脉冲点火器工作原理
脉冲点火器工作原理
脉冲点火器工作原理
通过上一篇对脉冲点火器概念的学习之后,相信很多朋友已经迫不及待的要对脉冲点火器工作原理了解一下了,本文小编就针对脉冲点火器工作原理进行讲述,电子工程师朋友们可以阅读一下,希望对大家对脉冲点火器的学习有所帮助。
电脉冲点火器,是利用高压放电的电火花来点燃炉具的可燃气体的装置。其输入的工作电压可分为直流 1.5V,3V,6V,9V等和交流120V,240V等。按其输入的工作电压可分为直流 1.5V,3V,6V,9V等。按其输出的功能可分为一至八头输出端。现以D C1.5V为例,说明其工作原理。
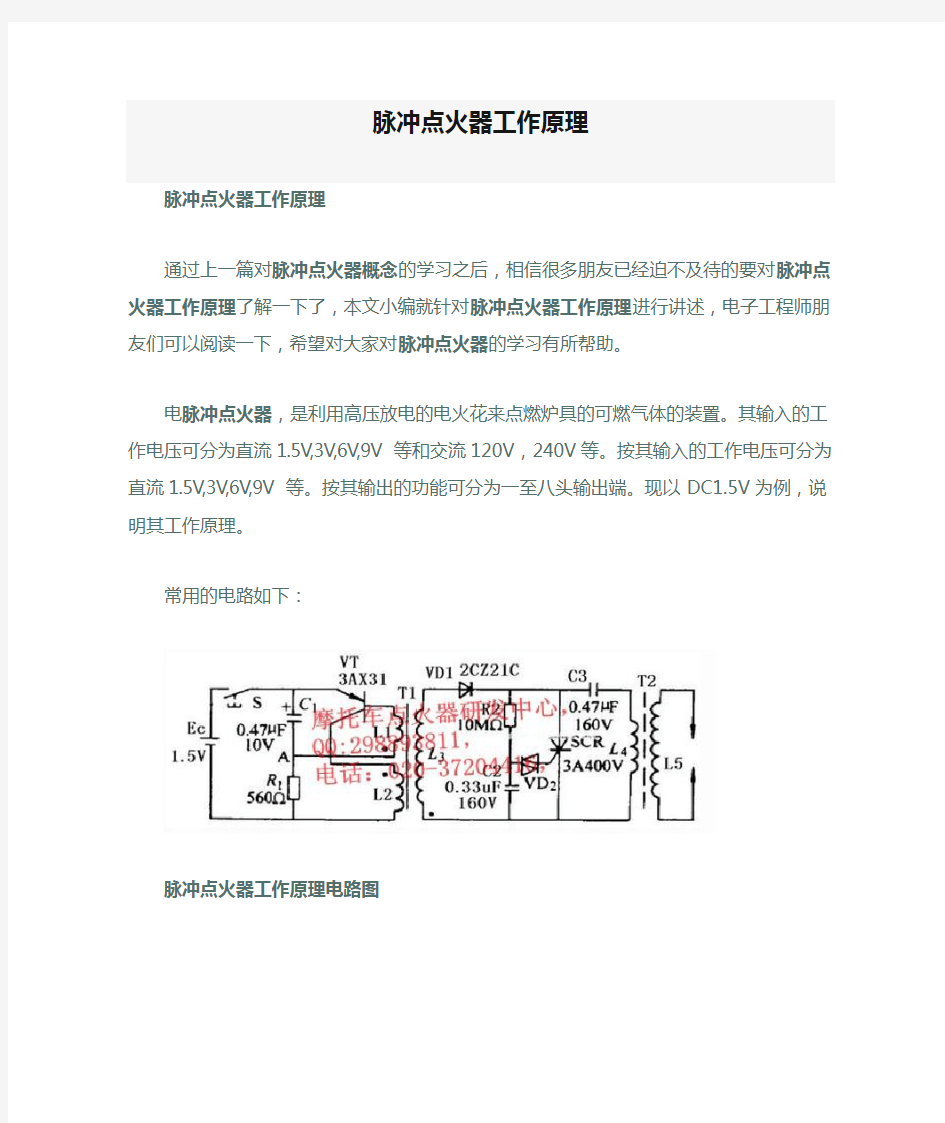
常用的电路如下:
脉冲点火器工作原理电路图
脉冲点火器工作原理
脉冲点火器T1,B G,R组成振荡升压电路,将 1.5V直流电升高到400V左右的交流电,经D整流后,向C1,当C1两端的电压升高至一定值时,BG2管突然寻通,如此开关接通一样内阻很小,此时C1经过,T2的初级线圈,放电,这个放电的时间很短,电流很大,所以在T的次级,应出很高的电压,(可达15-30KV)它的两个引出头之间可产生火花放电。
另外,在B G2寻通时,T1次级相当于短路,B G1停止振荡。当C1放电完毕,
B G2又恢复到断路状态。BG1立即又开始振荡升压,重复前述的工作过程,所以产生的电火花是有一定间歇的连续火花。放电频率,大约在2.5-12次/秒左右。
参考资料:https://www.360docs.net/doc/de1063659.html,/s/blog_71facf0001010oyx.html
容济摩托车点火器 https://www.360docs.net/doc/de1063659.html,
光电编码器原理课件
光电编码器原理课件
光电编码器 光电编码器,是一种通过光电转换将输出轴上的机械几何位移量转换成脉冲或数字量的传感器。这是目前应用最多的传感器,光电编码器是由光栅盘和光电检测装置组成。光栅盘是在一定直径的圆板上等分地开通若干个长方形孔。由于光电码盘与电动机同轴,电动机旋转时,光栅盘与电动机同速旋转,经发光二极管等电子元件组成的检测装置检测输出若干脉冲信号,通过计算每秒光电编码器输出脉冲的个数就能反映当前电动机的转速。此外,为判断旋转方向,码盘还可提供相位相差90&or dm;的两路脉冲信号。 根据检测原理,编码器可分为光学式、磁式、感应式和电容式。根据其刻度方法及信号输出形式,可分为增量式、绝对式以及混合式三种。(REP) 1.1增量式编码器
增量式编码器是直接利用光电转换原理 输出三组方波脉冲A、B和Z相;A、B两组脉冲相位差90º,从而可方便地判断出旋转方向,而Z相为每转一个脉冲,用于基准点定位。它的优点是原理构造简单,机械平均寿命可在几万小时以上,抗干扰能力强,可靠性高,适合于长距离传输。其缺点是无法输出轴转动的绝对位置信息。 1.2绝对式编码器 绝对编码器是直接输出数字量的传感器,在它的圆形码盘上沿径向有若干同心码道,每条道上由透光和不透光的扇形区相间组成,相邻码道的扇区数目是双倍关系,码盘上的码道数就是它的二进制数码的位数,在码盘的一侧是光源,另一侧对应每一码道有一光敏元件;当码盘处于不同位置时,各光敏元件根据受光照与否转换出相应的电平信号,形成二进制数。这种编码器的特点是不要计数器,在转轴的任意位置都可读出一个固定的与位置相对应的数字码。显然,码道越多,分辨率就越高,对于一个具有N位二进制分辨率的编码器,其码盘必须有N条码道。
热压机操作规程
热压机操作规程 1.0准备事项 1.1清理好工作场地,清干净机床、工作台面杂物、灰尘、残胶。 1.2识别生产单要求,准备好待加工基材及面皮,并分类堆放在合适的位置。 1.3检查机床各部件是否完好,功能是否正常。 2.0操作步骤 2.1调试仪表:根据基材面积、厚度调试热压机压力表,根据胶合原理、材质及天气情况调试好热压机温度仪,一般80-85C°热压3-4分钟。 2.2预热:依次打开热压机电源开关、加热开关进行预热,一般预热一个小时左右达到所需温度方加工产品。 2.3根据气温和不同基材正确配制好胶水并用搅拌机调制均匀。 2.4待热压机预热达到所需温度,用过胶机或手工将待贴基材均匀涂胶,并将相应面皮对正敷于基材面,涂胶和敷皮时应对工件检查,发现不合格的应返工好再进行加工。 2.5将敷好面皮的工件平稳送入热压工作台面,放置时要保持工件在台面的重心均衡。2.6闭合热压床开始热压。 2.7热压达到规定的时间降下热压床,平稳取出贴好的工件并平放于修边工作台。 2.8将贴好的工件修边整齐并分类堆放好。 3.0注意事项 3.1操作机床时,须穿紧身工作服,严禁穿宽松的衣服或佩带领带、手链等饰品,留长发者须戴工作帽套住长发。 3.2敷皮时基材面与面皮不得有碎皮等异杂物。 3.3所有工件不得直接放于地面或靠近易湿水受潮的地方,工件堆放应注意受力均匀以防变形。 3.4机床台面及运动部位不准放置工具等物品,工作场地不得有堆彻之杂物, 3.5热压床闭合启动时,禁止身体部位伸入热压床面。 3.6作业完毕必须关机关电源,并等机床转动部件完全停止后方可离开。 3.7作业完毕必须清洗好涂胶机床及工具,每天下班要清洁好工作场地。 万艺板饰厂
编码器知识详解
光电编码器的工作原理 光电编码器,是一种通过光电转换将输出轴上的机械几何位移量转换成脉冲或数字量的传感器。这是目前应用最多的传感器,光电编码器是由光栅盘和光电检测装置组成。光栅盘是在一定直径的圆板上等分地开通若干个长方形孔。由于光电码盘与电动机同轴,电动机旋转时,光栅盘与电动机同速旋转,经发光二极管等电子元件组成的检测装置检测输出若干脉冲信号,其原理示意图如图1所示;通过计算每秒光电编码器输出脉冲的个数就能反映当前电动机的转速。此外,为判断旋转方向,码盘还可提供相位相差90。的两路脉冲信号。 编码器的分类 根据检测原理,编码器可分为光学式、磁式、感应式和电容式,根据其刻度方法及信号输出形式,可分为增量式、绝对式以及混合式三种。 1.1 增量式编码器增量式编码器是直接利用光电转换原理输出三组方波脉冲A、B和Z相;A、B两组脉冲相位差90。,从而可方便的判断出旋转方向,而Z相为每转一个脉冲,用于基准点定位。它的优点是原理构造简单,机械平均寿命可在几万小时以上,抗干扰能力强,可靠性高,适合于长距离传输。其缺点是无法输出轴转动的绝对位置信息。 1.2 绝对式编码器绝对式编码器是直接输出数字的传感器,在它的圆形码盘上沿径向有若干同心码盘,每条道上有透光和不透光的扇形区相间组成,相邻码道的扇区树木是双倍关系,码盘上的码道数是它的二进制数码的位数,在吗盘的一侧是光源,另一侧对应每一码道有一光敏元件,当吗盘处于不同位置时,各光敏元件根据受光照与否转换出相应的电平信号,形成二进制数。这种编码器的特点是不要计数器,在转轴的任意位置都可读书一个固定的与位置相对应的数字码。显然,吗道必须N条吗道。目前国内已有16位的绝对编码器产品。 1.3 混合式绝对编码器混合式绝对编码器,它输出两组信息,一组信息用于检测磁极位置,带有绝对信息功能;另一组则完全同增量式编码器的输出信息。 光电编码器的应用 1、角度测量 汽车驾驶模拟器,对方向盘旋转角度的测量选用光电编码器作为传感器。重力测量仪,采用光电编码器,把他的转轴与重力测量仪中补偿旋钮轴相连,扭转角度仪,利用编码器测量扭转角度变化,如扭转实验机、渔竿扭转钓性测试等。摆锤冲击实验机,利用编码器计算冲击是摆角变化。 2、长度测量 计米器,利用滚轮周长来测量物体的长度和距离。 拉线位移传感器,利用收卷轮周长计量物体长度距离。 联轴直测,与驱动直线位移的动力装置的主轴联轴,通过输出脉冲数计量。 介质检测,在直齿条、转动链条的链轮、同步带轮等来传递直线位移信息。 3、速度测量 线速度,通过跟仪表连接,测量生产线的线速度 角速度,通过编码器测量电机、转轴等的速度测量 4、位置测量 机床方面,记忆机床各个坐标点的坐标位置,如钻床等 自动化控制方面,控制在牧歌位置进行指定动作。如电梯、提升机等 5、同步控制 通过角速度或线速度,对传动环节进行同步控制,以达到张力控制 光电旋转编码器在工业控制中的应用 -------------------------------------------------------------------------------- 1.概述 在工业控制领域,编码器以其高精度、高分辨率和高可靠性而被广泛用于各种位移测量。 目前,应用最广泛的是利用光电转换原理构成的非接触式光电编码器。光电编码器是一种集光、机、电为一体的数字检测装置。作为一次光电传感检测元件的光电编码器,具有精度高、响应快、抗干
编码器工作原理汇总
编码器的工作原理及作用:它是一种将旋转位移转换成一串数字脉冲信号的旋转式传感器,这些脉冲能用来控制角位移,如果编码器与齿轮条或螺旋丝杠结合在一起,也可用于测量直线位移。 编码器产生电信号后由数控制置CNC、可编程逻辑控制器PLC、控制系统等来处理。这些传感器主要应用在下列方面:机床、材料加工、电动机反馈系统以及测量和控制设备。在ELTRA编码器中角位移的转换采用了光电扫描原理。读数系统是基于径向分度盘的旋转,该分度由交替的透光窗口和不透光窗口构成的。此系统全部用一个红外光源垂直照射,这样光就把盘子上的图像投射到接收器表面上,该接收器覆盖着一层光栅,称为准直仪,它具有和光盘相同的窗口。接收器的工作是感受光盘转动所产生的光变化,然后将光变化转换成相应的电变化。一般地,旋转编码器也能得到一个速度信号,这个信号要反馈给变频器,从而调节变频器的输出数据。故障现象:1、旋转编码器坏(无输出)时,变频器不能正常工作,变得运行速度很慢,而且一会儿变频器保护,显示“PG断开”...联合动作才能起作用。要使电信号上升到较高电平,并产生没有任何干扰的方波脉冲,这就必须用电子电路来处理。编码器pg接线与参数矢量变频器与编码器pg之间的连接方式,必须与编码器pg的型号相对应。一般而言,编码器pg型号分差动输出、集电极开路输出和推挽输出三种,其信号的传递方式必须考虑到变频器pg卡的接口,因此选择合适的pg卡型号或者设置合理. 编码器一般分为增量型与绝对型,它们存着最大的区别:在增量编码器的情况下,位置是从零位标记开始计算的脉冲数量确定的,而绝对型编码器的位置是由输出代码的读数确定的。在一圈里,每个位置的输出代码的读数是唯一的;因此,当电源断开时,绝对型编码器并不与实际的位置分离。如果电源再次接通,那么位置读数仍是当前的,有效的;不像增量编码器那样,必须去寻找零位标记。 现在编码器的厂家生产的系列都很全,一般都是专用的,如电梯专用型编码器、机床专用编码器、伺服电机专用型编码器等,并且编码器都是智能型的,有各种并行接口可以与其它设备通讯。 编码器是把角位移或直线位移转换成电信号的一种装置。前者成为码盘,后者称码尺.按照读出方式编码器可以分为接触式和非接触式两种.接触式采用电刷输出,一电刷接触导电区或绝缘区来表示代码的状态是“1”还是“0”;非接触式的接受敏感元件是光敏元件或磁敏元件,采用光敏元件时以透光区和不透光区来表示代码的状态是“1”还是“0”。 按照工作原理编码器可分为增量式和绝对式两类。增量式编码器是将位移转换成周期性的电信号,再把这个电信号转变成计数脉冲,用脉冲的个数表示位移的大小。绝对式编码器的每一个位置对应一个确定的数字码,因此它的示值只与测量的起始和终止位置有关,而与测量的中间过程无关。 旋转增量式编码器以转动时输出脉冲,通过计数设备来知道其位置,当编码器不动或停电时,依靠计数设备的内部记忆来记住位置。这样,当停电后,编码器不能有任何的移动,当来电工作时,编码器输出脉冲过程中,也不能有干扰而丢失脉冲,不然,计数设备记忆的零点就会偏移,而且这种偏移的量是无从知道的,只有错误的生产结果出现后才能知道。解决的方法是增加参考点,编码器每经过参考点,将参考位置修正进计数设备的记忆位置。在参考点以前,是不能保证位置的准确性的。为此,在工控中就有每次操作先找参考点,开机找零等方法。这样的编码器是由码盘的机械位置决定的,它不受停电、干扰的影响。 绝对编码器由机械位置决定的每个位置的唯一性,它无需记忆,无需找参考点,而且不用一直计数,什么时候需要知道位置,什么时候就去读取它的位置。这样,编码器的抗干扰特性、数据的可靠性大大提高了。 由于绝对编码器在定位方面明显地优于增量式编码器,已经越来越多地应用于工控定位中。绝对型编码器因其高精度,输出位数较多,如仍用并行输出,其每一位输出信号必须确保连接很好,对于较复杂工况还要隔离,连接电缆芯数多,由此带来诸多不便和降低可靠性,
热压机说明书范文
热压机说明书范文 热压机说明书范文 篇一:热压机使用说明 热压机使用说明 热压机是一种将两个预先上好助焊剂镀锡的零件加热到足以使焊锡熔化、流动的温度,固化后,在零件与焊锡之间形成一个永久的电气机械连接设备。应不同产品,洛阳广盈机械热压机升温速度可供挑选。 热压机工作原理:利用一个2000W的变压器产生一个低电压的大电流,通过焊接头令其迅速发热。脉冲电流就是指电流的ON及OFF频率比例,此脉冲比例越大,电流输出越大,焊接头升温越快。 热压机使用说明: 篇二:16-热压机(电热)操作说明书 热压机(电热)操作说明书 编号:INCTO/QM-SB-16 版本/次:A/1
设备名称:热压机(电热) 放置场所:医疗车间使用单位:镇江医疗生产线机台操作顺序: 篇三:棕垫热压机说明书 产品型号:ZY25X22100 产品名称:棕垫热压机 使用说明书 明恒汇机械设备有限公司 目录 一.机器简介.........................................................1 二.工作原理..........................................................2 三.主要技术參数....................................................3 四.设备主要结构用途..............................................4 五.安裝与调试.......................................................4 六.易损件明细表....................................................5 七.附图. (6) 一.机器简介 本机是将施胶后的棕丝加压为棕垫的设备,设备加热介质为热油。 二.工作原理
绝对值编码器的工作原理
******************************************************************************* 从编码器使用的计数来分类,有二进制编码、二进制循环编码(葛莱码)、二-十进制吗等编码器。 从结构原理来分类,有接触式、光电式和电磁式等几种。最常用的是光电式二进制循环码编码器。码盘上有许多同心圆,它代表某种计数制的一位,每个同心圆上有透光与不透光的部分,透光部分为1,不透光部分为0,这样组成了不同的图案。每一径向,若干同心圆组成的图案带标了某一绝对计数值。二进制码盘每转一个角度,计数图案的改变按二进制规律变化。葛莱码的计数图案的切换每次只改变一位,误差可以控制在一个单位内。精度受到最低位分段宽度的限制。要求更大计数长度,可采用粗精测量组合码盘。 接触式码盘可以做到9位二进制,它的优点是简单、体积小输出信号强,不需要放大;缺点是电刷摩擦是、寿命低、转速不能太高。 光电式码盘没有接触磨损寿命长,转速高,最外层每片宽度可以做得更小,因而精度高。每个码盘可以做到18位进制。缺点是结构复杂价格高。 电磁码盘是在导磁性好的软铁和坡莫合金原盘上,用腐蚀的办法作成相位码制的凹凸图形,当磁通通过码盘时,由于磁导大小不一样,其感应电势也不同,因而可区分0和1,到达测量的目的。该种码盘是一种无接触式码盘,具有寿命长‘转速高等优点。它是一种发展前途的直接编码式测量元件。 工作原理,接触式码盘,每个码道上有一个电刷与之接触,最里面一层有一导电公用区,与各码道到点部分连在一起,而与绝缘部分分开。导电公用区接到电源负极。当被测对象带动码盘一起转动时,与电刷串联的电阻上将会出现电流流过或没有电流流过两种情况,带标二进制的1或0.若码盘顺时针转动,就可依次得到按规定编码的数字信输出。如果电刷安装不准就会照成误差。葛莱码没转换一个数字编码,只改变一位,故照成的误差不会超过一个单位。 *******************************************************************************
编码器工作原理,光电编码器的工作原理分析
编码器工作原理,光电编码器的工作原理分析 编码器工作原理 绝对脉冲编码器:APC 增量脉冲编码器:SPC 两者一般都应用于速度控制或位置控制系统的检测元件. 旋转编码器是用来测量转速的装置。它分为单路输出和双路输出两种。技术参数主要有每转脉冲数(几十个到几千个都有),和供电电压等。单路输出是指旋转编码器的输出是一组脉冲,而双路输出的旋转编码器输出两组相位差90度的脉冲,通过这两组脉冲不仅可以测量转速,还可以判断旋转的方向。 增量型编码器与绝对型编码器的区分 编码器如以信号原理来分,有增量型编码器,绝对型编码器。 增量型编码器(旋转型) 工作原理: 由一个中心有轴的光电码盘,其上有环形通、暗的刻线,有光电发射和接收器件读取,获得四组正弦波信号组合成A、B、C、D,每个正弦波相差90度相位差(相对于一个周波为360度),将C、D信号反向,叠加在A、B两相上,可增强稳定信号;另每转输出一个Z相脉冲以代表零位参考位。 由于A、B两相相差90度,可通过比较A相在前还是B相在前,以判别编码器的正转与反转,通过 零位脉冲,可获得编码器的零位参考位。 编码器码盘的材料有玻璃、金属、塑料,玻璃码盘是在玻璃上沉积很薄的刻线,其热稳定性好,精度高,金属码盘直接以通和不通刻线,不易碎,但由于金属有一定的厚度,精度就有限制,其热稳定性就要比玻璃的差一个数量级,塑料码盘是经济型的,其成本低,但精度、热稳定性、寿命均要差一些。 分辨率—编码器以每旋转360度提供多少的通或暗刻线称为分辨率,也称解析分度、或直接称多少线, 一般在每转分度5~10000线。 信号输出: 信号输出有正弦波(电流或电压),方波(TTL、HTL),集电极开路(PNP、NPN),推拉式多种形式,其中TTL为长线差分驱动(对称A,A-;B,B-;Z,Z-),HTL也称推拉式、推挽式输出,编码器的信号接收设 备接口应与编码器对应。 信号连接—编码器的脉冲信号一般连接计数器、PLC、计算机,PLC和计算机连接的模块有低速模块 与高速模块之分,开关频率有低有高。
编码器工作原理及作用
编码器工作原理及作用-标准化文件发布号:(9556-EUATWK-MWUB-WUNN-INNUL-DDQTY-KII
编码器工作原理及作用 工作原理 德国siko编码器 由一个中心有轴的光电码盘,其上有环形通、暗的刻线,有光电发射和接收器件读取,获得四组正弦波信号组合成A、B、C、D,每个正弦波相差90度相位差(相对于一个周波为360度),将C、D信号反向,叠加在A、B两相上,可增强稳定信号;另每转输出一个Z相脉冲以代表零位参考位。 由于A、B两相相差90度,可通过比较A相在前还是B相在前,以判别编码器的正转与反转,通过零位脉冲,可获得编码器的零位参考位。编码器码盘的材料有玻璃、金属、塑料,玻璃码盘是在玻璃上沉积很薄的刻线,其热稳定性好,精度高,金属码盘直接以通和不通刻线,不易碎,但由于金属有一定的厚度,精度就有限制,其热稳定性就要比玻璃的差一个数量级,塑料码盘是经济型的,其成本低,但精度、热稳定性、寿命均要差一些。 分辨率—编码器以每旋转360度提供多少的通或暗刻线称为分辨率,也称解析分度、或直接称多少线,一般在每转分度5~10000线。 作用 它是一种将旋转位移转换成一串数字脉冲信号的旋转式传感器,这些脉冲能用来控制角位移,如果编码器与齿轮条或螺旋丝杠结合在一起,也可用于测量直线位移。 编码器产生电信号后由数控制置CNC、可编程逻辑控制器PLC、控制系统等来处理。这些传感器主要应用在下列方面:机床、材料加工、电动机反馈系统以及测量和控制设备。在ELTRA编码器中角位移的转换采用了光电扫描原理。读数系统是基于径向分度盘的旋转,该分度由交替的透光窗口和不透光窗口构成的。此系统全部用一个红外光源垂直照射,这样光就把盘子上的图像投射到接收器表面上,该接收器覆盖着一层光栅,称为准直仪,它具有和光盘相同的窗口。接收器的工作是感受光盘转动所产生的光变化,然后将光变化转换成相应的电变化。一般地,旋转编码器也能得到一个速度信
热压机操作规程及作业指导书
热压胶合机操作保养流程及作业指导书 本设施是三聚氰胺贴面板压合生产。采用“热压”原理,将三聚氰胺原纸(以下简称原纸)压合在高密度板上,利用热压胶合机将原纸和密度板在设定温度和压力下压合一定时间使其粘合在一起,完成压合后将板材取出清理,然后堆放在转运工装上。 ◆操作流程 1、工作人员在进入车间后,需要在进行操作前戴好手套(接板要戴2双手套)、口罩,并由当前工序组长负责检查; 2、开启操作流程:打开控制柜盖板→闭合空气开关(总电接通)→关闭控制柜盖板→按下控制台绿色电源开关(电源接通)→按下控制台绿色油泵开关(油泵开启)→设置温度控制器参数; 3、温度设置流程:按下移位建“?”进行参数设定,找到需要修改数值时,增加按“▲”调节,减少按“▼”调节,设定完成后按下“SET”键完成设置;温度与压合时间的关系如下:序号温度范围压合时间 1 <180℃不生产 2 180℃~185℃30S 3 185℃~190℃25S 4 190℃~200℃20S 5 200℃~210℃18S 6 >210℃不生产 4、将密度板放入小车送入热压机,每次休息后再次启动需空压密度板(不覆盖原纸)3~5次,使温度分布均匀,压力大小根据生产压合后三聚氰胺板的实际花纹情况; 5、覆盖原纸前要将原纸细心的卷成卷,覆盖在密度板(毛糙面)上,注意覆盖时要保证原纸将密度板全部覆盖,再将其送入压机,检查是否有卷曲出现,整理完毕后,按下进、出口的按钮进入压合阶段; 6、当压合结束后从出口处取出压好的三聚氰胺板,在清洁平台上清理完成后堆放在转运工装上,注意堆放顺序“面对面,背靠背”; 7、停止操作流程:将准备好的长方体木材放在两块压合板之间(两端)→将热压机上压板压合在木块上→按下红色油泵开关(油泵关闭)→按下控制台红色电源开关(电源断开)→打开控制柜盖板→断开空气开关(总电断开)→关闭控制柜盖板。 ◆保养流程 1、保持控制柜盖板上各标识和控制柜内整洁,工具或杂物不得放入柜内。清理配电箱时,首先断开总电开关,采用压缩空气管吹“洗”或干毛巾擦拭(但不得接触到接线端子),更不能用湿毛巾等物擦拭;
增量式旋转编码器工作原理
增量式旋转编码器工作原理 增量式旋转编码器通过内部两个光敏接受管转化其角度码盘的时序和相位关系,得到其角度码盘角度位移量增加(正方向)或减少(负方向)。在接合数字电路特别是单片机后,增量式旋转编码器在角度测量和角速度测量较绝对式旋转编码器更具有廉价和简易的优势。 下面对增量式旋转编码器的内部工作原理(附图) A,B两点对应两个光敏接受管,A,B两点间距为 S2 ,角度码盘的光栅间距分别为S0和S1。 当角度码盘以某个速度匀速转动时,那么可知输出波形图中的S0:S1:S2比值与实际图的S0:S1:S2比值相同,同理角度码盘以其他的速度匀速转动时,输出波形图中的S0:S1:S2比值与实际图的S0:S1:S2比值仍相同。如果角度码盘做变速运动,把它看成为多个运动周期(在下面定义)的组合,那么每个运动周期中输出波形图中的S0:S1:S2比值与实际图的S0:S1:S2比值仍相同。 通过输出波形图可知每个运动周期的时序为 我们把当前的A,B输出值保存起来,与下一个A,B输出值做比较,就可以轻易的得出角度码盘的运动方向, 如果光栅格S0等于S1时,也就是S0和S1弧度夹角相同,且S2等于S0的1/2,那么可得到此次角度码盘运动位移角度为S0弧度夹角的1/2,除以所消毫的时间,就得到此次角度码盘运动位移角速度。 S0等于S1时,且S2等于S0的1/2时,1/4个运动周期就可以得到运动方向位和位移角度,如果S0不等于S1,S2不等于S0的1/2,那么要1个运动周期才可以得到运动方向位和位移角度了。
我们常用的鼠标也是这个原理哦。 根据检测原理,编码器可分为光学式、磁式、感应式和电容式。根据其刻度方法及信号输出形式,可分为增量式、绝对式以及混合式三种。 1.1增量式编码器 增量式编码器是直接利用光电转换原理输出三组方波脉冲A、B和Z相;A、B两组脉冲相位差90o,从而可方便地判断出旋转方向,而Z相为每转一个脉冲,用于基准点定位。它的优点是原理构造简单,机械平均寿命可在几万小时以上,抗干扰能力强,可靠性高,适合于长距离传输。其缺点是无法输出轴转动的绝对位置信息。 光电编码器分类和选择 光电编码器是利用光栅衍射原理实现位移—数字变换的,从50年代开始应用于机床和计算仪器,因其结构简单、计量精度高、寿命长等优点,在国内外受到重视和推广。近年来更取得长足的发展,在精密定位、速度、长度、加速度、振动等方面得到广泛的应用。 光电编码器按编码方式分为二类:增量式与绝对式。 1、增量式编码器特点: 增量式编码器转轴旋转时,有相应的脉冲输出,其计数起点任意设定,可实现多圈无限累加和测量。编码器轴转一圈会输出固定的脉冲,脉冲数由编码器光栅的线数决定。需要提高分辩率时,可利用 90 度相位差的 A、B 两路信号进行倍频或更换高分辩率编码器。 2、绝对式编码器特点: 绝对式编码器有与位置相对应的代玛输出,通常为二进制码或 BCD 码。从代码数大小的变化可以判别正反方向和位移所处的位置,绝对零位代码还可以用于停电位置记忆。绝对式编码器的测量范围常规为 0—360 度。
热压机原理
随着木材尤其是珍贵木材资源的减少,家具上越来越多使用贴薄木或贴纸等压贴工艺,作为压贴工序重要设备的热压机在家具制造中常用于贴面和压制成型零件,其生产能力和技术性能制约着企业的生产规模和产品质量的优劣。为了更好的了解和选用热压机,本文以家具行业经常使用的贴面热压机为例对压机进行绍。家具行业使用的贴面热压机,幅面基本上适 应于人造板的规格尺(1220×2440mm),板面压力通常为02~0.4MPa,相应的总压力在120t。热压机除有热压板尺寸、总压力、层数、板面压力等主要技术参数外,还有开 档、闭合时间、加热温度及生产率等其它技术参数,要根据不同的工艺要求进行确定。热压机进行贴面时的工作过程可分为闭合、升压、保压、卸压、下降五个过程。压机的主机从功能的实现上可划分为三大部分:加热系统(提供热源)、液压系统(提供压力及控制压机的动作)和压机本体(机架、控制部分)。一般来说,热压机主要根据压机的功能性、可靠性、服务和价格来进行评定和选择。本文主要从功能性和可靠性上来介绍热压机。 1.热压机的加热系统 (1)加热方式的比较加热方式影响到热压机使用时温度的选择、工艺控制、以及加工 产品的质量。传统的加热方式是蒸汽加热和电加热。蒸汽加热升温快,但需配置压力锅炉,管路压力高, 蒸汽易冷凝成水造成板面温度不均;电加热具有升温快、加热温度高、容易控制等特点,但耗电量大,运行费用高,具体使用时有电阻丝发生故障不易更换等缺点。导热油加热的优点是:热容量高,温度均匀,在常压下就可加热到很高的温度,热损耗小,能够降低生产成本,其缺点是加热速度慢,不易进行温度控制。家具行业中,一般热压温度要求不高时,用热水循环炉,也可达到满意的效果,而且固定投资和运行费用都很低。 (2)热压板性能 热压板的性能可以从几方面来进行评价,首先是压板材料的使用,然后是加工的精度,最后是热压板中介质孔道的布置。热压板一般由整块压制钢板经深孔钻加工而成,主要用于油加热和蒸汽加热;另一种是用焊接管路后表面贴铝板的形式,主要用于电加热。用整块钢板可以避免密封不好产生的漏油, 同时刚度和强度高,但热压板较厚重;后者由于通常采用薄板的形式,由于焊接和加工中会产生应力,要求加工精度高。热压板薄易于预热和温度的控制,但对加工件的要求高,工件厚度不均会引起压板变形,影响后续加工质量;热压板较厚,利于增大热容量及提高强度和刚度,但会加大压机的外形尺寸和耗用较多的钢材。制造加工时,应保证热压板的平面
光电编码器的工作原理
光电编码器的工作原理 工作原理:当光电编码器的轴转动时A、B两根线都产生脉冲输出,A、B两相脉冲相差90度相位角,由此可测出光电编码器转动方向与电机转速。如果 A相脉冲比B相脉冲超前则光电编码器为正转,否则为反转.Z线为零脉冲线,光电编码器每转一圈产生一个脉冲.主要用作计数。A线用来测量脉冲个数,B线与A线配合可测量出转动方向. N为电机转速Δn=ND测-ND理例如:我们车的速度为1.5m/s,轮子的直径220mm,C=D*Pi,电机控制在21.7转/秒,根据伺服系统的指标,设电机转速为1500转/分,故可求得当ND=21.7*60=130转/分时,光码盘每秒钟输出的脉冲数为:PD=130乘以600/60=1300个脉冲当测出的脉冲个数与计算出的标准值有偏差时,可根据电压与脉冲个数的对应关系计算出输出给伺服系统的增量电压△U,经过D/A转换,再计算出增量脉冲个数,等下减去。当运行时间越长路 线越长,离我们预制的路线偏离就多了。这时系统起动位置环,通过不断测量光电编码器每秒钟输出的脉冲个数,并与标准值PD(理想值)进行比较,计 算出增量△P并将之转换成对应的D/A输出数字量,通过控制器减少输个电机的脉冲个数,在原来输出电压的基础上减去增量,迫使电机转速降下来,当测出的△P近似为零时停止调节,这样可将电机转速始终控制在允许的范围内。 根据检测原理,编码器可分为光学式、磁式、感应式和电容式。根据其刻度方法及信号输出形式,可分为增量式、绝对式以及混合式三种。1.1增量式编 码器增量式编码器是直接利用光电转换原理输出三组方波脉冲A、B和Z相; A、B两组脉冲相位差90海佣煞奖愕嘏卸铣鲂较颍Z相为每转一个脉冲,用于基准点定位。它的优点是原理构造简单,机械平均寿命可在几万小时以上,抗
编码器工作原理
编码器工作原理 Prepared on 22 November 2020
的工作原理及作用:它是一种将旋转位移转换成一串数字脉冲信号的旋转式,这些脉冲能用来控制角位移,如果编码器与齿轮条或螺旋丝杠结合在一起,也可用于测量直线位移。 编码器产生电信号后由数控制置CNC、可编程逻辑控制器、等来处理。这些传感器主要应用在下列方面:机床、材料加工、电动机反馈系统以及测量和控制设备。在ELTRA编码器中角位移的转换采用了光电扫描原理。读数系统是基于径向分度盘的旋转,该分度由交替的透光窗口和不透光窗口构成的。此系统全部用一个红外垂直照射,这样光就把盘子上的图像投射到接收器表面上,该接收器覆盖着一层,称为准直仪,它具有和光盘相同的窗口。接收器的工作是感受光盘转动所产生的光变化,然后将光变化转换成相应的电变化。一般地,也能得到一个速度信号,这个信号要反馈给器,从而调节的输出数据。故障现象: 1、旋转编码器坏(无输出)时,变频器不能正常工作,变得运行速度很慢,而且一会儿变频器保护,显示“PG断开”...联合动作才能起作用。要使电信号上升到较高电平,并产生没有任何干扰的方波脉冲,这就必须用电路来处理。编码器pg接线与参数与编码器pg之间的连接方式,必须与编码器pg的型号相对应。一般而言,编码器pg型号分差动输出、集电极开路输出和推挽输出三种,其信号的传递方式必须考虑到变频器pg卡的,因此选择合适的pg卡型号或者设置合理. 编码器一般分为增量型与绝对型,它们存着最大的区别:在的情况下,位置是从零位标记开始计算的脉冲数量确定的,而绝对型编码器的位置是由输出代码的读数确定的。在一圈里,每个位置的输出代码的读数是唯一的;因此,当断开时,绝对型编码器并不与实际的位置分离。如果电源再次接通,那么位置读数仍是当前的,有效的;不像增量编码器那样,必须去寻找零位标记。 现在编码器的厂家生产的系列都很全,一般都是专用的,如电梯专用型编码器、机床专用编码器、专用型编码器等,并且编码器都是智能型的,有各种并行接口可以与其它设备通讯。 编码器是把角位移或直线位移转换成电信号的一种装置。前者成为码盘,后者称码尺.按照读出方式编码器可以分为接触式和非接触式两种.接触式采用电刷输出,一电刷接触导电区或绝缘区来表示代码的状态是“1”还是“0”;非接触式的接受敏感元件是光敏元件或磁敏元件,采用光敏元件时以透光区和不透光区来表示代码的状态是“1”还是“0”。 按照工作原理编码器可分为增量式和绝对式两类。是将位移转换成周期性的电信号,再把这个电信号转变成计数脉冲,用脉冲的个数表示位移的大小。的每一个位置对应一个确定的数字码,因此它的示值只与测量的起始和终止位置有关,而与测量的中间过程无关。 旋转增量式编码器以转动时输出脉冲,通过计数设备来知道其位置,当编码器不动或停电时,依靠计数设备的内部记忆来记住位置。这样,当停电后,编码器不能有任何的移动,当来电工作时,编码器输出脉冲过程中,也不能有干扰而丢失脉冲,不然,计数设备记忆的零点就会偏移,而且这种偏移的量是无从知道的,只有错误的生产结果出现后才能知道。解决的方法是增加参考点,编码器每经过参考点,将参考位置修正进计数设备的记忆位置。在参考点以前,是不能保证位置的准确性的。为此,在工控中就有每次操作先找参考点,开机找零等方法。这样的编码器是由码盘的机械位置决定的,它不受停电、干扰的影响。 绝对编码器由机械位置决定的每个位置的唯一性,它无需记忆,无需找参考点,而且不用一直计数,什么时候需要知道位置,什么时候就去读取它的位置。这样,编码器的抗干扰特性、数据的可靠性大大提高了。 由于绝对编码器在定位方面明显地优于增量式编码器,已经越来越多地应用于工控定位中。绝对型编码器因其高精度,输出位数较多,如仍用并行输出,其每一位输出信号必须确保连接很好,对于较复杂工况还要隔离,连接芯数多,由此带来诸多不便和降低可靠性,因此,绝对编码器在多位数输出型,一般均选用串行输出或型输出,德国生产的绝对型编码器串行输出最常用的是SSI (同步串行输出)。
液压机工作原理及整体构造
https://www.360docs.net/doc/de1063659.html,/ https://www.360docs.net/doc/de1063659.html,/ 液压机工作原理及整体构造 Hydraulic machine classification, working principle, performance parameters 模压成型主要用于热固性塑料的成型。对于热塑性塑料,由于需要预先制取坯料,需要交替地加热再冷却,故生产周期长,生产效率低,能耗大,而且不能压制外形复杂和尺寸较为精确的制品,因此一般趋向于采用更经济的注射成型。 Compression molding is mainly used for the molding of thermosetting plastics. For thermoplastics, due to the need of prepared blank, needs to be alternately heated and cooled, so the production cycle is long, low production efficiency, high energy consumption, and can not be pressed product of complex shape and size accurately, so the general trend in the use of more economical injection type. 模压生产的主要设备是液压机,液压机在压制过程中的作用是通过模具对塑料施加压力、开启模具和顶出制品。 The main equipment for molding production is the hydraulic machine, hydraulic machine in the pressing process is through the mould for plastic pressure, die opening and ejection products. 模压用的压制成塑机(简称压机),为液压式压机,其压制能力以公称吨数表示,一般有40t ﹑63t﹑1OOt﹑160t﹑200t﹑250t﹑400t﹑500t等系列规格压机。多层压机有千吨以上。压机规格的主要内容包括操纵吨位、顶出吨位、固定压模用的模板尺寸和操纵活塞、顶出活塞的行程等。一般压机的上下模板装有加热和冷却装置。小型制件可以用冷压机(不加热,只通冷却水)专作定型冷却用,用加热压机专作热塑化用,这样可以节能。 Press for moulding into machine (referred to as the press ), as the hydraulic press, the suppression ability in nominal tonnage, generally 40t, 63T, 1OOt, 160t, 200t, 250t, 400t, 500t series of standard press. Multi-layer press has more than 1000 tons. The main contents include operating tonnage press specifications, ejector tonnage, fixed die with template size and operates the piston, the piston stroke. Template general compressor equipped with heating and cooling device. Small parts can be used cold press ( not only heating, cooling water ) for setting cooling, heating machine for plastification, this can save energy. 压机按自动化程度可分为手板压机、半自动压机、全自动压机;按平板的层数可分为双层和多层压机。 Press press the degree of automation can be divided into manual machine, semi-automatic machine, full automatic press; according to the flat layer can be divided into the bilayer and multilayer press. (1)液压机工作原理液压机是以液压传递为动力的压力机械。压制时,首先把塑料加进敞开的模具内,随后向工作油缸通进压力油,活塞连同活动横梁以立柱为导向,向下(或向上)运动,进行闭模,终极把液压机产生的力传递给模具并作用在塑料上。模具内的塑料,在热的作用下熔融和软化,借助液压机所施压力布满模具并进行化学反应。为了排出塑料在缩合反应时所产生的水分及其他挥发物,保证制品的质量,需要进行卸压排气。随即升压并加以保持,此时塑料中的树脂继续进行化学反应,经一定时间后,便形成了不溶不熔的坚硬固体状态,完成固化成型,随即开模,从模具中取出制品。清理模具后,即可进行下一轮生产。 ( 1 ) the hydraulic machine working principle of hydraulic machine is a mechanical power transmission by hydraulic pressure. When pressed, the plastic into the open mold, then to the
编码器工作原理及特点介绍
1. 编码器的特点及用途 编码器是通过把机械角度物理量的变化转变成电信号的一种装置;在传感器的分类中,他归属于角位移传感器。 根据编码器的这一特性,编码器主要用于测量转动物体的角位移量,角速度,角加速度,通过编码器把这些物理量转变成电信号输出给控制系统或仪表,控制系统或仪表根据这些量来控制驱动装置。 2. 编码器的主要应用场合: 2.1数控机床及机械附件。 2.2 机器人、自动装配机、自动生产线。 2.3 电梯、纺织机械、缝制机械、包装机械(定长)、印刷机械(同步)、木工机械、塑料机械(定数)、橡塑机械。 2.4 制图仪、测角仪、疗养器雷达等。 最常用的有两种:绝对值编码器和增量式编码器。 信号输出有正弦波(电流或电压),方波(TTL、HTL),集电极开路(PNP、NPN),推拉式多种形式,其中TTL为长线差分驱动(对称A,A-;B,B-;Z,Z-),HTL也称推拉式、推挽式输出,编码器的信号接收设备接口应与编码器对应。 传感器电源电压一般分为:5V和24V。信号类型: 1、A/B/Z型 2、RS422差分 3、SSI(格雷码) 信号有正弦波的,有方波的。 信号有电流型的,有电压型的 另外SSI编码器输出除了格雷码,也有二进制码的。电压的范围也不仅限于5V和24V 3. 基本原理
3.1 构造 编码器主要是由码盘(圆光栅、指示光栅)、机体、发光器件、感光器件等部件组成。 (1)圆光栅是由涂膜在透明材料或刻画在金属材料上的成放射状的明暗相间的条纹组成的。一个相邻条纹间距称为一个栅节,光栅整周栅节数就是编码器的脉冲数(分辨率)。(注:本公司码盘有三种金属、玻璃、菲林(类似塑料) 三种)。 (2)指示光栅是一片固定不动的,但窗口条纹刻线同圆光栅条纹刻线完全相同的光栅片。 (3)机体是装配圆光栅,指示光栅等部件的载体。 (4)发光器件一般是红外发光管。 (5)感光器件是高频光敏元件;一般有硅光电池和光敏三极管。 3.2 工作原理 由圆光栅和指示光栅组成一对扫描系统,在扫描系统的一侧投射一束红外光,在扫描系统的另一侧的感光器件就可以收到扫描光信号;当圆光栅转动时,感光器件接收到的扫描光信号会发生变化,感光器件可以把光信号转变成电信号并输出给控制系统或仪表。 一般编码器的输出信号为两列成90度相位差的Sin信号和Cos信号(这是由指示光栅的窗口条纹刻线保证的);这些信号的周期等于圆光栅转过一个栅节(P)的移动时间,对Sin信号和Cos信号进行放大及整形就可输出方波脉冲信号。 4. 应用举例 编码器的应用场合十分的广泛,在此列举几个简单事例: (1) 数控机床对加工工件自动检测就是通过编码器来进行检测的:数控机床刀架的对零校准也是通过编码器来实施的。 (2) 编码器在PLC上的应用:一般PLC上都有高速信号输入口,编码器可以作为高速信号输入元件,使PLC更加迅速和精准地实施闭环控制。而在变频器上其一般接变频器的PG卡上。
光电编码器
光电编码器原理 光电编码器,是一种通过光电转换将输出轴上的机械几何位移量转换成脉冲或数字量的传感器。光电编码器每转输出600个脉冲,五线制。其中两根为电源线,三根为脉冲线(A相、B相、Z)。电源的工作电压为(+5~+24V)直流电源。光电编码器是由光栅盘和光电检测装置组成。光栅盘是在一定直径的圆板上等分地开通若干个长方形孔。由于光电码盘与电动机同轴,电动机旋转时,光栅盘与电动机同速旋转,经发光二极管等电子元件组成的检测装置检测输出若干脉冲信号;通过计算每秒光电编码器输出脉冲的个数就能反映当前电动机的转速。此外,为判定旋转方向,码盘还可提供相位相差90o的两路脉冲信号。 工作原理:当光电编码器的轴转动时A、B两根线都产生脉冲输出,A、B两相脉冲相差90度相位角,由此可测出光电编码器转动方向与电机转速。假如A相脉冲比B相脉冲超前则光电编码器为正转,否则为反转.Z线为零脉冲线,光电编码器每转一圈产生一个脉冲.主要用作计数。A线用来丈量脉冲个数,B线与A线配合可丈量出转动方向. 设N为电机转速 Δn=ND测-ND理 例如:我们车的速度为1.5m/s,轮子的直径220mm,C=D*Pi,电机控制在21.7转/秒,根据伺服系统的指标,设电机转速为1500转/分,故可求得当ND=21.7*60=130转/分时,光码盘每秒钟输出的脉冲数为: PD=130×600/60=1300个脉冲 当测出的脉冲个数与计算出的标准值有偏差时,可根据电压与脉冲个数的对应关系计算出输出给伺服系统的增量电压△U,经过D/A转换,再计算出增量脉冲个数,等下减往 摘要:位置检测装置作为数控机床的重要组成部分,其作用是检测位移量,并发出反馈信号。在现代数控伺服系统中广泛应用于角位移或角速率的测量。目前生产和使用的数控机床大多采用的是半闭环控制方式。 关键词:光电编码器;角位移;脉冲;传感器 光电编码器是一种旋转式位置传感器,在现代伺服系统中广泛应用于角位移或角速率的测量,它的转轴通常与被测旋转轴连接,随被测轴一起转动。它能将被测