通用技术 攻丝和套丝素材
攻丝和套丝
一、攻丝
1. 攻丝的概念
利用丝锥在圆柱孔内表面上加工出内螺纹的操作。
2. 攻丝工具
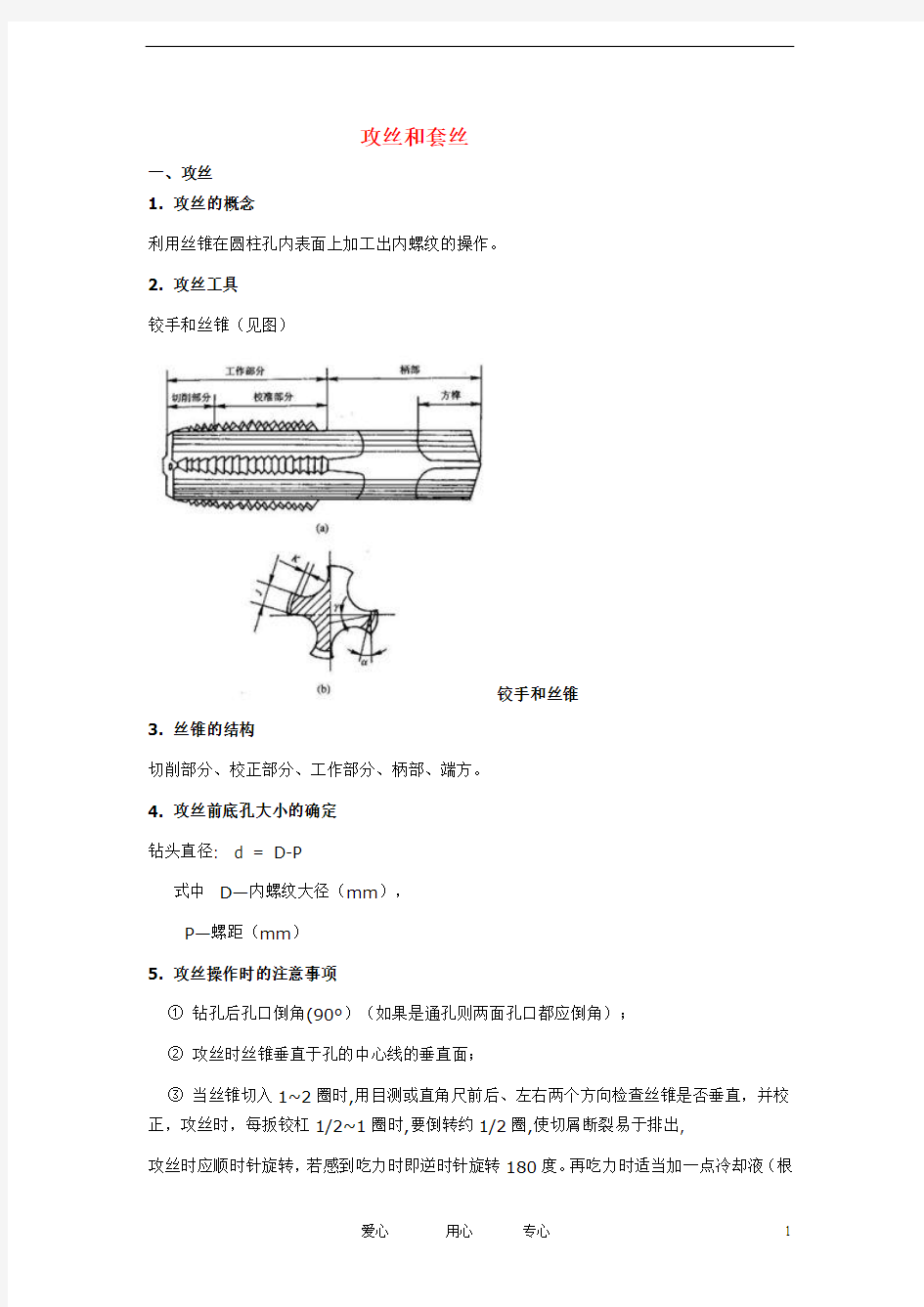
铰手和丝锥(见图)
铰手和丝锥
3. 丝锥的结构
切削部分、校正部分、工作部分、柄部、端方。
4. 攻丝前底孔大小的确定
钻头直径: d = D-P
式中D—内螺纹大径(mm),
P—螺距(mm)
5. 攻丝操作时的注意事项
①钻孔后孔口倒角(90°)(如果是通孔则两面孔口都应倒角);
②攻丝时丝锥垂直于孔的中心线的垂直面;
③当丝锥切入1~2圈时,用目测或直角尺前后、左右两个方向检查丝锥是否垂直,并校正,攻丝时,每扳铰杠1/2~1圈时,要倒转约1/2圈,使切屑断裂易于排出,
攻丝时应顺时针旋转,若感到吃力时即逆时针旋转180度。再吃力时适当加一点冷却液(根
据被攻工件的材质而定);
④据螺孔和材料的要求,头锥和二锥、三锥按顺序使用。
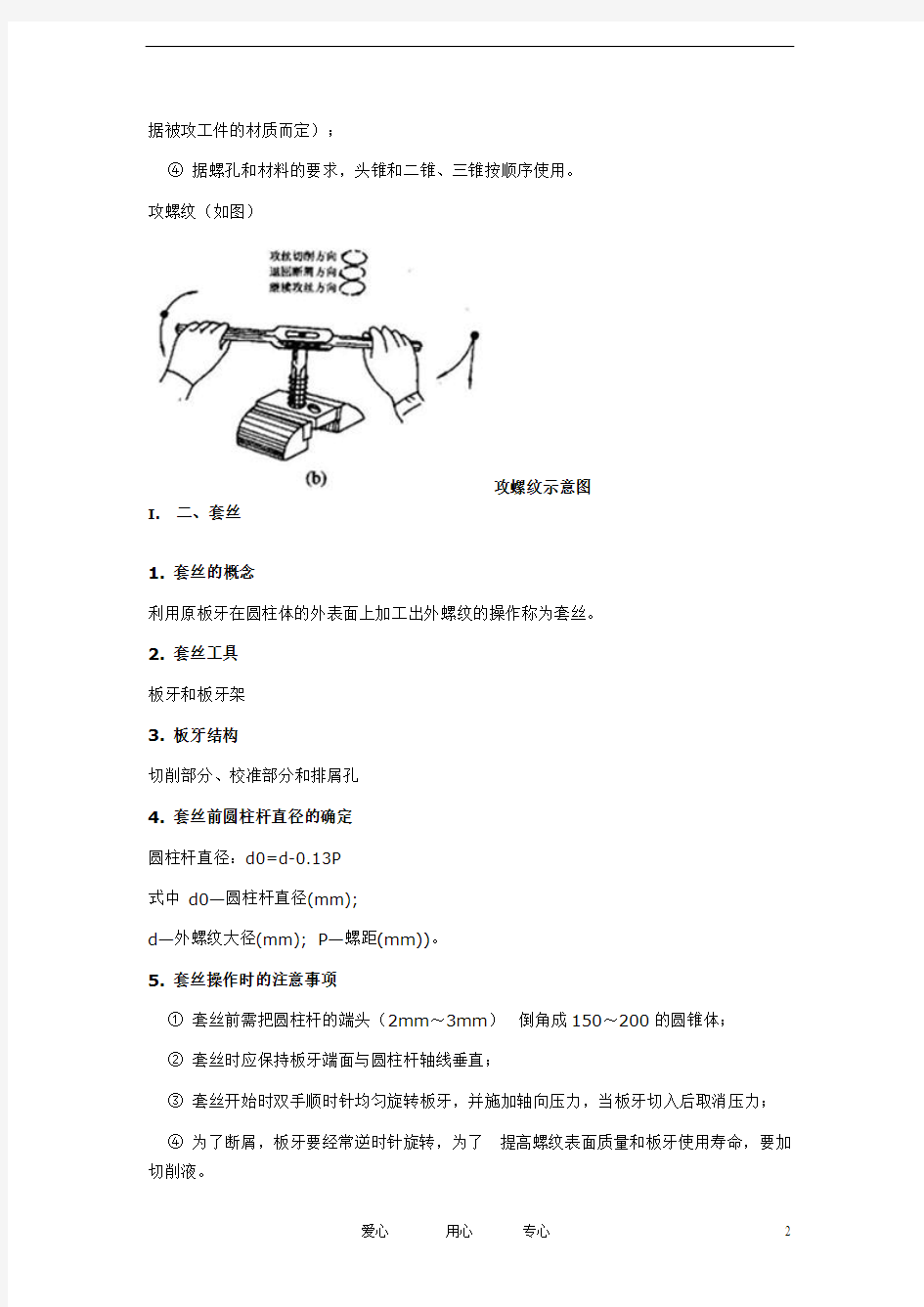
攻螺纹(如图)
攻螺纹示意图
I.二、套丝
1. 套丝的概念
利用原板牙在圆柱体的外表面上加工出外螺纹的操作称为套丝。
2. 套丝工具
板牙和板牙架
3. 板牙结构
切削部分、校准部分和排屑孔
4. 套丝前圆柱杆直径的确定
圆柱杆直径:d0=d-0.13P
式中d0—圆柱杆直径(mm);
d—外螺纹大径(mm); P—螺距(mm))。
5. 套丝操作时的注意事项
①套丝前需把圆柱杆的端头(2mm~3mm)倒角成150~200的圆锥体;
②套丝时应保持板牙端面与圆柱杆轴线垂直;
③套丝开始时双手顺时针均匀旋转板牙,并施加轴向压力,当板牙切入后取消压力;
④为了断屑,板牙要经常逆时针旋转,为了提高螺纹表面质量和板牙使用寿命,要加切削液。
相关主题