脱除率 a) 硫脱除率 = 1800180 1800-×100% = 90% b) 氮脱除率 = 26158 261-×100% = 77.8% c) 硫醇硫脱除率 = 15 1 15-×100% = 93.3% d) 氧脱除率(以酸度计算)
加氢毕业设计 (2)
兰州石化80万吨/年催化裂化汽油加氢脱硫装置设计 摘要 本设计采用了采用法国Axens 公司的Prime - G +工艺进行了兰州石化公司80Mt/a催化汽油加氢脱硫装置工艺设计。随着汽车尾气排放标准的日益严格,我国对汽油的硫含量也提出了严格的限制。拟议中的国Ⅳ汽油排放标准要求汽油中硫质量分数不大于50μg /g。Prime—G+是采用固定床双催化剂的加氢脱硫技术,HR - 845 和HR - 806 新型催化剂工业应用结果表明: 催化汽油脱硫效果显著,混合汽油产品总硫小于65 μg /g,满足京Ⅳ汽油标准; 并且汽油辛烷值损失小,具有反应压力低、温度缓和、便于操作和控制等优点,催化裂化全馏分汽油脱硫率可达到98%。设计结果,(填写设计结论,如催化剂装量、反应器个数、几何尺寸等)。 关键词:固定床,选择性加氢脱硫,辛烷值损失,催化剂 Abstract This design uses the company by the French Axens Prime - G + technology of Lanzhou Petrochemical Company 80Mt / a catalytic gasoline hydrodesulfurization unit process design , the process includes a full distillate selective hydrogenation unit (SHU) and fractionation unit , heavy gasoline hydrodesulfurization (HDS) unit in two parts .