常用钢材焊材选发用表(钢材焊材对照表)

常用钢材选用焊接材料表(同类钢)
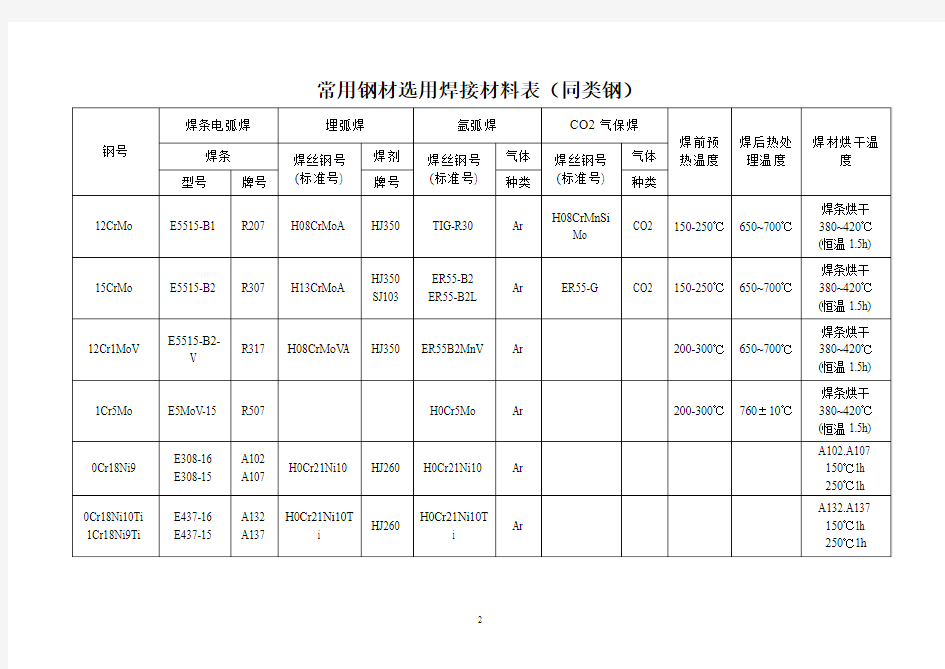
常用钢材选用焊接材料表(同类钢)
常用钢材选用焊接材料表(同类钢)
常用钢材选用焊接材料表(异种钢)
常用钢材选用焊接材料表(异种钢)
常用钢材选用焊接材料表(异种钢)
常用钢材选用焊接材料表(异种钢)
常用钢材选用焊接材料表(异种钢)
锅炉常用钢材钢号分类表
容器常用钢材分类表
容器常用钢材分类表(续)
器常用钢材分类表(续)
焊接材料选用标准2016-0518(代替2011-0816)
国内外钢材牌号对照
UK Euronorm Germany France Italy Spain Japan USA USA BS1449 EN10111 Din 1614 NFA 36-301 UNI 5867 UNE 36-086/11 JIS G3131 ASTM SAE HR15 *** *** *** C15 *** *** A611 1018 HR4 FeP10 *** 1C FeP10 *** DPHC *** 1010 HR3 FeP11 Stw22 2C FeP11 AP11 SPHD A619 1008 HR2 FeP12 Stw23 *** FeP12 AP12 *** A621 1006 HR1 FeP13 Stw24 3C FeP13 AP13 SPHE A622 1006Al k BS4360 EN10025 DIN 17100 NFA 35-501 UNI 7080 UNE 36-080/11 JIS G3101 ASTM *** 40A S235 Ust 37-2 *** Fe360 A370 *** A283C *** 40B S235JR Rst 37-2 E24-2 Fe360B *** *** *** *** 43A S275 *** *** *** *** *** A570Gr40 *** 43B S275 St44-2 E28-2 Fe430B *** *** *** *** 50A S355 *** *** Fe510 A450 SS50 A572Gr50 *** 50B S355JR *** *** Fe510B *** *** *** *** 50C S355JO St52-3U E36-3 FE510C *** *** *** *** 50D *** *** *** *** *** *** *** *** BS1449 EN10149 SEW 092 NFA36-231 UNI UNE JIS ASTM AT15 SAE J1392 40/30 S315MC QSTE 340TM E315D Fe E275 *** *** 045XLK 43/35 S355MC QSTE 380TM E355D *** *** *** 50 050XLK 46/40 S420MC QSTE420M E420D Fe355 *** *** 60 060XLK 50/45 S460ML QSTE500TM E490D Fe420 *** *** 70 *** 60/55 S550MC QSTE550TM E560D Fe560 *** *** 80 080XLK *** S560MC QSTE600TM E600D *** *** *** *** *** BS1449 EN10130 DIN1623 NFA 36-401 UNI 5866-77 UNE 36086 JIS 3141-77 *** ***
中外常用钢材料牌号对照表
常用国内外钢材牌号对照表 中国 美国 日本 德国 英国 法国 前苏联 国际标准化组织 GB AST JIS DIN 、DINEN BS 、BSEN NF 、NFEN ΓOCT ISO 630 品 名 牌号 牌号 牌号 牌号 牌号 牌号 牌号 Q195 Cr.B Cr.C SS330 SPHC SPHD S185 040 A10 S185 S185 CT1K П CTlC П CTl ПC Q215A Cr.C Cr.58 SS 330 SPHC 040 A12 CT2K П—2 CT2C П—2 CT2ПC —2 Q235A Cr.D SS400 SM400A 080A15 CT3K П—2 CT3C П—2 CT3ПC —2 E235B Q235B Cr.D SS400 SM400A S235JR S235JRGl S235JRG2 S235JR S235JRGl S235JRG2 S235JR S235JRGl S235JRG2 CT3K П—3 CT3C П—3 CT3ПC —3 E235B Q255A SS400 SM400A CT4K П—2 CT4C П—2 CT4ПC —2 普 通 碳 素 结 构 钢 Q275 SS490 CT5C П—2 CT5ПC —2 E275A
中国 美国 日本 德国 英国 法国 前苏联 国际标准化组织 GB AST JIS DIN 、DINEN BS 、BSEN NF 、NFEN ΓOCT IS0 630 品 名 牌号 牌号 牌号 牌号 牌号 牌号 牌号 08F 1008 1010 SPHD SPHE 040A10 80K П 10 1010 S10C S12C CKl0 040A12 XCl0 10 C101 15 1015 S15C S17C CKl5 Fe360B 08M15 XCl2 Fe306B 15 C15E4 20 1020 S20C S22C C22 IC22 C22 20 25 1025 S25C S28C C25 IC25 C25 25 C25E4 40 1040 S40C S43C C40 IC40 080M40 C40 40 C40E4 45 1045 S45C S48C C45 IC45 080A47 C45 45 C45E4 50 1050 S50C S53C C50 IC50 080M50 C50 50 C50E4 优 质 碳 素 结 构 钢 15Mn 1019 080A15 15r
国内外焊接材料的应用及发展趋势
国内外焊接材料的应用及发展趋势 沈阳工业大学材料科学与工程学院 摘要:焊接材料是焊接行业中一个重要分支。随着焊接技术的发展,国内外焊接材料的生产和使用也得到了长足的进步。本文简单介绍国内外的钢材、焊接材料的应用状况,进而分析了焊接材料的应用领域,总结出我国焊接的材料发展中存在的问题及应对策略。 关键词:焊接材料;应用;发展趋势 1国内外钢材及焊接的应用现状 钢产量是衡量一个国家综合经济实力的重要指标,钢铁工业是中国工业进程中的支柱产业。表1为世界主要国家的钢产量数据。从表中数据可以发现,从2001年开始我国的钢产量已经跃居全球第一,从2001年到2008年钢产量已经提高了3倍多,这样的增速明显高于其他国家。这主要是由于中国的经济持续高速增长,拉动了钢铁工业的快速发展,带动了中国钢铁的生产和消耗。但与中国钢产量全球第一形成鲜明的对比的是中国也是钢材进口大国,尤其是特种性能、高强度钢材的大量进口,因此中国钢材巨大产量,并没有给中国带来巨大的经济效益。
(数据来源:中国钢材贸易网) 焊接是一种将材料永久性连接,并成为具有给定功能结构的制造技术。几乎所有的产品,从几十万吨巨轮到不足1克的微电子元件。在生产制造中都不同程度地应用焊接技术。焊接已经渗透到制造业的各个领域,直接影响到产品的质量、可靠性和寿命以及生产的成本、效率和市场反应速度。焊接技术包括焊接材料、设备和工艺等相关内容,而其中焊接材料是焊接技术发展的基础,所以焊接材料的应用和发展影响着焊接技术的发展。 钢材产量和快速升高又拉动了中国焊接材料产业的强劲发展,钢材的产量、品质及发展趋势直接决定了焊接行业的可持续发展及焊接技术的发展方向。2006年,按国际钢材协会统计,全世界钢产量12.39亿吨,按有
常用钢铁牌号对照表
常用钢铁牌号对照表 钢铁材料的名称、用途、特性和工艺方法命名符号(GB/T221-1979)
①按照GB/T 717—1982《炼钢用生铁》的规定,统一采用汉语拼音字母“L”,(“L”为“炼”字汉语拼音第一个字母)为命名符号。 ②根据GB700--88修改。 ③根据GB699--88修改。 ④根据GBl298--86修改。 表1-9生铁牌号的表示方法 表1-10铁合金牌号的表示方法
表1-11铸铁牌号的表示方法 产品名称牌号举例 QT40017 表示方法说明 灰铸铁 球墨铸铁 黑心可锻铸铁白心可锻铸铁珠光体可锻铸铁耐磨铸铁 抗磨白口铸铁抗磨球墨铸铁 冷硬铸铁 耐蚀铸铁 耐蚀球墨铸铁耐热铸铁 耐热球墨铸铁 HTl00 QT400--17 KTH300—06 KTB350---04 KTZ450—06 MTCulPTi—150 KmTBMn5M02Cu KmTQMn6 LTCrMoRE STSil5M04Cu STQAl5Si5 RTCr2 RTQAl6 伸长率(%) 抗拉强度(MPa) 球墨铸铁代号 ST Si15Mo4Cu ————铜元素符号 —————钼的名义百分含量 —————钼元素符号 —————硅的名义百分含量 —————硅元素符号 —————耐蚀铸铁代号 MT Cu1P Ti —150 ———抗拉强度(MPa) ———钛元素符号 ———磷元素符号 ———铜的名义百分含量 ———铜元素符号 ———耐磨铸铁代号 注:表中成分含量皆指质量分数 表1-12铸钢牌号的表示方法 表1-13钢产品号的表示方法
注:1.平均合金含量∠1.5%者,在牌号中只标出元素符号,不注其含量。 2.平均合金含量为1.5%~2.49%、2.50%~ 3.49%、…、22.5%~23.49%、…时相应的注为2、3、…、23、…。 3.成份含量皆指质量指数。
国内外常用钢材标准牌号对照表20200711165902.doc
国内外常用钢材标准牌号对照表 种中国日本美国英国德国法国前苏联类CB JIS AISI 、ASTM BS DIN NF ΓOCT Q235-A · F SS41 A36、A283C Ust37-2 Q235-A SS41A、B Rst37-2 CT2 20 S20C C1020 En2C C22 C20 20 碳35 S35C C1035 En8A C35 XC38 35 素钢 20g SB42 A285、Gr.B A414、Gr.B 1633Gr.B Ast41 A42C 20K 20(管道用)STPG38、42 A106 、A53 st35.4 16Mn S M50B SM22 1633.Gr.1 st52-3 16Γ 低A516 、 合16MnR SPV36 A515、Gr·60、19Mn5 金Gr·70 钢 15MnV HTP57VW A225 、Gr.A A225、Gr.B 40Mn C1036 En15B 40MnA 40Mn5 40Γ 40Cr SCr4 5140 E n18 S117 41Cr4 38C4 40X 12CrMo A335 、P2 A213、Gr.B 3064-660 1501-620 13CrMo44 12CD4 12XM STT42 15CrMo STC42 A387、Gr.B 1653 16CrMo44 15CD4 15XM STB42 35CrMo SCM3 E4132 E4135 En19B 34CD4 35CD4 35XM 高0Cr13 SUS410 410S S41000 X7Cr13 Z6C13 08X13 合金0Cr18Ni9 SUS304 304 S30400 304S15 X5CrNi189 ZCN18.09 08X18H10 钢 0Cr18Ni10Ti SUS321 321 S32100 321S12 321S20 X10CrNiTi189 Z6CNT18.10 08X18H10T 0Cr17Ni12Mo2 SUS316 316 S31600 316S16 X5CrNiMo1810 Z6CND17.13 08X17H13M2
焊材选用表
常用母材与焊材选用表
珠光体耐热钢焊接时,如何正确地选用焊接材料? 总的原则是根据化学成分的要求,即熔敷金属的化学成分应与母材相当来选用焊接材料。具体选用,见表12。 中碳钢焊接时,如何正确地选用焊条? 中碳钢的焊接目前大都采用手弧焊。为提高焊接接头的抗裂性,应选用低氢型焊条。个别情况下,也可采用钛钙型和钛铁矿型酸性焊条,但此时应采取严格的工艺措施,如焊前预热、减少熔合比(降低焊缝含碳量)等。 中碳钢手弧焊时焊条的选用,见表6。
特殊情况下,中碳钢焊接时可采用铬镍不锈钢焊条,如E0-19-10-16(A102)、E0-19-10-5(A107)、E1-23-13-16(A302)、E1-23-13-15(A307)、E2-26-21-16(A402)、E2-26-21-15(A407)等,因奥氏体焊缝金属的塑性良好,可以减小焊接接头应力,即使焊件焊前不预热,也可避免热影响区产生冷裂纹。 焊条的保管 焊条保管的好坏对焊接质量有直接影响,尤其在野外工作时要特别注意。每个焊工,保管员和技术人员都应该知道焊条存储、保管规则。焊条和其它涂料在很多情况下会遭到破坏:1)运输、搬运、使用时受到损伤;2)被水浸泡或吸潮;3)受油或其它腐蚀介质污染。 1)损伤:虽然焊条在一般情况下具有抗外界破坏能力,但不能忽视由于保管不好很容易遭受损坏。焊条是一种陶质产品,他不能象钢芯那样耐冲击,所以装货和卸货时不能摔他。用纸盒包装的焊条不能用不能用挂钩搬运。某些型号焊条如特殊烘干要求的碱性焊条涂料比正常焊条更要小心轻放。 2)吸潮:在焊条涂料中含有太高的水分时很危险的,由于很多工人不了解焊条是湿的,焊完时焊缝表面用肉眼不一定看得见气孔,但是经X射线检查就显示出气孔来。当焊条出厂时,所有的焊条有某一含水量,它根据焊条的型号而变,这个含水量是正常的,即对形成气孔有一个含水量的安全系数,对焊缝质量没有影响。所有得焊条在空气中都能吸收水分,在相对湿度为90%时,焊条涂料吸收水分很快,普通碱性焊条露在外面一天受潮旧很严重,甚至相对湿度为70%时涂料水分增加也较快,只在相对湿度为40%或更低时,焊条长期储存才不首影响。 由于昼夜湿度之间的差别很大,空气水分在早上很容易凝结成露水,很容易潮湿焊条包装。焊
焊条表示方法及对照表
材料牌号焊缝金属的主要化学成分低温温度等级用途、组织或焊缝金属主要成分 铬和铬钼耐热钢R1XX 含Mo量约为0.5% 铬和铬钼耐热钢R2XX 含Cr量约为0.5%,含Mo量约为0.5% 铬和铬钼耐热钢R3XX 含Cr量约为1%-2%,含Mo量约为 0.5%-1% 铬和铬钼耐热钢R4XX 含Cr量约为2.5%,含Mo量约为1% 铬和铬钼耐热钢R5XX 含Cr量约为5%,含Mo量约为0.5% 铬和铬钼耐热钢R6XX 含Cr量约为7%,含Mo量约为1% 铬和铬钼耐热钢R7XX 含Cr量约为9%,含Mo量约为1% 铬和铬钼耐热钢R8XX 含Cr量约为11%,含Mo量约为1% 低温钢W70X -70℃ 低温钢W90X -90℃ 低温钢W10X -100℃ 低温钢W19X -196℃ 低温钢W25X -253℃ 不锈钢G2XX 含Cr量约为13% 不锈钢G3XX 含Cr量约为17% 不锈钢A0XX 含C量≤0.04%(超低级) 不锈钢A1XX 含Cr量约为18%,含Ni量约为8% 不锈钢A2XX 含Cr量约为18%,含Ni量约为12% 不锈钢A3XX 含Cr量约为25%,含Ni量约为13% 不锈钢A4XX 含Cr量约为25%,含Ni量约为20% 不锈钢A5XX 含Cr量约为16%,含Ni量约为25% 不锈钢A6XX 含Cr量约为15%,含Ni量约为35% 不锈钢A7XX 铬锰氮不锈钢 不锈钢A8XX 含Cr量约为18%,含Ni量约为18% 不锈钢A9XX 待发展 堆焊D0XX 不规定堆焊D1XX 普通常温用 堆焊D2XX 普通常温用及常温高锰钢 堆焊D3XX 刀具及工具用堆焊D4XX 刀具及工具用堆焊D5XX 阀门用 堆焊D6XX 合金铸铁型堆焊D7XX 碳化钨型堆焊D8XX 钴基合金堆焊D9XX 待发展 铸铁Z1XX 碳钢或高钒钢 铸铁Z2XX 铸铁(包括球墨铸铁) 铸铁Z3XX 纯镍
各国常用材料牌号对照表
材料类型应用 承 (内 )压铸件铸铁 一般铸件 承 (内 )压铸件 轧材 /锻件 棒材 :承(内) 压 棒材 :一般碳钢 螺栓和螺柱 螺母 板材 管材 各国常用材料牌号对照表 材料牌号 中国德国美国 GB DIN ASTM UNS HT2500.6025GG-25 A 278 Class 3.0 F 12401 HT3000.6030GG-30 A 48 Class25/30 F 11701/F 12101 ZG230-450 1.1155GS-Ck25 A 216 Gr LC8J 03 003 Q235 1.0402C22A266 Class2K 03506 Q235 1.0402C22 A 295 Gr D40G 10 200 45 1.0503C45A576 Gr 1045G10 450 30CrMo 1.725824CrMo5 A 193 Gr B7G41 400 35 1.1181CK35 A 194 Gr 2H K 04 002 Q255 1.0254St.37.0 A 516 Gr 65/70K 02 403/K 02 700 20Mn 1.0305St.35.8 A 106 Gr B K 03 006
材料类型AISI410 钢12%铬钢 材料牌号 应用中国德国美国 GB DIN ASTM UNS 配件20 1.0308St35.0 A 105K 03 504棒料42CrMo 1.722542CrMo4 A 434 Class BB G 41 400 c 螺栓和螺柱35CrMoV 1.771140CrMoV47 A 193 GrB7G 41 400螺母30CrMo 1.725824CrMo5 A 194 Gr 2H K 04 002 ZG1Cr13 1.4008G-X8CrNi13 A 217 Gr CA 15J 91 150承 (内 )压铸件 1.4313G-X5Ni13 4 A 487 Gr CA6NM J 91 540 轧材 /锻件 : 1Cr13 1.4006X10Cr13 A 182 Gr F6a Class1S 41 000 承(内)压 1.4313X4CrNi13 4 A 182 Gr F6NM S 41 500轧材 /锻件 :一般 1.4313X4CrNi13 4 A 473 Type 410S 41 000棒料 : 承(内 )压1Cr13 1.4006X10Cr13 A 479 Type 410S 41 000棒料 :一般 A 276 Type 410S 41 000
常用钢材型号、性能特性
常用钢材型号、性能特性45?——优质碳素结构钢,是最常用中碳调质钢 主要特征:?最常用中碳调质钢,综合力学性能良好,淬透性低,水淬时易生裂纹。小型件宜采用调质处理,大型件宜采用正火处理。 应用举例:?主要用于制造强度高的运动件,如透平机叶轮、压缩机活塞。轴、齿轮、齿条、蜗杆等。焊接件注意焊前预热,焊后消除应力退火。 Q235A(A3钢)——最常用的碳素结构钢 主要特征:?具有高的塑性、韧性和焊接性能、冷冲压性能,以及一定的强度、好的冷弯性能。应用举例:?广泛用于一般要求的零件和焊接结构。如受力不大的拉杆、连杆、销、轴、螺钉、螺母、套圈、支架、机座、建筑结构、桥梁等。 表示方法: ①由Q+数字+质量等级符号+脱氧方法符号组成。它的钢号冠以“Q”,代表钢材的屈服点,后面的数字表示屈服点数值,单位是MPa,例如Q235表示屈服点(σs)为235MPa的碳素结构钢。 ②?必要时钢号后面可标出表示质量等级和脱氧方法的符号。质量等级符号分别为A、B、C、D。A指不做冲击,B在20度以上,C在0度以上,D在-20度以上,A到D所不同的,指的是它们性能中冲击温度的不同。分别为:Q235A级,是不作冲击韧性试验要求;Q235B级,是作常温(20℃)冲击韧性试验;Q235C级,是作0℃冲击韧性试验;Q235D级,是作-20℃冲击韧性试验。脱氧方法符号:F表示沸腾钢;b表示半镇静钢:Z表示镇静钢;TZ表示特殊镇静钢,镇静钢可不标符号,即Z和TZ都可不标。例如Q235-AF表示A级沸腾钢。 ③专门用途的碳素钢,例如桥用钢。 ④Q代表钢的屈服强度,其后数字表示屈服强度值(MPa),必要时数字后标出质量等级(A、 B、C、D、E)和脱氧方法(F、b、Z)。
钢材性能对比表
材料名称弹性模量(KPa)泊松比密度(Kg/mm**3)抗拉强度(MPa)屈服强度(MPa)疲劳强度(MPa)强度极限(MPa)普通钢材 2.10E+080.37.85E-06980785 steel 2.06E+080.297.85E-06 20#钢 2.07E+080.2897.85E-06410245 45#钢200~220GPa0.26~0.287.85E-06600355 55#钢206GPa0.37.85E-06380645 HT 1.05e8-1.3e80.24~0.267.30E-06200 40Cr 2.00E+080.287.90E-06785980 QT700 1.69E+080.37.20E-06650(700)420275 QT800-2 1.64E+080.297.20E-06800480300 QT450-7 1.68E+080.297.20E-06400250 QT600600370250 球墨铸铁 1.73E+080.37.30E-06 QT600 粉末冶金 1.25E+080.25 6.70E-06 中锡铝7.00E+070.3 2.70E-06 St52-3 2.1e5MPa0.287.90E-06 23MnB4 2.1e5MPa0.287.90E-06 AlSiMg0.37.4e4MPa0.33 2.85E-06 HT250 1.25E+080.277.20E-06200-250(HT300 90MPa) ADC12(铝硅合金)7.00E+07 2.70E-06165MPa250 68.6GPa 68~69.8GPa YL104 YZAlSi10Mg AlSi6Cu474GPa0.3 2.70E-06 YL10875GPa0.33 2.68E-06140240 ALSi9Cu1Mg73.1GPa0.27 2.71E-06 QT450160GPa0.347.00E-06450 ZL10470GPa0.3 2.70E-06 QT500-7140-154 GPa0.37.00E-06320Mpa500Mpa Q235A206.9GPa0.37.80E-06 GJV-400(SiMo4.5) 1.40E+080.23~0.277.40E-06 低碳钢200~220GPa0.25~0.337.85E-06 合金钢190~220GPa0.24~0.33 铜及其合金74~130GPa0.31~0.42 金 AZ91D(气门罩盖) AM60(支架) 弹性模量E: 45 GPa泊松比: 0.3密度: 1.79 ALSi10Mg抗拉强度不小于220伸长率不小于2 cast Iron: 弹性模量E: 172Gpa泊松比: 0.28密度: 7140 kg/m^3yield strength: 310 Mpa 40Cr: 弹性模量E: 202Gpa泊松比: 0.3密度: 7.8 kg/m^3yield strength 785 Mpa 40CrMo:弹性模量E: 206G泊松比: 0.25-0.3密度: 7.9 kg/m^3屈服强度:835Mpa INLAY CAST IRON (假设)1690000.2757.20E-06 BRACKET740000.3 2.75E-06 材料弹性模量Mpa泊松比 QT4501570.28 HT2501200.25 铸铝700.3 QT4501570.28 40Cr2000.28 &ST12(耐蚀铸铁)弹性模量E:210 GPa泊松比:0.3密度:7.8e-6 kg/mm^3屈服极限:195Mpa steel plastic*MATERIAL, NAME=STEEL20 *MATERIAL, NAME=STEEL*DENSITY *ELASTIC, TYPE=ISO7.8500E-09,0.0 210000., 0.3*ELASTIC, TYPE = ISOTROPIC *PLASTIC210000.0 ,0.3 ,0.0 材料名称密度弹性模量泊松比疲劳强度抗拉强度 632.35, 0.00*PLASTIC 647.97, 0.001760670.3761E3, 0.0000, 0 橡胶材料 665.12, 0.004677930.3934E3, 0.0220, 0 胎面胶1181 kg/m**311.2 Mpa0.48 751.77, 0.035738160.4463E3, 0.0358, 0 胎侧胶1109 kg/m**37.7 Mpa0.48 840.26, 0.082643430.4758E3, 0.0490, 0 三角胶1195 kg/m**374.9 Mpa0.48 *DENSITY0.4985E3, 0.0621, 0 7.85E-090.5160E3, 0.0753, 0 0.5314E3, 0.0895, 0 0.5440E3, 0.1030, 0 0.5554E3, 0.1172, 0 0.5655E3, 0.1315, 0 0.5751E3, 0.1464, 0 0.5836E3, 0.1609, 0 0.5918E3, 0.1766, 0 0.5989E3, 0.1936, 0 0.5993E3, 0.2000, 0 其它 橡胶材料通常采用各种超弹性材料模型描述,以下参数仅作为橡胶材料的 线性等价参数。 ZL104(铸铝104)牌号为104的代 表ZAlSi9Mg 0.3 2.642~2.648E-06225(T6)
常用钢铁牌号对照表
常用钢铁牌号对照表钢铁材料的名称、用途、特性和工艺方法命名符号(GB/T221-1979) 名称采用的汉字及其汉语拼音采用符 号字体位置 汉字汉语拼音 碱性平炉炼钢用生铁①平PING P 大写牌号 头 顶吹氧气转炉炼钢用生铁①顶DING D 大写牌号 头 碱性空气转炉炼钢用生铁①碱J1AN J 大写牌号 头 铸造用生铁铸ZHU Z 大写牌号 头 冷铸车轮用生铁冷LENG L 大写牌号 头 球墨铸铁用生铁球QIN Q 大写牌号 头 金属锰、金属铬金JIN J 大写牌号 头 氧化钼块氧YANG Y 大写牌号 头 普通碳素结构钢②Q 大写牌号 头优质碳素结构钢@ _ 碳素工具钢④T 大写牌号 头 氧气转炉(普通碳素钢用) 氧YANG Y 大写牌号 中 碱性空气转炉(普通碳素钢用) 碱JIAN J 大写牌号 中 易切削钢易YI Y 大写牌号 头
电工用热轧硅钢电热DIAN RE DR 大写牌号 头 电工用冷轧无取向硅钢电无DIAN WU DW 大写牌号 头 电工用冷轧取向硅钢电取DIAN QU DQ 大写牌号 头 电工用纯铁电铁D1AN TIE DT 大写牌号 头 碳素工具钢碳TAN T 大写牌号 头 滚珠轴承钢滚GUN G 大写牌号 头 焊接用钢焊HAN H 大写牌号 头 钢轨钢轨GUI U 大写牌号 头 铆螺钢铆螺MAO LUO ML 大写牌号 头 锚链钢锚MAO M 大写牌号 头 地质钻探钢管用钢地质DI ZHI DZ 大写牌号 头 船用钢船CHUAN C 大写牌号 尾 汽车大梁用钢梁LIANG L 大写牌号 尾 矿用钢矿KUANG K 大写牌号 尾 碱性平炉炼钢用生铁①平PING P 大写牌号 头 压力容器用钢容RONG R 大写牌号 尾 多层式高压容器用钢高层GAO CENC gC 小、大写牌号 尾 桥梁钢桥QIAO q 小写牌号
焊材对照
1、不锈钢焊条 型号:字母E表示焊条,E后面的数字表示熔敷金属化学成分分类代号,如有特殊要求的化学成分,该化学成分用元素符号表示放在数字的后面。短划线-后面的两位数字表示焊条药皮类型、焊接位置及焊接电流种类。 2、低合金钢焊条 型号:字母E表示焊条,前二位数字表示熔敷金属抗拉强度的最小值,第三位数字表示焊条的焊接位置,第三位和第四位数字组合时表示焊接电流种类及药皮类型,后缀字母为熔敷金属的化学成分分类代号,并以短划线—与前面数字分开,若还有附加化学成分时,附加化学成分直接用元素符号表示,并以短划线—与前面后缀字母分开。 3、碳钢焊条
型号:字母E表示焊条,前两位数字表示熔敷金属抗拉强度的最小值,第三位数字表示焊条的焊接位置,第三位和第四位数字组合时表示焊接电流种类及药皮类型,在第四位数字后附加R表示耐吸潮焊条,附加M表示耐吸潮和力学性能有特殊规定的焊条,附加-1表示冲击性能有特殊规定的焊条。 4、气体保护焊用碳钢、低合金钢焊丝 焊丝型号的表示方法为:ERXX-X字母ER表示焊丝,ER后面的两位数字表示熔敷金属的最低抗拉强度,短划线—后面的字母或数字表示焊丝化学成分分类代号。如还附加其他化学成分时,直接用元素符号表示,并以短划线—与前面数字分开。 5、药芯焊丝型号 EF表示药芯焊丝代号,后面的第一位数字表示主要适用的焊接位置,第二位数字或英文字母为药芯分类代号,后面四位数字表示焊缝金属力学性能(前两位为抗拉强度,第三位为冲击功不小于27J对应的温度,第四位为冲击功不小于47J的温度),并以短划线—与前面数字分开。
焊丝牌号: 实心焊丝的牌号 1)牌号的字母H表示焊接用实心焊丝 2)字母H后面的一位或两位数字表示含碳量 3)化学元素符号及其后面的数字表示该元素大致的百分含量数值,含量小于1%时,数字1省略。 4)在结构钢焊丝牌号尾部标有A或E时,A表示为优质品,E表示高级优质品。S,P 含量低。