PLC实现步进电机的正反转及调整控制

实训课题三 PLC实现步进电机正反转和调速控制
一、实验目的
1、掌握步进电机的工作原理
2、掌握带驱动电源的步进电机的控制方法
3、掌握DECO指令实现步进电机正反转和调速控制的程序
二、实训仪器和设备
-48MR PLC一台
1、FX
2N
2、两相四拍带驱动电源的步进电机一套
3、正反切换开关、起停开关、增减速开关各一个
三、步进电机工作原理
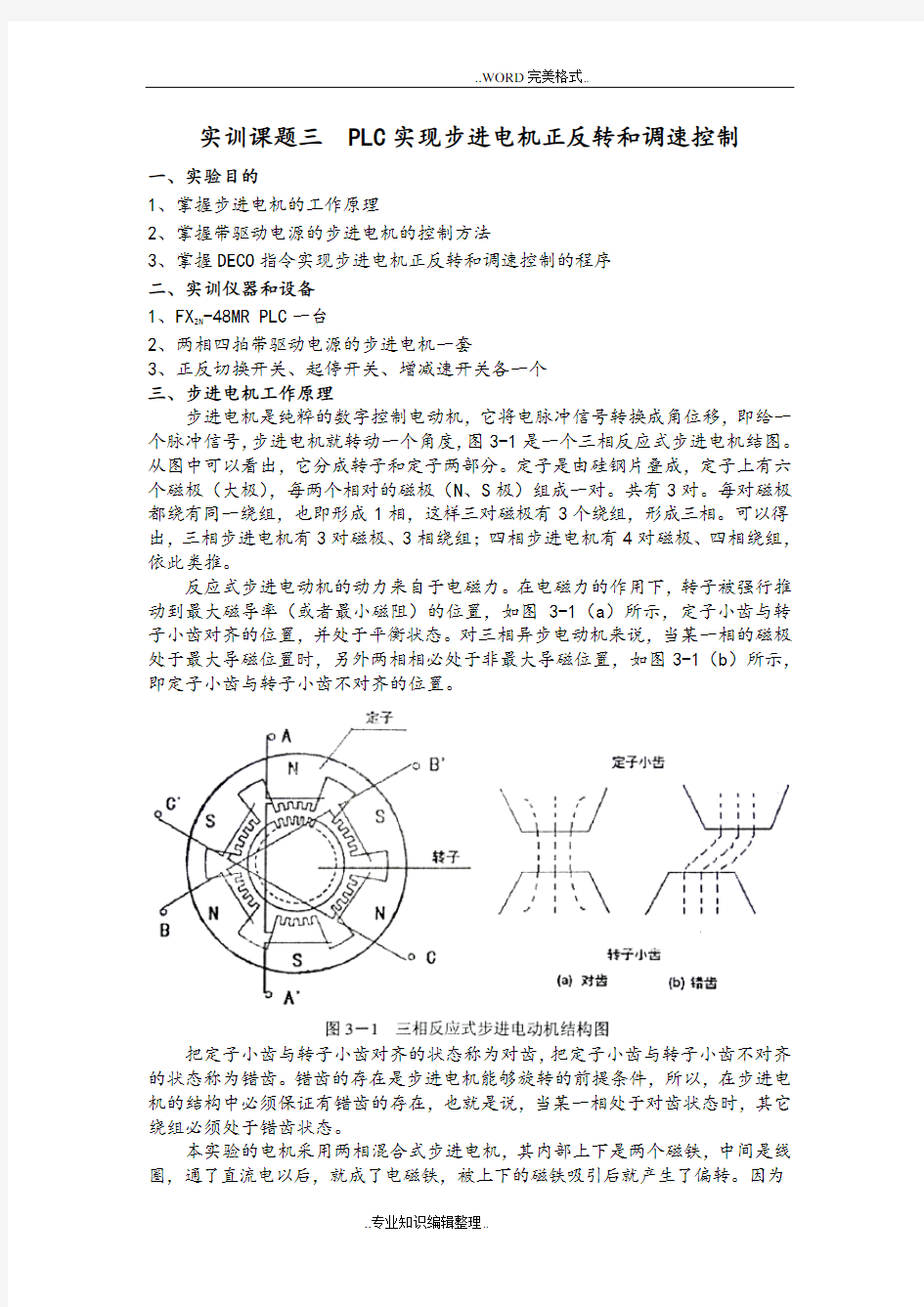
步进电机是纯粹的数字控制电动机,它将电脉冲信号转换成角位移,即给一个脉冲信号,步进电机就转动一个角度,图3-1是一个三相反应式步进电机结图。从图中可以看出,它分成转子和定子两部分。定子是由硅钢片叠成,定子上有六个磁极(大极),每两个相对的磁极(N、S极)组成一对。共有3对。每对磁极都绕有同一绕组,也即形成1相,这样三对磁极有3个绕组,形成三相。可以得出,三相步进电机有3对磁极、3相绕组;四相步进电机有4对磁极、四相绕组,依此类推。
反应式步进电动机的动力来自于电磁力。在电磁力的作用下,转子被强行推动到最大磁导率(或者最小磁阻)的位置,如图3-1(a)所示,定子小齿与转子小齿对齐的位置,并处于平衡状态。对三相异步电动机来说,当某一相的磁极处于最大导磁位置时,另外两相相必处于非最大导磁位置,如图3-1(b)所示,即定子小齿与转子小齿不对齐的位置。
把定子小齿与转子小齿对齐的状态称为对齿,把定子小齿与转子小齿不对齐的状态称为错齿。错齿的存在是步进电机能够旋转的前提条件,所以,在步进电机的结构中必须保证有错齿的存在,也就是说,当某一相处于对齿状态时,其它绕组必须处于错齿状态。
本实验的电机采用两相混合式步进电机,其内部上下是两个磁铁,中间是线圈,通了直流电以后,就成了电磁铁,被上下的磁铁吸引后就产生了偏转。因为
中间连接的电磁铁的两根线不是直接连接的,是采用在转轴的位置用一根滑动的接触片。这样如果电磁铁转过了头,原先连接电磁铁的两根线刚好就相反了,所以电磁铁的N极S极就和以前相反了。但是电机上下的磁铁是不变的,所以又可以继续吸引中间的电磁铁。当电磁铁继续转,由于惯性又转过了头,所以电极又相反了。重复上述过程就步进电机转了。
根据这个原理,如图3-2所示,两相步进电机的转动步骤,以正转为例:
由图可见,现相异步电机正转过程分为四个步骤,即A相正方向电流、B相正方向电流、A向反方向电流和B相反方向电流。反转工作的顺序与之相反。A、B两相线圈不是固定的电流方向,这与其它步进电机的控制逻辑有所不同。因此,控制步进电机转动时,必须考虑用换相的思路设计实验线路。可以根据模拟驱动电路的功能和plc必须的逻辑关系进行程序设计。
四、采用步进电机驱动器的控制方式
利用步进电机驱动器可以通过PLC的高速输出信号控制步进电机的运动方向、运行速度、运行步数等状态。其中:步进电机的方向控制,只需要通过控制U/D端的On和Off就能决定电机的正转或反转;将光耦隔离的脉冲信号输入到CP端就能决定步进电机的速度和步数;控制FREE信号就能使电机处于自由状态。
因此PLC的控制程序相当简单,只需通过PLC的输出就能控制步进电机的方向、转速和步数。不必通过PLC控制电机换相的逻辑关系,也不必另外添加驱动电路。实训面板见图3-4,梯形图见图3-5。本程序是利用D0的变化,改变T0的定时间隔,从而改变步进电机的转速。通过两个触点比较指令使得D0只能在10~50之间变化,从而控制步进间隔是1S~5S之间,I/O分配表见表3-1。
表3-1 I/O分配表
输入点输出点X0 正转/反转方向Y0 电机控制脉冲X1 电机转动Y1 正转/反转运行X2 电机停止
X4 频率增加
X5 频率减少
图3-5 梯形图
五、采用PLC直接控制步进电机方式
对于两相步进电机控制,根据其工作原理,必须考虑其换向的控制方式,因此将其步骤用代号分解,则为:①实现电流方向A+→A-、②实现电流方向B+→B-、③实现电流方向A-→A+、④实现电流方向B-→B+。如果反转则按照④、③、②、①的顺序控制。
PLC的I/O分配表按照表3-2,分配图按照图3-6,梯形图见图3-7。
输入点输出点X0 正转运行COM1 DC+12V
X1 反转运行Y0 A+
X2 自动/手动Y1 B+
X3 单步运行Y2 A-
X4 频率增加Y3 B-
X5 频率减少COM2 DC+12V GND
Y4 A-
Y5 B-
Y6 A+
Y7 B+
步进电机正反转和调速控制的梯形图如图3-7所示,程序中采用积算定时器T246为脉冲发生器,因系统配置的PLC为继电器输出类型,其通断频率过高有可能损坏PLC,故设定范围为K200 ms~1000ms,则步进电机可获得1~10步/秒的变速范围,(X0为ON时,正转,X1为ON时;反转)。
X0为ON时,输出正脉冲列,步进电机正转。当X0为ON时,T246以D0值为预置值开始计时,时间到,T246导通,执行DECO指令,根据D1数值(首次为0),指定M10输出,Y0、Y4为ON,步进电机A相通电,且实现电流方向A+→A-;D1加1,然后,T246马上自行复位,重新计时,时间到,T246又导通,再执行DECO指令,根据D1数值(此次为1),指定M11输出,Y1、Y5为ON,步进电机B相通电,且实现电流方向B+→B-;D1加1,T246马上又自行复位,重新计数,时间到,T246又导通,再执行DECO指令,根据D1数值(此次为2),
指定M12输出,Y2、Y6为ON,步进电机A相通电,且实现电流方向A-→A+;D1加1,T246马上又自行复位,重新计时,时间到,T246又导通,再执行DECO命令,根据D1数值(此次为3),指定M13输出,Y3、Y7为ON,步进电机B相通电,且实现电流方向B-→B+;当M13为ON,D1复位,重新开始新一轮正脉冲系列的产生。
X1为ON时,输出反脉冲列,步进电机正转。当X1为ON时,T246以D0值为预置值开始计时,时间到,T246导通,执行DECO指令,根据D1数值(首次为0),指定M10输出,Y3、Y7为ON,步进电机B相通电,且实现电流方向B-→B+;依此类推,完成实现A相反方向电流、B相正方向电流、A相正方向电流三个脉冲列输出;当M13为ON,D1复位,重新开始新一轮正脉冲系列的产生。
当X2为ON时,程序由自动转为手动模式,当X0(X1)为ON时,每点动一次X3,对D1数值(首次为0)加1,分别指定M10、M11、M12及M13输出,从而完成一轮正(反)脉冲系列的产生。
第73步中,当X4为ON,M8012为ON,M4为ON,且D0当前值
六、程序调试及执行
调速时按X4或X5按钮,观察D0的变化,当变化值为所需速度时释放。
如动作情况与控制要求一致表明程序正确,保存程序。如果发现程序运行与控制要求不符,应仔细分析,找出原因,重新修改,直到程序与控制要求相符为止。
七、实训思考练习题
如果调速需经常进行,可将D0的内容显示出来,试设想方案,修改程序,并实验。
图3-7 步进电机正反转和调速控制
程序说明
1、步骤0,指定脉冲序列输出顺序移位值;
2、当X0为ON,输出正脉冲序列,电机正转;当X1为ON,输出负脉冲序列,电机反转;
3、当X2为ON,程序由自动转为手动模式,由X3状态单步触发电机运转;
4、当X4为ON,如D0小于1000,每100ms对D0加1,从而延长每脉冲输出的时间间隔,降低电机的转速;
5、当X5为ON,如D0大于200,每100ms对D0减1,从而缩短每脉冲输出的时间间隔,加快电机的转速;
6、T0为频率调整限制。
西门子S 系列PLC控制步进电机进行正反转的方法
1、主程序先正转,等到正转完了就中断,中断中接通个辅助触点(),当闭合,住程序中的反转开始运做。这样子就OK了。 2、用PTO指令让OR 高速脉冲,另一个点如做方向信号,就可以控制正反转了,速度快慢就要控制输出脉冲周期了,周期越短速度越快,如果你速度很快的话请考虑缓慢加速,不然它是启动不了的,如果方向也变的快的话就要还做一个缓慢减速,不然它振动会蛮厉害,而且也会失步。 3、程NETWORK 1 // 用于单段脉冲串操作的主程序(PTO) // 首次扫描时,将映像寄存器位设为低 // 并调用子程序0 LD R 1 CALL SBR_0 NETWORK 1 // 子程序0开始 LD MOVB 16#8D SMB67 // 设置控制字节: // - 选择PTO操作 // - 选择单段操作 // - 选择毫秒增加 // - 设置脉冲计数和周期数值 // - 启用PTO功能 MOVW +500 SMW68 // 将周期设为500毫秒。 MOVD +4 SMD72 // 将脉冲计数设为4次脉冲。 ATCH INT_0 19 // 将中断例行程序0定义为 // 处理PTO完成中断的中断。 ENI // 全局中断启用
PLS 0 // 激活PTO操作,PLS0 =》 MOVB 16#89 SMB67 // 预载控制字节,用于随后的 // 周期改动。 NETWORK 1 // 中断0开始 // 如果当前周期为500毫秒: // 将周期设为1000毫秒,并生成4次脉冲 LDW= SMW68 +500 MOVW +1000 SMW68 PLS 0 CRETI NETWORK 2 // 如果当前周期为1000毫秒: // 将周期设为500毫秒,并生成4次脉冲 LDW= SMW68 +1000 MOVW +500 SMW68 PLS 0序注释 艾驰商城是国内最专业的MRO工业品网购平台,正品现货、优势价格、迅捷配送,是一站式采购的工业品商城!具有10年工业用品电子商务领域研究,以强大的信息通道建设的优势,以及依托线下贸易交易市场在工业用品行业上游供应链的整合能力,为广大的用户提供了传感器、图尔克传感器、变频器、断路器、继电器、PLC、工控机、仪器仪表、气缸、五金工具、伺服电机、劳保用品等一系列自动化的工控产品。 如需进一步了解相关PLC产品的选型,报价,采购,参数,图片,批发等信息,请关注艾驰商城。
基于单片机ATS控制步进电机正反转
基于单片机A T S控制步进 电机正反转 The latest revision on November 22, 2020
目录 步进电机 (7) 附件A 源程序 .......................................... (12) 附件B 仿真结果 (15) 致谢 (18)
摘要 能够实现步进电机控制的方式有多种,可以采用前期的模拟电路、数字电路或模拟与数字电路相结合的方式。近年来随着科技的飞速发展,单片机的应用正在不断深入,同时带动传统控制检测日新月异更新。本文介绍一种用AT89S52作为核心部件进行逻辑控制及信号产生的单片机技术和汇编语言编程设计的步进电机控制系统,步进电机背景与现状、硬件设计、软件设计及其仿真都做了详细的介绍,使我们不仅对步进电机的原理有了深入的了解,也对单片机的设计研发过程有了更加深刻的体会。本控制系统采用单片机控制,通过人为按动开关实现步进电机的开关,复位。该系统还增加了步进电机的加速及减速功能。具有灵活方便、适用范围广的特点,基本能够满足实践需求。 关键词: AT89S52 步进电机 ULN2003 第一章系统分析 框图设计 根据系统要求画出基于AT89S52单片机的控制步进电机的控制框图如图2-1所示。
图2-1基于AT89C52单片机的控制步进电机的控制框图 系统主要包括单片机、复位电路、晶振电路、按键电路、步进电机及驱动电路几部分。 晶振电路 AT89C52单片机有一个用于构成内部振荡器的反相放大器,XTAL1 和XTAL2 分别是放大器的输入、输出端。石英晶体和陶瓷谐振器都可以用来一起构成自激振荡器。 晶振模块自带振荡器、提供低阻方波输出,并且能够在一定条件下保证运行。最常用的两种类型是晶振模块和集成RC振荡器(硅振荡器)。晶振模块提供与分立晶振相同的精度。硅振荡器的精度要比分立RC振荡器高,多数情况下能够提供与陶瓷谐振槽路相当的精度。图2-2为晶振电路。 图2-2 晶振电路 第二章系统设计 硬件连接图 根据图2-1,可以设计出单片机控制步进电机的硬件电路图,如图3-1所示。
PLC控制步进电机的实例(图与程序)
PLC控制步进电机的实例(图与程序) ·采用绝对位置控制指令(DRVA),大致阐述FX1S控制步进电机的方法。由于水平有限,本实例采用非专业述语论述,请勿引用。 ·FX系列PLC单元能同时输出两组100KHZ脉冲,是低成本控制伺服与步进电机的较好选择! ·PLS+,PLS-为步进驱动器的脉冲信号端子,DIR+,DIR-为步进驱动器的方向信号端子。 ·所谓绝对位置控制(DRVA),就是指定要走到距离原点的位置,原点位置数据存放于32位寄存器D8140里。当机械位于我们设定的原点位置时用程序把D8140的值清零,也就确定了原点的位置。 ·实例动作方式:X0闭合动作到A点停止,X1闭合动作到B点停止,接线图与动作位置示例如左图(距离用脉冲数表示)。 ·程序如下图:(此程序只为说明用,实用需改善。) ·说明: ·在原点时将D8140的值清零(本程序中没有做此功能) ·32位寄存器D8140是存放Y0的输出脉冲数,正转时增加,反转时减少。当正转动作到A点时,D8140的值是3000。此时闭合X1,机械反转动作到B点,也就是-3000的位置。D8140的值就是-3000。 ·当机械从A点向B点动作过程中,X1断开(如在C点断开)则D8140的值就是200,此时再闭合X0,机械正转动作到A点停止。 ·当机械停在A点时,再闭合X0,因为机械已经在距离原点3000的位置上,故而机械没有动作!
·把程序中的绝对位置指令(DRVA)换成相对位置指令(DRVI): ·当机械在B点时(假设此时D8140的值是-3000)闭合X0,则机械正转3000个脉冲停止,也就是停在了原点。D8140的值为0 ·当机械在B点时(假设此时D8140的值是-3000)闭合X1,则机械反转3000个脉冲停止,也就是停在了左边距离B点3000的位置(图中未画出),D8140的值为-6000。 ·一般两相步进电机驱动器端子示意图: ·FREE+,FREE-:脱机信号,步进电机的没有脉冲信号输入时具有自锁功能,也就是锁住转子不动。而当有脱机信号时解除自锁功能,转子处于自由状态并且不响应步进脉冲。 ·V+,GND:为驱动器直流电源端子,也有交流供电类型。 ·A+,A-,B+,B-分别接步进电机的两相线圈。
plc正反转控制电路编程实例
plc正反转控制电路编程实例 在众多的操作系统中均要求电动机能够实现正反转给操作,从电动机的工做原理中可知,需将三相电源中的任意两个进行对调,就能实现电动机的反向运转,因此电动机实现正反转的实质便是电源进线的调换。但若仅调换进线,容易导致电源短路,因此必须设置互锁,图2是三相异步电动机正反转的原理设计图,图中KM1和KM2均是交流接触器主触头,当KM1吸合时,KM2交流接触器主触头就会断开,然后便可实现电机的正转。若是断开交流接触器主触头KM1,KM2就会吸合,此时电动机则会实现反转,图中的FU1主要用于防止电源短路,圆形代表电机M。
由上图可知,plc程序在使用中软件互锁功能并不可靠。因此,需在硬件总添加互锁,地址分配表如表1所示,除了在硬件中添加互锁外,还需做一个热保护装置。 根据所设计的设备具体功能与需求画出PLC梯形图,梯形图如图3所示。然后对其进行解析,即可得到编程程序代码。
设计得到的程序如下: 0 LD X000 1 OR Y005 2 ANI X002 3 ANI Y004 4 OUT Y005 5 LD X001 6 OR Y004 7 ANI X002
8 ANI Y005 9 OUT Y004 10 END 在图3梯形图中,PLC外部按钮所控制的常开触点主要是左母线的第一等级以及第二等级的X001触点和X002触点,只需按钮便可使得X000或X001任意一个常开触点闭合,输出继电器Y005或继电器Y004就能通过相应线路形成闭合回路,进而使常开接触点Y005或Y004实现自锁功能同时实现电动机的正反转。停止通过PLC外部的按钮实现,按钮通过释放X002常开接触点,使得继电器断电引发电动机停止运转。
西门子S系列PLC控制步进电机进行正反转的方法
西门子S系列P L C控制步进电机进行正反转 的方法 SANY标准化小组 #QS8QHH-HHGX8Q8-GNHHJ8-HHMHGN#
1、主程序先正转,等到正转完了就中断,中断中接通个辅助触点(),当闭合,住程序中的反转开始运做。这样子就OK了。 2、用PTO指令让 OR 高速脉冲,另一个点如做方向信号,就可以控制正反转了,速度快慢就要控制输出脉冲周期了,周期越短速度越快,如果你速度很快的话请考虑缓慢加速,不然它是启动不了的,如果方向也变的快的话就要还做一个缓慢减速,不然它振动会蛮厉害,而且也会失步。 3、程NETWORK 1 // 用于单段脉冲串操作的主程序(PTO) // 首次扫描时,将映像寄存器位设为低 // 并调用子程序0 LD R 1 CALL SBR_0 NETWORK 1 // 子程序0开始 LD MOVB 16#8D SMB67 // 设置控制字节: // - 选择PTO操作 // - 选择单段操作 // - 选择毫秒增加 // - 设置脉冲计数和周期数值 // - 启用PTO功能 MOVW +500 SMW68 // 将周期设为500毫秒。 MOVD +4 SMD72 // 将脉冲计数设为4次脉冲。 ATCH INT_0 19 // 将中断例行程序0定义为 // 处理PTO完成中断的中断。 ENI // 全局中断启用
PLS 0 // 激活PTO操作,PLS0 =》 MOVB 16#89 SMB67 // 预载控制字节,用于随后的 // 周期改动。 NETWORK 1 // 中断0开始 // 如果当前周期为500毫秒: // 将周期设为1000毫秒,并生成4次脉冲 LDW= SMW68 +500 MOVW +1000 SMW68 PLS 0 CRETI NETWORK 2 // 如果当前周期为1000毫秒: // 将周期设为500毫秒,并生成4次脉冲 LDW= SMW68 +1000 MOVW +500 SMW68 PLS 0序注释 艾驰商城是国内最专业的MRO工业品网购平台,正品现货、优势价格、迅捷配送,是一站式采购的工业品商城!具有10年工业用品电子商务领域研究,以强大的信息通道建设的优势,以及依托线下贸易交易市场在工业用品行业上游供应链的整合能力,为广大的用户提供了传感器、图尔克传感器、变频器、断路器、继电器、PLC、工控机、仪器仪表、气缸、五金工具、伺服电机、劳保用品等一系列自动化的工控产品。 如需进一步了解相关PLC产品的选型,报价,采购,参数,图片,批发等信息,请关注艾驰商城。
步进电机启动停止正反转控制程序的汇编语言的实现
DELAY 1MS MACRO TIME ;延时宏命令 LOCAL AA LOCAL BB PUSH CX MOV CX,TIME AA: PUSH CX MOV CX,1000 BB: NOP LOOP BB POP CX LOOP AA POP CX ENDM DATA SEGMENT TABA DB 01H,03H,02H,06H,04H,05H;正转的模型 TABB DB 05H,04H,06H,02H,03H,01H;反转的模型DATA ENDS CODE SEGMENT ZZ PROC NEAR PUSH DS MOV AX,DATA MOV DS,AX MOV AX,0 PUSH AX MOV DX,203H MOV AL,80H OUT DX,AL ;8255的控制字设定 MOV DX,200H MOV AL,0 OUT DX,AL ;先输出制动命令 MOV CX,360 ;设定正转步数 DD: MOV BL,6 ;六拍 MOV DX,200H LEA DI,TABA ;指针指向正转的数字模型 CC: MOV AL,[DI] OUT DX,AL DELAY 1MS 10 INC DI ;指针加1,指向下一步的数字模型 DEC BL ;拍数减1 JNZ CC ;六拍未结束,则继续循环 LOOP DD;360个周期的六拍未结束,继续循环 ZZ ENDP
FZ PROC NEAR MOV CX,400 ;设定反转步数 FF: MOV BL,6 MOV DX,200H LEA DI,TABB ;指针指向反转的数字模型 EE: MOV AL,[DI] OUT DX,AL DELAY 1MS 10 DEC DI ;指针减1,指向反转下一步数字模型 DEC BL JNZ EE LOOP FF FZ ENDP MOV DX,200H MOV AL,0 OUT DX,AL ;结束后,输出制动命令 RET MAIN ENDP CODE ENDS END START
用PLC实现正反转控制教案
用PLC实现电动机正反转控制【教学目标】 掌握控制系统设计的基本步骤; 逐步学会PLC梯形图程序的设计方法; 【教学重点、难点】 1、掌握控制系统设计的基本步骤; 2、PLC外部接线图画法 3、编程,梯形图内触点要和外部接线相符合 4、仿真 5、学生现场接线实现功能 【教学工具】 1、PLC仿真编程软件、PLC实训柜 2、多媒体 【教学过程】 1、回顾PLC控制点动和自锁控制 2、回顾接触器正反转控制线路原理 3、编程正反转程序 4、仿真 5、学生接线调试
新课教学过程: 演示接电机正反转现象 复习plc控制点动和自锁控制 分析接触器联锁电动机正反转控制线路原理(前面已经学过)
1.I/O分配表 2、主电路图和PLC外部接线图 思考: ●过载保护为什么放在PLC的输入端,而不放在输出控制端; ●交流接触器的线圈为什么要加电气互锁。 ●停止信号使用常开按钮和常闭按钮在软件编程上有何不同;
3、梯形图 6、指令表 6、仿真模拟 7、学生接线调试 8、老师和学生进行评价 9、小结 (1).电动机正反转的主电路中,交流接触器KM1和KM2的主触点不能同时闭合,并且必须保证,一个接触器的主触点断开以后,另一个接触器的主触点才能闭合。(实现联锁控制) (2).为了做到上面一点,梯形图中输出继电器Y1、Y2的线圈就不能同时带电,这样在梯形图中就要加程序互锁。
(3).在PLC的输出回路中,KM1的线圈和KM2的线圈之间必须加电气互锁。主要是避免当交流接触器主触点熔焊在一起而不能断开时,造成主回路短路情况的出现。 (4).电动机的过载保护一定要加在PLC控制电路的输入回路中 10、作业 ?(1)、当停止按钮为常闭时,梯形图程序要做什么样的修改。 ?(2)、写出梯形图程序及对应的指令程序。 ?(3)、电动机循环正反转的控制 设计一个用PLC控制电动机循环正反转的控制系统,并在此基础上练习编程软件的各种功能。其控制要求如下: a 按下起动按钮,电动机正转3s,停2s,反转3s,停2s,如此循环5个周期,然后自动停止。 b 运行中,当按下停止按钮,电动机停止运行。
PLC控制电机正反转论文模板
摘要 可编程控制器(PLC)是以微处理器为核心,将自动控制技术、计算机技术和通信技术融为一体而发展起来的崭新的工业自动控制装臵。目前PLC已基本替代了传统的继电器控制而广泛应用于工业控制的各个领域,PLC已跃居工业自动化三大支柱的首位。 生产机械往往要求运动部件可以实现正反两个方向的起动,这就要求拖动电动机能作正、反向旋转。由电机原理可知,改变电动机三相电源的相序,就能改变电动机的转向。按下正转启动按钮SB1,电动机正转运行,且KM1,KMY接通。2s后KMY断开,KM 接通,即完成正转启动。按下停止按钮SB2,电动机停止运行。按下反转启动按钮SB3,电动机反转运行,且KM2,KMY接通。2s后KMY断开,KM 接通,即完成反转启动。
目录 第一章 PLC概述 (1) 1.1 PLC的产生 (1) 1.2 PLC的定义 (1) 1.3 PLC的特点及应用 (2) 1.4 PLC的基本结构 (4) 第二章三相异步电动机控制设计 (7) 2.1 电动机可逆运行控制电路 (7) 2.2 启动时就星型接法30秒后转为三角形运行直到停止反之亦然 (9) 2.3. 三相异步电动机正反转PLC控制的梯形图、指令表 (12) 2.4 三相异步电动机正反转PLC控制的工作原理 (13) 2.5 指令的介绍 (14) 结论 (16) 致谢 (17) 参考文献 (18)
第一章 PLC概述 1.1 PLC的产生 1969年,美国数字设备公司(DEC)研制出了世界上第一台可编程序控制器,并应用于通用汽车公司的生产线上。当时叫可编程逻辑控制器PLC(Programmable Logic Controller),目的是用来取代继电器,以执行逻辑判断、计时、计数等顺序控制功能。紧接着,美国MODICON公司也开发出同名的控制器,1971年,日本从美国引进了这项新技术,很快研制成了日本第一台可编程控制器。1973年,西欧国家也研制出他们的第一台可编程控制器。 随着半导体技术,尤其是微处理器和微型计算机技术的发展,到70年代中期以后,特别是进入80年代以来,PLC已广泛地使用16位甚至32位微处理器作为中央处理器,输入输出模块和外围电路也都采用了中、大规模甚至超大规模的集成电路,使PLC在概念、设计、性能价格比以及应用方面都有了新的突破。这时的PLC已不仅仅是逻辑判断功能,还同时具有数据处理、PID调节和数据通信功能,称之为可编程序控制器(Programmable Controller)更为合适,简称为PC,但为了与个人计算机(Persona1 Computer)的简称PC相区别,一般仍将它简称为PLC(Programmable Logic Controller)。 1.2 PLC的定义 “可编程控制器是一种数字运算操作的电子系统,专为在工业环境下应用而设计。它采用了可编程序的存储器,用来在其内部存储和执行逻辑运算、顺序控制、定时、计数和算术运算等操作命令,并通过数字式和模拟式的输入和输出,控制各种类型的机械或生产过程。可编程控制器及其有关外围设备,都按易于与工业系统联成一个整体、易于扩充其功能的原则设计。” 可编程序控制器是应用面最广、功能强大、使用方便的通用工业控制装臵,自研制成功开始使用以来,它已经成为了当代工业自动化的主要支柱之一。
单片机课设步进电机控制正反转(单片机爱好者)
单片机课程设计报告设计题目:步进电机控制系统 学院机械工程学院 专业机械设计制造及其自动化 班级 姓名 学号 指导教师 湖北工业大学 2010 年秋季学期
目录 1.设计目的 (2) 2.设计的主要内容和要求 (2) 3.题目及要求功能分析 (2) 4.设计方案 (5) 4.1 整体方案 (5) 4.2 具体方案 (5) 5.硬件电路的设计 (6) 5.1 硬件线路 (6) 5.2 工作原理 (7) 5.3 操作时序 (8) 6. 软件设计 (8) 6.1 软件结构 (8) 6.2 程序流程 (9) 6.3 源程序清单 (9) 7. 系统仿真 (9) 8. 使用说明 (10) 9. 设计总结 (10) 参考文献 (11) 附录 (12)
步进电机的控制 1.设计目的 (1)熟悉单片机编程原理。 (2)熟练掌握51单片机的控制电路和最小系统。 (3)单片机基本应用系统的设计方法。 2.设计的主要内容和要求 (1)查阅资料,了解步进电机的工作原理。 (2)通过单片机给参数控制电机的转动。 (3)通过按钮控制启停及反转。 (4)其他功能。 3.题目及要求功能分析 步进电机:步进电机是一种将电脉冲转化为角位移的执行机构。当步进驱动器接收到一个脉冲信号,它就驱动步进电机按设定的方向转动一个固定的角度(称为“步距角”),它的旋转是以固定的角度一步一步运行的。可以通过控制脉冲个数来控制角位移量,从而达到准确定位的目的;同时可以通过控制脉冲频率来控制电机转动的速度和加速度,从而达到调速的目的。步进电机可以作为一种控制用的特种电机,利用其精度高等特点,广泛应用于各种工业控制系统中。 三相单、双六拍步进电机的结构和工作原理: 三相单、双六拍步进电机通电方式:这种方式的通电顺
PLC控制电机正反转资料讲解
作业名称:PLC控制电动机正反转指导老师:周力 班级:机械2093 姓名:张悦 学号:3092101318 2012年5月
摘要 三相异步电动机一般采用降压起动、能耗制动。针对传统的继电器一接触器控制的降压起动、能耗制动方法存在的不足,将OMRON公司的CPM2*型可编程序控制器(PLC)与接触器相结合,用于三相异步电动机的Y一△降压起动、能耗制动控制,改进后的方法克服了传统方法手工操作复杂且不够可靠的缺点,控制简单易行。 关键词:三相异步电动机;PLC控制系统; Abstrcut the Three-phase asynchronous motor step-down start, generally USES the braking energy. In traditional relay a contact device control step-down start braking energy, the shortcomings of the methods, the company will CPM2 * type OMRON PLC and contactor, combining for three-phase asynchronous motor step-down start a train of Y, braking energy control, the improved method can overcome the disadvantage of traditional method manual operation complex and not reliable enough shortcomings, simple and easy to control. Key words: the three-phase asynchronous motor; PLC control system
步进电机正反转控制C语言程序 只为初学者
只为初学者的步进电机正反控制程序 #include<> #define uchar unsigned char #define uint unsigned int #define MotorData P2 //步进电机控制接口定义 sbit zheng=P3^0; sbit fan=P3^1; sbit stop=P3^2; uchar phasecw[8] ={0x01,0x03,0x02,0x06,0x04,0x0c,0x08,0x09};//正转 uchar phaseccw[8]={0x09,0x08,0x0c,0x04,0x06,0x02,0x03,0x01};//反转 //ms延时函数 void delay(uint t) { uint k; while(t--) { for(k=0; k<125; k++); } } void Delay_xms(uint x) { uint i,j; for(i=0;i void Motor_work(uint t) { uchar i,j; switch(t) { case 0: while(1) {if(stop==0) break; for(i=0;i<8;i++) {MotorData=phasecw[i]; delay(50);//转速调节 } } break; case 1: while(1) {if(stop==0) break; for(j=0;j<8;j++) {MotorData=phaseccw[j]; delay(50);//转速调节 } } break; } } //停止转动 void Motor_test(void) { if(zheng==0) { Delay_xms(10); if(zheng==0) Motor_work(0); } if(fan==0) { Delay_xms(10); if(fan==0) Motor_work(1); } } //主函数 void main(void) { PLC控制电机正反转 类别:职教专业编号:()教材简析: 职业教育的目的就是培养应用人才和具有一定文化水平和专业知识技能的工作者,职业教育强调理论和实践训练并重,《可编程序控制器(英文缩细PL C)及其应用》(第二版)(以后简称《PLC》)教材侧重理论,学生单独学习较为吃力。而在《电力拖动》这门课程中的三相异步电动机正反转控制线路学生已非常熟悉,也是电拖这门课程的重点。将这二者联系起来学习将会收到意想不到的效果。 学情分析:中专学生比较活跃,但是理论基础较差,已具有PLC的基础知识,熟悉三相异步电动机正反转控制线路的工作原理与接线方法。 教学目标: 1、知识目标: (1)掌握继电器控制三相异步电动机正反转控制线路的工作原理 (2)熟练掌握PLC编程基本方法和编程技巧及基本指令的应用,并利用PLC 完成调试。 (3)熟练掌握分配PLC的输入点和输出点,并画出梯形图,转换成语句表,控制电动机工作。 2、能力目标 (1)通过任务驱动和引导教学培养学生分析问题和解决问题的能力。 (2)通过运用PLC完成电动机正反转控制电路的实训,培养学生动手动脑,团结协作的能力。 3、情感目标 让学生将逐步养成严谨,合作创新的科学态度为继续学习和发展奠定基础。 教学重点、难点: 1、重点:(1)三相异步电动机正反转控制线路的工作原理。 (2)PLC编程基本方法和编程技巧及基本指令的应用。 (3)分配PLC的输入点和输出点,并画出梯形图,转换成语句表,控制电动机工作。 2、难点:(1)PLC具体的编程方法。 (2)分配设计完成任务的控制程序“梯形图—语句表” 教学方法: 在这节课里主要采用的是任务驱动教学法和行为引导教学法进行教学,以任务为主线、教师为主导、学生为主体,整个教学围绕任务的解决而展开,教师提出引导性问题,给定任务要求;学生小组协作进行决策分析,制定出计划,并实施计划,完成任务。创设真实氛围的工作环境,将教室与实训室合二为一,开展一体化教学,形成仿真的工作场所,使教学过程变为生产过程,学习任务变为工作任务,使学生通过学习亲身体验工作,培养学生自主思考的能力。 设计理念: PLC教材偏重于理论,学生实训完继电器控制的三相异步电动机正反转控制线路之后,并且已经掌握了基本编程指令的基础上,通过理论与实践相结合掌握PLC在电动机的正反转电路中的应用。三相异步电动机的正反转可以通过继电器控制,也可以通过PLC控制,通过本节的学习,学生即回顾了继电器控制的方法,又将PLC的基本指令应用于实践当中,还为学生以后的编程提供一种有效的方法,因此学好本节容在整个学习过程中就显得至关重要。由于学生知识水平层次差异,根据教材制定的实施性教学计划,保证每个学生课有所得,本节课我设计少讲多练,让学生在操作中懂理论,在练习中长技能。 /***************************************************** 程序调试成功 *********************************************************/ #include 步进电机正反转程序 #include for(k=0; k<125; k++) { } } } /********************************************************** / void delayB(uchar x) //x*0.14MS { uchar i; while(x--) { for (i=0; i<13; i++) { } } } /********************************************************** / void beep() { uchar i; for (i=0;i<100;i++) { delayB(4); BEEP=!BEEP; //BEEP取反 步进电机正反转程序一 #include <reg51.h> //51芯片管脚定义头文件 #include <intrins.h> //内部包含延时函数_nop_(); #define uchar unsigned char #define uint unsigned int uchar code FFW[8]={0x01,0x03,0x02,0x06,0x04,0x0c,0x08,0x09}; //四相八拍正转编码 uchar code REV[8]={0x09,0x08,0x0c,0x04,0x06,0x02,0x03,0x01}; ////四相八拍反转编码 sbit K1 = P3^2; //正转 sbit K2 = P3^3; //反转 sbit K3 = P3^4; //停止 sbit BEEP = P3^6; //蜂鸣器 /********************************************************/ /* /* 延时t毫秒 /* 11.0592MHz时钟,延时约1ms /* /********************************************************/ void delay(uint t) { uint k; while(t--) { for(k=0; k<125; k++) { } } } /**********************************************************/ void delayB(uchar x) //x*0.14MS { uchar i; while(x--) { for (i=0; i<13; i++) { } } } /**********************************************************/ 广西科技大学(筹) 课程设计说明书 课题名称基于PLC的正反转控制设计 系别电气与信息工程学院 专业自动化 班级 094班 学号 200900301154 姓名刘祥胜 指导教师袁海英 2012 年 12 月 11 日 摘要 (3) 序言 (3) 第一章:背景介绍 (3) 第二章:总体方案介绍 (5) 2.1 设计目的 (5) 2.2 设计要求 (5) 2.3 控制要求 (5) 第三章:设计基础知识 (5) 3.1 电机正反转介绍 (5) 3.2 PLC介绍 (5) 3.2.1 PLC基本结构 (5) 3.2.2 PLC工作原理 (6) 3.2.3 PLC功能特点 (7) 3.3 PLC编程软件介绍 (8) 第四章:电路原理图设计 (9) 第五章:硬件的选择 (11) 5、1 电机的选择 (11) 5、2 PLC型号的选择 (11) 5、3 熔断器的选择: (11) 5、4 热继电器的选择 (11) 5、5 接触器的选择 (11) 第六章:程序设计及调试 (12) 6.1 I/O口清单 (12) 6.2 控制系统的I/O点及地址分配 (12) 6.3 系统工作流程图 (13) 6.4 梯形图的编写 (15) 6.5 系统调试 (16) 总结 (17) 参考文献 (17) 附录 在实际应用中,往往要求生产机械改变运动方向,这就要求电动机能实现正、反转。由三相异步电动机转动原理可知,若要电动机逆向运行,只要将接于电动机定子的三相电源线中的任意两相对调一下即可,可通过两个接触器来改变电动机定子绕组的电源相序来实现。 PLC(可编程逻辑控制器)实质是一种专用于工业控制的计算机,现在的PLC 已经取代了传统的继电器控制,通过PLC控制电机实现高效率的生产已经是现在工厂的一个非常普遍的现象。 关键字:PLC 控制电机 序言 可编程逻辑控制是随着科学技术的不断发展,对生产工艺不断提出新的要求而迅速发展的,在控制方法上主要是从手动控制到自动控制;在控制功能上是从简单到复杂;在操作方式上由笨重到轻巧;从控制原理上,由单一的有触点硬接线继电器控制系统转向以微处理器为中心的软件控制系统。 通过PLC控制电机能简化电路,真正实现自动控制上高效率的生产。PLC采用计算机技术来实现对不同控制对象或机床的控制,其控制核心实质是一台专用计算机。用软件方法来增加改变控制系统的功能,具有很大的灵活性和柔性。专用计算机控制系统程序还设置了各种诊断程序,进行故障预检及自动查找,提高了设备可靠性并便于维修。 随着PLC技术的不断发展、不断成熟和不断完善,PLC通信在工厂自动化中越来越引起人们的重视。由上位计算机、PLC、远程I/O互相链接所形成的分布式控制系统、现场总线控制系统己经在广泛应用。由这种形式构成的计算机、PLC等多机通信系统就是PLC 的网络系统。网络通信系统是未来PLC的发展主要方向。 第一章背景介绍 可编程序控制器简称PLC,是近年来发展极为迅速、应用面极广的工业控制装置,它已成功地应用于工业中几乎所有领域,能完成从重复开关控制单一机器到复杂的制造加工控制的许多控制任务。应用领域极为广泛,覆盖所有与自动检测,自动化控制有关的工业及民用领域,包括各种机床、机械、电力设施、民用设施、环境保护设备等等。如:冲压机床,磨床,印刷机械,橡胶化工机械,中央空调,电梯控制,运动系统。 三相异步电动机从切除电源到完全停止旋转,由于惯性的作用,总要经过一段时间,这往往不能适应某些机械工艺的要求。如万能铣床、卧床铣床和组合机床等。无论是从提高生产效率,还是从安全及准确定位等方面考虑,都要求能迅速停车,因此要求对电动机进行制动控制。制动控制方法一般有两大类:机械制动和电气制动。机械制动使用机械装置来强迫电动机迅速停车;制动实质上是当电动机停车时,给电动机加上一个与原来旋转方向相反的制动转矩,迫使电动机转速迅速下降。 步进电机控制设计 摘要 步进电机是一种将电脉冲转化为角位移的执行机构。当步进驱动器接收到一个脉冲信号,它就驱动步进电机按设定的方向转动一个固定的角度(称为“步距角”),它的旋转是以固定的角度一步一步运行的。可以通过控制脉冲个数来控制角位移量,从而达到准确定位的目的;同时可以通过控制脉冲频率来控制电机转动的速度和加速度,从而达到调速的目的。结合对步进电机的了解,然后对步进电机的控制原理包括步进电机的控制方式和驱动方式作了系统的说明,采用8051单片机来控制步进电机,并给出了步进电机的双相三拍控制单片机控制和三相六拍的单片机控制的具体实现方法,用汇编程序进行控制运行。控制系统通过单片机存储器、I/O接口、中断、键盘、LED显示器的扩展、步进电机的环形分频器、驱动及保护电路、人机接口电路、中断系统及复位电路、单电压驱动电路等的设计,实现了四相步进电机的正反转,急停等功能。 电机的控制系统由AT80C51单片机控制,具有抗干扰能力强,可靠性高而且系统扩展容易等优势。本次课程设计中着重于通过控制脉冲数来控制位移,实现准确定位。基于步进电机本身的优越性和应用的广泛性,这正是用单片机控制步进电机课程设计的实际意义。 关键字:步进电机 ,角位移,单片机 ,脉冲 目录 1 课题描述 (1) 2总体实现原理 (1) 3 步进电机原理及硬件设计 (2) 3.1 单片机电路 (2) 3.1.1 AT89C51单片机的组成结构 (2) 3.1.2 AT89C51单片机的引脚及功能 (4) 3.2步进电机 (6) 3.2.1 步进电机的工作原理 (6) 3.2.2控制原理 (7) 3.2.3步进电机的驱动方式 (8) 3.2.4最小系统 (9) 3.3输入显示部分 (10) 3.4 电源 (10) 4 软件程序设计 (11) 4.1 主程序的设计 (11) 4.2 定时中断设计 (12) 4.3 外部中断设计 (13) 4.4 系统软件程序 (14) 总结 (19) 致谢 (20) 参考文献 (21) 摘要: 设计一种基于PLC的步进电机控制系统, 通过微型变速箱将步进电机角位移转化为直线位移, 进而带动直线 伸缩机构运行。该系统结构简单、性能稳定、经济价值和使用效果突出, 能够满足毫米级精确位移的使用需求。 关键词: PLC; 步进电机; 驱动器; 脉冲;方向。 目录 第1章绪论 (1) 1.1 设计背景 (1) 1.2 系统设计的任务 (3) 1.3 本章小结 (3) 第2章步进电机及PLC简介 (4) 2.1 步进电机简介 (4) 2.2 PLC的发展概述 (8) 2.3 PLC技术在步进电机控制中的应用 (8) 2.4 本章小结 (10) 第3章PLC控制步进电机工作方式的选择 (11) 3.1 常见的步进电机的工作方式 (11) 3.2 步进电机控制原理 (12) 3.3 PLC控制步进电机的方法 (12) 3.4 PLC控制步进电机的设计思路 (13) 3.5 本章小结 (15) 第4章FX2N控制步进电机硬件设计 (16) 4.1 三菱FX2nPLC的介绍 (16) 4.2 步进电机的选择 (18) 4.3 步进电机驱动电路设计 (20) 4.4 PLC驱动步进电机 (21) 4.5步进电机驱动器的使用说明 (22) 4.6 I/O接线图 (24) 4.7 本章小结 (25) 第5章控制系统的程序设计 (26) 5.0 本设计相关指令介绍 (26) 结论 (31) 参考文献 (32) 致谢 (33) 附录 (34) 第1章绪论 1.1 设计背景 步进电动机已成为除直流电动机和交流电动机以外的第三类电动机,传统电动机作为机电能量转换装置,在人类的生产和生活进入电气化过程中起着关键的作用。可是在人类社会进入自动化时代的今天,传统电动机的功能已不能满足工厂自动化和办公自动化等各种运动控制系统的要求。为适应这些要求,发展了一系列新的具备控制功能的电动机系统,其中较有自己特点,且应用十分广泛的一类便是步进电动机。 步进电动机的发展与计算机工业密切相关。自从步进电动机在计算机外围设备中取代小型直流电动机以后,使其设备的性能提高,很快地促进了步进电动机的发展。另一方面,微型计算机和数字控制技术的发展,又将作为数控系统执行部件的步进电动机推广应用到其他领域,如电加工机床、小功率机械加工机床、测量仪器、光学和医疗仪器以及包装机械等。任何一种产品成熟的过程,基本上都是规格品种逐步统一和简化的过程。现在,步进电动机的发展已归结为单段式结构的磁阻式、混合式和爪极结构的永磁式三类。爪极电机价格便宜,性能指标不高,混合式和磁阻式主要作为高分辨率电动机,由于混合式步进电动机具有控制功率小,运行平稳性较好而逐步处于主导地位。最典型的产品是二相8极50齿的电动机,步距角1.8°/0.9°(全步/半步);还有五相10极50齿和一些转子100齿的二相和五相步进电动机,五相电动机主要用于运行性能较高的场合。到目前,工业发达国家的磁阻式步进电动机已极少见[1]。 步进电动机最大的生产国是日本,如日本伺服公司、东方公司、SANYO DENKI 和MINEBEA及NPM公司等,特别是日本东方公司,无论是电动机性能和外观质量,还是生产手段,都堪称是世界上最好的。现在日本步进电动机年产量(含国外独资公司)近2亿台,德国也是世界上步进电动机生产大国。德国B.L.公司1994年五相混合式步进电动机专利期满后,推出了新的三相混合式步进电动机系列,为定子6极转子50齿结构,配套电流型驱动器,每转步数为200、400、1000、2000、4000、10000和20000,它具有通常的二相和五相步进电动机的分辨率,还可以在此基础上再10细分,分辨率提高10倍,这是一种很好的方案,充分运用了电流型驱动技术的功能,让三相电动机同时具有二相和五相电动机的性能。与此同时,日本伺服公司也推出了他们的三相混合式步进电动机。该公司阪正文博士研制了三种不同的永磁式三相步进电动机,即HB型(混合式)、RM性(定子和混合式PLC控制电机正反转教学案例
步进电机正反转控制及转速显示
步进电机正反转程序
步进电机正反转程序 一
基于PLC的正反转控制设计
步进电机正反转
步进电机的三菱PLC控制