注塑机液压系统

注塑机液压系统 The manuscript was revised on the evening of 2021
注塑机液压系统
注塑机液压系统
一、概述
塑料注射成形机是一种将颗粒状塑料经加热熔化呈流动状态后,以高压、快速注入模腔,并保压和冷却而凝固成型为塑料制品的加工设备,简称为注塑机。 1.注塑机的组成及工作程序
图F为注塑机的组成示意,它主要由合模部件、注射部件和床身组成。合模部件又由启合模机构、定模板、动模板和制品顶出装置等组成。注射部件位于注塑机的右上方,由加料装置(料筒、螺杆、喷嘴)、预塑装置、注射液压缸和注射座移动缸等组成。注塑工作程序如图G所示。
2.注
塑机
工况
对液
压系
统的
要求
(1)
具有
足够
的合
模力
在注
射过
程
中,
常以
40~
150MP a的高压注入模腔,为防止塑料制品产生溢边或脱模困难等现象发生,要求具有足够的合模力。为了减小合模缸的尺寸或降低压力,常采用连杆扩力机构来实现合模与锁模。
(2)开模、合模速度可调
由于既要考虑缩短空程时间以提高生产率,又要考虑合模过程中的缓冲要求以保证制品质量,并避免产生冲击,所以在启、合模过程中,要求移模缸具有慢、快、慢的速度变化。
(3)注射座可整体前进与后退注射座整体移动由液压缸驱动,除保证在注射时具有足够的推力,使喷嘴与模具浇口紧密接触外,还应按固定加料、前加料和后加料三种不同的预塑形式调节移动速度。为缩短空程时间,注射座移动也应具有慢、快的速度变化。
(4)注射的压力和速度可调节根据原料、制品的几何形状和模具浇口的布局不同,在注射成型过程中要求注射的压力和速度可调节。
(5)可保压冷却熔体注入型腔后,要保压和冷却。当冷却凝固时因有收缩,在型腔内要补充熔体,否则,因充料不足而出现残品。因此,要求液压系统保压,并根据制品要求,可调节保压的压力。
(6)顶出制品时速度平稳制品在冷却成型后被顶出。当脱模顶出时,为了防止制品受损,运动要平稳,并能按不同制品形状,对顶出缸的速度进行调节。二、XS-ZY-250A型的工作原理
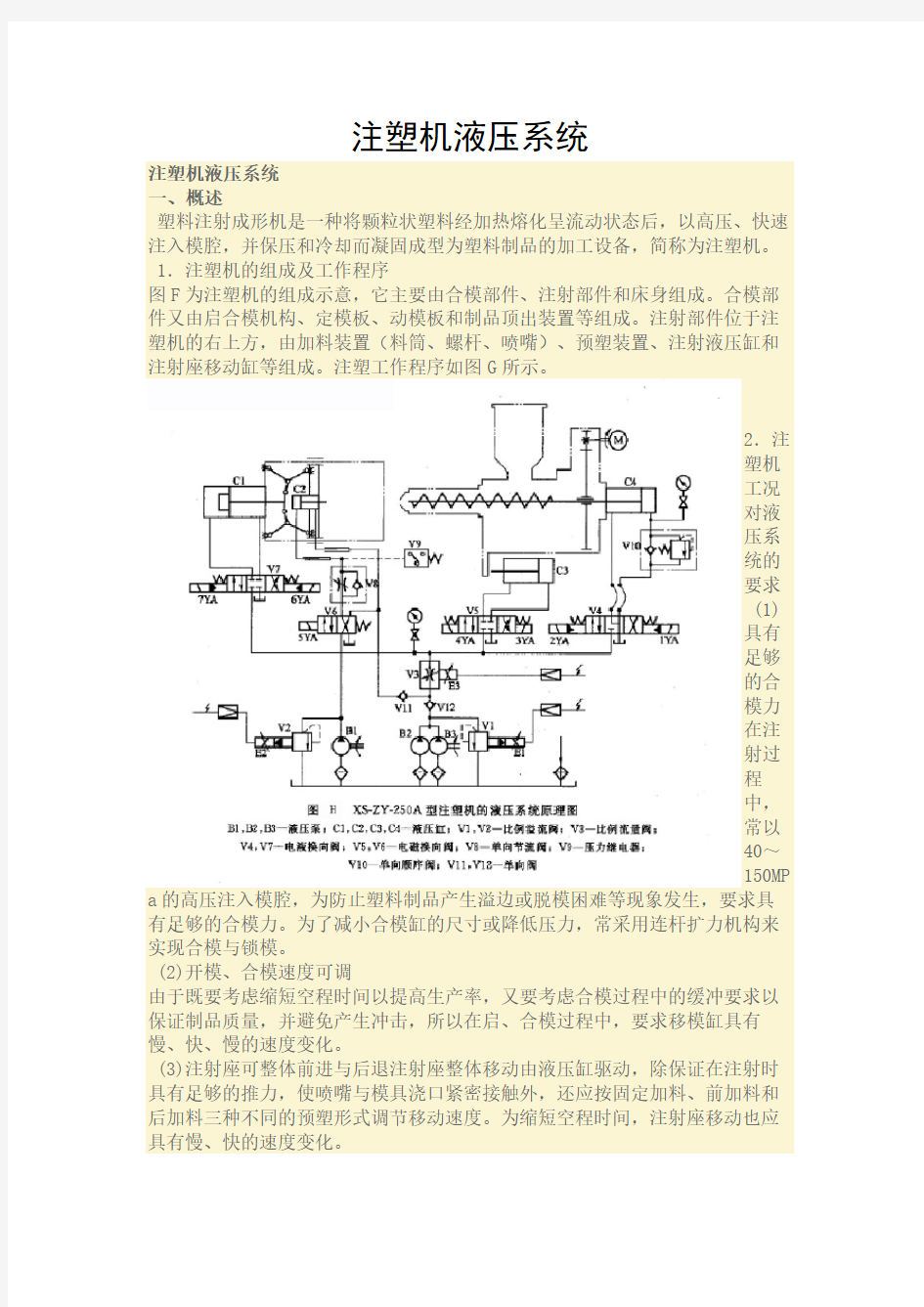
图H所示为XS-ZY-250A型注塑机的液压系统原理图。该液压系统由三台液压系供油,B1为高压小流量泵;液压泵B2和B3为双联泵,是低压大流量泵。利用的断电,可以使泵处于卸荷状态,从而可以构成三级流量调节。
液压缸C1为移模缸,带动三连杆机构及动模板运动。液压缸C2是顶出缸,液压缸C3是注射座整体移动缸,液压缸C4是推动螺杆的注射缸。电动机M通过齿轮减速箱驱动螺杆进行预塑。电液比例溢流阀VI和V2分别控制液压泵B2、B3和B1的工作压力,通过放大器,对启、合模压力、注射座整体移动压力、注射压力,保压压力、顶出压力等实现多种工作压力控制。电液比例流量阀V3则通过放大器对启、合模速度和注射速度实现无级速度调节。V10为背压阀,用来控制预塑时塑料熔融和混合程度,防止熔融塑料中混入空气。压力继电器V9限定顶出缸的最高工作压力,并作为顶出结束的发信装置。单向V8用于控制顶出缸的速度。根据通过的流量大小,V4和V7为电液控制方式,换向阀V5和V6为电磁控制方式。
1.合模
(1)合模液压泵B1、B2、B3工作,系统压力由阀V1或V2控制,移模缸C1活塞杆通过连杆机构驱动动模板右移,此时顶出缸C2活塞杆退回在原位。油液流动情况为:
B1→V6→V11↘
V3→V7(左位)→CI(左腔)
B2、B3→V12↗
C1(右腔)→V7(左位)→油箱
(2)低压保护高压泵B1卸荷,其输出油液经阀V2返回油箱;低压泵B3、B3供油,低压由阀VI控制,油液流动情况同(1)中所述。
(3)锁紧低压泵B2、B3卸荷,其输出油液经阀V1返回油箱;高压泵Bl供油,高压由阀V2控制,油液流动情况同(1)所述。
2.注射座整体前进
泵B1供油,注射座移动缸C3的活塞杆带动注射座左移,并使喷嘴靠在定模板上,系统压力由阀V2控制。油液流动情况为:
B1→V6→V1l→V3→V5(右位)→C3(右腔)
C3(左腔)→V5(右位)→油箱
3.注射
B1、B2、B3供油,油液流动情况为
B1、B2、B3→V3→V4(右位)→V10→C4(右腔)
C4(左腔)→V4(右位)→油箱
4.保压
泵B1供油,泵B2、B3卸荷,其输出油液经阀VI返回油箱;泵B1供油,保压压力由阀V2控制,油液流动情况同3。
5.预塑
电动机启动,经齿轮减速驱动螺杆旋转,料斗中加入的塑料被前推进行预塑,此时注射座不得后退,以保持喷嘴与模具始终接触,故由泵B1保压,油液流动情况同2。
同时,注射缸C4右腔的油液在螺杆反推力的作用下经阀V10→V4(中位)→油箱,其背压由阀V1O控制。
6.注射座整体后退
油液流动情况为:
B1→V6→V11→V3→V5(左位)→C3(左腔)
C3(右腔)→V5(左位)→油箱
7.启模
油液流动情况为:
B1→V6→V11↘
V3→V7(右位)→Cl(右腔)
B2、B3↘V12↗
Cl(左腔)→V7(右位)→油箱
8.制品顶出
油液流动情况为:
Bl-*V6(左位)→V8(节流阀)→C2(左腔)
C2(右腔)→V6(左位)→油箱
9.螺杆后退
用于拆卸螺杆和清除螺杆包料。油液流动情况为:
泵B1→V6→Vl1→V3→V4(左位)→C4(左腔)
C4(右腔)→VIO→V4(左位)→油箱
下表列出了电磁铁的动作顺序。
电磁铁的动作顺序
动作电磁铁1YA 2YA 3YA 4YA 5YA 6YA 7YA E1 E2 E2
合模合模- - - - - - + + + + 低压保护- - - - - - + + - + 锁紧- - - - - - + - + +
注射座整体前进- - + - - - - - + + 注射+ - - - - - - + + + 低压+ - - - - - - - + + 预塑- - + - - - - - + + 注射座整体后退- - - + - - - - + + 启模- - - - - + - + + + 制品顶出- - - - + - - - + - 螺杆后退- + - - - - - - + + ?
三:XS-ZY-250A型注塑机液压系统的主要特点
①压力和速度的变化较多,利用比例阀进行控制,系统简单。
②系统采用了液压一机械组合式三连杆锁模机构,实现了增力和自锁。这样,合模液压缸直径较小,易于实现高速,但锁模机构较复杂,制造精度较高,调整模板距离较麻烦。
③各工作机构的自动工作循环的控制主要靠行程开关来实现。
④在系统保压阶段,多余的油液要经过流回油箱,所以有部分能量损耗